Результат интеллектуальной деятельности: ПРОЦЕСС ГОМОГЕНИЗАЦИИ КОЛТЮБИНГОВОЙ ТРУБЫ
Вид РИД
Изобретение
Настоящая заявка испрашивает приоритет по заявке в Китае номер 201811510771.X, поданной 11 декабря 2018 г., с названием ПРОЦЕСС ГОМОГЕНИЗАЦИИ КОЛТЮБИНГОВОЙ ТРУБЫ. Полное содержание указанной выше заявки на выдачу патента включено в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области технологий машинной обработки труб и, в частности, к процессу гомогенизации колтюбинговой трубы.
УРОВЕНЬ ТЕХНИКИ
Колтюбинговая труба представляет собой трубу, изготовленную из стали из низкоуглеродистого сплава, обладающую хорошей гибкостью, а также называемую гибкой трубой. Длина колтюбинговой трубы в рулоне составляет тысячи метров и она может быть использована для замены традиционных труб в большом количестве операций. При использовании колтюбинговой трубы для работы, колтюбинговая труба должна подвергаться большому количеству пластических деформаций. Таким образом, колтюбинговая труба должна обладать относительно высоким пределом выносливости и относительно долгим сроком службы. Когда в традиционной колтюбинговой трубе появляется часть с дефектом, таким как неоднородность, дефектную часть, как правило, обрезают, а трубу затем используют после выполнения на ней сваривания трубы к трубе. Более того, при использовании сваренной трубы для работы, также могут возникать технические проблемы, такие как разъединение в точке сварки. Срок службы трубы существенно уменьшается. То, каким образом изготовить гомогенную колтюбинговую трубу, является проблемой, подлежащей срочному решению в настоящее время в промышленности.
В патенте CN104178717А раскрыт способ тепловой обработки для трубы из титанового сплава. Сначала на трубе из титанового сплава проводят рекристаллизационный отжиг с помощью закалочной печи, затем проводят воздушное охлаждение, а обработку проводят в закалочном аппарате, кроме того, тепло сохраняют в отпускной печи и, наконец, проводят выпрямление и охлаждение. Данный процесс представляет собой новый процесс обработки, предложенный ввиду сложности при последующем тепловом выпрямлении, поскольку после тепловой обработки степень искривления трубы из титанового сплава с малым диаметром увеличивается.
В патенте CN101220408A раскрыт способ и аппарат для электрического нагревания и закаливания, а также тепловой обработки трубы с отпуском. Сначала трубу подают в закалочную печь и нагревают, где температура нагревания находится в диапазоне от 850 до 1000°С, нагретую стальную трубу охлаждают распылением холодной воды, а после охлаждения также проводят тепловую обработку в отпускной печи, где температура нагревания находится в диапазоне от 500 до 800°С. Данный процесс делает внутренние и наружные поверхности трубы гладкими без окисления, так что основные механические свойства трубы, такие как прочность и крепость, существенно улучшаются.
В патенте CN103266217A раскрыт процесс упрочнения с тепловой обработкой для конца стальной нефтяной трубы в условиях закалки и отпуска. Данный процесс включает S1: закалку и отпуск цельной трубы на первой стадии; и S2: выполнение вторичного отпуска на срединной части корпуса стальной трубы, полученной на этапе S1. Цель выполнения вторичного отпуска на срединной части корпуса стальной трубы заключается в уменьшении прочности срединной части стальной трубы для достижения прочностных характеристик готового продукта.
В патенте CN104259206A раскрыт способ производства бесшовных труб из титанового сплава, используемых для соединения труб, причем способ ее производства последовательно включает «нагревание в кольцевой печи, поперечную прошивку, прокатку трубы без сердечника, а также нагревание в печи и придание размеров». Бесшовные трубы из титанового сплава, изготовленные в соответствии с процессом, могут быть прямо подвергнуты машинной обработке в установке для соединения труб без проведения тепловой обработки.
В патенте CN104046918B раскрыт материал с высокими характеристиками для применений в колтюбинговой трубе и способ его изготовления, в котором используемую сталь из низкоуглеродистого сплава подвергают полноразмерной тепловой обработке и она включает смесь отпущенного мартенсита и бейнита; причем конечная микрострукура колтюбинговой трубы включает более чем 90% по объему отпущенного мартенсита в областях основного металла, местах соединения углового шва и зонах, которые были подвергнуты действию тепла; причем конечная микроструктура во всех областях основного металла, местах соединения углового шва и зонах, которые были подвергнуты действию тепла, является гомогенной; и причем конечная микроструктура включает равномерное распределение мелких карбидов в областях основного металла, местах соединения углового шва и зонах, которые были подвергнуты действию тепла. Однако представляется сложным получение гомогенной колтюбинговой трубы путем использования другой стали из низкоуглеродистого сплава с помощью указанного выше процесса.
Изготовление колтюбинговой трубы посредством лазерной сварки представляет собой способ для персонала по изготовлению колтюбинговых труб посредством высокоэффективной и точечной сварки путем использования лазерного луча с высокой плотностью энергии. Проблема внутреннего грата и проблема образования коррозии в виде канавок могут быть преодолены в колтюбинговой трубе, изготовленной посредством лазерной сварки. Однако гомогенизация колтюбинговой трубы с лазерным сварным швом представляет собой проблему, которая в настоящее время должна быть срочно решена. Между тем, затраты на колтюбинговые трубы с лазерным сварным швом являются высокими. После выполнения тепловой обработки колтюбинговой трубы с лазерным сварным швом получение гомогенной колтюбинговой трубы, обладающей разными пределами прочности и значениями прочности на разрыв, для удовлетворения различных рабочих требований и снижения производственных затрат, также является тяжелой проблемой в промышленности.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Цель настоящего изобретения заключается в представлении процесса гомогенизации колтюбинговой трубы, в котором колтюбинговую трубу из стали из низкоуглеродистого сплава с лазерным сварным швом предварительно нагревают по секциям и быстро охлаждают после закалки и отпуска в смешанной атмосфере, так что труба нагревается неравномерно и не генерируется тепловая деформация, тем самым улучшая коэффициент конверсии аустенита и получая колтюбинговую трубу, обладающую гомогенной мартенситной структурой. В дополнение, процесс производства упрощен, и гомогенная колтюбинговая труба с разными пределами прочности и значениями прочности на разрыв может быть изготовлена путем регулирования температуры отпуска.
