Результат интеллектуальной деятельности: УСТРОЙСТВО ФОРМОВАНИЯ И СПОСОБ ПРОИЗВОДСТВА ФОРМОВАННОГО ИЗДЕЛИЯ
Вид РИД
Изобретение
Область техники
[0001] Настоящее изобретение относится к устройству формования и способу производства формованного изделия.
Уровень техники
[0002] До сих пор делались различные предложения для устройства формования, которое формует полимерное изделие, содержащее лист непрерывного волокна.
[0003] Например, публикация японской патентной заявки № 2014-148124 (JP 2014-148124 A) описывает формованное изделие и устройство формования для формования формованного изделия.
[0004] Это формованное изделие включает в себя прессованную деталь и инжекционно-формованную деталь. Прессованная деталь имеет сравнительно простую форму, включающую в себя участок плоской пластины и периферийную стенку, которые формируют форму крышки. Прессованная деталь выполняется из смолы и непрерывных волокон, содержащихся в смоле.
[0005] Инжекционно-формованная деталь формируется как единое целое с прессованной деталью. Инжекционно-формованная деталь включает в себя соединительную стенку, которая соединяется с периферийной стенкой и решетчатым ребром, которое формируется на внутренней поверхности участка плоской пластины прессованной детали. Эта инжекционно-формованная деталь выполняется из смолы и коротких волокон, содержащихся в смоле.
[0006] Устройство формования, описанное в JP 2014-148124 A, является устройством для производства вышеописанного формованного изделия. Это устройство формования включает в себя верхнюю пресс-форму и нижнюю пресс-форму, и нижняя пресс-форма имеет верхнюю поверхность, которая является практически плоской поверхностью, и периферийную поверхность, которая проходит вниз от внешнего периферийного крайнего участка этой верхней поверхности. Верхняя пресс-форма имеет потолочную поверхность, соответствующую верхней поверхности нижней пресс-формы, и внутреннюю периферийную поверхность, соответствующую периферийной поверхности нижней пресс-формы.
[0007] Когда верхняя пресс-форма и нижняя пресс-форма приходят в соприкосновение друг с другом, формируется полость между верхней пресс-формой и нижней пресс-формой. Полость представляет форму формованного изделия.
[0008] Чтобы производить формованное изделие с помощью этого устройства формования, сначала, исходный материал в форме пластины, содержащий лист непрерывного волокна, помещается на верхнюю пресс-форму. Затем, устройство формования помещает исходный материал между верхней пресс-формой и нижней пресс-формой и, тем самым, изгибает исходный материал и формует прессованную деталь.
[0009] Устройство формования подает смолу, содержащую короткие волокна, в полость и соединяет как одно целое инжекционно-формованную деталь с прессованной деталью внутри полости. Таким образом, формованное изделие формируется внутри полости.
Сущность изобретения
[0010] В формованном изделии, описанном в JP 2014-148124 A, прессованная деталь, содержащая лист непрерывного волокна, имеет простую форму, и, например, участок плоской пластины не имеет ступенчатого участка или углубленного или выступающего участка.
[0011] Если ступенчатый участок или углубленный или выступающий участок должен быть сформирован в участке плоской пластины, содержащем лист непрерывного волокна, форма полости устройства формования должна быть адаптирована к ступенчатому участку или углубленному или выступающему участку участка плоской пластины. Формирование полости формы, имеющей углубленный или выступающий участок, требует, например, формирования углубленного участка в нижней пресс-форме и выступающего участка в верхней пресс-форме.
[0012] Чтобы производить формованное изделие с помощью этого устройства формования, сначала, исходный материал, содержащий лист непрерывного волокна, помещается на верхнюю поверхность нижней пресс-формы. Затем, верхняя пресс-форма приводится ближе к нижней пресс-форме, чтобы формовать исходный материал.
[0013] В некоторых случаях, участок листа непрерывного волокна становится приподнятым в результате того, что выступающий участок верхней пресс-формы прижимает лист непрерывного волокна к донной поверхности углубленного участка нижней пресс-формы. Если смола и т.д. подается в полость после этого, формованное изделие может быть произведено со складками и т.д., сформированными в листе непрерывного волокна. Та же проблема возникает с пресс-формой, полость которой имеет форму, включающую в себя ступенчатый участок.
[0014] Настоящее изобретение предоставляет устройство формования и способ производства, которые могут формировать формованное изделие, содержащее лист непрерывного волокна, в котором ступенчатый участок или углубленный или выступающий участок формируется, и которые могут уменьшать формирование складок и т.д. в листе непрерывного волокна.
[0015] Устройство формования согласно первому аспекту настоящего изобретения включает в себя первую пресс-форму и вторую пресс-форму. Устройство формования конфигурируется, чтобы придавать форму листу непрерывного волокна, размещенному между первой пресс-формой и второй пресс-формой. Первая пресс-форма и вторая пресс-форма размещаются так, чтобы быть обращенными друг к другу. По меньшей мере, одна из первой пресс-формы и второй пресс-формы конфигурируется, чтобы быть подвижной в направлении отделения, в котором первая пресс-форма и вторая пресс-форма отделяются относительно дальше друг от друга, и в направлении приближения, в котором первая пресс-форма и вторая пресс-форма приводятся относительно ближе друг к другу. Первая пресс-форма включает в себя размещающую поверхность, на которую помещается лист непрерывного волокна, размещенный между первой пресс-формой и второй пресс-формой. Размещающая поверхность включает в себя основную поверхность и, по меньшей мере, одну углубленную поверхность, которая соединяется с основной поверхностью и находится дальше от второй пресс-формы по сравнению с основной поверхностью. Вторая пресс-форма имеет, по меньшей мере, один прижимающий элемент, сконфигурированный, чтобы прижимать лист непрерывного волокна, помещенный на размещающую поверхность, к углубленной поверхности, и тянущий элемент, сконфигурированный, чтобы тянуть лист непрерывного волокна. Прижимающий элемент конфигурируется, чтобы прижимать участок, который должен быть прижат, листа непрерывного волокна к углубленной поверхности в состоянии, когда лист непрерывного волокна помещен между первой пресс-формой и второй пресс-формой. Тянущий элемент конфигурируется, чтобы приводить лист непрерывного волокна в тесное соприкосновение с основной поверхностью, натягивая участок листа непрерывного волокна, расположенный на внешней периферийной стороне участка, который должен быть прижат, после того как прижимающий элемент прижимает участок, который должен быть прижат, к углубленной поверхности.
[0016] Даже когда участок листа непрерывного волокна становится приподнятым в результате того, что прижимающий элемент прижимает участок, который должен быть прижат, листа непрерывного волокна к углубленной поверхности, это устройство формования может разглаживать приподнятый участок листа непрерывного волокна, когда тянущий элемент тянет участок листа непрерывного волокна, расположенный на внешней периферийной стороне участка, который должен быть прижат.
[0017] В результате, лист непрерывного волокна приходит в тесное соприкосновение с углубленной поверхностью и основной поверхностью. Таким образом, представляется возможным формировать ступенчатый участок или углубленный или выступающий участок в листе непрерывного волокна и уменьшать формирование складок и т.д. в листе непрерывного волокна формованного изделия.
[0018] В устройстве формования первого аспекта лист непрерывного волокна, помещенный на размещающую поверхность, может включать в себя внешний периферийный участок, который выступает наружу от внешнего периферийного крайнего участка размещающей поверхности. Тянущий элемент может быть сконфигурирован, чтобы приводить лист непрерывного волокна в тесное соприкосновение с основной поверхностью, натягивая внешний периферийный участок.
[0019] Это устройство формования может разглаживать приподнятый участок листа непрерывного волокна, натягивая внешний периферийный участок листа непрерывного волокна, и может, таким образом, уменьшать формирование складок и т.д. в листе непрерывного волокна формованного изделия.
[0020] В устройстве формования первого аспекта первая пресс-форма может включать в себя периферийную поверхность, которая соединяется с внешним периферийным крайним участком размещающей поверхности и проходит в направлении от второй пресс-формы. Тянущий элемент может быть сконфигурирован, чтобы приводить лист непрерывного волокна в тесное соприкосновение с основной поверхностью, перемещая внешний периферийный участок в направлении приближения и придавая форму внешнему периферийному участку так, чтобы соответствовать периферийной поверхности. Устройство формования может дополнительно включать в себя третью пресс-форму, которая прижимается к периферийной поверхности внешнего края внешнего периферийного участка, который был сформирован посредством тянущего элемента, так, чтобы соответствовать периферийной поверхности.
[0021] Устройство формования прижимает внешний край внешнего периферийного участка к периферийной поверхности посредством третьей пресс-формы и может, таким образом, ограничивать лист непрерывного волокна от сворачивания поверх периферийной поверхности. Таким образом, формованное изделие может быть сформировано с внешним периферийным участком листа непрерывного волокна, соответствующим форме периферийной поверхности первой пресс-формы.
[0022] Устройство формования первого аспекта может быть сконфигурировано так, что полость для размещения листа непрерывного волокна формируется, когда первая пресс-форма, вторая пресс-форма и третья пресс-форма перемещаются ближе друг к другу. Устройство формования может дополнительно включать в себя подающее устройство, сконфигурированное, чтобы подавать смолу в полость.
[0023] Это устройство формования может пропитывать лист непрерывного волокна смолой в состоянии, когда лист непрерывного волокна находится в тесном соприкосновении с основной поверхностью и периферийной поверхностью, и может уменьшать формирование складок и т.д. в листе непрерывного волокна формованного изделия.
[0024] В устройстве формования первого аспекта размещающая поверхность может включать в себя первую углубленную поверхность и вторую углубленную поверхность, которые располагаются ближе к внешнему периферийному крайнему участку размещающей поверхности по сравнению с первой углубленной поверхностью. Вторая пресс-форма может включать в себя первый прижимающий элемент и второй прижимающий элемент. Первый прижимающий элемент может быть сконфигурирован, чтобы прижимать первый участок, который должен быть прижат, листа непрерывного волокна к первой углубленной поверхности, а второй прижимающий элемент может быть сконфигурирован, чтобы прижимать второй участок, который должен быть прижат, листа непрерывного волокна ко второй углубленной поверхности. Второй прижимающий элемент может быть сконфигурирован, чтобы прижимать второй участок, который должен быть прижат, ко второй углубленной поверхности, после того как первый прижимающий элемент прижимает первый участок, который должен быть прижат, к первой углубленной поверхности. Тянущий элемент может быть сконфигурирован, чтобы тянуть участок листа непрерывного волокна, расположенный на внешней периферийной стороне второго участка, который должен быть прижат, после того как второй прижимающий элемент прижимает второй участок, который должен быть прижат, ко второй углубленной поверхности.
[0025] В этом устройстве формования второй прижимающий элемент прижимает второй участок, который должен быть прижат, ко второй углубленной поверхности, после того как первый прижимающий элемент прижимает первый участок, который должен быть прижат, к первой углубленной поверхности. Таким образом, даже когда лист непрерывного волокна становится приподнятым поблизости от первой углубленной поверхности в результате прижатия первого участка, который должен быть прижат, к первой углубленной поверхности, приподнятый участок может быть разглажен, когда второй прижимающий элемент прижимает второй участок, который должен быть прижат. После этого, второй прижимающий элемент прижимает второй участок, который должен быть прижат, ко второй углубленной поверхности.
[0026] Даже когда участок листа непрерывного волокна становится приподнятым в результате того, что второй прижимающий элемент прижимает второй участок, который должен быть прижат, ко второй углубленной поверхности, приподнятый участок может быть разглажен, когда тянущий элемент тянет участок листа непрерывного волокна на внешней периферийной стороне второго участка, который должен быть прижат. Таким образом, лист непрерывного волокна может быть приведен в тесное соприкосновение с основной поверхностью.
[0027] Способ производства формованного изделия согласно второму аспекту настоящего изобретения включает в себя: подготовку первой пресс-формы и второй пресс-формы, размещенных так, чтобы быть обращенными друг к другу; размещение листа непрерывного волокна между первой пресс-формой и второй пресс-формой; и обработку листа непрерывного волокна посредством первой пресс-формы и второй пресс-формы. По меньшей мере, одна из первой пресс-формы и второй пресс-формы конфигурируется, чтобы быть подвижной в направлении отделения, в котором первая пресс-форма и вторая пресс-форма отделяются относительно дальше друг от друга, и в направлении приближения, в котором первая пресс-форма и вторая пресс-форма приводятся относительно ближе друг к другу. Первая пресс-форма включает в себя размещающую поверхность, на которую помещается лист непрерывного волокна, размещенный между первой пресс-формой и второй пресс-формой. Размещающая поверхность включает в себя основную поверхность и, по меньшей мере, одну углубленную поверхность, которая соединяется с основной поверхностью и находится дальше от второй пресс-формы по сравнению с основной поверхностью. Обработка листа непрерывного волокна включает в себя прижатие участка, который должен быть прижат, листа непрерывного волокна к углубленной поверхности и, после прижатия участка, который должен быть прижат, к углубленной поверхности, приведение листа непрерывного волокна в тесное соприкосновение с основной поверхностью посредством натяжения участка листа непрерывного волокна, расположенного на внешней периферийной стороне участка, который должен быть прижат.
[0028] Этот способ производства подразумевает прижатие участка, который должен быть прижат, листа непрерывного волокна к углубленной поверхности и затем натяжение участка листа непрерывного волокна, расположенного на внешней периферийной стороне участка, который должен быть прижат, так, чтобы приводить лист непрерывного волокна в тесное соприкосновение с основной поверхностью. Таким образом, формирование складок и т.д. в листе непрерывного волокна формованного изделия может быть уменьшено. Кроме того, ступенчатый участок или углубленный или выступающий участок могут быть сформированы в листе непрерывного волокна.
[0029] В способе производства второго аспекта лист непрерывного волокна, помещенный на размещающую поверхность, может включать в себя внешний периферийный участок, который выступает наружу от внешнего периферийного крайнего участка размещающей поверхности, и приведение листа непрерывного волокна в тесное соприкосновение с основной поверхностью может приводить лист непрерывного волокна в тесное соприкосновение с основной поверхностью посредством натягивания внешнего периферийного участка.
[0030] Этот способ производства подразумевает приведение листа непрерывного волокна в тесное соприкосновение с основной поверхностью посредством натягивания внешнего периферийного участка листа непрерывного волокна и, таким образом, может уменьшать формирование складок и т.д. в листе непрерывного волокна отформованного изделия.
[0031] В способе производства второго аспекта первая пресс-форма может включать в себя периферийную поверхность, которая соединяется с внешним периферийным крайним участком размещающей поверхности и проходит в направлении от второй пресс-формы. Приведение листа непрерывного волокна в тесное соприкосновение с основной поверхностью может включать в себя приведение листа непрерывного волокна в тесное соприкосновение с основной поверхностью посредством перемещения внешнего периферийного участка в направлении приближения и формирования внешнего периферийного участка так, чтобы соответствовать периферийной поверхности. Этот способ производства может дополнительно включать в себя прижатие внешнего края внешнего периферийного участка, который был сформирован, чтобы соответствовать периферийной поверхности, к периферийной поверхности посредством третьей пресс-формы.
[0032] Этот способ производства может приводить внешний периферийный участок листа непрерывного волокна в тесное соприкосновение с периферийной поверхностью первой пресс-формы и может ограничивать внешний периферийный участок листа непрерывного волокна от сворачивания поверх периферийной поверхности первой пресс-формы.
[0033] В способе производства второго аспекта полость для размещения листа непрерывного волокна может быть сформирована посредством перемещения первой пресс-формы, второй пресс-формы и третьей пресс-формы ближе друг к другу. Этот способ производства может дополнительно включать в себя подачу смолы в полость.
[0034] Этот способ производства может пропитывать лист непрерывного волокна смолой в состоянии, когда лист непрерывного волокна находится в тесном соприкосновении с углубленной поверхностью и основной поверхностью.
[0035] В способе производства второго аспекта размещающая поверхность может включать в себя первую углубленную поверхность и вторую углубленную поверхность, которые располагаются ближе к внешнему периферийному крайнему участку размещающей поверхности по сравнению с первой углубленной поверхностью. Прижатие участка, который должен быть прижат, к углубленной поверхности, может включать в себя прижатие первого участка, который должен быть прижат, к первой углубленной поверхности и прижатие второго участка, который должен быть прижат, листа непрерывного волокна, расположенного на внешней периферийной стороне первого участка, который должен быть прижат, ко второй углубленной поверхности. Приведение листа непрерывного волокна в тесное соприкосновение с основной поверхностью может включать в себя натягивание второго участка, который должен быть прижат, после прижатия первого участка, который должен быть прижат, к первой углубленной поверхности.
[0036] Этот способ производства подразумевает прижатие второго участка, который должен быть прижат, ко второй углубленной поверхности после прижатия первого участка, который должен быть прижат, к первой углубленной поверхности. Таким образом, даже когда лист непрерывного волокна становится приподнятым в результате прижатия первого участка, который должен быть прижат, к первой углубленной поверхности, приподнятый участок листа непрерывного волокна может быть разглажен, когда второй участок, который должен быть прижат, прижимается. После этого второй участок, который должен быть прижат, прижимается ко второй углубленной поверхности. Таким образом, представляется возможным производить формованное изделие, содержащее лист непрерывного волокна, в котором формируется множество ступенчатых участков или углубленных или выступающих участков, и уменьшать формирование складок и т.д. в листе непрерывного волокна.
[0037] Устройство формования формованного изделия и способ производства формованного изделия согласно настоящему изобретению могут формировать формованное изделие, содержащее лист непрерывного волокна, в котором формируется ступенчатый участок или углубленный или выступающий участок, и может уменьшать формирование складок и т.д. в листе непрерывного волокна.
