Результат интеллектуальной деятельности: РЕЗАЛЬНОЕ УСТРОЙСТВО И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к резальному устройству по п. 1 формулы изобретения и к способу его эксплуатации по п. 9 формулы изобретения.
УРОВЕНЬ ТЕХНИКИ
[0002] Резальные устройства для изготовления деталей различной геометрической формы, например кубов, кубоидов или призм, известны в данной области техники. Как правило, из одной заготовки изготавливают множество деталей. Заготовка, как правило, является кубовидной или бесформенной. Для изготовления деталей заготовку сначала разделяют или разрезают на диски. Эти диски, в свою очередь, разделяют или разрезают на бруски. И наконец, бруски разделяют или распиливают обрезают на меньшие элементарные части, т.е. на этом этапе получают детали соответствующей длины для дальнейшей обработки, например полировки.
[0003] Диски и бруски, как правило, изготавливают с использованием многодисковых пил, которые содержат множество пильных дисков на их шпиндельном валу. Отдельные бруски также разделяют с помощью многодисковой пилы.
[0004] Дополнительные операции, в ходе которых сортируют и выравнивают диски и бруски, осуществляют между операциями обработки. Так, например, указанные бруски, как правило, вручную прикладывают к удерживающему устройству, которое также может быть выполнено в виде клеящей ленты. В этом случае бруски располагают перпендикулярно продольному направлению удерживающего устройства в его продольном продолжении.
[0005] В US 2002/184982 А1 описано резальное устройство, содержащее два инструмента в виде пилы, каждый из которых содержит шпиндельный вал, причем инструменты расположены последовательно по отношению друг к другу. Это резальное устройство используют для резки опорных пластин и полупроводников на кубы. Указанное устройство позволяет повысить производительность без увеличения скорости вращения пил, в частности, когда два средства транспортирования работают взаимно параллельно.
[0006] В JP Н09 207124 А описано устройство, содержащее два инструмента в виде пилы, причем каждый инструмент содержит множество пильных дисков. Эти инструменты также расположены параллельно. Для изготовления прямоугольных деталей заготовку сначала обрабатывают с использованием первого инструмента и поворачивают на 90° перед обработкой с помощью второго инструмента, что позволяет получать множество прямоугольных брусков.
[0007] Таким образом, задача настоящего изобретения состоит в создании улучшенного резального устройства для эффективного изготовления деталей, таких как кубы, кубоиды или призмы, и в определении способа эксплуатации резального устройства.
[0008] Эту задачу согласно настоящему изобретению решают с помощью резального устройства, которое включает признаки по п. 1 формулы изобретения. Еще одну задачу согласно настоящему изобретению решают с помощью способа, который включает признаки по п. 9 формулы изобретения. Другие пункты формулы изобретения относятся к предпочтительным вариантам осуществления, включающим целесообразные и нетривиальные разработки.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0009] Резальное устройство согласно настоящему изобретению, которое проходит в направлении первой оси устройства, которая проходит горизонтально вдоль ширины указанного устройства, второй оси устройства, которая проходит вертикально относительно первой оси устройства, и третьей оси устройства, которая проходит перпендикулярно первой оси устройства и второй оси устройства вдоль глубины указанного устройства, причем резальное устройство содержит опору. На опоре размещен инструмент в виде пилы, содержащей шпиндельный вал, причем рабочее направление инструмента соответствует направлению первой оси устройства. Кроме того, на опоре размещен дополнительный инструмент в виде отрезной пилы, содержащей третий шпиндельный вал, направление работы указанного инструмента также соответствует направлению первой оси устройства. Оба инструмента служат для обработки заготовки. Инструменты расположены последовательно в направлении первой оси устройства. Резальное устройство содержит опорный элемент, который опора принимает таким образом, чтобы была обеспечена возможность его перемещения вдоль первой оси устройства и второй оси устройства, причем опорный элемент применяют для удержания детали и опорный элемент выполнен с возможностью поворота вокруг второй оси устройства, а шпиндельный вал перпендикулярен третьему шпиндельному валу.
[0010] В этом случае под рабочим направлением следует понимать относительное перемещение между заготовкой и инструментом, требуемое при обработке заготовки и/или промежуточного изделия.