Представлен процесс гомогенизации колтюбинговой трубы, включающий следующие этапы:
1) пропускание колтюбинговой трубы из стали из низкоуглеродистого сплава с лазерным сварным швом через печь для отжига с равномерной скоростью для выполнения нагревания, а также закалки и отпуска, причем в кольцевой печи выполняют нагревание по секциям, область для предварительного нагревания по секциям и область для закалки и отпуска последовательно располагают в печи для отжига, температура области для предварительного нагревания по секциям находится в диапазоне от 300 до 800°С, температура области для закалки и отпуска находится в диапазоне от 900 до 950°С, процесс повышения температуры трубы может быть ускорен для более равномерного нагревания трубы без генерирования тепловой деформации; в дополнение, имеется больше времени для аустенизации, для реализации конверсии целой аустенитной структуры; в процессе нагревания, а также закалки и отпуска, атмосфера в печи для отжига представляет собой газовую смесь водорода и азота, так что во время закалки и отпуска зерна очищаются, а аустенитная структура распределяется более равномерно, и, кроме того, во время процесса нагревания трубы предотвращается окалина и тонкая и слабая наружная сторона трубы; и во время процесса полного нагревания, а также закалки и отпуска, труба проходит через печь для отжига с равномерной скоростью для предотвращения образования трубы с разными диаметрами;
2) после нагревания, а также закалки и отпуска, колтюбинговой трубы, в смешанной атмосфере водорода и азота немедленное проведение охлаждения распылением до температуры от 15 до 40°С для получения серебристой колтюбинговой трубы (вкратце, серебристой трубы) с мартенситной структурой, причем скорость охлаждения распылением находится в диапазоне от 50 до 80°С/с;
3) пропускание серебристой трубы, охлажденной на этапе (2), через катушку с промежуточной частотой при защите атмосферой азота с равномерной скоростью для выполнения быстрого отпуска, причем цвет отпущенной серебристой трубы сохраняется неизменным, а длина катушки с промежуточной частотой составляет 50 см; напряжение в трубе может быть устранено за счет процесса отпуска, предотвращая при этом расхождение диаметров трубы и изменение длины трубы, когда труба нагревается в течение длительного времени, тем самым обеспечивая однородность наружного диаметра трубы; а выполнение отпуска в атмосфере азота может предотвратить окисление поверхности серебристой трубы, тем самым улучшая срок службы колтюбинговой трубы; и
3) охлаждение водой.
Предпочтительно, конкретные этапы производства колтюбинговой трубы из стали из низкоуглеродистого сплава с лазерным сварным швом являются следующими:
проведение очистки поверхности на секциях трубы из стали из низкоуглеродистого сплава для удаления антикоррозионного покрытия и поверхностных примесей;
стыковая сварка очищенных секций трубы в одну деталь путем использования способа лазерной сварки, причем диаметр факела лазерной сварки составляет 2 мм, мощность сварки составляет 7000 Вт, фокусное расстояние составляет 230 мм, скорость сварки составляет 3 метра/минуту и во время сварки в качестве защитного газа используется аргон; и
полировка поверхности области сварочного шва трубы с лазерным сварным швом для того, чтобы сделать ее гладкой.
Перед стыковой сваркой трубы лазером очищаемые поверхности сварных швов должны приниматься всерьез для эффективного уменьшения количества образованных воздушных пор на поверхности сварного шва, улучшения компактности трубы и предотвращения утечки из трубопровода. В примерах настоящего изобретения с трубы из стали из низкоуглеродистого сплава сначала удаляют смазку путем использования анионного поверхностно-активного вещества (предпочтительно, додецилсульфоната натрия), затем погружают в разбавленную кислоту (предпочтительно, водный раствор хлористоводородной кислоты, массовая концентрация которой находится в диапазоне от 10 до 15%) на 10-30 с, для достаточного удаления антикоррозионного покрытия и примесей на поверхности трубы и, наконец, очищают ультразвуком путем использования воды в течение 10-30 с.
Предпочтительно, массовые процентные содержания химических компонентов в трубе из стали из низкоуглеродистого сплава являются следующими: С: 0,20-0,28%, Si: 0,12-0,20%, Mn: 1,00-1,80%, Р:≤0,015%, S:≤0,005%, Cr: 0,30-0,80%, Мо: 0,20-0,60%, В:≤0,0005%, Nb: 0,020-0,060%, Ti: 0,010-0,030%, V: 0,020-0,080%, и железо: остаток.
Лазерную сварку выполняют на секциях колтюбинговой трубы путем использования установки для лазерной сварки, то есть секции колтюбинговой трубы подвергаются стыковой сварке с помощью лазера. Во всех примерах настоящего изобретения секции трубы из стали из низкоуглеродистого сплава, имеющие размер Ф25,4 мм * 2,8 мм (диаметр * толщина стенки), сваривают лазером, диаметр факела лазерной сварки составляет 2 мм, мощность сварки составляет 7000 Вт, фокусное расстояние составляет 230 мм, скорость сварки составляет 3 метра/минуту и во время сварки в качестве защитного газа используется аргон.
После формирования колтюбинговой трубы путем лазерной сварки необходимо отполировать область сварного шва на трубе, удалить грат с области сварного шва.
Предпочтительно, объемное соотношение водорода и азота в смешанной атмосфере на этапе (1) и этапе (2) составляет 3:1.
Предпочтительно, распыляемая среда, используемая при охлаждении распылением на этапе (2), представляет собой смягченную воду, и ее значения рН находятся в диапазоне от 7 до 8. Смягченная вода была подвержена смягчающей обработке, причем содержание солей магния и солей кальция уменьшаются до 1,0-50 мг/л. Использование смягченной воды в качестве распыляемой среды может эффективно предотвратить проникновение солей магния и солей кальция в трубу и ухудшение рабочих характеристик трубы до разных степеней. Использование смягченной воды, значение рН которой находится в диапазоне от 7 до 8, может дополнительно улучшить механические рабочие характеристики трубы во время охлаждения распылением и предотвратить окисление наружной поверхности трубы.
Предпочтительно, область для предварительного нагревания по секциям в печи для отжига разделена на шесть равных секций для предварительного нагревания, температура первой секции составляет 300°С, температура второй секции составляет 400°С, температура третьей секции составляет 500°С, температура четвертой секции составляет 600°С, температура пятой секции составляет 700°С и температура шестой секции составляет 800°С.
Предпочтительно, температура области закалки и отпуска в печи для отжига составляет 930°С.
Предпочтительно, температура отпущенной колтюбинговой трубы находится в диапазоне от 400 до 800°С.