Краткое описание чертежей
[0038] Признаки, преимущества и техническое и промышленное значение примерных вариантов осуществления изобретения будут описаны ниже со ссылкой на сопровождающие чертежи, на которых аналогичные номера обозначают аналогичные элементы, и на которых:
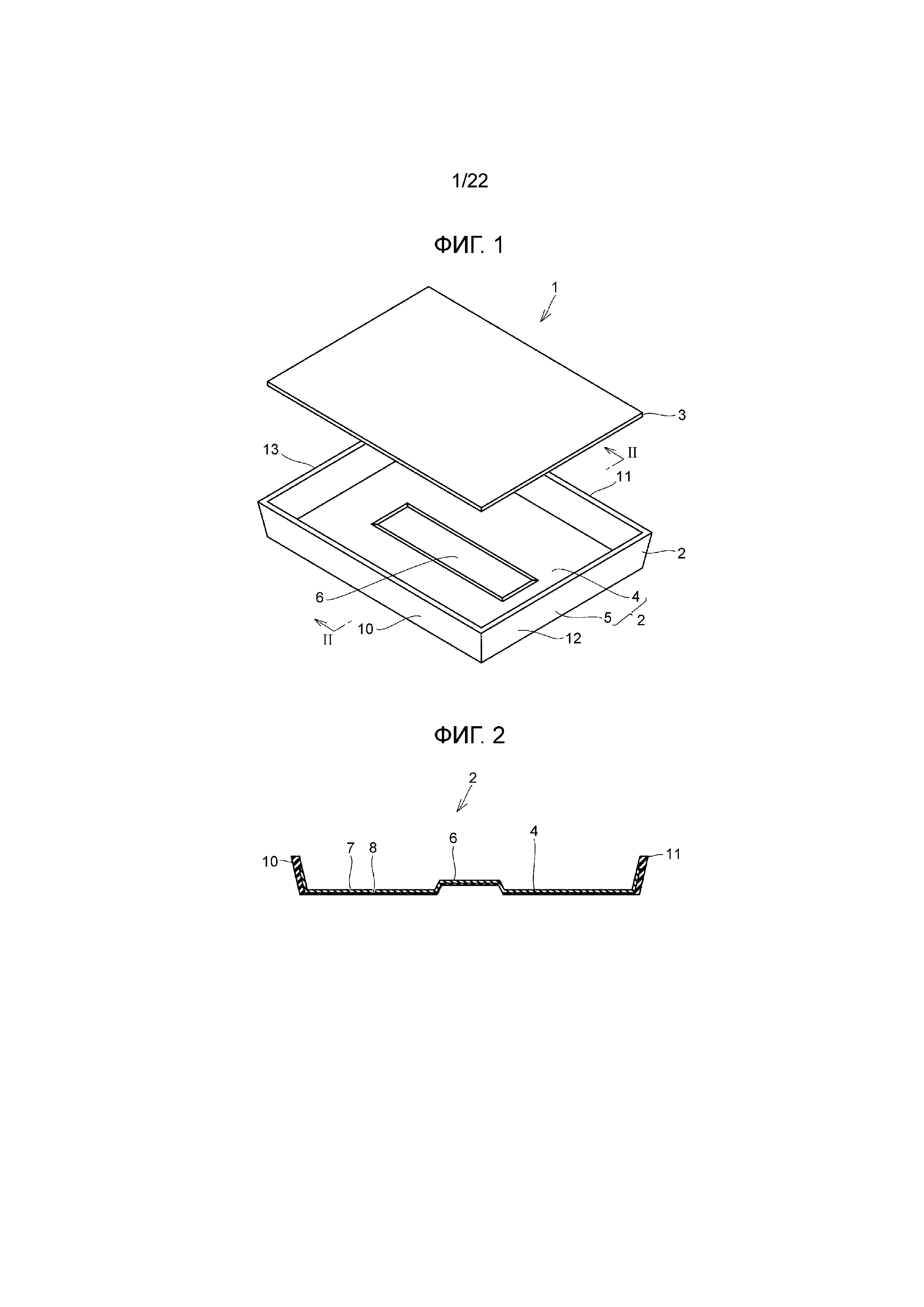
Фиг. 1 - покомпонентный вид в перспективе, показывающий размещающий корпус 1 устройства аккумулирования электричества;
Фиг. 2 - вид в разрезе основной части 2 корпуса, взятом по линии II-II, указанной на фиг. 1;
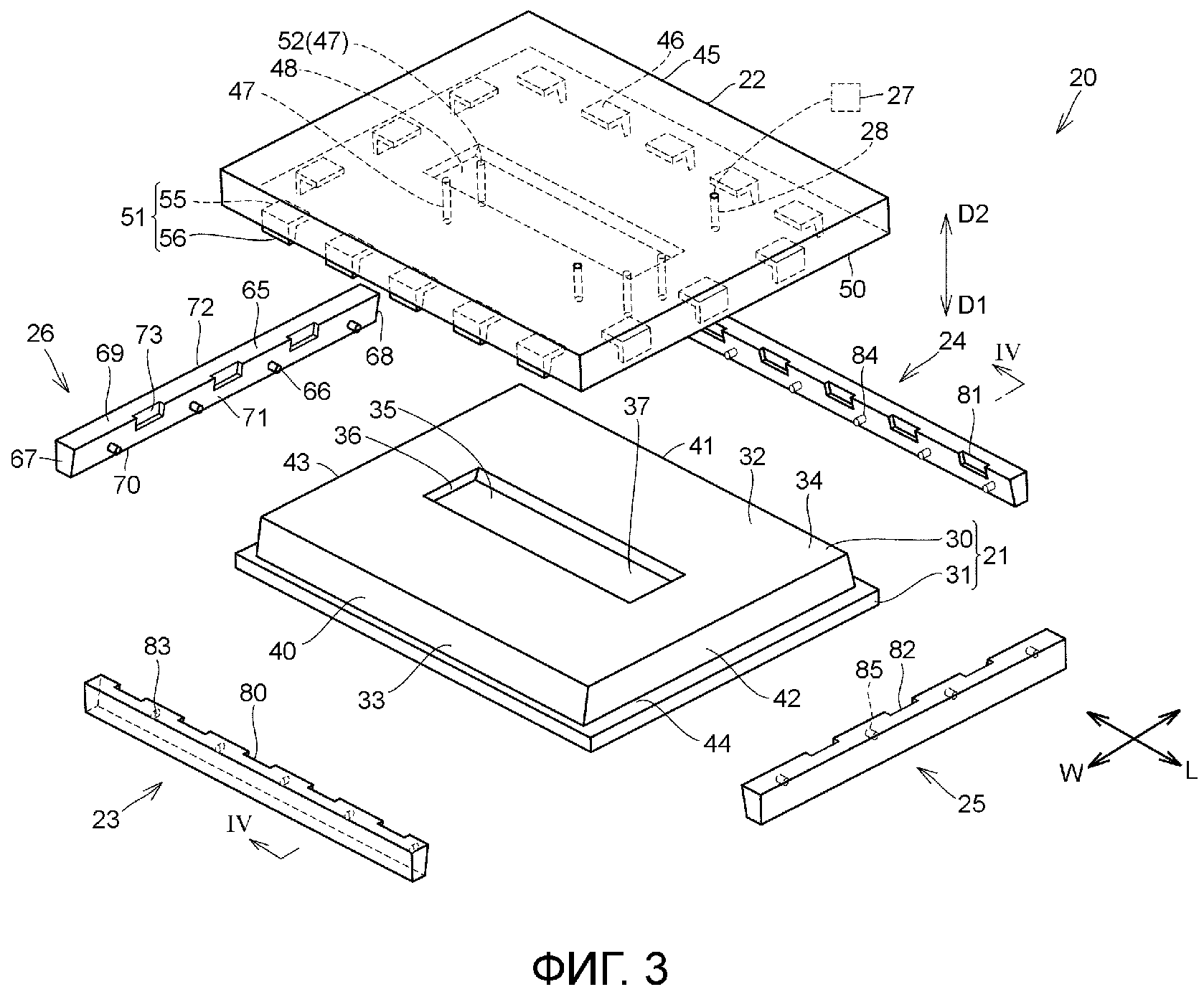
Фиг. 3 - вид в перспективе, схематично показывающий устройство 20 формования для формования основной части 2 корпуса;
Фиг. 4 - вид в разрезе, взятом по линии IV-IV, указанной на фиг. 3;
Фиг. 5 - вид в перспективе, показывающий контактный элемент 51;
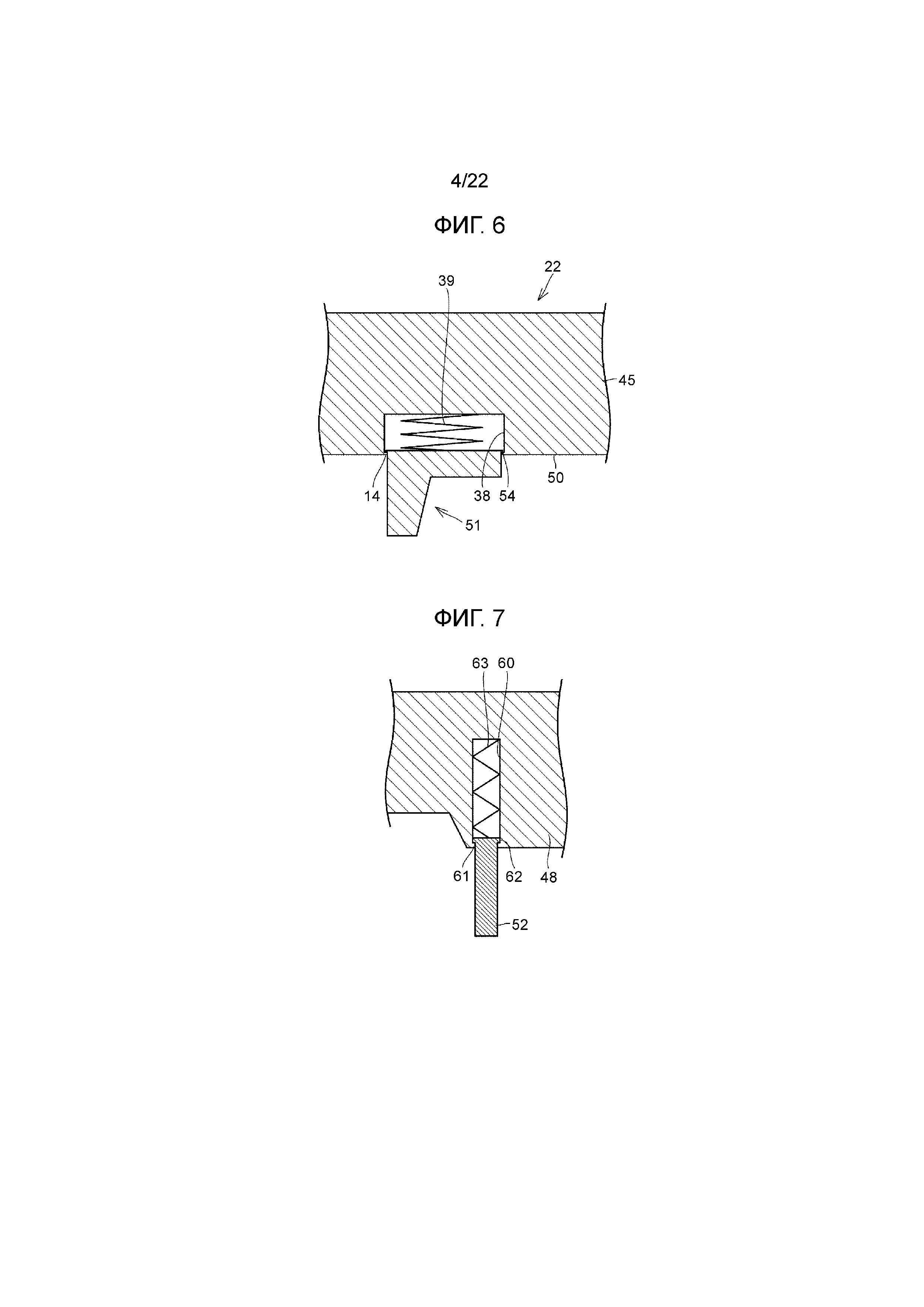
Фиг. 6 - вид в разрезе, показывающий конфигурацию контактного элемента 51 и окружающей части в пресс-форме 22;
Фиг. 7 - вид в разрезе, показывающий конфигурацию опорного штифта 52 и окружающей части;
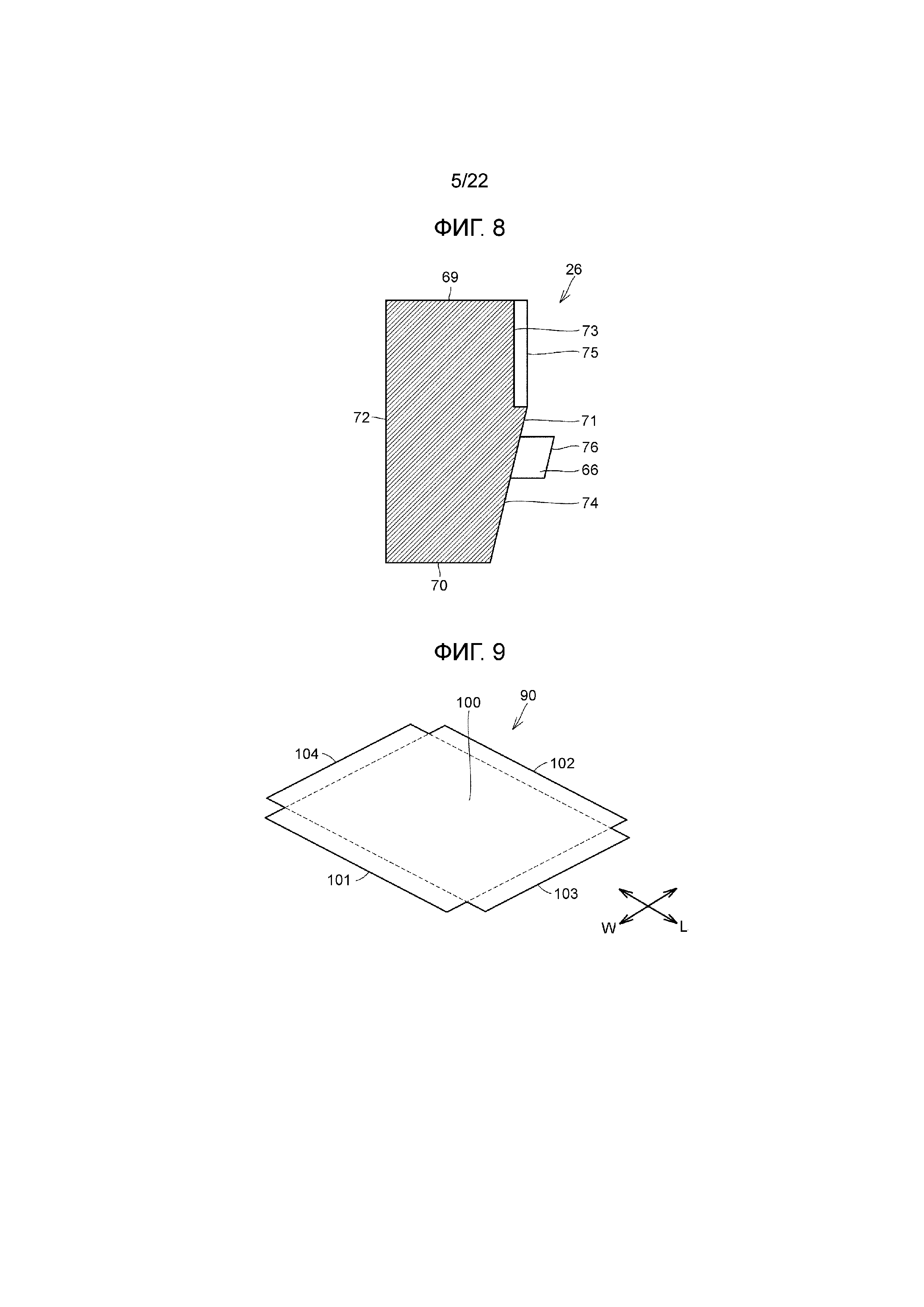
Фиг. 8 - вид в разрезе, показывающий пресс-форму 26;
Фиг. 9 - вид в перспективе, показывающий лист 90 непрерывного волокна в состоянии перед формованием посредством устройства 20 формования;
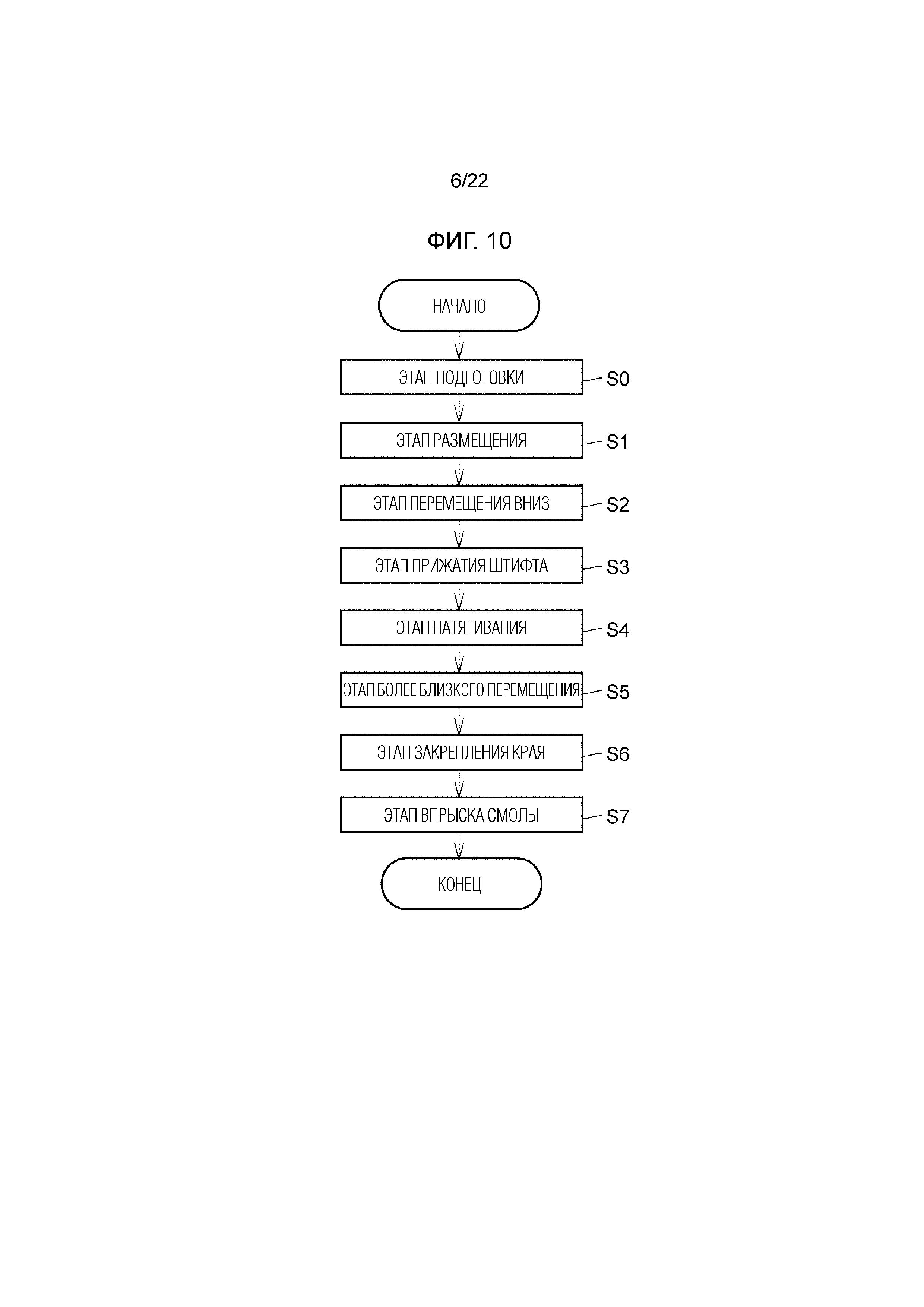
Фиг. 10 - блок-схема последовательности операций процесса, показывающая процесс формования основной части 2 корпуса;
Фиг. 11 - вид в разрезе, показывающий устройство 20 формования и лист 90 непрерывного волокна на этапе S1 размещения;
Фиг. 12 - вид в перспективе, схематично показывающий устройство 20 формования и лист 90 непрерывного волокна на этапе S1 размещения;
Фиг. 13 - вид в разрезе, показывающий устройство 20 формования и лист 90 непрерывного волокна на этапе S2 перемещения вниз;
Фиг. 14 - вид в перспективе, схематично показывающий устройство 20 формования и лист 90 непрерывного волокна на этапе S2 перемещения вниз;
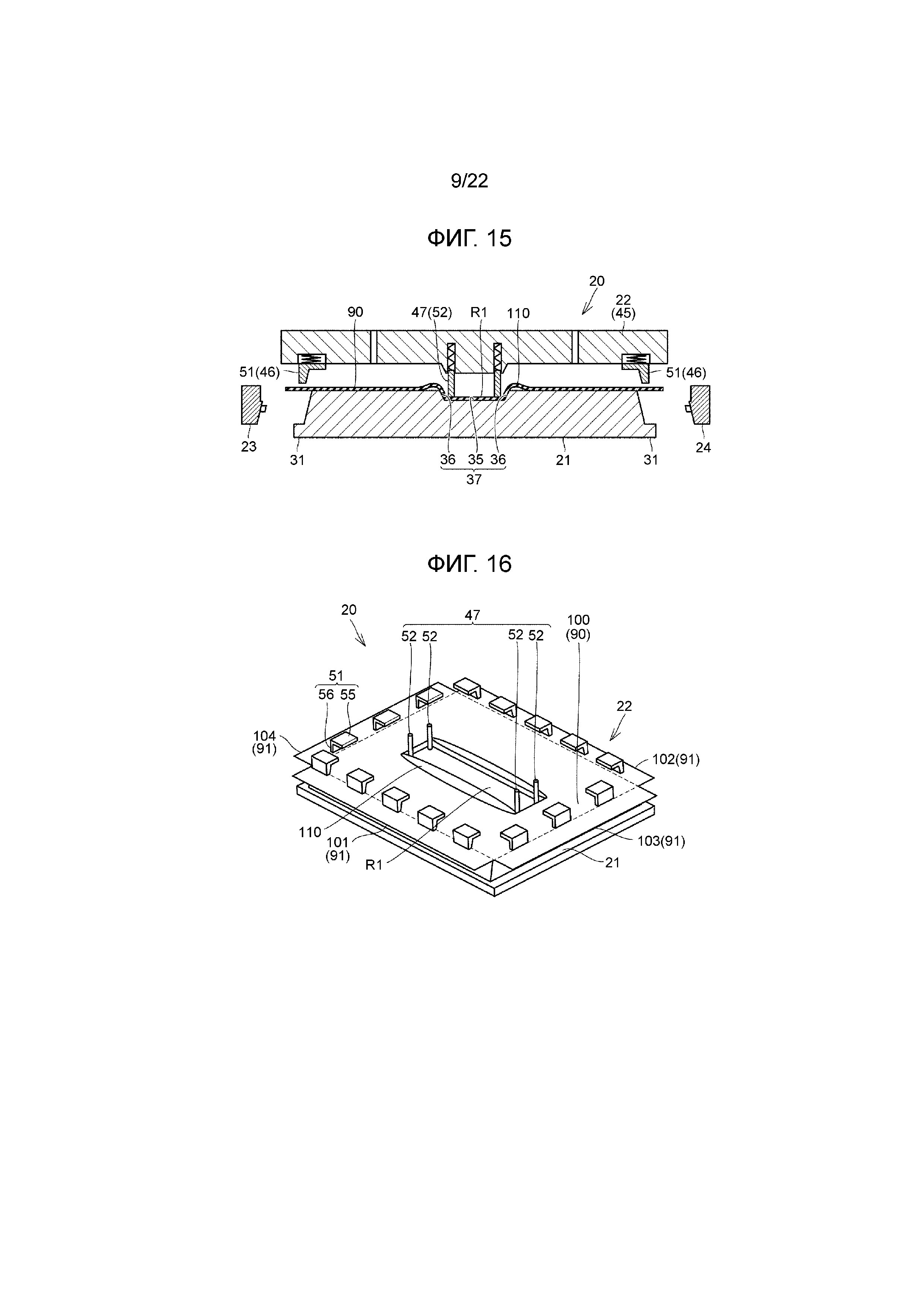
Фиг. 15 - вид в разрезе, показывающий устройство 20 формования и лист 90 непрерывного волокна на этапе S3 прижатия штифта;
Фиг. 16 - вид в перспективе, схематично показывающий устройство 20 формования и лист 90 непрерывного волокна на этапе S3 прижатия штифта;