[0011] Резальное устройство согласно настоящему изобретению позволяет уменьшить большое количество этапов способа изготовления деталей в форме кубов, кубоидов или призм. Основные этапы обработки для изготовления деталей из заготовки можно разделить на выполнение на заготовке надреза в виде сетки и резание перпендикулярно надрезу, а также отрезание. Надрез в виде сетки позволяет получить множество брусков, соединенных между собой сердцевиной детали, поскольку надрез в виде сетки проходит в деталь не на всю ее глубину. При обрезке бруски перерезают в поперечном направлении относительно направлению их прохождения, чтобы получить детали.
[0012] Резальное устройство согласно настоящему изобретению является предпочтительным в том, что заготовка, которая расположена на опорном элементе, может быть транспортирована от инструмента к инструменту с помощью подвижного опорного элемента. Другими словами, заготовку закрепляют на опорном элементе в начале обработки и подают на опорном элементе, по возможности полностью автоматически, к инструментам для обработки. Подача детали и/или промежуточного изделия к инструментам значительно проще с точки зрения управления, чем подача инструментов к детали и/или промежуточному изделию.
[0013] Поскольку опорный элемент можно поворачивать вокруг второй оси устройства, возможно, повернув опорный элемент после выполнения первого надреза, сделать надрез в виде сетки с помощью того же инструмента, который, как правило, выполнен в виде многодисковой пилы. В зависимости от требуемого поперечного сечения детали опорный элемент можно поворачивать на любой угол.
[0014] Кроме того, предпочтительно точно расположить заготовку относительно рабочих направлений инструментов, поскольку указанная заготовка посредством опорного элемента размещена на опоре, которая поддерживает инструменты. Опорный элемент расположен вдоль первой и второй осей устройства, которые зафиксированы относительно рабочих направлений. Таким образом, это позволяет избежать возникновения ошибок позиционирования, которые, например, возникают из-за ручного извлечения и вставки заготовки после осуществления этапов обработки в инструмент, применяемый на следующем этапе обработки. Это означает, что дополнительные этапы способа, требуемые между этапами обработки, например, ручная сортировка и прикрепление брусков и/или дисков, исключены.
[0015] Кроме того, на опорный элемент также может быть установлено множество деталей, что позволяет более эффективно использовать инструменты.
[0016] В одном варианте осуществления резального устройства согласно настоящему изобретению для перемещения опорного элемента в направлении первой оси устройства первый линейный вал выполнен на опоре таким образом, что он проходит в направлении первой оси устройства, а для перемещения опорного элемента в направлении второй оси устройства второй линейный вал выполнен на опоре таким образом, что он проходит в направлении второй оси устройства. Преимущество линейных валов, выполненных на опоре состоит в том, что перемещение опорного элемента в направлении линейных валов является точным, т.е. без отклонения от направления. Таким образом, например, при движении вдоль второго линейного вала на детали выполняют точные резы.
[0017] В другом варианте осуществления на опоре размещен дополнительный инструмент в виде пилы, содержащей дополнительный шпиндельный вал. Таким образом, с помощью этого дополнительного инструмента может быть выполнен дополнительный этап обработки. Заготовку, содержащую бруски, сначала позиционируют, соответственно, с помощью первого линейного вала для обработки с использованием дополнительного инструмента. Затем указанную заготовку перемещают по опоре вдоль первого линейного вала для дополнительной обработки с использованием дополнительного инструмента.
[0018] В другом варианте осуществления резального устройства согласно настоящему изобретению дополнительный инструмент имеет рабочее направление, которое совпадает с направлением первой оси устройства. Поскольку дополнительный инструмент выполнен в виде многодисковой пилы, этот дополнительный инструмент может быть размещен на опоре последовательно таким образом, чтобы находиться непосредственно перед инструментом или за ним. Преимущество состоит в том, что с помощью инструмента выполняют первый надрез и/или первую группу надрезов, а затем опорный элемент вместе с заготовкой, содержащей первую группу резов, поворачивают вокруг второй оси устройства и позиционируют на дополнительном инструменте для обработки. С помощью дополнительного инструмента на заготовке выполняют второй надрез и/или вторую группу резов поперечно первой группе резов.
[0019] Существенным преимуществом дополнительного инструмента является то, что первое расстояние между отдельными пильными дисками многодисковой пилы инструмента отличается от второго расстояния между отдельными пильными дисками многодисковой пилы дополнительного инструмента и, следовательно, простым способом, без необходимости замены детали на опоре, могут быть изготовлены детали, имеющие форму, отличную от куба.
[0020] В другом варианте осуществления опорный элемент выполнен таким образом, что он содержит опорную пластину для неподвижного размещения заготовки. Преимущество состоит в улучшении обработки, поскольку опорная пластина может быть загружена независимо от опорных элементов, за пределами резального устройства.