По сравнению с уровнем техники, настоящее изобретении обладает следующими полезными эффектами:
Процесс гомогензиации для колтюбинговой трубы, в соответствии с настоящим изобретением, является новым и уникальным. Колтюбинговую трубу из стали из низкоуглеродистого сплава с лазерным сварным швом предварительно нагревают по секциям, а также закаливают и отпускают в газовой смеси водорода и азота, так что может быть получена труба с равномерно распределенной аустенитной структурой; кроме того, трубу охлаждают распылением в газовой смеси водорода и азота для получения гомогенной серебристой колтюбинговой трубы (вкратце, серебристой трубы) с мартенситной структурой; и, наконец, напряжение серебристой трубы может быть быстро устранено после отпуска. Микроструктурная равномерность серебристой трубы после обработки существенно улучшается в области сварного шва, теплочувствительной области и стенке трубы, продлевая при этом срок службы серебристой трубы. В дополнение, процесс производства упрощен, и гомогенная колтюбинговая труба с разными пределами прочности и значениями прочности на разрыв может быть получена путем изменения температуры отпуска при удовлетворении рабочих требований, снижая при этом производственные затраты. В настоящем изобретении гомогенная колтюбинговая труба может быть получена путем выполнения тепловой обработки колтюбинговой трубы из стали из низкоуглеродистого сплава с лазерным сварным швом, которая имеет разные компоненты.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
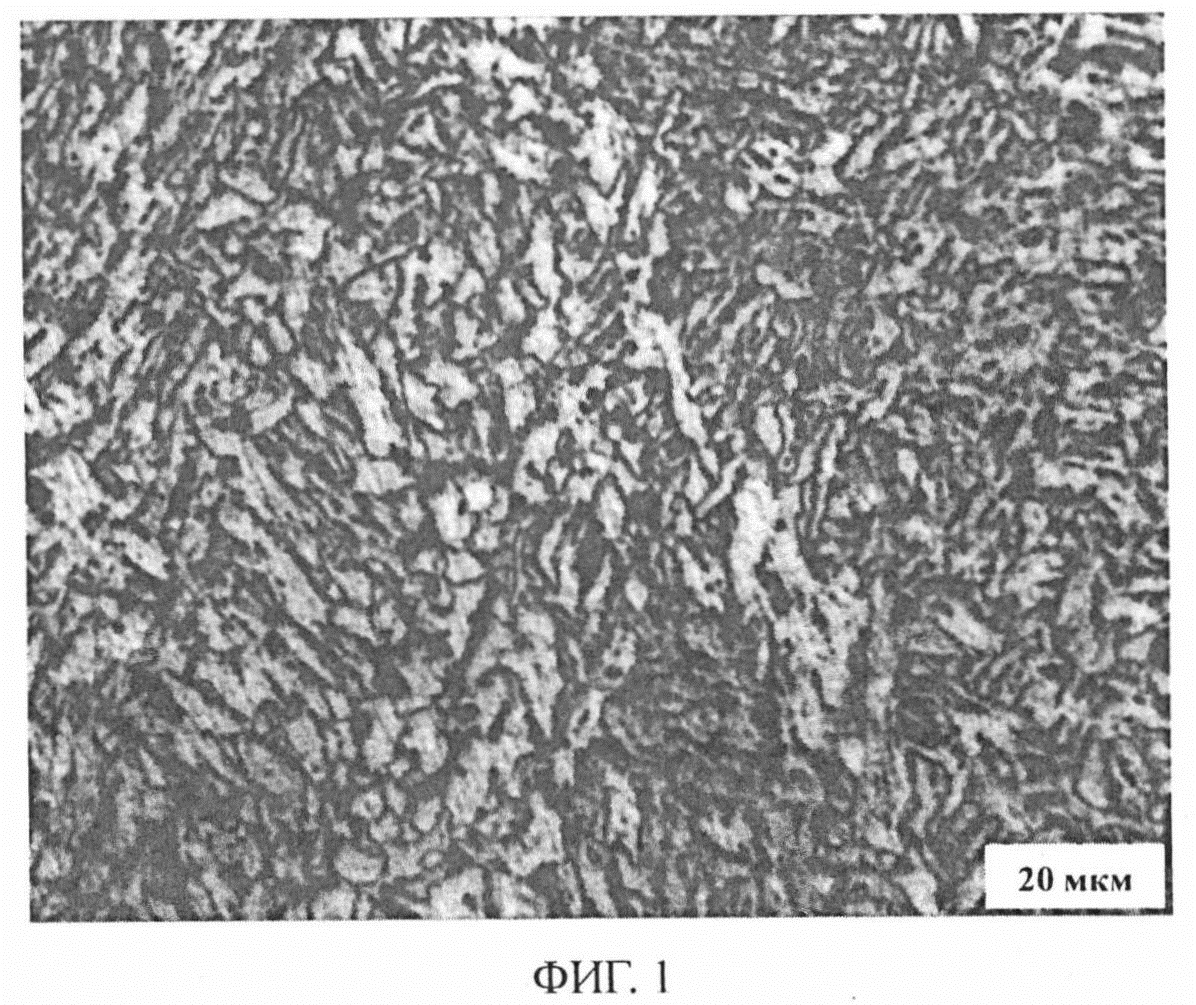
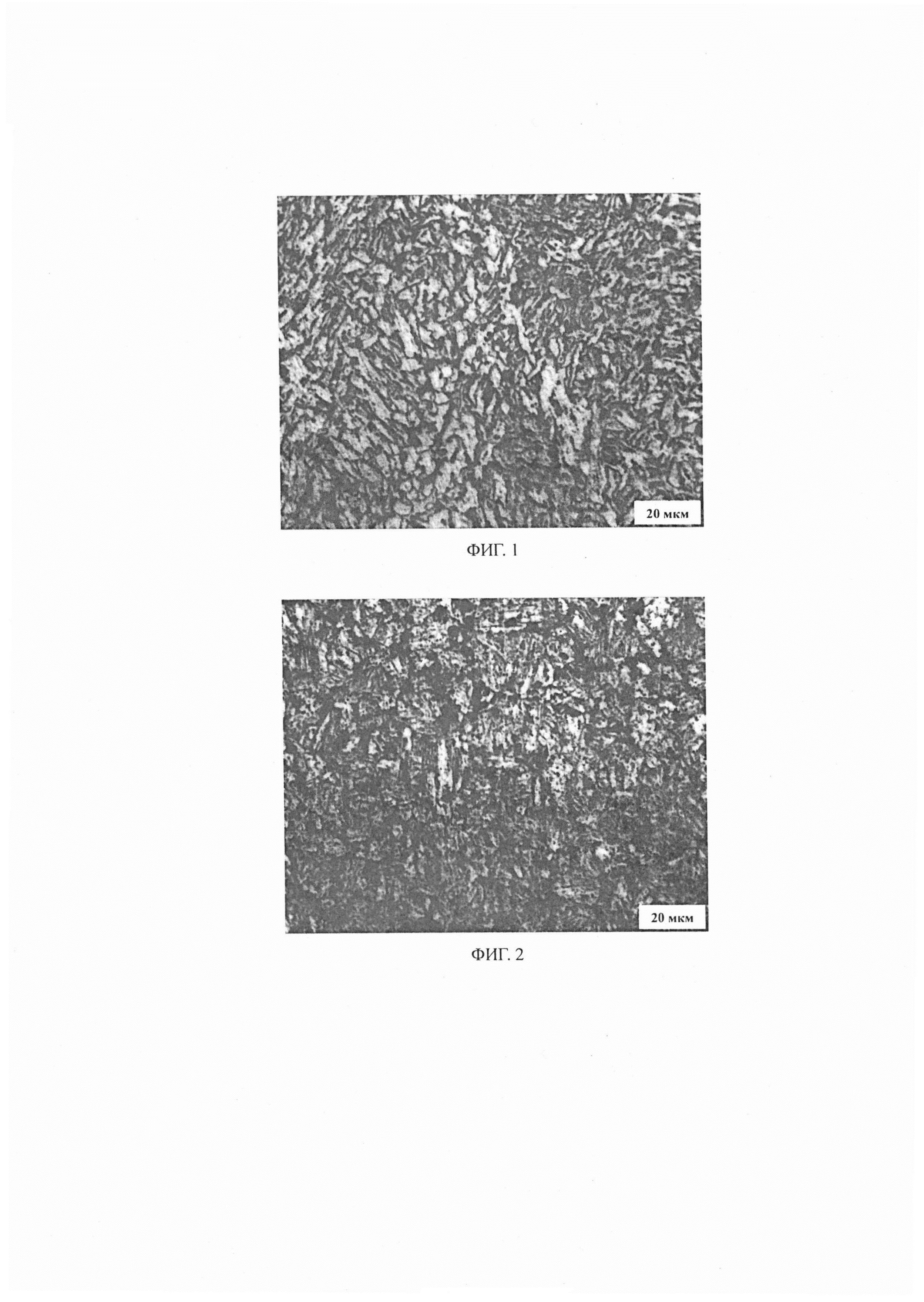
ФИГ. 1 представляет собой РЭМ-диаграмму области сварного шва на колтюбинговой трубе перед гомогенизацией, в соответствии с Примером 1;