Фиг. 17 - вид в разрезе, показывающий устройство 20 формования и лист 90 непрерывного волокна на этапе S4 натягивания;
Фиг. 18 - вид в перспективе, схематично показывающий устройство 20 формования и лист 90 непрерывного волокна на этапе S4 натягивания;
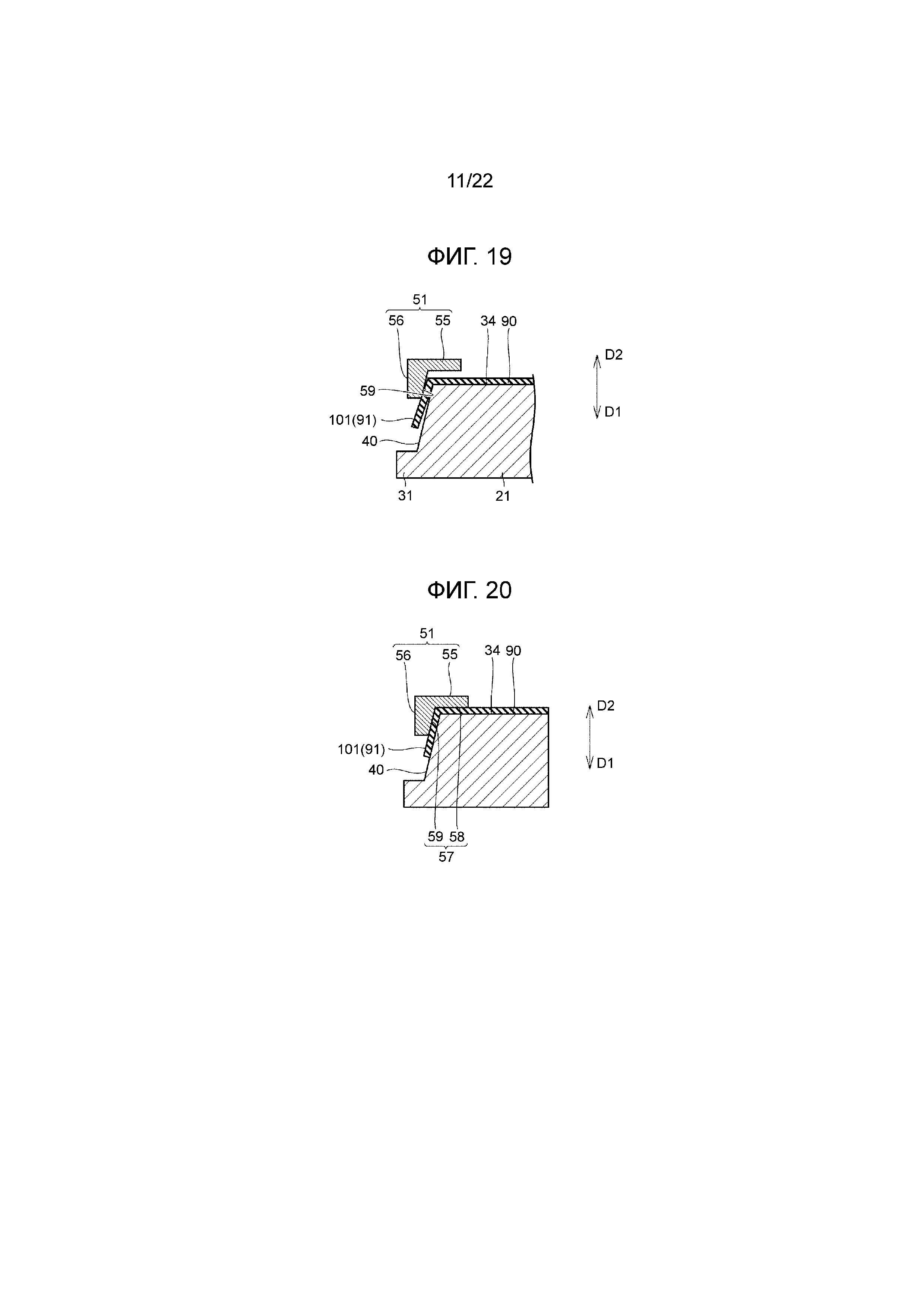
Фиг. 19 - вид в разрезе, показывающий конфигурацию бокового участка 101 и окружающей части в первоначальном состоянии на этапе S4 натягивания;
Фиг. 20 - вид в разрезе, показывающий конфигурацию бокового участка 101 и окружающей части на этапе S4 натягивания;
Фиг. 21 - вид в разрезе, показывающий устройство 20 формования и лист 90 непрерывного волокна в состоянии после завершения этапа S4 натягивания;
Фиг. 22 - вид в перспективе, схематично показывающий состояние после завершения этапа S4 натягивания;
Фиг. 23 - вид в разрезе, показывающий устройство 20 формования и лист 90 непрерывного волокна на этапе S5 более близкого перемещения;
Фиг. 24 - вид в разрезе, показывающий устройство 20 формования и лист 90 непрерывного волокна на этапе S6 закрепления края;
Фиг. 25 - вид в разрезе, показывающий конфигурацию пресс-формы 23 и окружающей части в состоянии, показанном на фиг. 24;
Фиг. 26 - вид в разрезе, показывающий устройство 20 формования и лист 90 непрерывного волокна на этапе S7 впрыска смолы;
Фиг. 27 - вид в разрезе, показывающий устройство 20A формования, которое является модифицированным примером устройства формования;
Фиг. 28 - вид в разрезе, показывающий основную часть 2B корпуса в качестве отформованного изделия, отформованного с помощью устройства 20B формования;
Фиг. 29 - вид в разрезе, показывающий устройство 20B формования;
Фиг. 30 - вид в разрезе, показывающий устройство 20B формования и лист 90 непрерывного волокна на этапе S2 перемещения вниз;
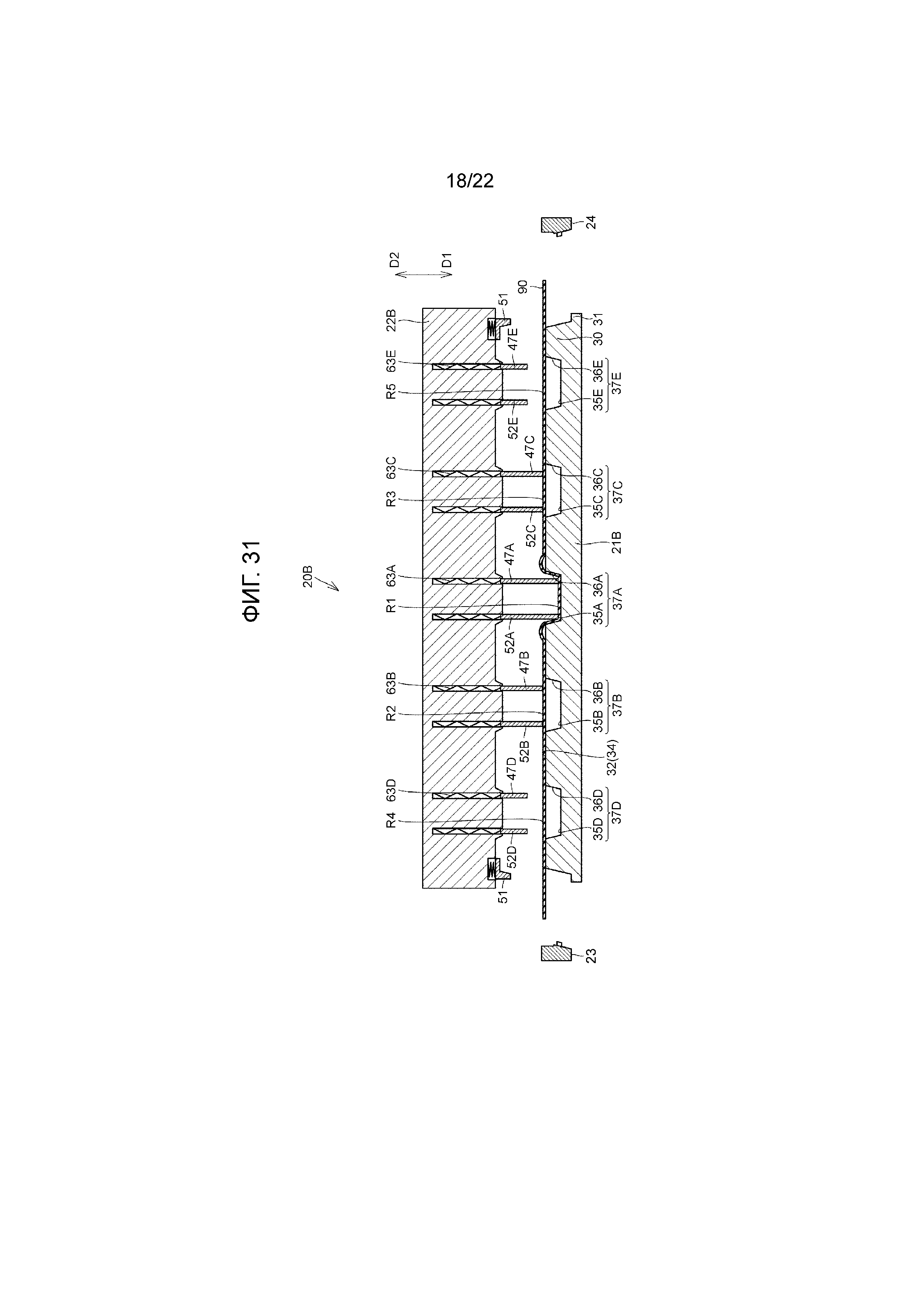
Фиг. 31 - вид в разрезе на первоначальном этапе для этапа S3 прижатия штифта;
Фиг. 32 - вид в разрезе, показывающий этап, следующий за этапом, показанным на фиг. 31;
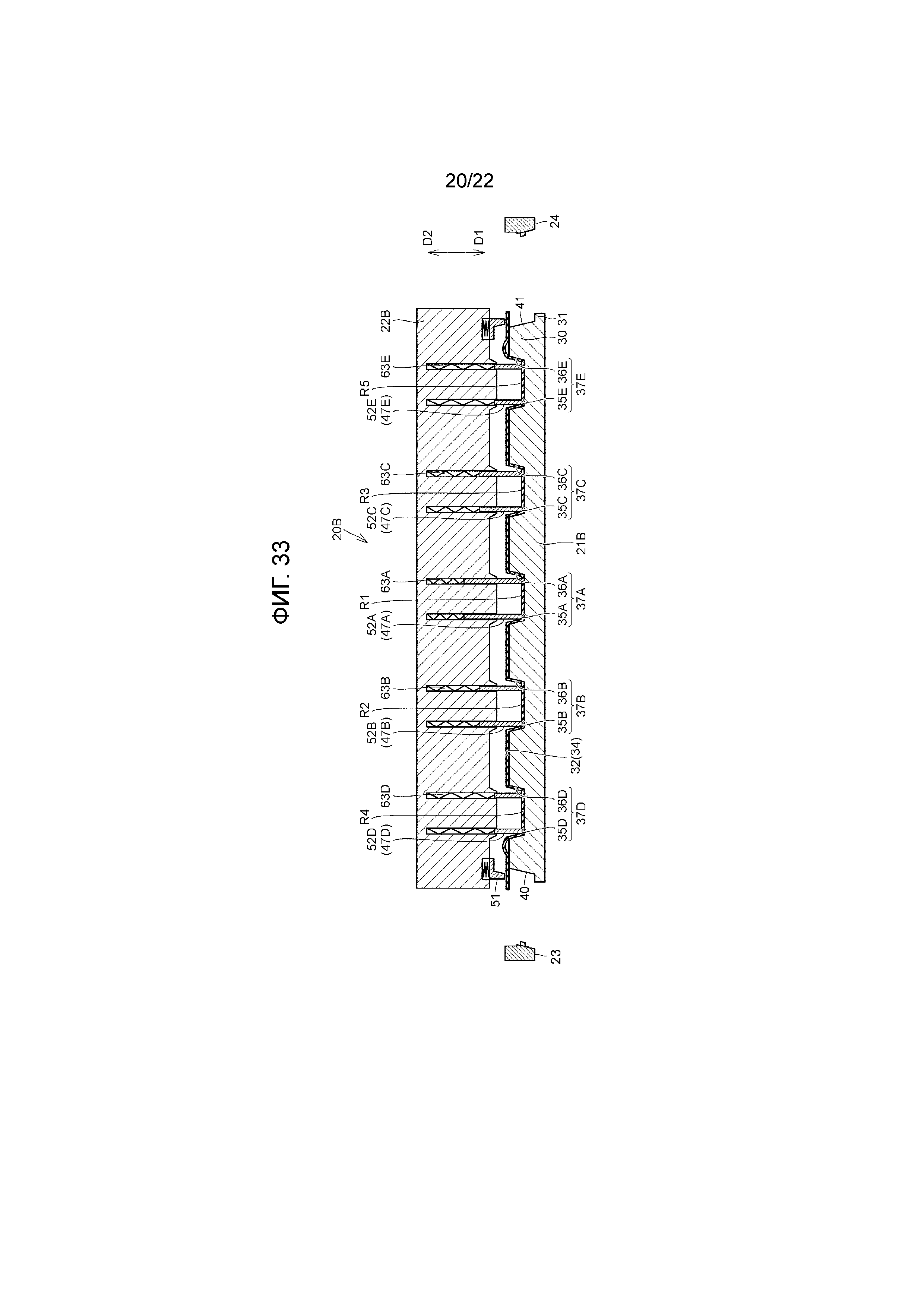
фиг. 33 - вид в разрезе, показывающий этап, следующий за этапом, показанным на фиг. 32;
фиг. 34 - вид в разрезе, показывающий устройство 20B формования и лист 90 непрерывного волокна на этапе S4 натягивания; и
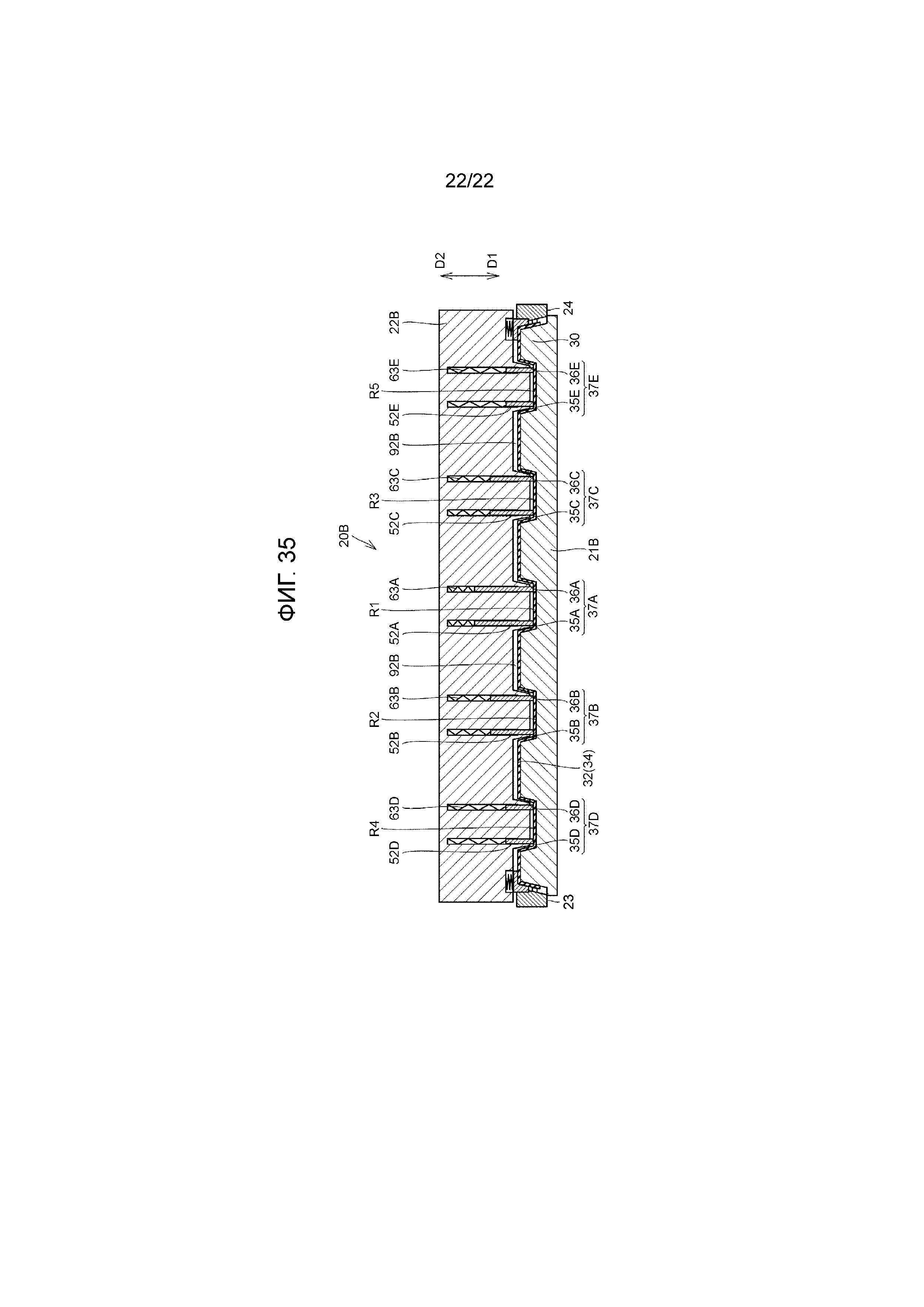
Фиг. 35 - вид в разрезе, показывающий этап S6 закрепления края.