[0021] В другом варианте осуществления применяют емкость, выполненную с возможностью размещения опорной пластины, проницаемое сито, и прикрепленное к опоре после емкости, причем пропускные отверстия сита меньше деталей, изготовленных из заготовки. Таким образом, получаемые детали могут предпочтительно удалять из инструмента, в частности, отрезной пилы, вымывая их из инструмента с помощью охлаждающей жидкости и смазки, причем указанные детали собирают в емкости. При этом охлаждающая жидкость и смазка может вытекать через сито, что позволяет предотвратить переливание емкости.
[0022] Предпочтительно применять вторую емкость, расположенную последовательно с первой емкостью в направлении выходного потока, при этом, когда первая емкость полностью заполнена, она может быть извлечена из резального устройства и детали могут падать во вторую емкость.
[0023] Эта емкость предпочтительно может быть соединена с опорой. Если, например, емкость подвешена на опоре, собранные в емкости детали могут быть извлечены из резального устройства просто путем извлечения емкости.
[0024] В другом варианте осуществления отрезная пила содержит по меньшей мере два пильных диска. Преимущество состоит в том, что количество этапов способа изготовления деталей, таких как призмы или кубы, уменьшается вдвое за счет применения двух взаимно параллельных зубчатых пильных дисков.
[0025] Второй аспект настоящего изобретения относится к способу эксплуатации резального устройства по любому из пп. 1-9, проходящего в направлении первой оси устройства, которая проходит горизонтально вдоль ширины указанного устройства, второй оси устройства, которая проходит вертикально относительно первой оси устройства, и третьей оси устройства, которая проходит перпендикулярно первой оси устройства и второй оси устройства, вдоль глубины указанного устройства, и содержащего опору. На опоре размещен инструмент в виде пилы, содержащей шпиндельный вал, рабочее направление инструмента соответствует направлению первой оси устройства. Кроме того, на опоре размещен дополнительный инструмент в виде отрезной пилы, содержащий третий шпиндельный вал, направление работы указанного инструмента также соответствует направлению первой оси устройства. Оба инструмента используют для обработки заготовки. Инструменты расположены последовательно в направлении первой оси устройства. Резальное устройство содержит опорный элемент, который опора принимает таким образом, чтобы была обеспечена возможность его перемещения вдоль первой оси устройства и второй оси устройства, причем деталь прикрепляют к опорному элементу, который выполнен с возможностью поворота вокруг второй оси устройства, а шпиндельный вал перпендикулярен третьему шпиндельному валу.
Согласно способу обработки заготовки:
(a) на первом этапе позиционирования заготовку располагают для обработки с использованием инструмента (3),
(b) на первом этапе обработки на заготовке выполняют первую группу резов,
(c) на втором этапе позиционирования, после первого этапа обработки, заготовку поворачивают в резальном устройстве на заданный угол вокруг второй оси устройства,
(d) на втором этапе обработки на заготовке выполняют вторую группу резов поперечно первой группе резов,
(e) на третьем этапе позиционирования, после второго этапа обработки, заготовку перемещают вдоль первого линейного вала для обработки, и
(f) на третьем этапе обработки производят отрезание заготовки.
[0026] Таким образом, способ согласно настоящему изобретению включает три этапа обработки, при выполнении которых получают множество деталей из одной заготовки. Количество этапов обработки уменьшено по сравнению со способом из известного уровня техники. Между этапами обработки применяют два этапа позиционирования, причем этапы обработки характеризуются тем, что инструменты обрабатывают заготовку. Поскольку благодаря применению опорного элемента позиционирование на опоре происходит вдоль первой оси аппарата и второй оси аппарата, точное позиционирование относительно инструментов возможно путем выполнения всего двух этапов позиционирования.
[0027] В одном варианте осуществления способа первую группу резов и вторую группу резов заполняют материалом-заменителем после первого и/или второго этапа обработки и перед третьим этапом обработки. Наполнение и, таким образом, заполнение групп резов материалом-заменителем позволяет уменьшить дробление детали, которое может происходить во время обрезки. Таким образом, это позволяет избежать образования отходов и/или уменьшить их количество и, таким образом, снизить издержки производства.