ФИГ. 2 представляет собой РЭМ-диаграмму теплочувствительной области на колтюбинговой трубе перед гомогенизацией, в соответствии с Примером 1;
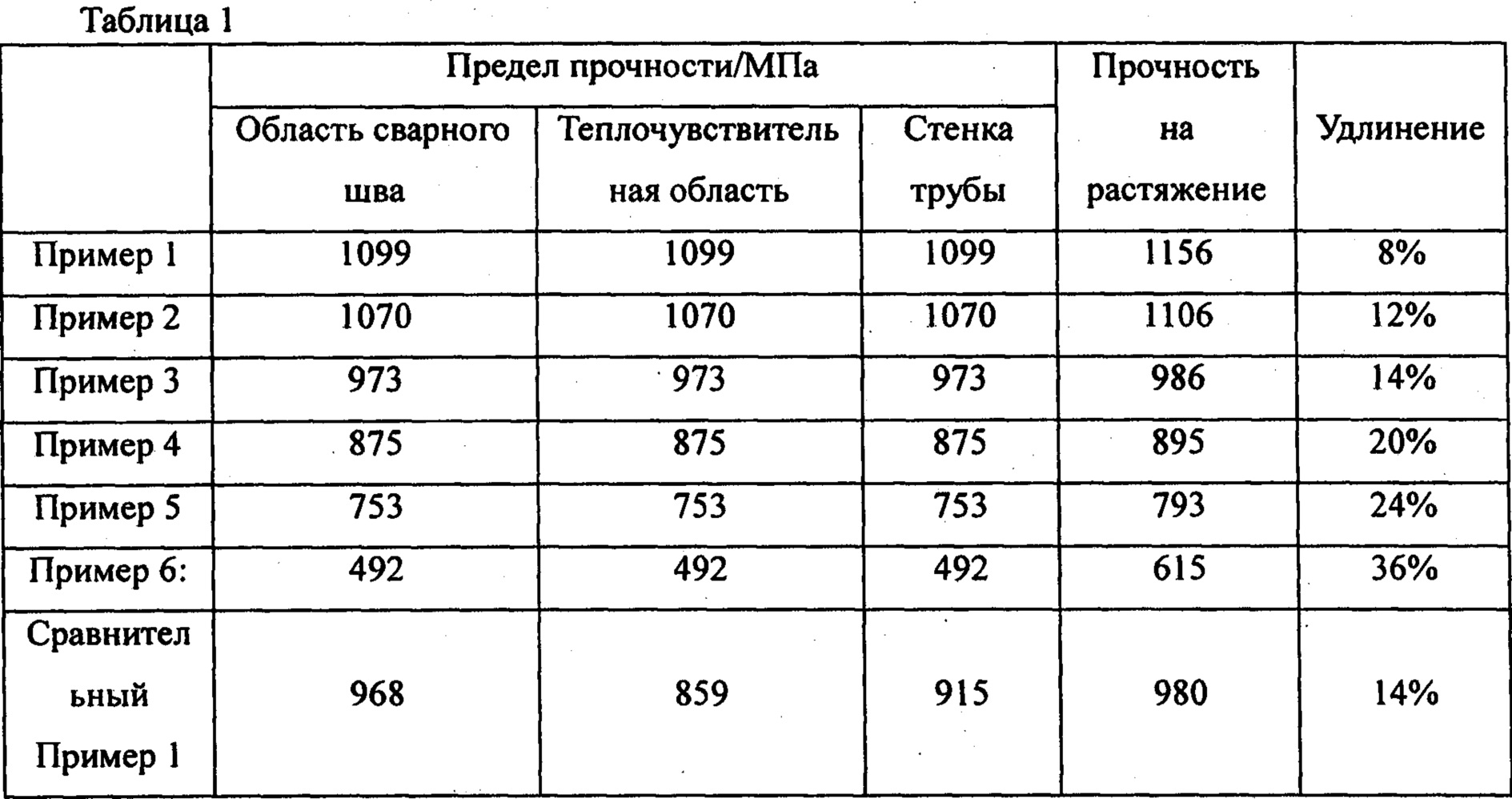
ФИГ. 3 представляет собой РЭМ-диаграмму базового материала стенки колтюбинговой трубы перед гомогенизацией, в соответствии с Примером 1;
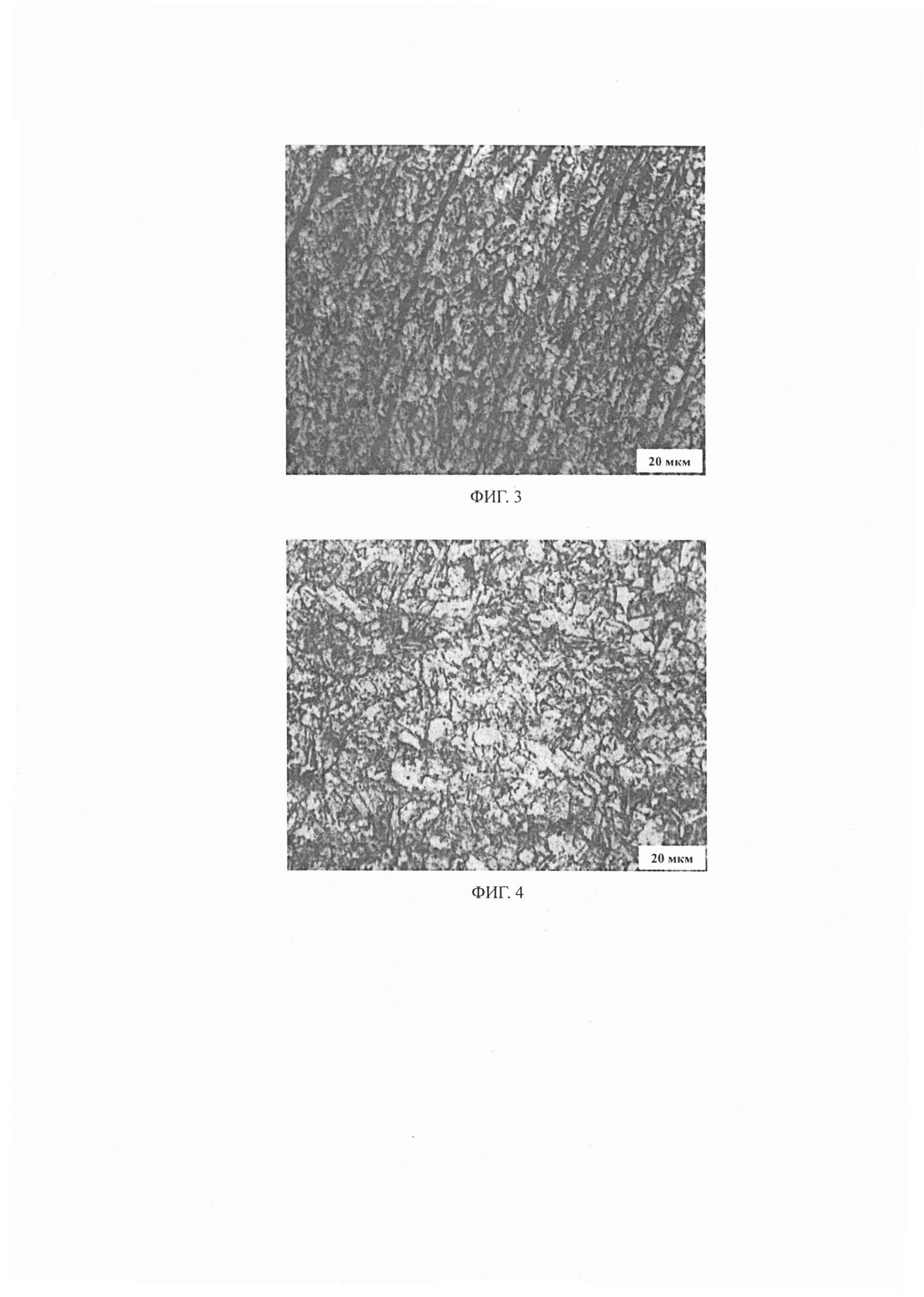
ФИГ. 4 представляет собой РЭМ-диаграмму области сварного шва на серебристой трубе после гомогенизации, в соответствии с Примером 1;
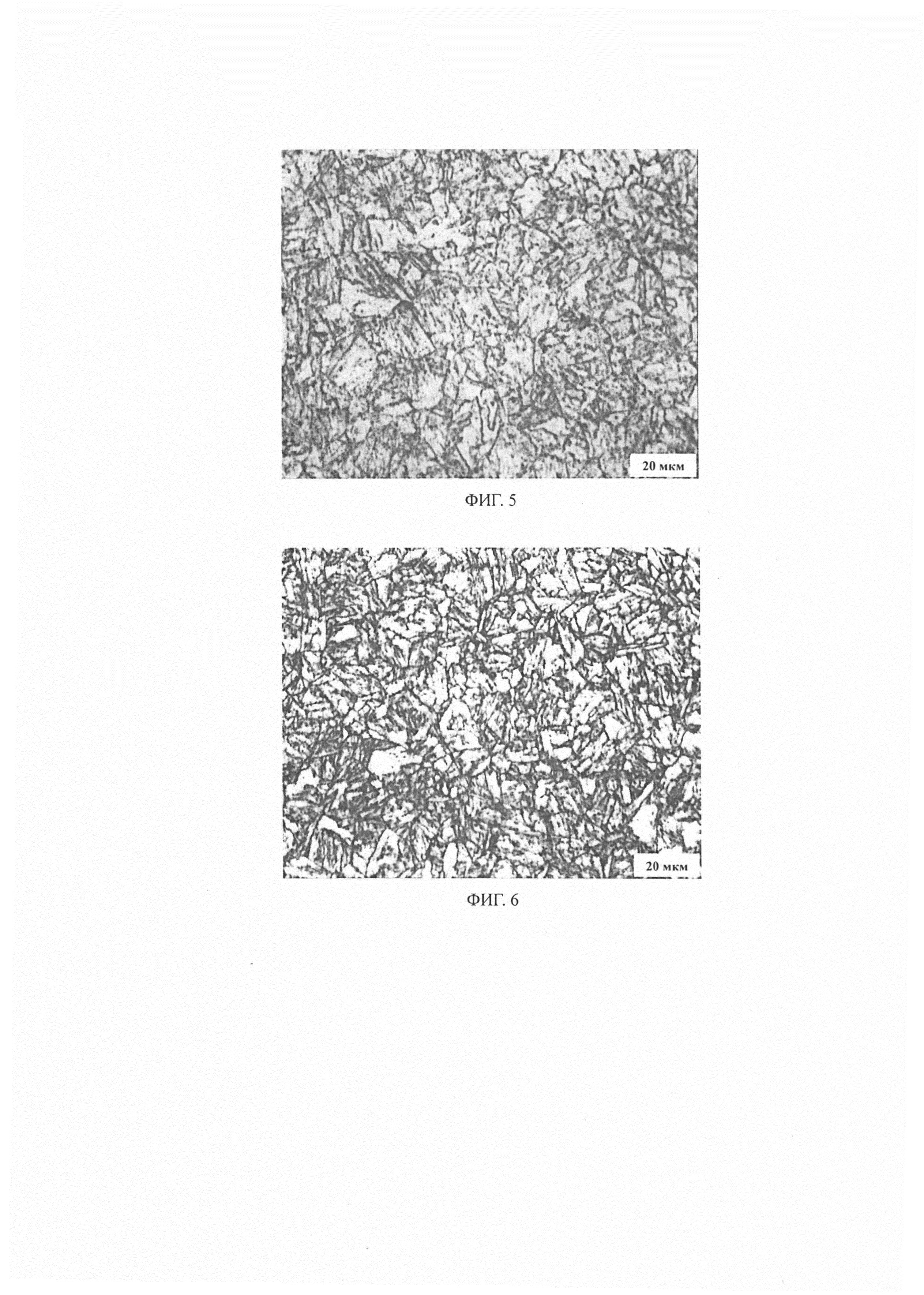
ФИГ. 5 представляет собой РЭМ-диаграмму теплочувствительной области на серебристой трубе после гомогенизации, в соответствии с Примером 1; и
ФИГ. 6 представляет собой РЭМ-диаграмму базового материала стенки серебристой трубы после гомогенизации, в соответствии с Примером 1.
ПОДРОБНОЕ ОПИСАНИЕ
Настоящее изобретение далее описано ниже со ссылкой на сопроводительные чертежи и примеры.