Подробное описание вариантов осуществления изобретения
[0039] Устройства формования согласно вариантам осуществления будут описаны с помощью фиг. 1-35. Те из компонентов, показанных на фиг. 1-35, которые являются одинаковыми или практически одинаковыми, будут обозначены одинаковыми ссылочными знаками, и перекрывающееся описание будет пропущено. Те из компонентов, показанных в вариантах осуществления 1 и 2, которые соответствуют компонентам, описанным в формуле изобретения, могут сопровождаться компонентами в формуле изобретения, написанными в скобках.
Вариант осуществления 1
Фиг. 1 представляет собой покомпонентный вид в перспективе, показывающий размещающий корпус 1 устройства аккумулирования электричества. Размещающий корпус 1 включает в себя основную часть 2 корпуса и крышку 3. Основная часть 2 корпуса имеет отверстие, которое открывается вверх. Когда крышка 3 закрывает отверстие основной части 2 корпуса, размещающее пространство для размещения аккумулятора формируется внутри размещающего корпуса 1. Крышка 3 может быть выполнена из смолы или металла.
[0040] Основная часть 2 корпуса включает в себя донную пластину 4 и периферийную стенку 5. Внешний периферийный крайний участок донной пластины 4 имеет практически прямоугольную форму. Периферийная стенка 5 формируется так, чтобы протягиваться вверх от внешнего периферийного крайнего участка донной пластины 4. Периферийная стенка 5 включает в себя стенки 10, 11 длинной стороны, сформированные вдоль длинных сторон донной пластины 4, и стенки 12, 13 короткой стороны, сформированные вдоль коротких сторон донной пластины 4. Фиг. 2 представляет собой вид в разрезе основной части 2 корпуса, взятом по линии II-II, указанной на фиг. 1.
[0041] Выступ 6, выступающий вверх, формируется в центральной части донной пластины 4. Формирование выступа 6 может улучшать жесткость основной части 2 корпуса по сравнению с основной частью корпуса, в которой выступ 6 не формируется. Таким образом, выступ 6 в качестве выступающего участка формируется в донной пластине 4 основной части 2 корпуса согласно варианту осуществления 1.
[0042] Стенка 10 длинной стороны и стенка 11 длинной стороны формируются так, чтобы наклоняться, при этом расстояние между стенкой 10 длинной стороны и стенкой 11 длинной стороны увеличивается вверх от внешнего периферийного крайнего участка донной пластины 4. Аналогично, стенка 12 короткой стороны и стенка 13 короткой стороны формируются так, чтобы наклоняться. Таким образом, периферийная стенка 5 формируется так, что площадь отверстия расширяется вверх. В варианте осуществления 1 основная часть 2 корпуса является формованным изделием.
[0043] Основная часть 2 корпуса включает в себя часть 7 непрерывного волокна и полимерную часть 8. Полимерная часть 8 формирует внешнюю периферийную поверхность основной части 2 корпуса, и часть 7 непрерывного волокна помещается на внутреннюю периферийную поверхность полимерной части 8. Соответственно, выступ в качестве выступающего участка, выступающего вверх, также формируется в части 7 непрерывного волокна. Часть 7 непрерывного волокна выполняется из одного из углеродных волокон, стеклянных волокон и алюмоксидных волокон или смешанных волокон, которые являются смесью этих волокон. Например, длина волокон части 7 непрерывного волокна длиннее половины длины основной части 2 корпуса, показанной на фиг. 2, в поперечном направлении (направлении влево-вправо на фиг. 2).
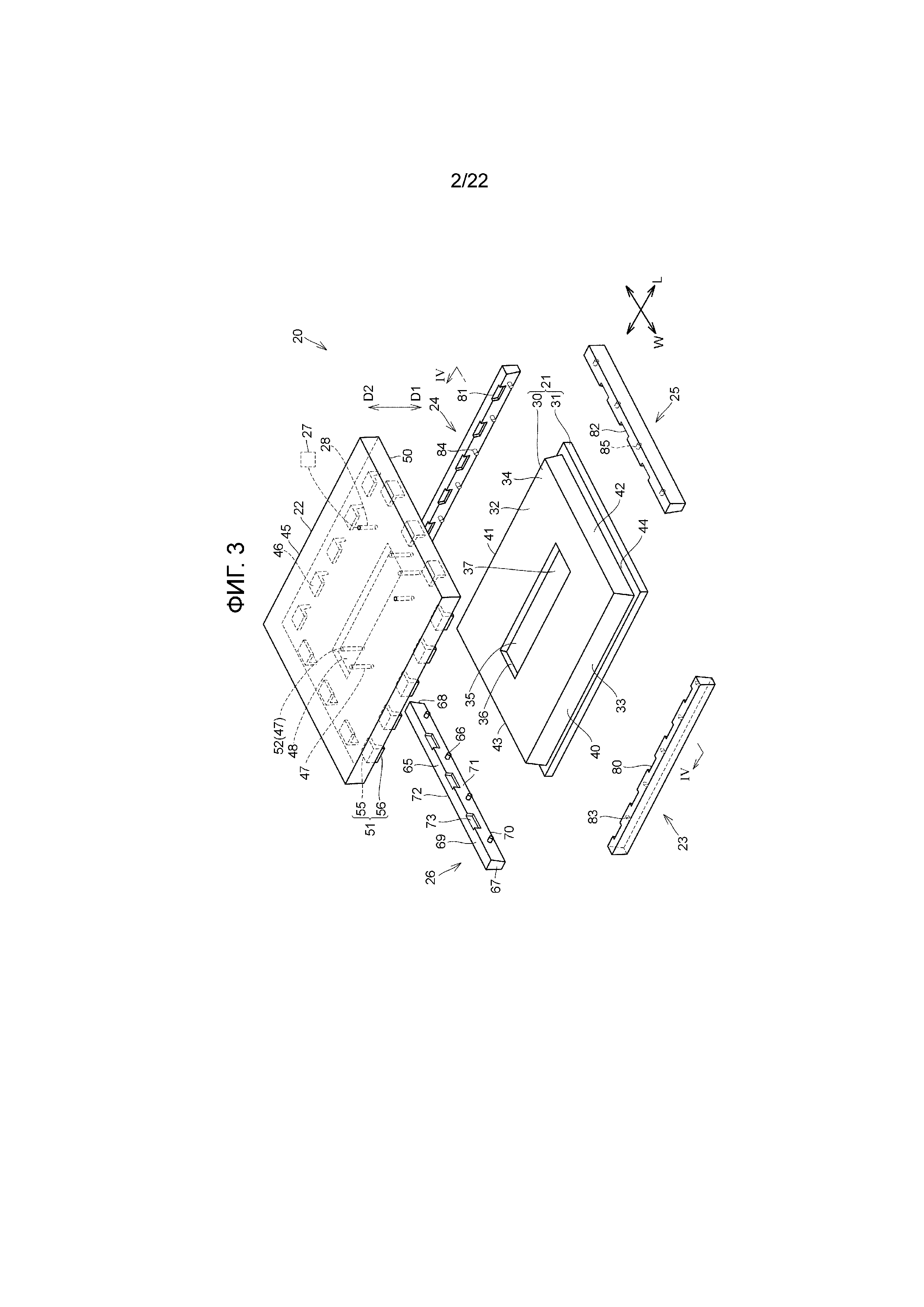
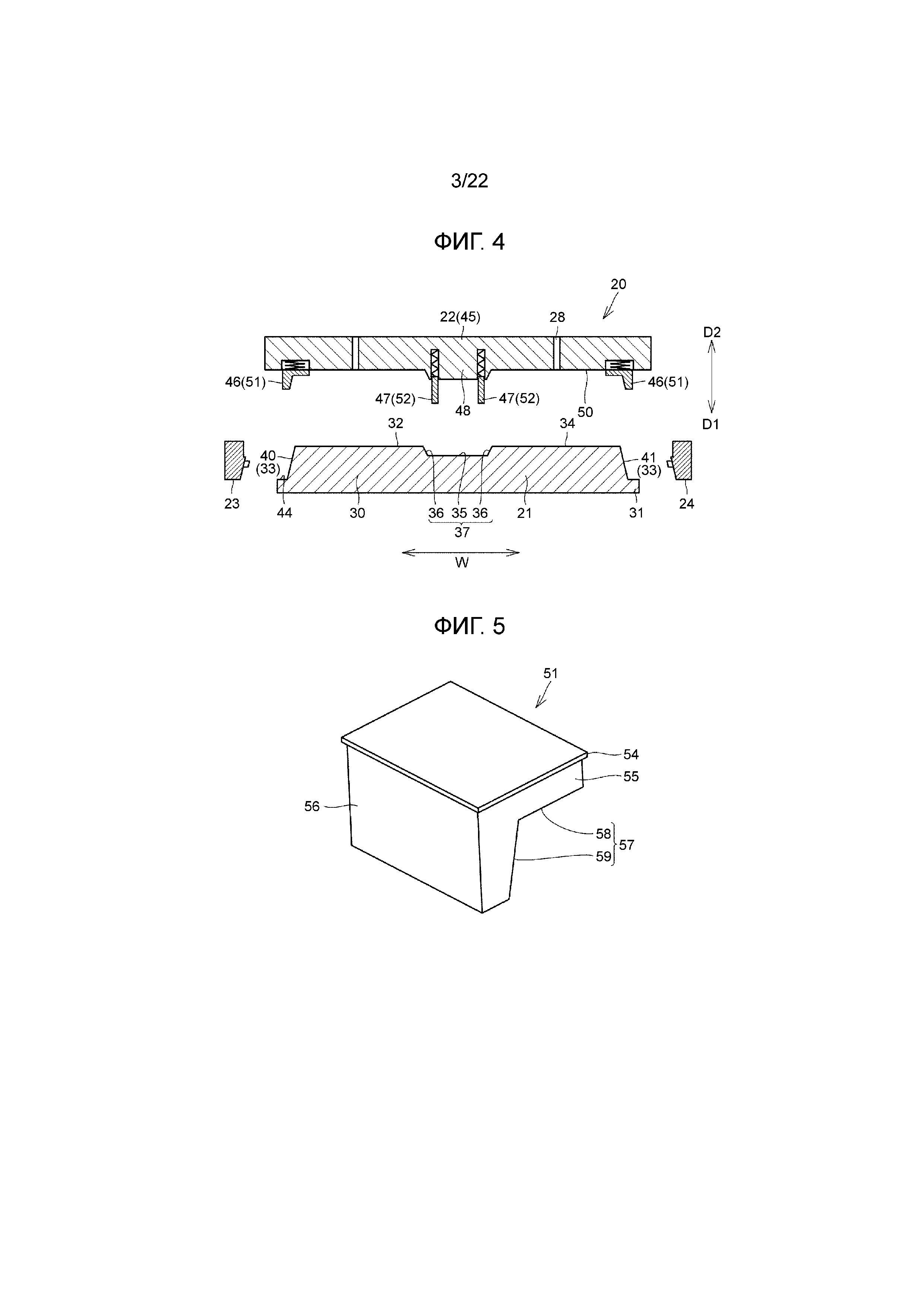
[0044] Фиг. 3 является видом в перспективе, схематично показывающим устройство 20 формования для формования основной части 2 корпуса, а фиг. 4 является видом в разрезе, взятом по линии IV-IV, указанной на фиг. 3. Устройство 20 формования включает в себя пресс-форму (первую пресс-форму) 21, пресс-форму (вторую пресс-форму) 22, помещенную над пресс-формой 21, и пресс-формы (третьи пресс-формы) 23, 24, 25, 26, помещенные вокруг пресс-формы 21, и устройство 27 подачи смолы.
[0045] Пресс-форма 22 формируется так, чтобы быть подвижной в направлении D1 приближения, в котором пресс-форма 22 приводится ближе к пресс-форме 21, также как в направлении D2 отделения, в котором пресс-форма 22 отделяется дальше от пресс-формы 21. В частности, когда формованное изделие производится с помощью пресс-формы 21, закрепленной на нижней стороне, и пресс-формы 22, размещенной на верхней стороне, направление D1 приближения является направлением вниз, а направление D2 отделения является направлением вверх. В этом варианте осуществления позиция пресс-формы 21 является фиксированной.
[0046] Пресс-форма 21 включает в себя основную часть 30 пресс-формы и фланец 31. Основная часть 30 пресс-формы имеет форму практически плоской пластины. Основная часть 30 пресс-формы включает в себя размещающую поверхность 32, на которую помещается непрерывный полимерный лист, который должен быть описан позже, и периферийную поверхность 33.
[0047] Углубленный участок 37 формируется в центральной части размещающей поверхности 32, и отверстие углубленного участка 37 формируется в размещающей поверхности 32. Размещающая поверхность 32 включает в себя основную поверхность 34, которая является плоской поверхностью, и внутреннюю поверхность углубленного участка 37.
[0048] Внутренняя поверхность углубленного участка 37 включает в себя углубленную поверхность 35, которая является плоской поверхностью, и внутреннюю боковую поверхность 36, которая соединяет углубленную поверхность 35 и основную поверхность 34 друг с другом.
[0049] Углубленная поверхность 35 располагается на дальней стороне в направлении D1 приближения по сравнению с основной поверхностью 34. Внутренняя боковая поверхность 36 соединяет углубленную поверхность 35 и основную поверхность 34 друг с другом и, в частности, формируется так, чтобы соединять внешний периферийный крайний участок углубленной поверхности 35 и отверстие углубленного участка 37 друг с другом.
[0050] Периферийная поверхность 33 проходит от внешнего периферийного крайнего участка размещающей поверхности 32 в направлении от пресс-формы 22. Внешний периферийный крайний участок размещающей поверхности 32 имеет практически прямоугольную форму, и периферийная поверхность 33 включает в себя поверхности 40, 41 длинной стороны и поверхности 42, 43 короткой стороны.
[0051] Поверхность 40 длинной стороны и поверхность 41 длинной стороны размещается на противоположных сторонах в поперечном направлении W. Поверхность 40 длинной стороны и поверхность 41 длинной стороны формируются так, чтобы наклоняться, при этом расстояние между поверхностями 40, 41 длинной стороны, увеличивается вниз от внешнего периферийного крайнего участка размещающей поверхности 32. Поверхность 42 короткой стороны и поверхность 43 короткой стороны размещаются на противоположных сторонах в продольном направлении L, и аналогично поверхностям 40, 41 длинной стороны, поверхность 42 короткой стороны и поверхность 43 короткой стороны формируются так, чтобы наклоняться.
[0052] Фланец 31 формируется на стороне нижней поверхности основной части 30 пресс-формы. Фланец 31 формируется в кольцеобразной форме вдоль нижних краев основной части 30 пресс-формы, и фланец 31 формируется так, чтобы выступать наружу от основной части 30 пресс-формы.
[0053] Верхняя поверхность 44 фланца 31 функционирует как установочная поверхность, на которой пресс-формы 23, 24, 25, 26 устанавливаются во время производства формованного изделия.
[0054] Пресс-форма 22 включает в себя основную часть 45 пресс-формы, имеющую практически форму пластины, и тянущий элемент 46 и прижимающий элемент 47, которые предусматриваются на нижней поверхности 50 основной части 45 пресс-формы.
[0055] Основная часть 45 пресс-формы имеет форму плоской пластины, и выступающий участок 48 формируется на нижней поверхности 50 основной части 45 пресс-формы. Выступающий участок 48 формируется так, чтобы выступать по направлению к углубленной поверхности 35 пресс-формы 21.
[0056] Тянущий элемент 46 включает в себя множество контактных элементов 51. Контактные элементы 51 размещаются с интервалами вдоль внешнего периферийного крайнего участка нижней поверхности 50, и контактные элементы 51 предусматриваются в кольцеобразной компоновке.
[0057] Прижимающий элемент 47 предусматривается на выступающем участке 48. Прижимающий элемент 47 включает в себя множество опорных шипов 52. Каждый опорный шип 52 предусматривается поблизости от угла нижней поверхности выступающего участка 48.
[0058] Фиг. 5 представляет собой вид в перспективе, показывающий контактный элемент 51. Контактный элемент 51 включает в себя седло 55 основания и выступ 56. Кольцеобразный выступ 54, выступающий наружу, формируется на стороне верхней поверхности седла 55 основания. Выступ 56 формируется так, чтобы выступать вниз от нижней поверхности 58 седла 55 основания.
[0059] Внутренняя поверхность 57 контактного элемента 51 формируется посредством нижней поверхности 58 седла 55 основания и внутренней боковой поверхности 59 выступа 56. Нижняя поверхность 58 формируется как плоская поверхность аналогично основной поверхности 34 пресс-формы 21, показанной на фиг. 4. Внутренняя боковая поверхность 59 формируется так, чтобы протягиваться вдоль периферийной поверхности 33 пресс-формы 21, показанной на фиг. 4. В контактном элементе 51, показанном на фиг. 5, внутренняя боковая поверхность 59 формируется так, чтобы протягиваться вдоль поверхности 40 длинной стороны.
[0060] Контактные элементы 51, сконфигурированные таким образом, предусматриваются на пресс-форме 22. Фиг. 6 представляет собой вид в разрезе, показывающий конфигурацию контактного элемента 51 и окружающей части в пресс-форме 22.
[0061] Отверстие 38 формируется в нижней поверхности 50 пресс-формы 22. Проем отверстия 38 формируется в нижней поверхности 50, и выступ 14 формируется вдоль края проема.
[0062] Контактный элемент 51 вставляется в отверстие 38, и контактный элемент 51 предохраняется от выпадения из отверстия 38, поскольку выступ 54 контактного элемента 51 зацепляется с выступом 14.
[0063] Поджимающий элемент 39 вставляется в отверстие 38, и контактный элемент 51 поджимается вниз посредством поджимающего элемента 39.
[0064] Например, поджимающий элемент 39 является пружиной. Однако, различные устройства могут применяться в качестве средства для поджатия контактного элемента 51 вниз.
[0065] Фиг. 7 представляет собой вид в разрезе, показывающий конфигурацию опорного штифта 52 и окружающей части. Отверстие 60, протягивающееся вверх от нижней поверхности выступающего участка 48, формируется в выступающем участке 48. Отверстие 60 является закрытым на верхней торцевой стороне. Выступ 61, сформированный так, чтобы уменьшать площадь проема отверстия 60, формируется в нижней поверхности выступающего участка 48.
[0066] Опорный шип 52 прижимающего элемента 47 вставляется в отверстие 60, и выступ 62 формируется на верхнем конце опорного штифта 52. Опорный шип 52 предохраняется от выпадения из отверстия 60, когда выступ 62 приходит в соприкосновение с выступом 61.
[0067] Поджимающий элемент 63 предусматривается внутри отверстия 60, и поджимающий элемент 63 поджимает опорный шип 52 вниз. Таким образом, когда внешнее усилие не прикладывается к опорному шипу 52, прижимающий элемент 47 выступает вниз. В этом варианте осуществления поджимающий элемент 63 является упругим элементом, таким как пружина, но различные устройства и т.д. могут быть использованы, чтобы поджимать опорный шип 52 вниз.