[0028] Согласно другому варианту осуществления этого способа первый этап позиционирования дополнительно включает перемещение опорного элемента вдоль первого линейного вала при условии, что резальное устройство содержит дополнительный инструмент в виде пилы, содержащей дополнительный шпиндельный вал, рабочее направление инструмент соответствует направлению первой оси устройства.
[0029] Позиционирование заготовки для второй и/или третьей операции предпочтительно выполняют вдоль первого линейного вала. Преимущество заключается в том, что замена инструмента не требуется, и, таким образом, существенно сокращается время изготовления.
[0030] Заготовка предпочтительно состоит из кубического диоксида циркония. Преимущество кубического диоксида циркония состоит в его свойствах, которые приблизительно соответствуют свойствам алмаза. В частности, благодаря его показателю преломления указанный кубический диоксид циркония предпочтительно используют для производства драгоценных камней, которые с помощью настоящего способа могут быть изготовлены быстро и в больших количествах.
[0031] Дополнительные преимущества, признаки и подробности представлены в нижеследующем описании предпочтительных вариантов осуществления и со ссылкой на чертежи. Однако признаки и комбинации признаков, упомянутые выше в описании и упомянутые ниже в описании фигур, и/или признаки и комбинации признаков, показанные только на фигурах, могут быть реализованы не только в комбинации, указанной в каждом случае, но