Пример 1
Процесс гомогенизации для колтюбинговой трубы включает следующие конкретные этапы:
1) Очистку поверхности выполняли на трубе из стали из низкоуглеродистого сплава, размер которой составлял Ф25,4 мм * 2,8 м (диаметр * толщина стенки) и в которой массовые процентные содержания химических компонентов составляли: С: 0,25%, Si: 0,15%, Mn: 1,50%, Р: 0,010%, S: 0,005%, Cr: 0,5%, Мо: 0,5%, В: 0,0005%, Nb: 0,050%, Ti: 0,020%, V: 0,050%, и железо: остаток, для удаления антикоррозионного покрытия и поверхностных примесей. В частности, секции трубы очищали и с них удаляли смазку путем использования додецилсульфоната натрия, погружали в водный раствор хлористоводородной кислоты, массовая концентрация которой составляла 10%, на 30 с, для достаточного удаления антикоррозионного покрытия и примесей на поверхности трубы и, наконец, очищали ультразвуком путем использования воды в течение 30 с.
2) Очищенные секции трубы подвергали стыковой сварке в одну деталь путем использования способа лазерной сварки. Диаметр факела лазерной сварки составлял 2 мм, мощность сварки составляла 7000 Вт, фокусное расстояние составляло 230 мм, скорость сварки составляла 3 метра/минуту и во время сварки в качестве защитного газа использовали аргон.
3) Поверхность области сварного шва трубы с лазерным сварным швом полировали для того, чтобы сделать ее гладкой. После того, как труба было отполирована для того, чтобы сделать ее гладкой, микроструктуры наблюдали в трех позициях, а именно в области сварного шва, теплочувствительной области и базовом материале стенки трубы. Как показано на ФИГ. 1-ФИГ. 3, пределы прочности полос в указанных выше трех позициях составляли, соответственно, 820 МПа, 680 МПа и 720 МПа.
4) После обработки колтюбинговую трубу, подлежащую нагреванию, а также закалке и отпуску, пропускали через печь для отжига с равномерной скоростью, составляющей 2 м/с. Длина печи для отжига составляла 54 метра. Область первых 18 метров представляла собой область для предварительного нагревания, а остальное представляло собой область для закалки и отпуска. Область для предварительного нагревания разделяли на шесть равных секций для предварительного нагревания. Температура первой секции составляла 300°С, температура второй секции составляла 400°С, температура третьей секции составляла 500°С, температура четвертой секции составляла 600°С, температура пятой секции составляла 700°С и температура шестой секции составляла 800°С. Температура области для закалки и отпуска в печи для отжига составляла 930°С. Когда колтюбинговую трубу нагрели, а также закалили и отпустили, путем использования указанной выше печи для отжига, атмосферу в печи для отжига поддерживали в виде газовой смеси водорода и азота, имеющей объемное соотношение 3:1.
5) После того, как колтюбинговую трубу нагрели, а также закалили и отпустили, в смешанной атмосфере водорода и азота, имеющей объемное соотношение 3:1, незамедлительно проводили охлаждение распылением до температуры 30°С для получения серебристой колтюбинговой трубы (вкратце, серебристой трубы), причем скорость охлаждения распылением составляла 60°С/с.
6) Серебристую трубу, охлажденную на этапе (5), пропускали через катушку с промежуточной частотой, имеющую длину 50 см, в атмосфере азота с равномерной скоростью 2 м/с для быстрого отпуска, для нагревания серебристой трубы до 400°С.
7) Проводили охлаждение водой.
На виде по ФИГ. 4-ФИГ. 6, структура серебристой трубы, полученной после обработки на этапах (4)-(7), была заметно улучшена. Структуры в соответствующих позициях области сварного шва, теплочувствительной области и стенки трубы были более равномерными и были дополнительно улучшены. Все их размеры были меньше чем 20 мкм. Ее структура области сварного шва была заметно улучшена, так что серебристая труба была в целом более гомогенной.
Пределы прочности в трех позициях, а именно области сварного шва, теплочувствительной области и стенке серебристой трубы, полученной путем выполнения обработки с этапов (4)-(7) трубы с лазерным сварным швом были устойчивыми и все составляли 1099 МПа. Более того, предел прочности области сварного шва был улучшен на 279 Мпа, а пределы прочности теплочувствительной области и стенки трубы были улучшены, соответственно, на 419 МПа и 379 МПа.
Пример 2
Процесс гомогенизации для колтюбинговой трубы включает следующие конкретные этапы:
1) Очистку поверхности выполняли на трубе из стали из низкоуглеродистого сплава, размер которой составлял Ф25,4 мм * 2,8 м (диаметр * толщина стенки) и в которой массовые процентные содержания химических компонентов составляли: С: 0,20%, Si: 0,12%, Mn: 1,00%, Р: 0,015%, S: 0,005%, Cr: 0,30%, Мо: 0,20%, В: 0,0005%, No: 0,020%, Ti: 0,01%, V: 0,020%, и железо: остаток, для удаления антикоррозионного покрытия и поверхностных примесей. В частности, секции трубы очищали и с них удаляли смазку путем использования додецилсульфоната натрия, погружали в водный раствор хлористоводородной кислоты, массовая концентрация которой составляла 15%, на 10 с, для достаточного удаления антикоррозионного покрытия и примесей на поверхности трубы и, наконец, очищали ультразвуком путем использования воды в течение 30 с.
2) Очищенные секции трубы подвергали стыковой сварке в одну деталь путем использования способа лазерной сварки. Диаметр факела лазерной сварки составлял 2 мм, мощность сварки составляла 7000 Вт, фокусное расстояние составляло 230 мм, скорость сварки составляла 3 метра/минуту и во время сварки в качестве защитного газа использовали аргон.
3) Поверхность области сварного шва трубы с лазерным сварным швом полировали для того, чтобы сделать ее гладкой. Было обнаружено, что пределы прочности полос в трех позициях, а именно области сварного шва, теплочувствительной области и стенке колтюбинговой трубы, составляли, соответственно, 827 МПа, 689 МПа и 723 МПа.
4) После обработки колтюбинговую трубу, подлежащую нагреванию, а также закалке и отпуску, пропускали через печь для отжига с равномерной скоростью, составляющей 2 м/с. Длина печи для отжига составляла 54 метра. Область первых 18 метров представляла собой область для предварительного нагревания, а остальное представляло собой область для закалки и отпуска. Область для предварительного нагревания разделяли на шесть равных секций для предварительного нагревания. Температура первой секции составляла 300°С, температура второй секции составляла 400°С, температура третьей секции составляла 500°С, температура четвертой секции составляла 600°С, температура пятой секции составляла 700°С и температура шестой секции составляла 800°С. Температура области для предварительного нагревания в печи для отжига составляла 930°С. Когда колтюбинговую трубу нагрели, а также закалили и отпустили, путем использования указанной выше печи для отжига, атмосферу в печи для отжига поддерживали в виде газовой смеси водорода и азота, имеющей объемное соотношение 3:1.