[0068] Обращаясь к фиг. 3, пресс-формы 23, 24 имеют формы, вытянутые в продольном направлении L вдоль поверхностей 40, 41 длинной стороны, а пресс-формы 25, 26 имеют формы, вытянутые в поперечном направлении W вдоль поверхностей 42, 43 короткой стороны.
[0069] Пресс-форма 23 является подвижной в поперечном направлении W, т.е., в направлении, в котором пресс-форма 23 приводится ближе к поверхности 40 длинной стороны, и в направлении, в котором пресс-форма 23 отделяется дальше от поверхности 40 длинной стороны. Пресс-форма 24 является подвижной в направлении, в котором пресс-форма 24 приводится ближе к поверхности 41 длинной стороны, и в направлении, в котором пресс-форма 24 отделяется дальше от поверхности 41 длинной стороны. Аналогично, пресс-формы 25, 26 являются подвижными в направлениях, в которых пресс-формы 25, 26 соответственно приводятся ближе к поверхностям 42, 43 короткой стороны, и в направлениях, в которых пресс-формы 25, 26 соответственно отделяются дальше от поверхностей 42, 43 короткой стороны.
[0070] Поскольку пресс-формы 23, 24, 25, 26 являются аналогичными по структуре, пресс-форма 26 будет, главным образом, описана.
[0071] Пресс-форма 26 включает в себя основную часть 65 пресс-формы, которая имеет форму, вытянутую в поперечном направлении W, и множество прижимающих шипов 66, которые формируются в основной части 65 пресс-формы.
[0072] Основная часть 65 пресс-формы включает в себя торцевые поверхности 67, 68, верхнюю поверхность 69, нижнюю поверхность 70, внутреннюю боковую поверхность 71 и внешнюю боковую поверхность 72. Торцевые поверхности 67, 68 являются торцевыми поверхностями, размещенными на противоположных сторонах в поперечном направлении W. Внутренняя боковая поверхность 71 является поверхностью, обращенной к поверхности 43 короткой стороны. Прижимающие шипы 66 формируются на внутренней боковой поверхности 71, и прижимающие шипы 66 размещаются с интервалами в направлении протяжения пресс-формы 26.
[0073] Множество углубленных участков 73 формируется в основной части 65 пресс-формы, и углубленные участки 73 формируются с интервалами в направлении протяжения пресс-формы 26.
[0074] Каждый углубленный участок 73 формируется через границу между внутренней боковой поверхностью 71 и верхней поверхностью 69. Углубленный участок 73 формируется так, чтобы быть приспособленным принимать участок нижнего конца выступа 56 контактного элемента 51. Прижимающие шипы 66 формируются поочередно с углубленными участками 73 в направлении протяжения пресс-формы 26.
[0075] Фиг. 8 представляет собой вид в разрезе, показывающий пресс-форму 26. Внутренняя боковая поверхность 71 включает в себя наклонную поверхность 74 и вертикальную поверхность 75. Наклонная поверхность 74 наклоняется так, чтобы отделяться дальше от внешней боковой поверхности 72, когда наклонная поверхность 74 проходит от нижней поверхности 70 к верхней поверхности 69. Вертикальная поверхность 75 формируется так, чтобы протягиваться в вертикальном направлении от верхней стороны наклонной поверхности 74.
[0076] Прижимающий шип 66 формируется на наклонной поверхности 74. Прижимающий шип 66 формируется так, чтобы выступать из наклонной поверхности 74. Передняя торцевая поверхность 76 прижимающего штифта 66 является наклонной поверхностью, аналогичной по наклону поверхности 43 короткой стороны, показанной на фиг. 3.
[0077] В то время как пресс-форма 26 была описана подробно, другие пресс-формы 23, 24, 25, показанные на фиг. 3, являются аналогичными по структуре пресс-форме 26.
[0078] Углубленные участки 80, 81, 82, соответствующие углубленным участкам 73 пресс-формы 26, и прижимающие шипы 83, 84, 85, соответствующие прижимающим штифтам 66, формируются в пресс-формах 23, 24, 25, соответственно.
[0079] Устройство 27 подачи смолы соединяется с каналом 28 для подачи смолы, сформированным в пресс-форме 22. Канал 28 для подачи смолы открывается в нижней поверхности 50 пресс-формы 22.
[0080] Фиг. 9 представляет собой вид в перспективе, показывающий лист 90 непрерывного волокна в состоянии перед формованием посредством устройства 20 формования. Лист 90 непрерывного волокна включает в себя основную часть 100 и множество боковых участков 101, 102, 103, 104.
[0081] Основная часть 100 имеет практически прямоугольную форму. Боковой участок 101 и боковой участок 102 соединяются с участками длинной стороны основной части 100. Боковой участок 103 и боковой участок 104 соединяются с участками короткой стороны основной части 100.
[0082] Лист 90 непрерывного волокна выполняется из одного из углеродных волокон, стеклянных волокон и алюмоксидных волокон или смешанных волокон, которые являются смесью этих волокон.
[0083] Процесс формования для формования основной части 2 корпуса (формованного изделия) с помощью устройства 20 формования, имеющего вышеописанную конфигурацию, будет описан.
[0084] Фиг. 10 представляет собой блок-схему последовательности операций процесса, показывающую процесс формования основной части 2 корпуса. Процесс формования основной части 2 корпуса включает в себя этап S0 подготовки, этап S1 размещения, этап S2 перемещения вниз, этап S3 прижатия штифта, этап S4 натягивания, этап S5 более близкого перемещения, этап S6 закрепления края и этап S7 впрыска смолы.
[0085] Этап S0 подготовки является этапом подготовки устройства 20 формования, включающего в себя пресс-форму 21, пресс-форму 22 и другие, как показано на фиг. 4 и т.д. В частности, на этапе S0 подготовки, пресс-форма 22 устанавливается в состояние отделения от пресс-формы 21 в направлении D2 отделения.
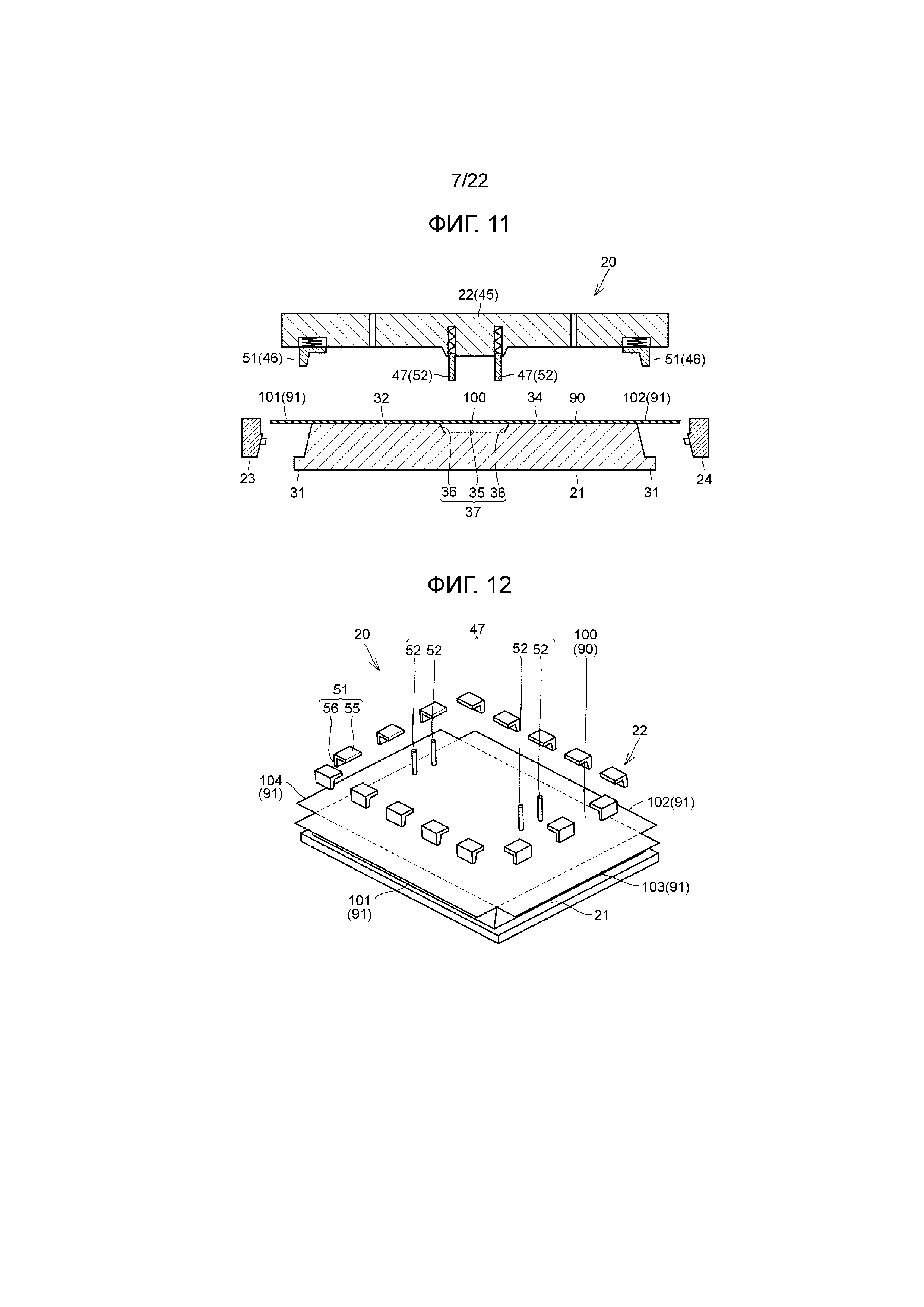
[0086] Фиг. 11 является видом в разрезе, показывающим устройство 20 формования и лист 90 непрерывного волокна на этапе S1 размещения, а фиг. 12 является видом в перспективе, схематично показывающим устройство 20 формования и лист 90 непрерывного волокна на этапе S1 размещения. На фиг. 12 и т.д. только контактные элементы 51 и опорные штифты 52 пресс-формы 22 показаны.
[0087] На этапе S1 размещения лист 90 непрерывного волокна помещается между пресс-формой 21 и пресс-формой 22. В частности, лист 90 непрерывного волокна размещается на размещающей поверхности 32 пресс-формы 21.
[0088] Лист 90 непрерывного волокна имеет некоторую степень твердости, и лист 90 непрерывного волокна имеет форму пластины.
[0089] Следовательно, лист 90 непрерывного волокна на этапе S1 размещения находится в состоянии размещения на основной поверхности 34 без введения углубленного участка 37. Для листа 90 непрерывного волокна в состоянии размещения на размещающей поверхности 32, основная часть 100 находится на размещающей поверхности 32, а боковые участки 101, 102, 103, 104 выступают от внешнего периферийного крайнего участка размещающей поверхности 32.
[0090] Внешний периферийный участок 91 листа 90 непрерывного волокна ссылается на участок, расположенный на внешней стороне внешнего периферийного крайнего участка размещающей поверхности 32 в состоянии, когда лист 90 непрерывного волокна размещается на размещающей поверхности 32.
[0091] Соответственно, в варианте осуществления 1, внешний периферийный участок 91 листа 90 непрерывного волокна состоит из боковых участков 101, 102, 103, 104.
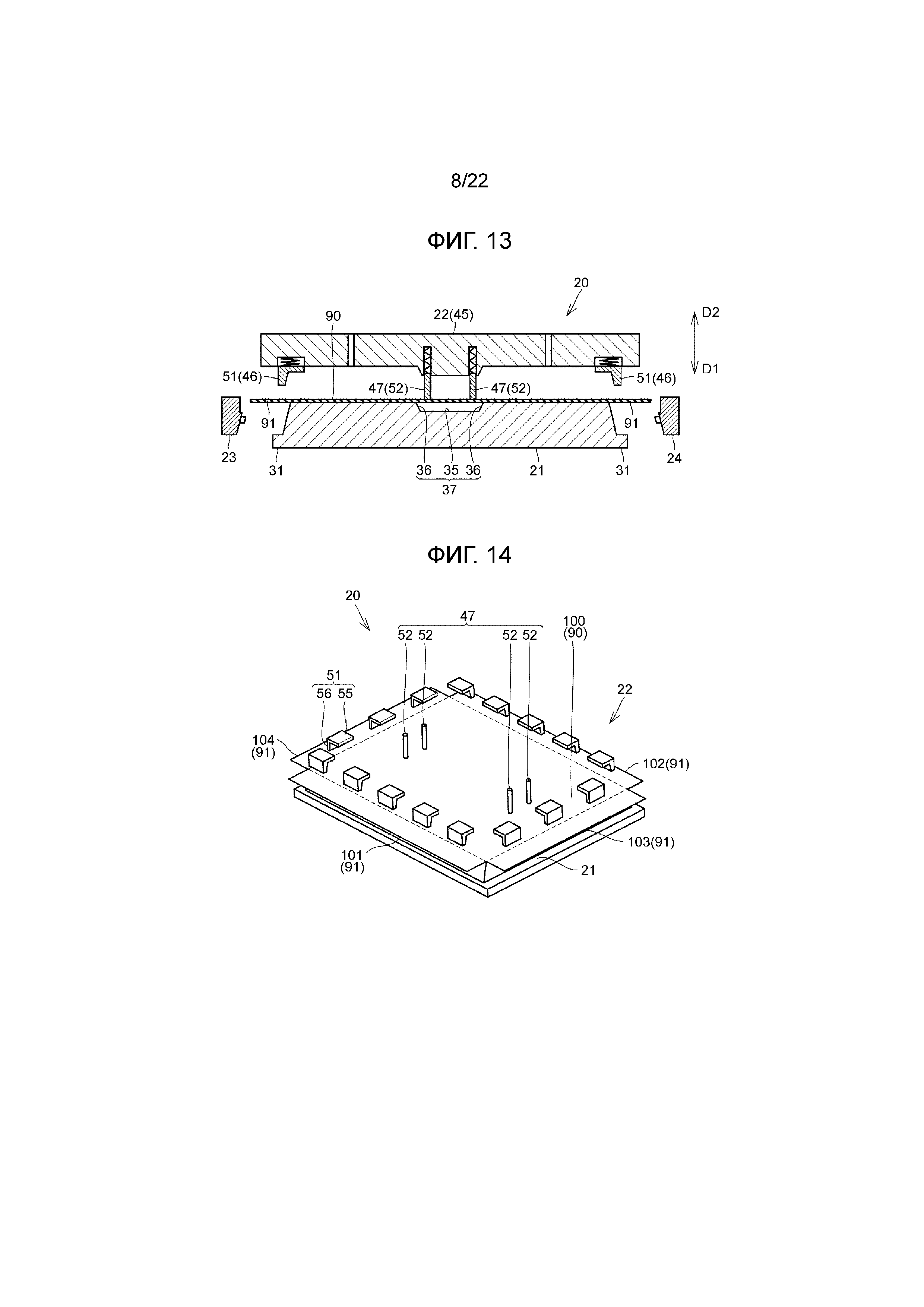
[0092] Фиг. 13 является видом в разрезе, показывающим устройство 20 формования и лист 90 непрерывного волокна на этапе S2 перемещения вниз, а фиг. 14 является видом в перспективе, схематично показывающим устройство 20 формования и лист 90 непрерывного волокна на этапе S2 перемещения вниз.
[0093] На этапе S2 перемещения вниз пресс-форма 22 двигается в направлении D1 приближения, так, чтобы становиться ближе к пресс-форме 21. Затем, опорные штифты 52 приходят в соприкосновение с листом 90 непрерывного волокна. Во время, когда опорные штифты 52 приходят в соприкосновение с листом 90 непрерывного волокна, контактные элементы 51 располагаются над листом 90 непрерывного волокна, и, следовательно, контактные элементы 51 не находятся в соприкосновении с листом 90 непрерывного волокна.
[0094] Фиг. 15 является видом в разрезе, показывающим устройство 20 формования и лист 90 непрерывного волокна на этапе S3 прижатия штифта, а фиг. 16 является видом в перспективе, схематично показывающим устройство 20 формования и лист 90 непрерывного волокна на этапе S3 прижатия штифта.
[0095] На этапе S3 прижатия штифта пресс-форма 22 перемещается дополнительно вниз из состояния, показанного на этапе S2 перемещения вниз. Таким образом, опорные штифты 52 прижимают лист 90 непрерывного волокна к углубленной поверхности 35 углубленного участка 37.
[0096] Углубленная поверхность 35 имеет практически прямоугольную форму, и опорные штифты 52 прижимают лист 90 непрерывного волокна к углубленной поверхности 35 поблизости от углов углубленной поверхности 35. Когда опорные штифты 52 прижимают лист 90 непрерывного волокна в углах углубленной поверхности 35, участок R1, который должен быть прижат, листа 90 непрерывного волокна, определенный посредством соединения опорных шипов 52, прижимается к углубленной поверхности 35.
[0097] Когда участок R1, который должен быть прижат, прижимается к углубленной поверхности 35 опорными штифтами 52, лист 90 непрерывного волокна может становиться приподнятым от размещающей поверхности 32.
[0098] В примере, показанном на фиг. 15 и фиг. 16, участки основной части 100 листа 90 непрерывного волокна приподнимаются от основной поверхности 34 поблизости от отверстия углубленного участка 37. В частности, выпуклости 110 формируются поблизости от отверстия углубленного участка 37. В этот момент, нижние концы контактных элементов 51 тянущего элемента 46 располагаются над листом 90 непрерывного волокна.
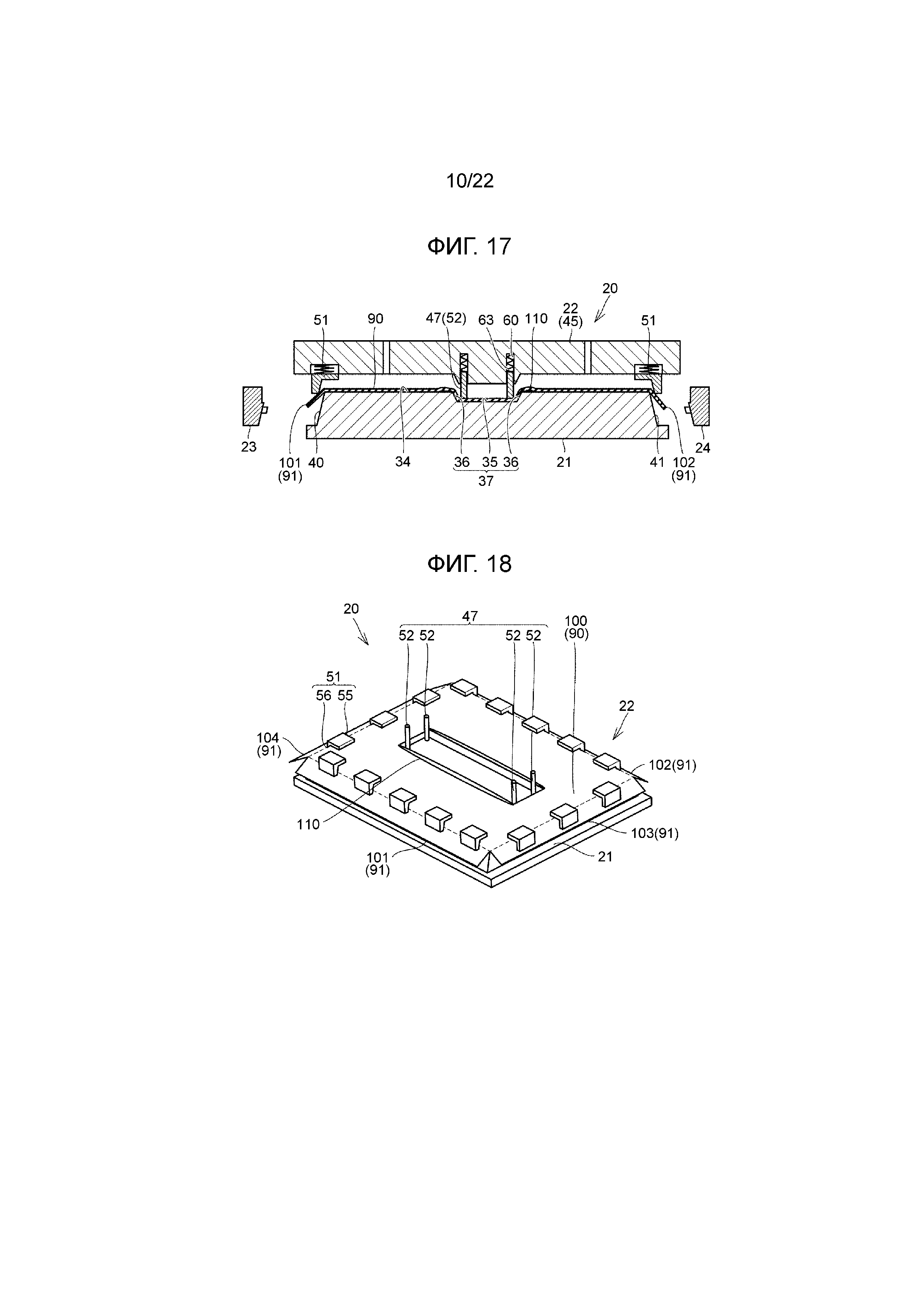
[0099] Фиг. 17 является видом в разрезе, показывающим устройство 20 формования и лист 90 непрерывного волокна на этапе S4 натягивания, а фиг. 18 является видом в перспективе, схематично показывающим устройство 20 формования и лист 90 непрерывного волокна на этапе S4 натягивания.