также и в любых других комбинациях или по отдельности без отступления от объема настоящего изобретения. Одни и те же или функционально подобные элементы обозначены одинаковыми ссылочными позициями. Из соображений ясности элементы могут быть не обозначены одинаковыми ссылочными позициями на всех фигурах, но ассоциация по-прежнему имеет место. На фигурах:
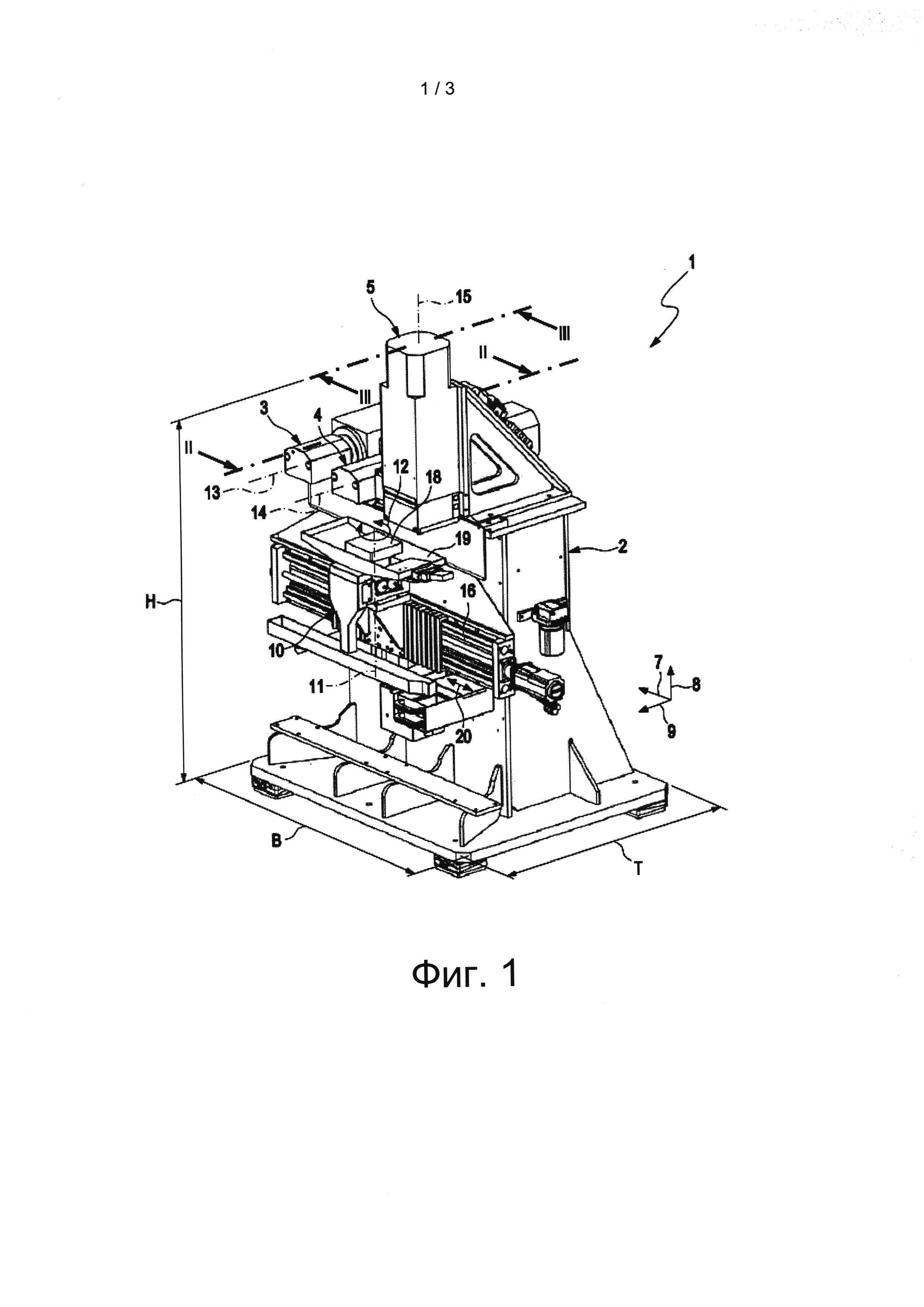
[0032] На фиг. 1 представлен вид в перспективе резального устройства согласно настоящему изобретению,
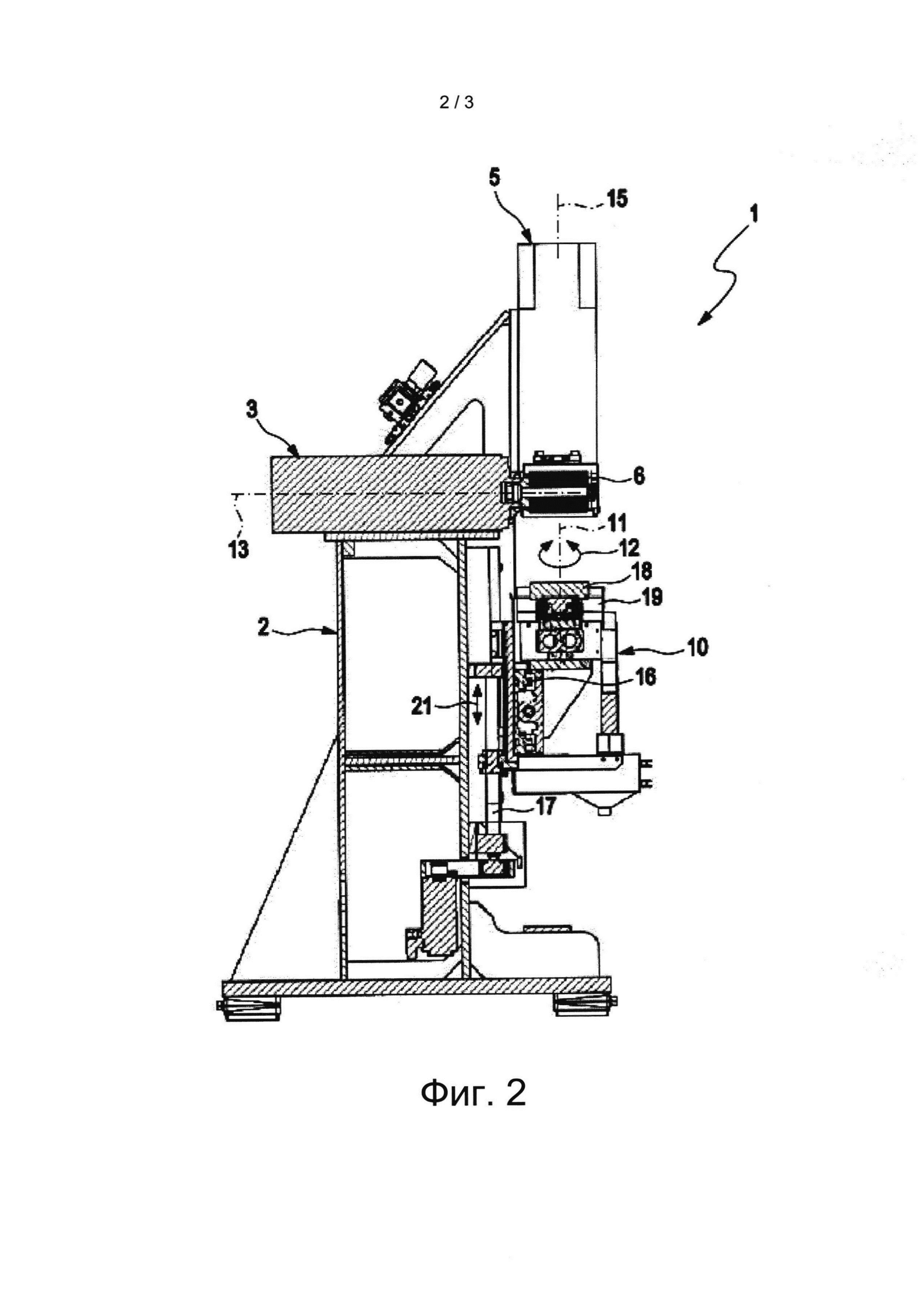
[0033] На фиг. 2 показан первый продольный разрез резального устройства по фиг. 1, и
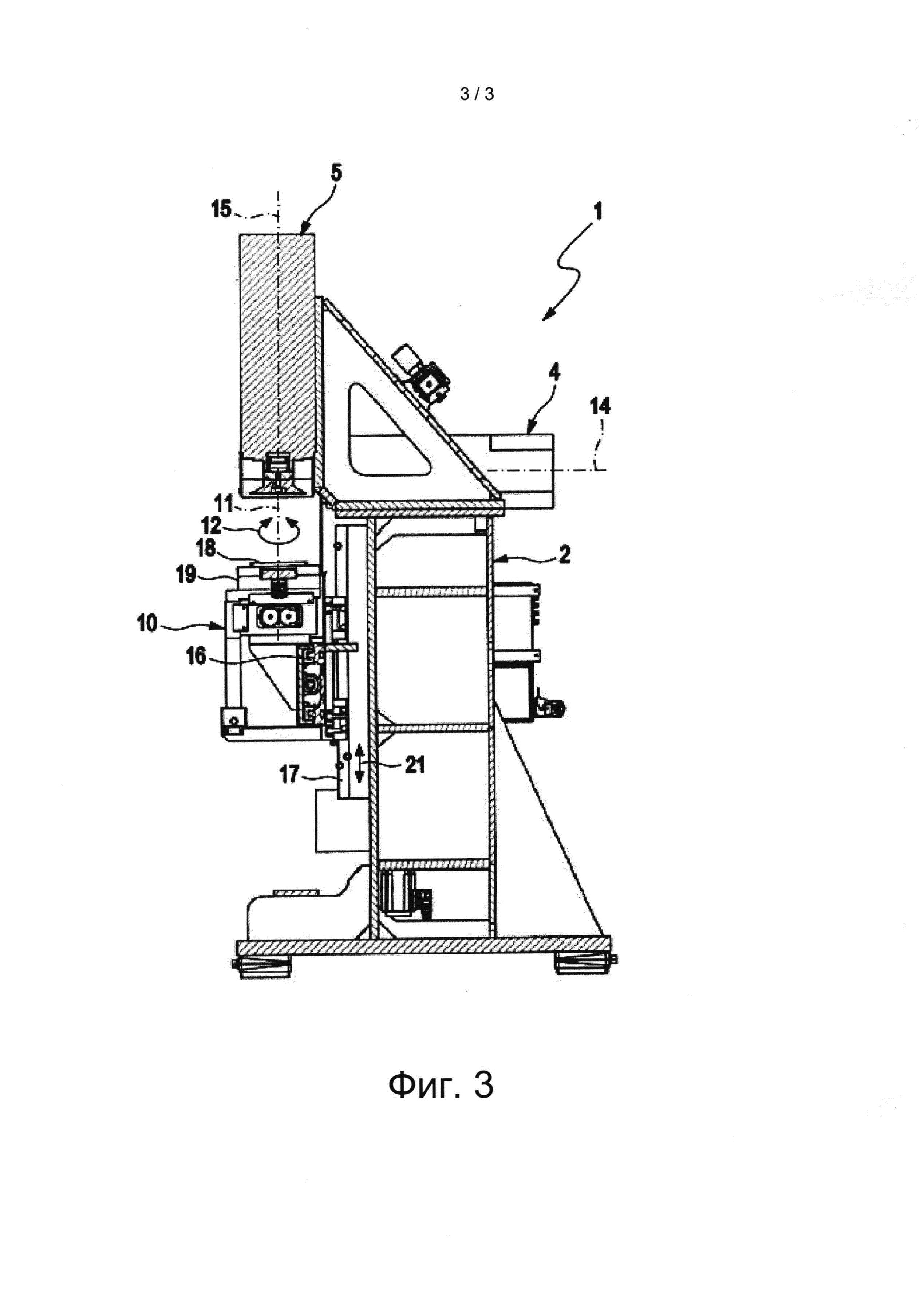
[0034] На фиг. 3 показан второй продольный разрез резального устройства по фиг. 1.