5) После того, как колтюбинговую трубу нагрели, а также закалили и отпустили, в смешанной атмосфере водорода и азота, имеющей объемное соотношение 3:1, незамедлительно проводили охлаждение распылением до температуры 15°С для получения серебристой колтюбинговой трубы (вкратце, серебристой трубы), причем скорость охлаждения распылением составляла 80°С/с.
6) Серебристую трубу, охлажденную на этапе (2), пропускали через катушку с промежуточной частотой, имеющую длину 50 см, в атмосфере азота с равномерной скоростью 2 м/с для быстрого отпуска, для нагревания серебристой трубы до 420°С.
7) Проводили охлаждение водой.
Структура серебристой трубы, полученной после обработки на этапах (4)-(7), была заметно улучшена. Структуры в соответствующих позициях области сварного шва, теплочувствительной области и стенки трубы были более равномерными и были улучшены. Все их размеры были меньше чем 20 мкм. Структура области сварного шва была заметно улучшена, так что серебристая труба была в целом более гомогенной.
Пределы прочности в трех позициях, а именно области сварного шва, теплочувствительной области и стенке серебристой трубы, полученной путем выполнения обработки с этапов (4)-(7) трубы с лазерным сварным швом были устойчивыми и все составляли 1070 МПа. Более того, предел прочности области сварного шва был улучшен на 243 Мпа, а пределы прочности теплочувствительной области и стенки трубы были улучшены, соответственно, на 381 МПа и 347 МПа.
Пример 3
Процесс гомогенизации для колтюбинговой трубы включает следующие конкретные этапы:
1) Очистку поверхности выполняли на трубе из стали из низкоуглеродистого сплава, размер которой составлял Ф25,4 мм * 2,8 м (диаметр * толщина стенки) и в которой массовые процентные содержания химических компонентов составляли: С: 0,28%, Si: 0,20%, Mn: 1,80%, Р: 0,010%, S: 0,005%, Cr: 0,80%, Мо: 0,60%, В: 0,0005%, Nb: 0,060%, Ti: 0,030%, V: 0,080%, и железо: остаток, для удаления антикоррозионного покрытия и поверхностных примесей. В частности, секции трубы очищали и с них удаляли смазку путем использования додецилсульфоната натрия, погружали в водный раствор хлористоводородной кислоты, массовая концентрация которой составляла 15%, на 10 с, для достаточного удаления антикоррозионного покрытия и примесей на поверхности трубы и, наконец, очищали ультразвуком путем использования воды в течение 30 с.
2) Очищенные секции трубы подвергали стыковой сварке в одну деталь путем использования способа лазерной сварки. Диаметр факела лазерной сварки составлял 2 мм, мощность сварки составляла 7000 Вт, фокусное расстояние составляло 230 мм, скорость сварки составляла 3 метра/минуту и во время сварки в качестве защитного газа использовали аргон.
3) Поверхность области сварного шва трубы с лазерным сварным швом полировали для того, чтобы сделать ее гладкой. Было обнаружено, что пределы прочности полос в трех позициях, а именно области сварного шва, теплочувствительной области и стенке колтюбинговой трубы, составляли, соответственно, 820 МПа, 700 МПа и 730 МПа.
4) После обработки колтюбинговую трубу, подлежащую нагреванию, а также закалке и отпуску, пропускали через печь для отжига с равномерной скоростью, составляющей 2 м/с.Длина печи для отжига составляла 54 метра. Область первых 18 метров представляла собой область для предварительного нагревания, а остальное представляло собой область для закалки и отпуска. Область для предварительного нагревания разделяли на шесть равных секций для предварительного нагревания. Температура первой секции составляла 300°С, температура второй секции составляла 400°С, температура третьей секции составляла 500°С, температура четвертой секции составляла 600°С, температура пятой секции составляла 700°С и температура шестой секции составляла 800°С. Температура области для предварительного нагревания в печи для отжига составляла 930°С. Когда колтюбинговую трубу нагрели, а также закалили и отпустили, путем использования указанной выше печи для отжига, атмосферу в печи для отжига поддерживали в виде газовой смеси водорода и азота, имеющей объемное соотношение 3:1.
5) После того, как колтюбинговую трубу нагрели, а также закалили и отпустили, в смешанной атмосфере водорода и азота, имеющей объемное соотношение 3:1, незамедлительно проводили охлаждение распылением до температуры 40°С для получения серебристой колтюбинговой трубы, причем скорость охлаждения распылением составляла 50°С/с.
6) Серебристую трубу, охлажденную на этапе (2), пропускали через катушку с промежуточной частотой, имеющую длину 50 см, в атмосфере азота с равномерной скоростью 2 м/с для быстрого отпуска, для нагревания серебристой трубы до 520°С.
7) Проводили охлаждение водой.
Структура серебристой трубы, полученной после обработки на этапах (4)-(7), была заметно улучшена. Структуры в соответствующих позициях области сварного шва, теплочувствительной области и стенки трубы были более равномерными и были улучшены. Все их размеры были меньше чем 20 мкм. Структура области сварного шва была заметно улучшена, так что серебристая труба была в целом более гомогенной.
Пределы прочности в трех позициях, а именно области сварного шва, теплочувствительной области и стенке серебристой трубы, полученной путем выполнения этапов (4)-(7), на трубе с лазерным сварным швом были в целом устойчивыми и все составляли 973 МПа.
Пример 4
Процесс гомогенизации для колтюбинговой трубы включает следующие конкретные этапы:
1) Очистку поверхности выполняли на трубе из стали из низкоуглеродистого сплава, размер которой составлял Ф25,4 мм * 2,8 м (диаметр * толщина стенки) и в которой массовые процентные содержания химических компонентов составляли: С: 0,28%, Si: 0,15%, Mn: 1,42%, Р: 0,014%, S: 0,003%, Cr: 0,060%, Мо: 0,30%, В: 0,0003%, Nb: 0,050%, Ti: 0,027%, V: 0,060%, и железо: остаток, для удаления антикоррозионного покрытия и поверхностных примесей. В частности, секции трубы очищали и с них удаляли смазку путем использования додецилсульфоната натрия, погружали в водный раствор хлористоводородной кислоты, массовая концентрация которой составляла 12%, на 20 с, для достаточного удаления антикоррозионного покрытия и примесей на поверхности трубы и, наконец, очищали ультразвуком путем использования воды в течение 30 с.
2) Очищенные секции трубы подвергали стыковой сварке в одну деталь путем использования способа лазерной сварки. Диаметр факела лазерной сварки составлял 2 мм, мощность сварки составляла 7000 Вт, фокусное расстояние составляло 230 мм, скорость сварки составляла 3 метра/минуту и во время сварки в качестве защитного газа использовали аргон.
3) Поверхность области сварного шва трубы с лазерным сварным швом полировали для того, чтобы сделать ее гладкой. Было обнаружено, что пределы прочности полос в трех позициях, а именно области сварного шва, теплочувствительной области и стенке колтюбинговой трубы, составляли, соответственно, 815 МПа, 685 МПа и 725 МПа.