[0100] На этапе S4 натягивания пресс-форма 22 перемещается дополнительно вниз из состояния, показанного на этапе S3 прижатия штифта. Между тем, опорные штифты 52 прижимающего элемента 47 не перемещаются, и поджимающие элементы 63 деформируются, так, чтобы сжиматься, так что опорные штифты 52 начинают входить в отверстия 60.
[0101] С другой стороны, нижние концы контактных элементов 51 приходят в соприкосновение с внешним периферийным участком 91 листа 90 непрерывного волокна, и, кроме того, нижние концы контактных элементов 51 прижимают внешний периферийный участок 91 листа 90 непрерывного волокна вниз.
[0102] Поскольку контактные элементы 51 предусматриваются с интервалами вдоль внешнего периферийного крайнего участка пресс-формы 22, боковые участки 101, 102, 103, 104, составляющие внешний периферийный участок 91, прижимаются вниз контактными элементами 51.
[0103] Фиг. 19 представляет собой вид в разрезе, показывающий конфигурацию бокового участка 101 и окружающей части в первоначальном состоянии на этапе S4 натягивания. Боковой участок 101 прижимается вниз нижними концами выступов 56 контактных элементов 51, и боковой участок 101, таким образом, сгибается на границе между поверхностью 40 длинной стороны и основной поверхностью 34.
[0104] Затем, контактные элементы 51 перемещаются вниз, в то время как внутренние боковые поверхности 59 контактных элементов 51 и поверхность бокового участка 101 удерживаются в соприкосновении друг с другом, так что боковой участок 101 тянется вниз, и боковой участок 101 тащится вниз по поверхности 40 длинной стороны.
[0105] Затем, как показано на фиг. 20, нижние поверхности 58 контактных элементов 51 прижимают верхнюю поверхность листа 90 непрерывного волокна, что завершает этап S4 натягивания.
[0106] Обращаясь обратно к фиг. 18, на этапе S4 натягивания, не только боковой участок 101, но также боковые участки 102, 103, 104 тянутся вниз и перемещаются вниз таким же образом.
[0107] Когда боковые участки 101, 102, 103, 104 тянутся вниз, основная часть 100 тянется от всей периферии основной части 100. В результате, выпуклости 110, сформировавшиеся в основной части 100, становятся меньше в ходе этапа S4 натягивания.
[0108] Таким образом, тянущее усилие, приложенное к листу 90 непрерывного волокна в процессе создания меньших выпуклостей 110, является силой трения, возникающей между контактными элементами 51 и боковыми участками 101, 102, 103, 104, и, следовательно, приложение чрезмерного тянущего усилия к листу 90 непрерывного волокна устраняется. Соответственно, разрушение листа 90 непрерывного волокна устраняется.
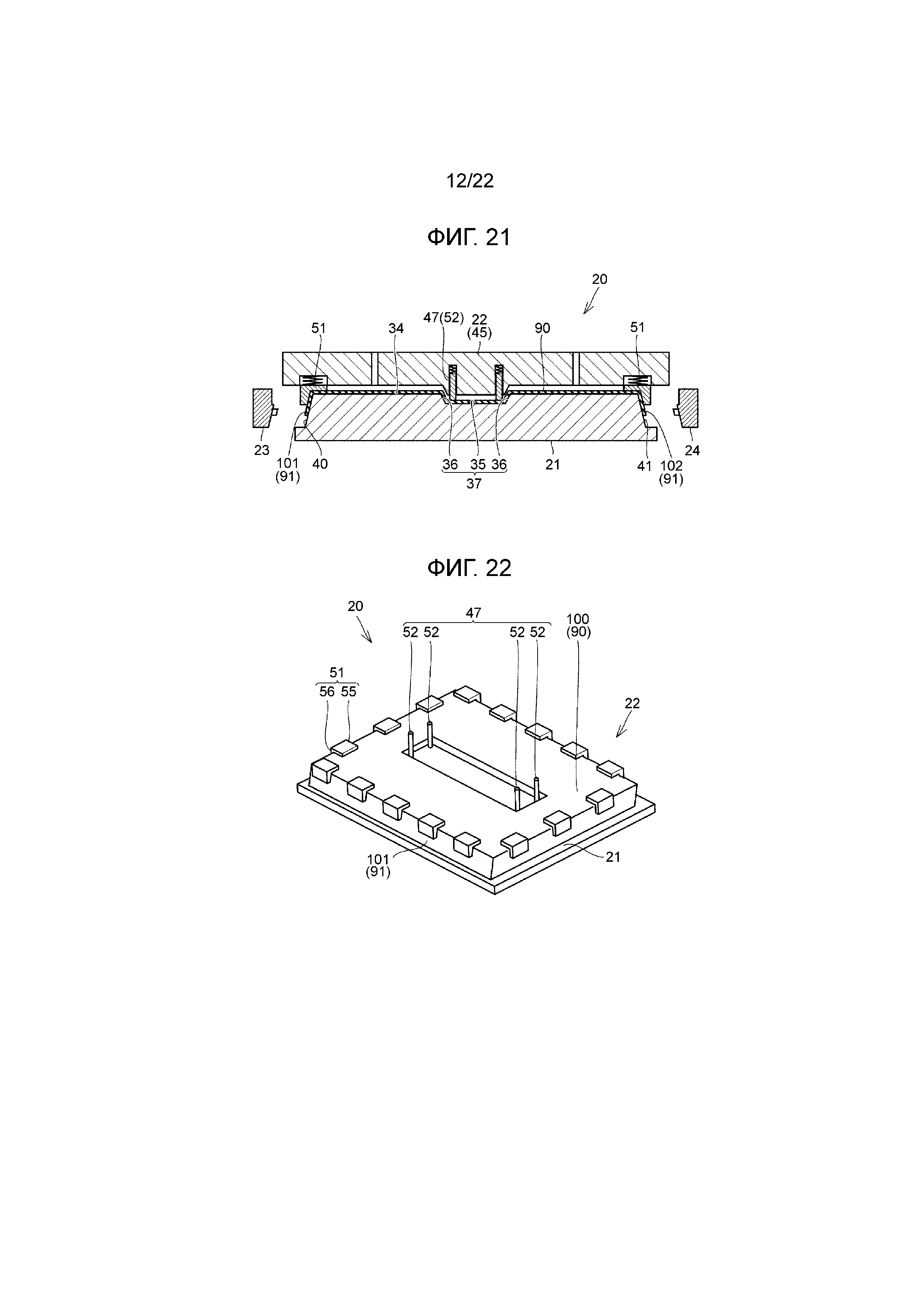
[0109] Фиг. 21 является видом в разрезе, показывающим устройство 20 формования и лист 90 непрерывного волокна в состоянии после завершения этапа S4 натягивания, а фиг. 22 является видом в перспективе, схематично показывающим состояние после завершения этапа S4 натягивания. Как показано на фиг. 21 и фиг. 22, выпуклости 110, сформировавшиеся в основной части 100, исчезли в состоянии после завершения этапа S4 натягивания. В результате, основная часть 100 приходит в соприкосновение с основной поверхностью 34 и внутренней поверхностью углубленного участка 37.
[0110] Как было описано выше, участок R1, который должен быть прижат, листа 90 непрерывного волокна прижимается к углубленной поверхности 35, и затем внешний периферийный участок 91 листа 90 непрерывного волокна, расположенный на внешней периферийной стороне листа 90 непрерывного волокна относительно участка R1, который должен быть прижат, тянется так, чтобы приводить лист 90 непрерывного волокна в тесное соприкосновение с основной поверхностью 34 и соединительной поверхностью 36. Таким образом, формирование складок и т.д. в листе 90 непрерывного волокна уменьшается.
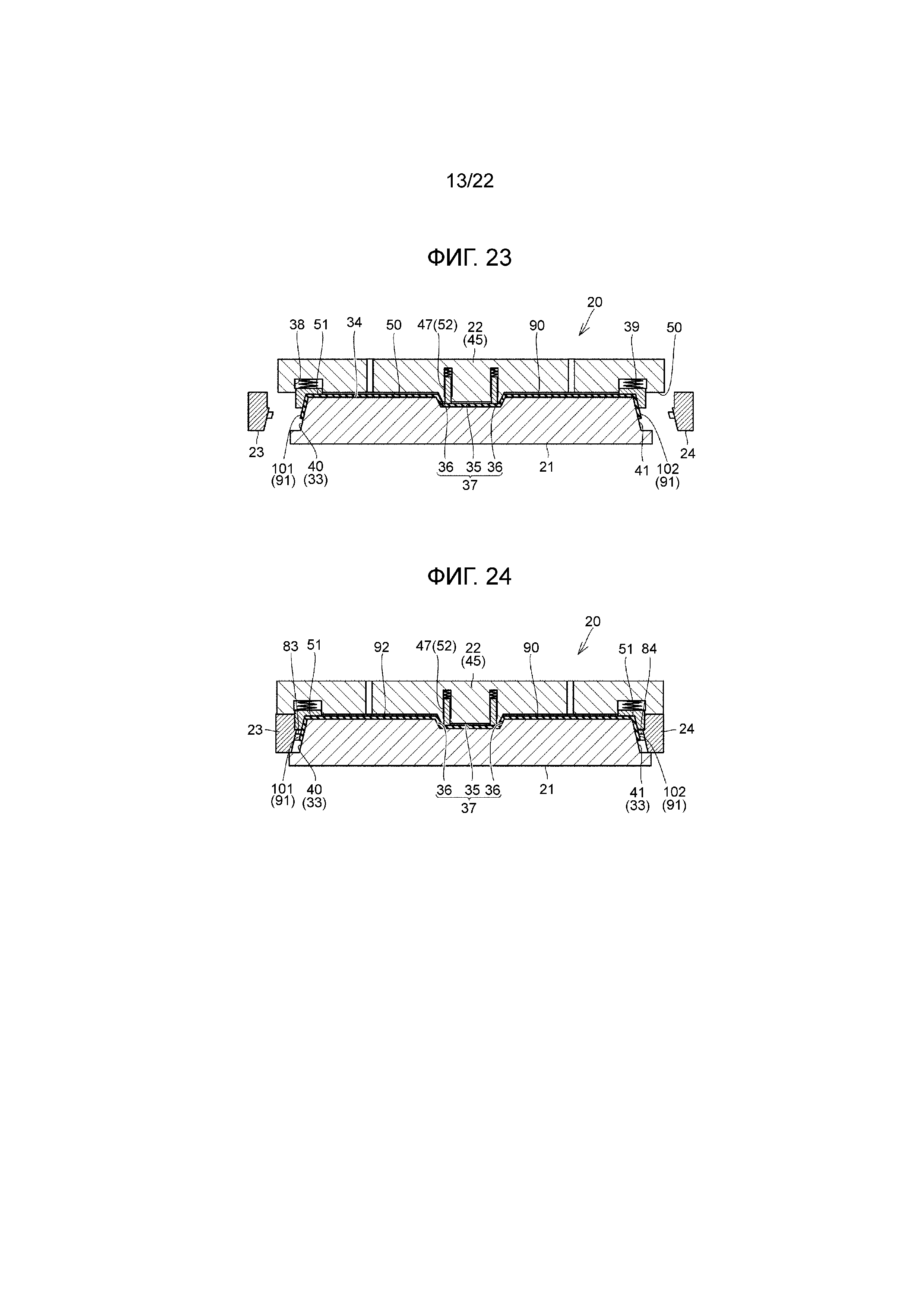
[0111] Фиг. 23 представляет собой вид в разрезе, показывающий устройство 20 формования и лист 90 непрерывного волокна на этапе S5 более близкого перемещения. На этапе S5 более близкого перемещения пресс-форма 22 двигается дополнительно вниз из состояния на этапе S4 натягивания. Между тем, позиции контактных элементов 51 не сдвигаются, так что контактные элементы 51 входят в отверстия 38, сформированные в основной части 45 пресс-формы, и поджимающие элементы 39 деформируются так, чтобы сжиматься.
[0112] Таким образом, поджимающее усилие, прикладываемое поджимающими элементами 39 к контактным элементам 51, увеличивается, и прижимающее усилие, с которым контактные элементы 51 прижимают лист 90 непрерывного волокна к основной поверхности 34, увеличивается. С прижимающим усилием от контактных элементов 51, размещенных в кольцеобразной форме, увеличивающимся таким образом, состояние, когда лист 90 непрерывного волокна находится в тесном соприкосновении с основной поверхностью 34 и внутренней поверхностью углубленного участка 37, может поддерживаться.
[0113] Когда поджимающее усилие, прикладываемое от поджимающих элементов 39 к контактным элементам 51, увеличивается, усилие, с которым контактные элементы 51 прижимают боковые участки 101, 102 к периферийной поверхности 33, также увеличивается, так что боковые участки 101, 102 приходят в тесное соприкосновение с периферийной поверхностью 33. В то время как боковые участки 103, 104 не показаны на фиг. 23, боковые участки 103, 104 также приходят в тесное соприкосновение с периферийной поверхностью 33.
[0114] Этап S5 более близкого перемещения завершается, когда нижняя поверхность 50 основной части 45 пресс-формы находится поблизости от верхней поверхности листа 90 непрерывного волокна.
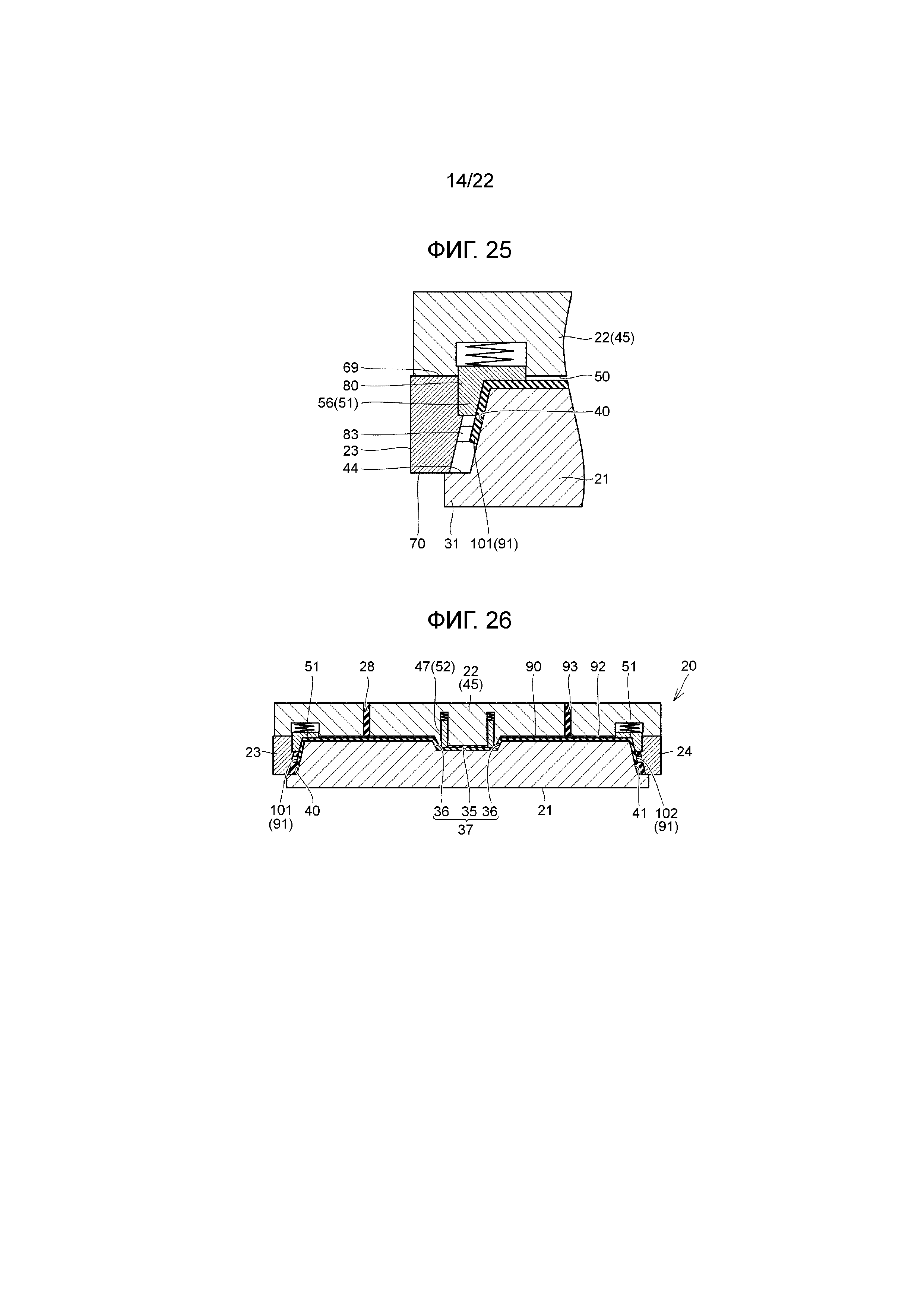
[0115] Фиг. 24 представляет собой вид в разрезе, показывающий устройство 20 формования и лист 90 непрерывного волокна на этапе S6 закрепления края. На этапе S6 закрепления края пресс-формы 23, 24 перемещаются так, чтобы становиться ближе к пресс-форме 21. Пресс-формы 25, 26, которые не показаны на фиг. 24, также перемещаются так, чтобы становиться ближе к пресс-форме 21.
[0116] Фиг. 25 представляет собой вид в разрезе, показывающий конфигурацию пресс-формы 23 и окружающей части в состоянии, показанном на фиг. 24. Прижимающий шип 83 пресс-формы 23 прижимает внешний край бокового участка 101 к поверхности 40 длинной стороны. В этот момент, пресс-форма 23 опирается на верхнюю поверхность 44 фланца 31, и выступ 56 контактного элемента 51 входит в углубленный участок 80 пресс-формы 23. Когда основная часть 45 пресс-формы перемещается слегка вниз в этом состоянии, верхняя поверхность 69 пресс-формы 23 приходит в соприкосновение с нижней поверхностью 50 основной части 45 пресс-формы.