[0035] На фиг. 1 показано резальное устройство 1 согласно настоящему изобретению. Резальное устройство 1 содержит опору 2 для размещения инструмента 3, который в дальнейшем упоминается как первый инструмент 3 и содержит первый шпиндельный вал 13, и дополнительный инструмент 4, который в дальнейшем упоминается как второй инструмент 4 и содержит второй шпиндельный вал 14, а также дополнительный инструмент 5, который в дальнейшем упоминается как третий инструмент 5 и содержит третий шпиндельный вал 15. В этом варианте осуществления первый инструмент 3 и второй инструмент 4 выполнены в виде многодисковой пилы. Другими словами, первый инструмент 3 и второй инструмент 4 содержат множество параллельных пильных дисков 6 одинакового размера (см. фиг. 2). Третий инструмент 5 выполнен в виде отрезной пилы. Инструменты 3, 4 и 5 приводят в действие посредством их шпиндельных валов 13, 14 и 15. Третий шпиндельный вал 15 и первый шпиндельный вал 13 и/или второй шпиндельный вал 14 взаимно перпендикулярны, а первый шпиндельный вал 13 и второй шпиндельный вал 14 взаимно параллельны.
[0036] Резальное устройство 1 содержит первую ось 7 устройства, в направлении которой проходит ширина В резального устройства 1. Кроме того, высота Н и глубина Т резального устройства 1 проходят, соответственно, в направлении второй оси 8 устройства и третьей оси 9 устройства. Первая ось 7 устройства, вторая ось 8 устройства и третья ось 9 устройства расположены таким образом, что они взаимно перпендикулярны друг другу. Для более точного представления оси 7, 8 и 9 устройства показаны символически в виде декартовой системы координат.
[0037] Опорный элемент 10 выполнен на опоре 2, причем этот элемент выполнен с возможностью поворота вокруг оси поворота, которая соответствует второй оси 8 устройства. Опорный элемент 10 выполнен в виде поворотного стола и его можно поворачивать и/или вращать вокруг оси 11 поворота в направлении первой стрелки 12.
[0038] В настоящем варианте осуществления три инструмента 3, 4 и 5 неподвижно закреплены на опоре 2. Для обеспечения позиционирования и/или движения поперечной подачи и движения подачи, опорный элемент 10 можно перемещать в направлении первой оси 7 устройства и второй оси 8 устройства, причем опора 10 содержит для этой цели первый линейный вал 16 и/или второй линейный вал 17. Движение подачи происходит вдоль первой оси 7 устройства в направлении второй стрелки 20. Движение поперечной подачи осуществляют в направлении второй стрелки 20 и третьей стрелки 21 вдоль первой оси 7 устройства и второй оси 8 устройства.
[0039] Аналогичным образом, инструменты 3, 4 и 5 также могут быть приняты опорой 2 для обеспечения возможности перемещения. Это означало бы, что, хотя, например, опорный элемент 10 выполнен с возможностью осуществления его поворотного движения, инструменты 3, 4 и 5 способны выполнять движения поперечной подачи и подачи в дополнение к их функциям резания и обрезки.
[0040] Для возможности быстрой и простой замены инструмента шпиндельные валы 13, 14 и 15 трех инструментов 3, 4 и 5 консольно установлены на резальном устройстве 1. Резальное устройство 1 выполнено таким образом, что могут быть достигнуты значения частоты вращения инструментов 3, 4 и 5, которые намного превышают 15 000 об/мин.
[0041] Способ согласно настоящему изобретению характеризуется тем, что на первом этапе способа заготовку неподвижно закрепляют на опорной пластине 18. Опорная пластина 18 прикреплена к опорному элементу 10 таким образом, что между опорной пластиной 18 и опорным элементом 10 возможно относительное перемещение.
[0042] На первом этапе позиционирования опорный элемент 10 располагают относительно первого инструмента 3 с помощью первого линейного вала 16 и второго линейного вала 17, которые выполнены с возможностью выполнения позиционирования и/или движения поперечной подачи, пока не будет достигнута заданная глубина проникновения пильных дисков 6 в заготовку. Указанная глубина проникновения соответствует требуемой глубине резания. При включении первого инструмента 3 происходит ввод в действие пильных дисков 6. На первом этапе обработки опорный элемент 10 вместе с заготовкой перемещают вдоль первого линейного вала 16, который выполнен с возможностью выполнения движения подачи, а также в первый инструмент 3 и через него. В конце первого этапа обработки заготовка содержит первую группу резов в виде множества параллельных надрезов.