4) После обработки колтюбинговую трубу, подлежащую нагреванию, а также закалке и отпуску, пропускали через печь для отжига с равномерной скоростью, составляющей 2 м/с. Длина печи для отжига составляла 54 метра. Область первых 18 метров представляла собой область для предварительного нагревания, а остальное представляло собой область для закалки и отпуска. Область для предварительного нагревания разделяли на шесть равных секций для предварительного нагревания. Температура первой секции составляла 300°С, температура второй секции составляла 400°С, температура третьей секции составляла 500°С, температура четвертой секции составляла 600°С, температура пятой секции составляла 700°С и температура шестой секции составляла 800°С. Температура области для закалки и отпуска в печи для отжига составляла 930°С. Когда колтюбинговую трубу нагрели, а также закалили и отпустили, путем использования указанной выше печи для отжига, атмосферу в печи для отжига поддерживали в виде газовой смеси водорода и азота, имеющей объемное соотношение 3:1.
5) После того, как колтюбинговую трубу нагрели, а также закалили и отпустили, в смешанной атмосфере водорода и азота, имеющей объемное соотношение 3:1, незамедлительно проводили охлаждение распылением до температуры 25°С для получения серебристой колтюбинговой трубы, причем скорость охлаждения распылением составляла 50°С/с.
6) Серебристую трубу, охлажденную на этапе (2), пропускали через катушку с промежуточной частотой, имеющую длину 50 см, в атмосфере азота с равномерной скоростью 2 м/с для быстрого отпуска, для нагревания серебристой трубы до 600°С.
7) Проводили охлаждение водой.
Структура серебристой трубы, полученной после обработки на этапах (4)-(7), была заметно улучшена. Структуры в соответствующих позициях области сварного шва, теплочувствительной области и стенки трубы были более равномерными и были улучшены. Все их размеры были меньше чем 20 мкм. Структура области сварного шва была заметно улучшена, так что колтюбинговая труба в целом была более гомогенной.
Пределы прочности в трех позициях, а именно области сварного шва, теплочувствительной области и стенке серебристой трубы, полученной путем выполнения этапов (4)-(7), на трубе с лазерным сварным швом были в целом устойчивыми и все составляли 875 МПа.
Примеры 5 и 6
В соответствии с этапами процесса в Примере 1, температуры отпуска на этапе (6) составляли 720°С и 800°С, а остальные этапы были неизменными. Пределы прочности в трех позициях, а именно области сварного шва, теплочувствительной области и стенке серебристой трубы, полученной после обработки, были устойчивыми и составляли, соответственно, 753 МПа и 492 МПа.
Сравнительный Пример 1
Обработку проводили на колтюбинговой трубе с лазерным сварным швом, произведенной на этапах (1)-(3) Примера 1, путем использования процесса тепловой обработки, описанного в патенте CN105458633B. Конкретными этапами были следующие:
1) Очистку поверхности выполняли на трубе из стали из низкоуглеродистого сплава, размер которой составлял Ф25,4 мм * 2,8 м (диаметр * толщина стенки) и в которой массовые процентные содержания химических компонентов составляли: С: 0,28%, Si: 0,20%, Mn: 1,80%, Р: 0,010%, S: 0,005%, Cr: 0,80%, Мо: 0,60%, В: 0,0005%, Nb: 0,060%, Ti: 0,030%, V: 0,080%, и железо: остаток, для удаления антикоррозионного покрытия и поверхностных примесей. В частности, секции трубы очищали и с них удаляли смазку путем использования додецилсульфоната натрия, погружали в водный раствор хлористоводородной кислоты, массовая концентрация которой составляла 15%, на 10 с, для достаточного удаления антикоррозионного покрытия и примесей на поверхности трубы и, наконец, очищали ультразвуком путем использования воды в течение 30 с.
2) Очищенные секции трубы подвергали стыковой сварке в одну деталь путем использования способа лазерной сварки. Диаметр факела лазерной сварки составлял 2 мм, мощность сварки составляла 7000 Вт, фокусное расстояние составляло 230 мм, скорость сварки составляла 3 метра/минуту и во время сварки в качестве защитного газа использовали аргон.
3) Поверхность области сварного шва трубы с лазерным сварным швом полировали для того, чтобы сделать ее гладкой. Было обнаружено, что пределы прочности полос в трех позициях, а именно области сварного шва, теплочувствительной области и стенке колтюбинговой трубы, составляли, соответственно, 820 МПа, 700 МПа и 730 МПа.
4) Сварной шов нормализовали и колтюбинговой трубе придавали размеры.
5) Тепловую обработку проводили на всей колтюбинговой трубе, а конкретный процесс тепловой обработки был следующим: температуру колтюбинговой трубы повышали до 920°С; затем проводили охлаждение воздухом, а после охлаждения воздухом температуру контролировали на 450°С; а затем проводили охлаждение водой со скоростью охлаждения 150°С/с до комнатной температуры.
Было обнаружено, что колтюбинговая труба, полученная путем выполнения обработки с помощью процесса, была темно-серой (вкратце, серой трубой), а ее поверхность очевидно была окислена. В дополнение, пределы прочности области сварного шва, теплочувствительной области и базового материала стенки колтюбинговой трубы после обработки были неустойчивыми, при этом предел прочности области сварного шва составлял 968 МПа, а пределы прочности теплочувствительной области и базового материала стенки трубы составляли, соответственно, 859 МПа и 915 МПа. Ввиду этого, имела место заметная неоднородность в области сварного шва, теплочувствительной области и стенке колтюбинговой трубы, и существенно влияла на срок службы колтюбинговой трубы.
Пределы прочности, значения прочности на растяжение и удлинения серебристой трубы, изготовленной в соответствии с Примерами 1-6, и серой трубы, изготовленной в соответствии со Сравнительным Примером 1, были показаны в Таблице 1.
Из Таблицы 1 также можно увидеть, что за счет процесса гомогенизации, в соответствии с настоящим изобретением, может быть получена гомогенная колтюбинговая труба, обладающая разными значениями прочности на растяжение и пределами прочности, путем использования тех же материалов и меняя лишь температуру отпуска, а окисление наружной поверхности трубы едва ли имело место. Однако было бы трудно получить гомогенную колтюбинговую трубу путем использования процесса обработки в соответствии со Сравнительным Примером 1, причем при проведении тепловой обработки на наружной поверхности колтюбинговой трубы имело место заметное окисление, а ее рабочие характеристики были существенно снижены.
Несколько примеров используются для иллюстрации принципов и способов реализации настоящего изобретения. Описание вариантов реализации используется для помощи в иллюстрации способа и его основных принципов в настоящем изобретении. В дополнение, специалист в данной области техники сможет выполнить различные модификации в части конкретных вариантов реализации и объема заявки в соответствии с замыслом настоящего изобретения. В заключение, содержание настоящего документа не следует рассматривать в качестве ограничения изобретения.
Система повторной проверки заказов
Низковольтное электрическое устройство, имеющее средство взаимной механической блокировки
Пневматический инструмент для зачистки