[0117] Таким образом, нижняя поверхность 50 пресс-формы 22 и верхняя поверхность 69 пресс-формы 23 приходят в соприкосновение друг с другом, а верхняя поверхность 44 фланца 31 и нижняя поверхность 70 пресс-формы 23 приходят в соприкосновение друг с другом, так что зазор между пресс-формой 22 и пресс-формой 21 на стороне поверхности 40 длинной стороны закрывается пресс-формой 23.
[0118] Обращаясь обратно к фиг. 24, прижимающие шипы 84 пресс-формы 24 прижимают внешний периферийный край бокового участка 102 к поверхности 41 длинной стороны. Аналогично, прижимающие шипы 85, 66 пресс-форм 25, 26, показанных на фиг. 4, прижимают внешние края боковых участков 103, 104 к поверхностям 42, 43 короткой стороны, соответственно. Таким образом, на этапе S6 закрепления края, пресс-формы 23, 24, 25, 26 прижимают внешние края внешнего периферийного участка 91 листа 90 непрерывного волокна к периферийной поверхности 33 пресс-формы 21.
[0119] На этапе S6 закрепления края, аналогично пресс-форме 23, пресс-формы 24, 25, 26 размещаются на верхней поверхности 44 фланца 31 и приходят в соприкосновение с нижней поверхностью 50 пресс-формы 22.
[0120] В результате, полость 92 формируется внутри устройства 20 формования посредством пресс-форм 21, 22, 23, 24, 25, 26, как показано на фиг. 24. Лист 90 непрерывного волокна размещается внутри полости 92, и небольшое пространство остается на стороне верхней поверхности листа 90 непрерывного волокна.
[0121] Фиг. 26 представляет собой вид в разрезе, показывающий устройство 20 формования и лист 90 непрерывного волокна на этапе S7 впрыска смолы.
[0122] На этапе S7 впрыска смолы смола 93 подается по каналу 28 для подачи смолы в полость 92. Во время, когда смола 93 протекает в полость 92, внешние периферийные края боковых участков 101, 102, 103, 104 листа 90 непрерывного волокна прижимаются пресс-формами 23, 24, 25, 26 к периферийной поверхности 33 пресс-формы 22.
[0123] Следовательно, боковые участки 101, 102, 103, 104 могут быть ограничены от сворачивания поверх периферийной поверхности 33 пресс-формы 21 из-за смолы 93, когда смола 93 поступает в полость 92.
[0124] Лист 90 непрерывного волокна формируется посредством переплетенных волокон, и смола 93 проникает в лист 90 непрерывного волокна, когда смола 93 подается в полость 92.
[0125] После этого смола 93 внутри полости 92 охлаждается, чтобы формировать основную часть 2 корпуса, которая является формованным изделием внутри полости 92.
[0126] Таким образом, пресс-формы 22, 23, 24, 25, 26 перемещаются в направлениях от пресс-формы 21, чтобы предоставлять возможность извлечения основной части 2 корпуса. Как было описано выше, устройство 20 формования согласно варианту осуществления 1 может производить формованное изделие, содержащее лист 90 непрерывного волокна, в котором формируется углубленный или выступающий участок.
[0127] Кроме того, приложение чрезмерного тянущего усилия к листу 90 непрерывного волокна в процессе приведения листа 90 непрерывного волокна в тесное соприкосновение с поверхностью пресс-формы 21 устраняется, так что разрушение листа 90 непрерывного волокна устраняется.
[0128] В варианте осуществления 1 пресс-форма 21 помещается под пресс-формой 22, и лист 90 непрерывного волокна помещается на пресс-форме 21 на этапе S1 размещения, но устройство 20 формования не ограничивается вышеописанной конфигурацией.
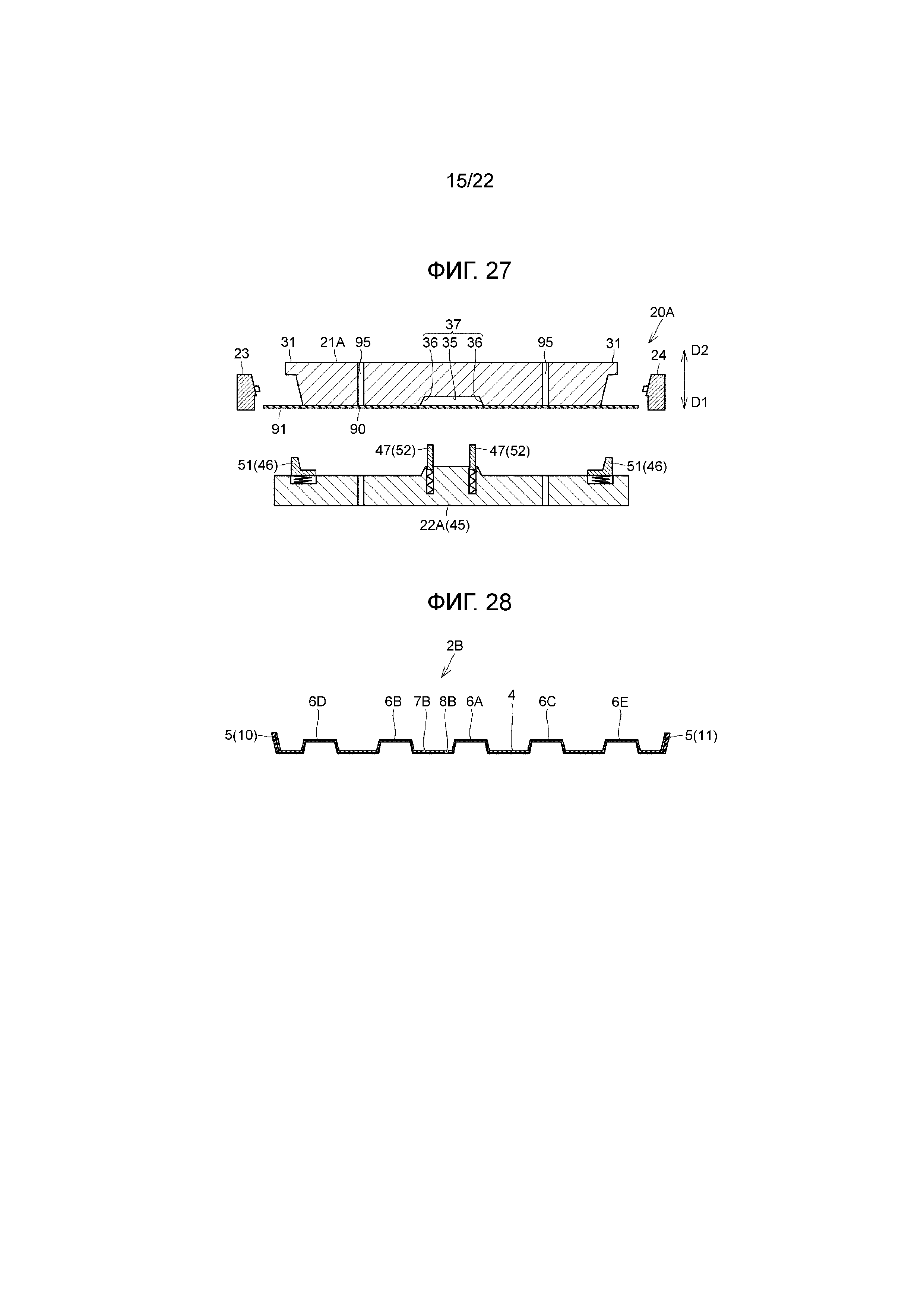
[0129] Фиг. 27 представляет собой вид в разрезе, показывающий устройство 20A формования, которое является модифицированным примером устройства формования. Устройство 20A формования включает в себя пресс-форму 21A и пресс-форму 22A. Пресс-форма 21A размещается поверх пресс-формы 22A, и множество отверстий 95 для всасывания воздуха для всасывания листа 90 непрерывного волокна формируется в пресс-форме 21A. На этапе S1 размещения лист 90 непрерывного волокна всасывается на нижнюю поверхность пресс-формы 21A.
[0130] В варианте осуществления 1 пресс-форма 22 конфигурируется, чтобы перемещаться относительно пресс-формы 21 в направлении D1 приближения и направлении D2 отделения, но пресс-форма 21 может быть сконфигурирована, чтобы перемещаться по направлению к пресс-форме 22. Кроме того, и пресс-форма 21, и пресс-форма 22 могут быть сконфигурированы подвижными в направлении D1 приближения и направлении D2 отделения.
[0131] Пресс-форма 21 и пресс-форма 22 конфигурируются так, что направление D1 приближения и направление D2 отделения ориентируются в направлении вниз и направлении вверх, соответственно. Альтернативно, пресс-форма 21 и пресс-форма 22 могут быть размещены так, что направление D1 приближения и направление D2 отделения ориентируются в горизонтальных направлениях.
[0132] В варианте осуществления 1 выпуклости 110 разглаживаются, когда боковые участки 101, 102, 103, 104 натягиваются. Альтернативно, например, боковые участки 101, 102, размещенные на противоположных сторонах в поперечном направлении W, могут натягиваться. Причина состоит в том, что в варианте осуществления 1 выпуклости 110 формируются вдоль длинных сторон углубленного участка 37, и, следовательно, натяжение боковых участков 101, 102 может разглаживать выпуклости 110.
Вариант осуществления 2
[0133] Устройство 20B формования согласно варианту осуществления 2 будет описано с помощью фиг. 28 и т.д. Фиг. 28 представляет собой вид в разрезе, показывающий основную часть 2B корпуса в качестве формованного изделия, отформованного с помощью устройства 20B формования.
[0134] Аналогично основной части 2 корпуса, основная часть 2B корпуса включает в себя донную пластину 4 и периферийную стенку 5. Множество выступов 6A, 6B, 6C, 6D, 6E формируются в донной пластине 4. Основная часть 2B корпуса включает в себя часть 7B непрерывного волокна и полимерную часть 8B. Часть 7B непрерывного волокна помещается на внутреннюю периферийную поверхность полимерной части 8B, и множество выступов в качестве выступающих участков также формируются в части 7B непрерывного волокна.
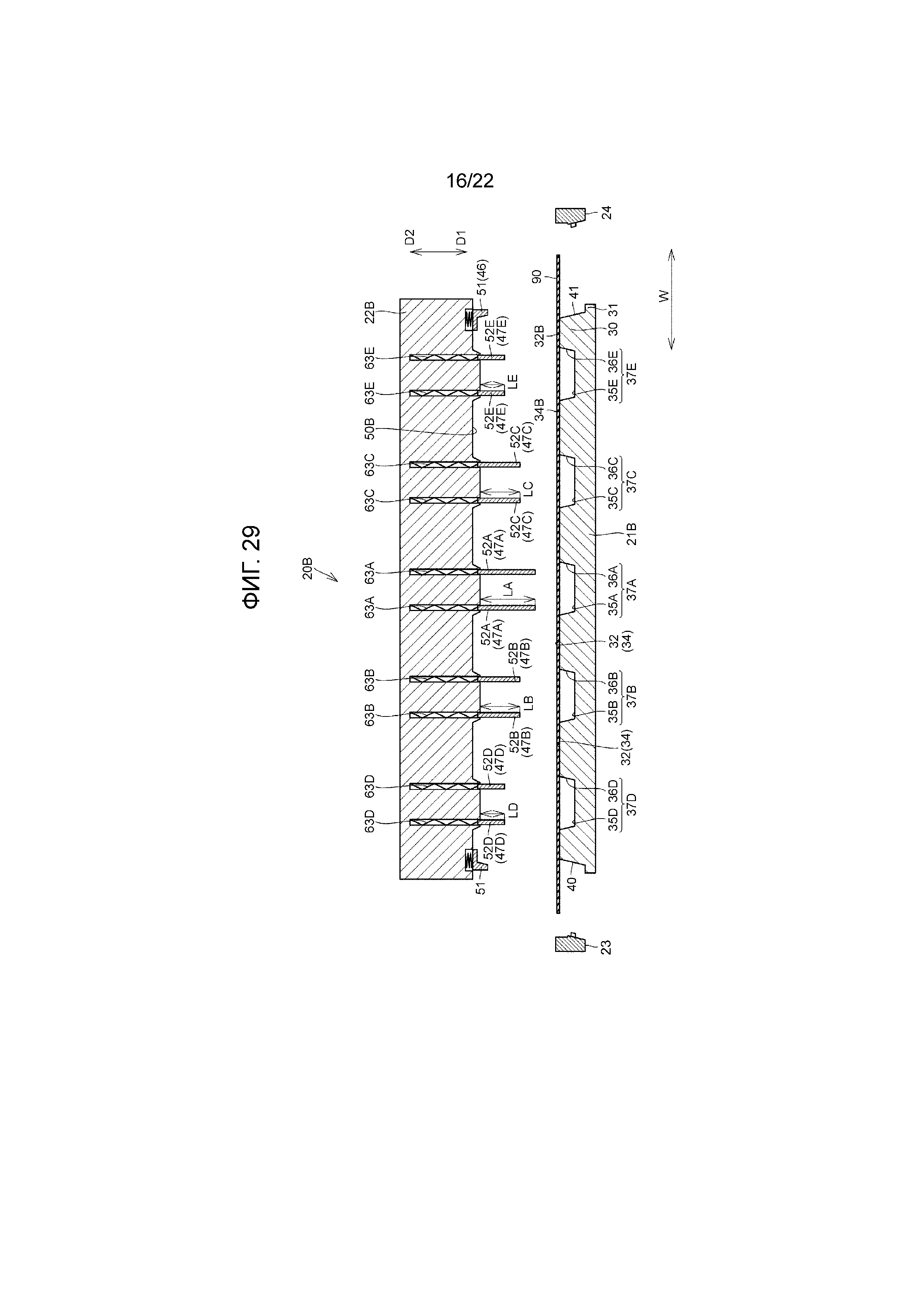
[0135] Фиг. 29 представляет собой вид в разрезе, показывающий устройство 20B формования. Устройство 20B формования включает в себя пресс-форму 21B, пресс-форму 22B и пресс-формы 23, 24, 25, 26. Пресс-формы 23, 24, 25, 26 устройства 20B формования имеют ту же структуру, что и пресс-формы 23, 24, 25, 26 устройства 20 формования согласно варианту осуществления 1. На фиг. 29 пресс-формы 25, 26 не показаны.
[0136] Аналогично пресс-форме 21, пресс-форма 21B включает в себя основную часть 30 пресс-формы и фланец 31. Множество углубленных участков 37A, 37B, 37C, 37D, 37E формируется в размещающей поверхности 32B основной части 30 пресс-формы. Углубленные участки 37A, 37B, 37С, 37D, 37E соответственно включают в себя углубленные поверхности 35A, 35B, 35C, 35D, 35E, имеющие прямоугольную форму, и внутренние боковые поверхности 36A, 36B, 36C, 36D, 36E.
[0137] Пресс-форма 22B включает в себя множество прижимающих элементов 47A, 47B, 47C, 47D, 47E и тянущий элемент 46. Тянущий элемент 46 включает в себя контактные элементы 51, размещенные вдоль внешнего периферийного крайнего участка нижней поверхности 50B пресс-формы 22B.
[0138] Прижимающий элемент 47A размещается в центре пресс-формы 22B в поперечном направлении W. Прижимающий элемент 47B предусматривается ближе к поверхности 40 длинной стороны по сравнению с прижимающим элементом 47A, и прижимающий элемент 47D предусматривается ближе к поверхности 40 длинной стороны по сравнению с прижимающим элементом 47B. Аналогично, прижимающий элемент 47C предусматривается ближе к поверхности 41 длинной стороны по сравнению с прижимающим элементом 47A, и прижимающий элемент 47E предусматривается ближе к поверхности 41 длинной стороны по сравнению с прижимающим элементом 47C.
[0139] Прижимающий элемент 47A включает в себя множество опорных шипов 52A, и прижимающие элементы 47B, 47C, 47D, 47E также включают в себя множества опорных шипов 52B, 52C, 52D, 52E, соответственно.
[0140] Каждый опорный шип 52A находится над окружающим пространством угла углубленной поверхности 35A. Аналогично, опорные штифты 52B, 52C, 52D, 52E размещаются над окружающим пространством углов углубленных поверхностей 35B, 35C, 35D, 35E.
[0141] Опорные штифты 52A, 52B, 52C, 52D, 52E соответственно поджимаются вниз посредством поджимающего усилия от поджимающих элементов 63A, 63B, 63C, 63D, 63E, предусмотренных внутри основной части 45 пресс-формы.
[0142] В состоянии, показанном на фиг. 29, пресс-форма 22B располагается над и на расстоянии от пресс-формы 21B, и нижние концы опорных шипов 52A, 52B, 52C, 52D, 52E располагаются на расстоянии от листа 90 непрерывного волокна и пресс-формы 21B.
[0143] Соответственно, опорные штифты 52A, 52B, 52C, 52D, 52E выступают вниз от нижней поверхности 50B посредством поджимающего усилия от поджимающих элементов 63A, 63B, 63C, 63D, 63E, соответственно. В этом случае, интервалы выступания опорных шипов 52A, 52B, 52C, 52D, 52E равны интервалам LA, LB, LC, LD, LE выступания, соответственно. Интервал LA выступания длиннее интервалов LB, LC выступания, а интервалы LB, LC выступания длиннее интервалов LD, LE выступания.
[0144] Таким образом, позиции нижних концов опорных шипов 52A, 52B, 52C, 52D, 52E становятся выше со стороны центра к поверхностям 40, 41 длинной стороны в поперечном направлении W.
[0145] Будет описан процесс формования основной части 2B корпуса, которая является формованным изделием, с помощью устройства 20B формования, имеющего вышеописанную конфигурацию. Аналогично способу производства согласно варианту осуществления 1, показанному на фиг. 10, способ производства основной части 2B корпуса согласно варианту осуществления 2 также включает в себя с этапа S0 подготовки по этап S7 впрыска смолы. На этапе S0 подготовки способа производства согласно варианту осуществления 2, устройство 20B формования, включающее в себя пресс-форму 21B и пресс-форму 22B, подготавливается, как показано на фиг. 29. В частности, в устройстве 20B формования, пресс-форма 22B устанавливается в состояние отделения от пресс-формы 21B в направлении D2 отделения.
[0146] На этапе S1 размещения лист 90 непрерывного волокна помещается на размещающую поверхность 32B пресс-формы 21B, как показано на фиг. 29.
[0147] На этапе S1 размещения лист 90 непрерывного волокна имеет форму пластины, и лист 90 непрерывного волокна помещается на основную поверхность 34B без входа в углубленные участки 37A, 37B, 37C, 37D, 37E.