[0043] Резы и/или надрезы не полностью проникают в заготовку. Таким образом, заготовка содержит диски, полученные путем резания и/или надрезания, причем эти диски соединены между собой сердцевиной заготовки. Другими словами, поскольку надрезы не полностью проникают в заготовку, образуется сердцевина, которая содержит диски. Однако поскольку сердцевина заготовки неподвижно установлена размещена на опорной пластине 18, диски, выполненные на сердцевине заготовки, также неподвижно прикреплены к опорной пластине 18. Поэтому дополнительное закрепление для следующего этапа обработки не требуется.
[0044] На следующем этапе способа, т.е. на втором этапе позиционирования, опорную пластину 18 поворачивают вокруг оси 11 поворота на заданный угол а, что требуется для продолжения резания. Если, например, готовая деталь должна иметь прямоугольную или кубовидную форму, опорную пластину 18 необходимо повернуть вокруг оси 11 поворота на угол а, имеющий значение 90°.
[0045] Затем опорный элемент 10 вместе с заготовкой, имеющей первую группу резов, перемещают относительно первого инструмента 3 вдоль первого линейного вала 16 и второго линейного вала 17, пока не будет достигнута заданная глубина проникновения пильных дисков 6 в заготовку. При включении второго инструмента 4 происходит ввод в действие его пильных дисков 6. На втором этапе обработки опорный элемент 10 вместе с заготовкой перемещают вдоль первого линейного вала 16, который выполнен с возможностью выполнения движения подачи, а также во второй инструмент 4 и через него.
[0046] Теперь деталь содержит вторую группу резов. Первая группа резов и вторая группа резов вместе образуют решетчатый рез. Другими словами, теперь заготовку режут в виде сетки, и/или она содержит надрезы в виде сетки. Поскольку вторую группу резов выполняют на заготовке в том же осевом направлении, что и первую группу резов, получают элементы детали в виде бруска, которые соединены между собой сердцевиной заготовки.
[0047] Для отделения деталей в виде брусков от сердцевины заготовки на следующем этапе способа, т.е. на третьем этапе позиционирования, опорный элемент 10 вместе с заготовкой, которая теперь содержит группу брусков, позиционируют с помощью первого линейного вала 16 и второго линейного вала 17 для обработки с использованием третьего инструмента 5, т.е. отрезной пилы. Соответствующую подачу осуществляют с помощью первого линейного вала 16 и на третьем этапе обработки бруски разрезают и/или обрезают до определенной длины.
[0048] Полученные детали, которые выполнены в виде кубов, призм или кубоидов, извлекают с помощью охлаждающей жидкости, которую используют для охлаждения и смазки во время работы инструментов 3, 4 и 5. Детали собирают в желобчатую емкость 19, которая содержит сито для удаления охлаждающей жидкости, и извлекают из резального устройства 1 вместе с указанной емкостью.
[0049] В одном варианте способа согласно настоящему изобретению заготовку перед обрезкой заполняют материалом-заменителем. Т. е. надрезы в виде сетки заполняют материалом-заменителем. Это позволяет избежать дробления во время обрезки.
[0050] Аналогичным образом, деталь также могут заполнять материалом-заменителем перед выполнением второй группы резов.
[0051] В другом варианте осуществления, который подробно не показан, третий инструмент 5 выполнен в виде двухдисковой отрезной пилы. Таким образом, в одном положении подачи обеспечивают две плоскости резания и/или обрезки. Таким образом, сокращается продолжительность изготовления деталей.
[0052] ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 Резальное устройство
2 Опора
3 Первый инструмент
4 Второй инструмент
5 Третий инструмент
6 Пильный диск
7 Первая ось устройства
8 Вторая ось устройства
9 Третья ось устройства
10 Опорный элемент
11 Ось поворота
12 Первая стрелка
13 Первый шпиндельный вал
14 Второй шпиндельный вал
15 Третий шпиндельный вал
16 Первый линейный вал
17 Второй линейный вал
18 Опорная пластина
19 Емкость
20 Вторая стрелка
21 Третья стрелка
Композиция люминесцирующего стекла
Отрезная пила для резальной машины
Отрезная пила для резальной машины