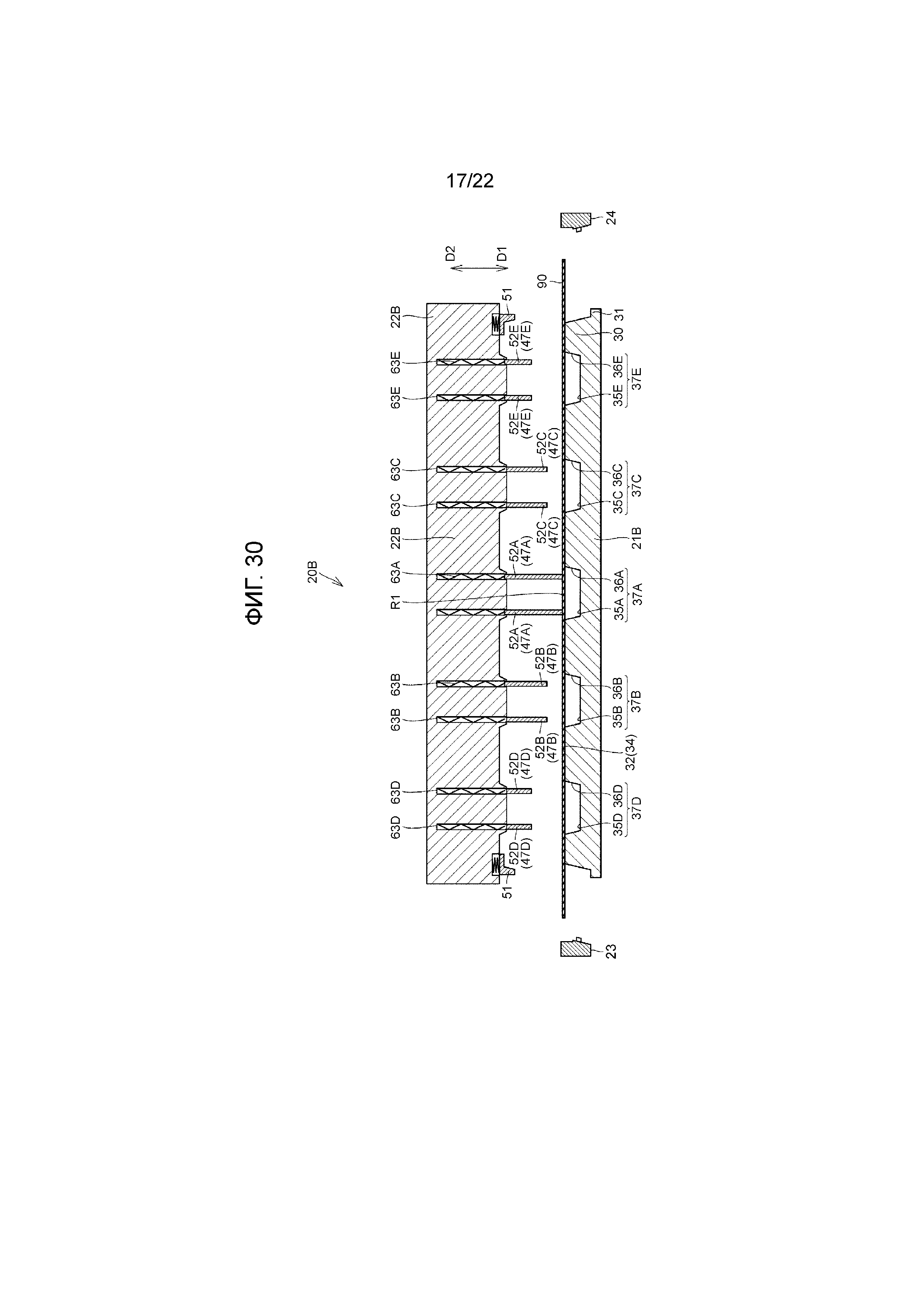
[0148] Фиг. 30 представляет собой вид в разрезе, показывающий устройство 20B формования и лист 90 непрерывного волокна на этапе S2 перемещения вниз. На этапе S2 перемещения вниз пресс-форма 22B перемещается в направлении D1 приближения, и, таким образом, пресс-форма 22B перемещается так, чтобы становиться ближе к пресс-форме 21B.
[0149] Затем, из опорных шипов 52A, 52B, 52C, 52D, 52E, опорный шип 52A первым приходит в соприкосновение с листом 90 непрерывного волокна.
[0150] Фиг. 31 представляет собой вид в разрезе на первоначальном этапе для этапа S3 прижатия штифта. В первоначальном состоянии на этапе S1 размещения, сначала, прижимающий элемент 47A прижимает участок R1, который должен быть прижат, который является участком листа 90 непрерывного волокна, и, таким образом, перемещает участок R1, который должен быть прижат, по направлению к углубленной поверхности 35A.
[0151] Затем, участок R1, который должен быть прижат, приходит в соприкосновение с углубленной поверхностью 35A, и участок R1, который должен быть прижат, прижимается к углубленной поверхности 35A. Здесь, лист 90 непрерывного волокна может быть деформирован так, чтобы частично вспучиваться в результате того, что прижимающий элемент 47A прижимает участок R1, который должен быть прижат, к углубленной поверхности 35A. В частности, лист 90 непрерывного волокна может быть деформирован так, чтобы вспучиваться вокруг отверстия углубленного участка 37A. С другой стороны, прижимающие элементы 47B, 47C приходят в соприкосновение с листом 90 непрерывного волокна.
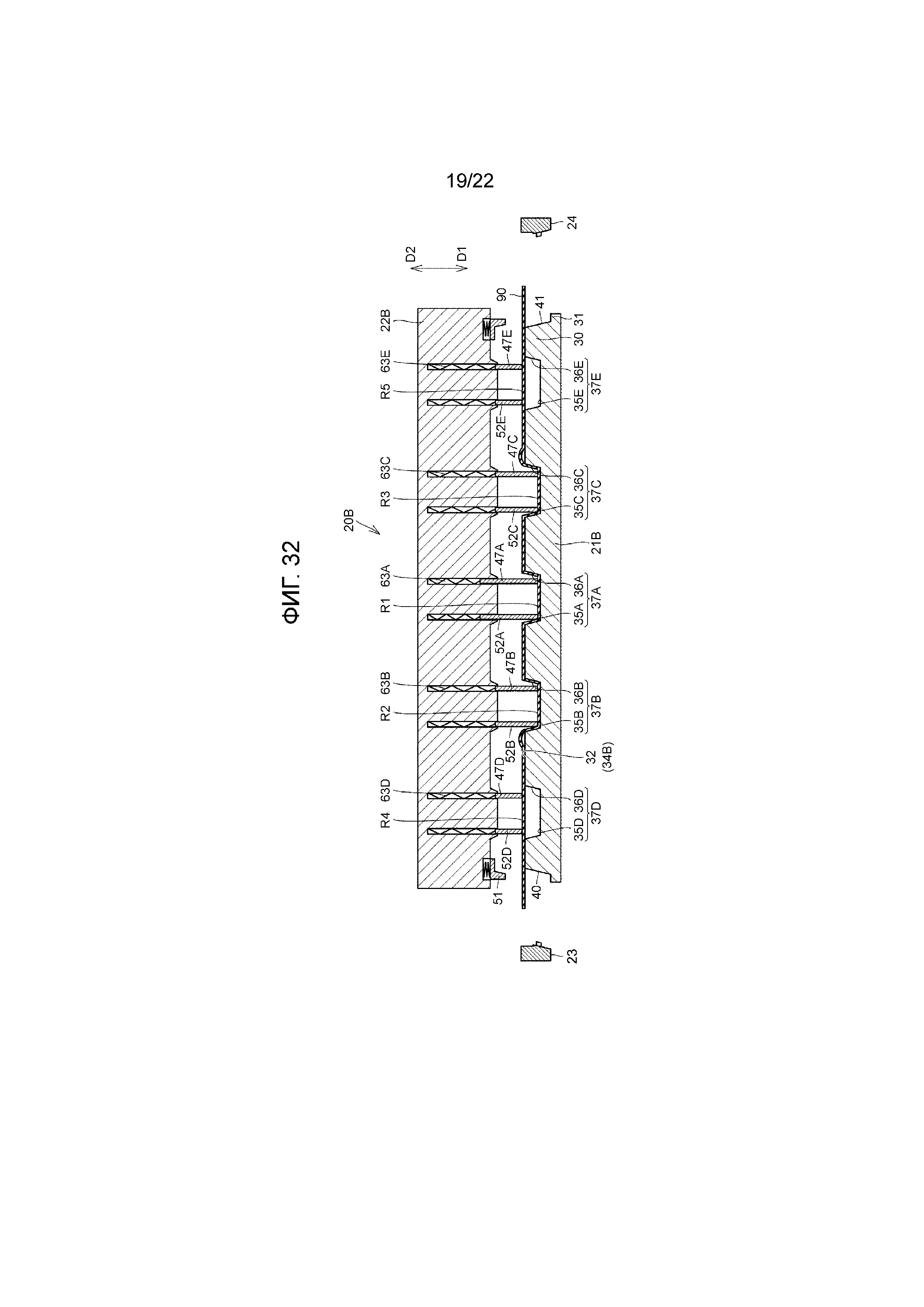
[0152] Фиг. 32 является видом в разрезе, показывающим этап, следующий за этапом, показанным на фиг. 31. В состоянии, показанном на фиг. 32, прижимающие элементы 47B, 47C прижимают участки листа 90 непрерывного волокна, расположенные на внешней стороне участка R1, который должен быть прижат, в направлении D1 приближения, и, таким образом, перемещает эти участки в направлении D1 приближения.
В частности, прижимающий элемент 47B перемещает участок R2, который должен быть прижат, в направлении D1 приближения, и прижимающий элемент 47C перемещает участок R3, который должен быть прижат, в направлении D1 приближения.
[0153] В результате, выпуклости, сформировавшиеся поблизости от отверстия углубленного участка 37A, разглаживаются, так что участок листа 90 непрерывного волокна, расположенный между участком R1, который должен быть прижат, и участком R2, который должен быть прижат, приходит в тесное соприкосновение с основной поверхностью 34B пресс-формы 21 и внутренней поверхностью углубленного участка 37A. Аналогично, участок листа 90 непрерывного волокна, расположенный между участком R1, который должен быть прижат, и участком R3, который должен быть прижат, приходит в тесное соприкосновение с внутренней поверхностью углубленного участка 37A и основной поверхностью 34B. Таким образом, в варианте осуществления 2, прижимающие элементы 47B, 47C функционируют также как тянущие элементы, которые тянут участки листа 90 непрерывного волокна, расположенные на внешней периферийной стороне участка R1, который должен быть прижат.
[0154] Затем, прижимающие элементы 47B, 47C прижимают участки R2, R3, которые должны быть прижаты, к углубленным поверхностям 35B, 35C. В результате, выпуклости могут быть сформированы в участке листа 90 непрерывного волокна, расположенном ближе к поверхности 40 длинной стороны по сравнению с участком R2, который должен быть прижат, и в его участке, расположенном ближе к поверхности 41 длинной стороны по сравнению с участком R3, который должен быть прижат.
[0155] С другой стороны, во время, когда прижимающие элементы 47B, 47C прижимают участки R2, R3, которые должны быть прижаты, к углубленным поверхностям 35B, 35C, прижимающие элементы 47D, 47E приходят в соприкосновение с листом 90 непрерывного волокна.
[0156] Фиг. 33 является видом в разрезе, показывающим этап, следующий за этапом, показанным на фиг. 32. Прижимающие элементы 47D, 47E прижимают участки R4, R5, которые должны быть прижаты, листа 90 непрерывного волокна в направлении D1 приближения. В частности, участки R4, R5, которые должны быть прижаты, листа 90 непрерывного волокна перемещаются вниз посредством прижимающих элементов 47D, 47E.
[0157] В результате, выпуклость в участке листа 90 непрерывного волокна, расположенном ближе к поверхности 40 длинной стороны по сравнению с участком R2, который должен быть прижат, разглаживается, так что лист 90 непрерывного волокна приходит в тесное соприкосновение с основной поверхностью 34B и внутренней поверхностью углубленного участка 37B. Аналогично, выпуклость в участке листа 90 непрерывного волокна, расположенном ближе к поверхности 41 длинной стороны по сравнению с участком R3, который должен быть прижат, разглаживается, так что лист 90 непрерывного волокна приходит в тесное соприкосновение с основной поверхностью 34B и внутренней поверхностью углубленного участка 37C. Таким образом, прижимающие элементы 47D, 47E приводят лист 90 непрерывного волокна в тесное соприкосновение с основной поверхностью 34B и т.д. посредством натяжения участков листа 90 непрерывного волокна, расположенных на внешней периферийной стороне участков R1, R2, R3, которые должны быть прижаты, и, следовательно, прижимающие элементы 47D, 47E функционируют также как тянущие элементы.
[0158] Затем, прижимающие элементы 47D, 47E прижимают участки R4, R5, которые должны быть прижаты, к углубленным поверхностям 35D, 35E. В результате, выпуклость может быть сформирована в участке листа 90 непрерывного волокна, расположенном ближе к поверхности 40 длинной стороны по сравнению с участком R4, который должен быть прижат. Аналогично, выпуклость может быть сформирована в участке листа 90 непрерывного волокна, расположенном ближе к поверхности 41 длинной стороны по сравнению с участком R5, который должен быть прижат.
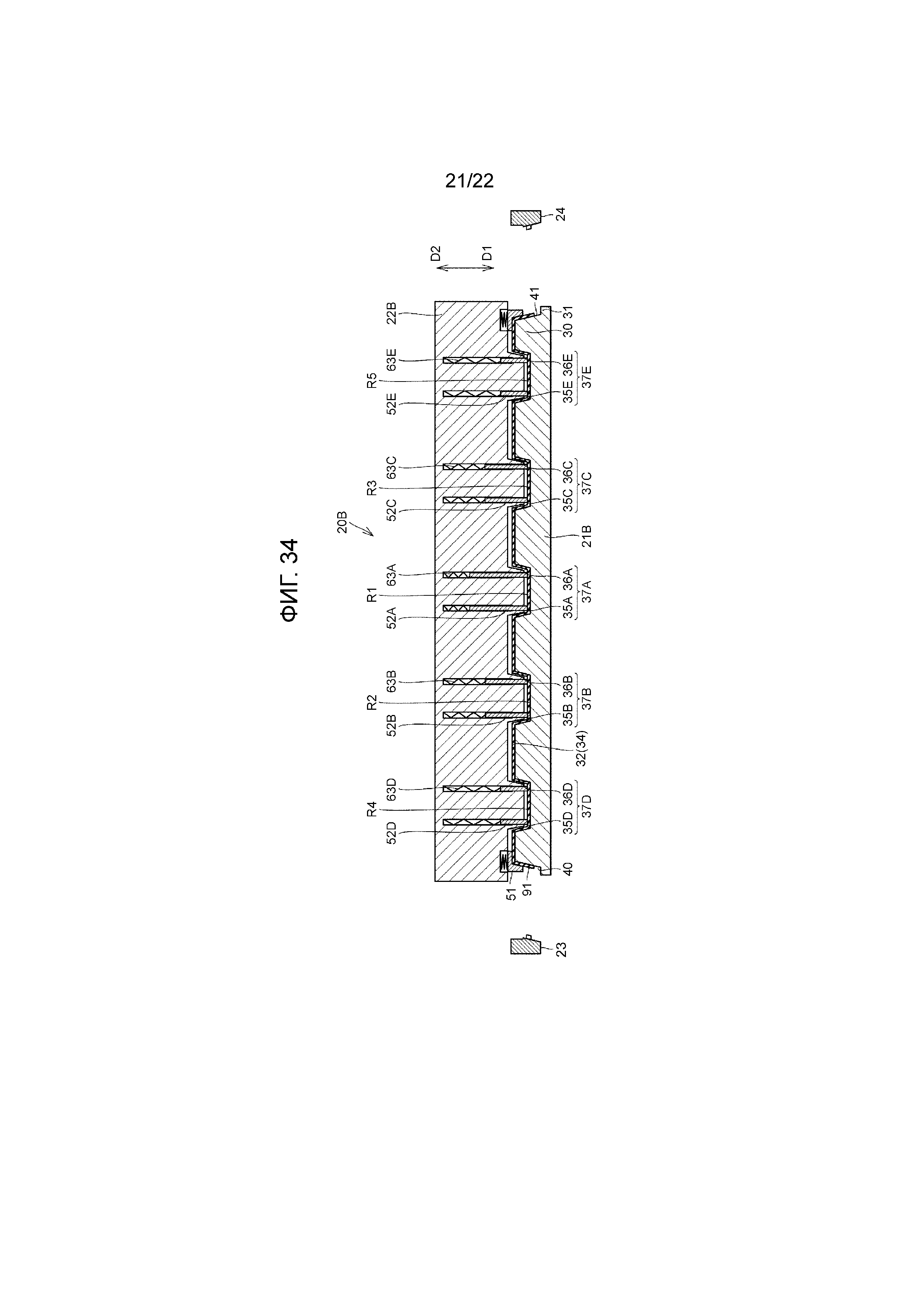
[0159] Фиг. 34 представляет собой вид в разрезе, показывающий устройство 20B формования и лист 90 непрерывного волокна на этапе S4 натягивания.
[0160] Как показано на фиг. 34, контактные элементы 51 прижимают внешний периферийный край 91 листа 90 непрерывного волокна в направлении D1 приближения.
[0161] Таким образом, внешний периферийный участок 91 листа 90 непрерывного волокна тянется в направлении D1 приближения, так что участок листа 90 непрерывного волокна, расположенный ближе к поверхности 40 длинной стороны по сравнению с участком R4, который должен быть прижат, приходит в тесное соприкосновение с внутренней поверхностью углубленного участка 37D и основной поверхности 34B. Аналогично, участок листа 90 непрерывного волокна, расположенный ближе к поверхности 41 длинной стороны по сравнению с участком R5, который должен быть прижат, приходит в тесное соприкосновение с размещающей поверхностью 32B и внутренней поверхностью углубленного участка 37E.
[0162] Также в варианте осуществления 2 контактные элементы 51 предусматриваются в кольцеобразной форме вдоль внешнего периферийного крайнего участка нижней поверхности 50B пресс-формы 22B, так что вся периферия основной части 100 листа 90 непрерывного волокна натягивается. Таким образом, основная часть 100 приходит в тесное соприкосновение с основной поверхностью 34B.
[0163] Этап S4 натягивания согласно варианту осуществления 2, таким образом, завершается, и после этого, на этапе S5 более близкого перемещения, пресс-форма 22B перемещается дополнительно вниз из состояния, показанного на фиг. 34.
[0164] Фиг. 35 представляет собой вид в разрезе, показывающий этап S6 закрепления края. Как показано на фиг. 35, пресс-формы 23, 24 прижимают внешние периферийные края внешнего периферийного участка 91 к поверхностям 40, 41 длинной стороны.
[0165] Кроме того, аналогично пресс-формам 23, 24, пресс-формы 25, 26 (не показаны) также прижимают внешние периферийные края внешнего периферийного участка 91 к периферийной поверхности 33.
[0166] Таким образом, в состоянии, когда пресс-форма 22B и пресс-форма 21B располагаются близко друг к другу, и пресс-формы 23, 24, 25, 26 располагаются близко к пресс-форме 21B, пресс-форма 22B перемещается дополнительно вниз, так что нижняя поверхность 50B пресс-формы 22B и верхние поверхности пресс-форм 23, 24, 25, 26 приходят в соприкосновение друг с другом, и полость 92B формируется. На этапе S7 впрыска смолы смола подается в полость 92B, чтобы формировать основную часть 2B корпуса.
[0167] Как было описано выше, устройство 20B формования согласно варианту осуществления 2 может формовать основную часть 2B корпуса, в которой формируется множество углубленных или выступающих участков.
[0168] Варианты осуществления, описанные в данном документе, следует истолковывать как являющиеся в каждом отношении просто иллюстративными, а не ограничивающими. Рамки настоящего изобретения определяются формулой изобретения и предполагают включать в себя любые изменения, эквивалентные по смыслу и области действия формуле изобретения. Кроме того, числовые значения и т.д., упомянутые выше, являются просто иллюстративными, и настоящее изобретение не ограничивается такими числовыми значениями и диапазонами.
Устройство управления разрядкой для вторичной батареи
Устройство дифференциала
Устройство для очистки выхлопного газа двигателя внутреннего сгорания
Устройство управления амортизацией колебаний в транспортном средстве и транспортное средство, оснащенное устройством управления амортизацией колебаний
Контроллер для двигателя внутреннего сгорания
Система очистки выхлопных газов двигателя внутреннего сгорания
Устройство регулирования теплообмена транспортного средства
Гибридное транспортное средство
Тормозное устройство транспортного средства, подавляющее чрезмерное скольжение колеса в ходе торможения
Система очистки выхлопных газов двигателя внутреннего сгорания

