Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОНИЦАЕМОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к черной металлургии и может использоваться при производстве листовой электротехнической анизотропной стали (ЭАС, GO, CGO, RGO, HGO, Hi-B) толщиной 0,18-0,50 мм с текстурой (110)[001] (текстура Госса, ребровая текстура).
Холоднокатаная электротехническая анизотропная сталь является основным магнитомягким материалом, использующимся в современном электромашиностроении для изготовления сердечников различного рода преобразующих электроэнергию устройств [1]. Уникальная крупнозернистая ориентированная структура ЭАС формируется в результате сложного технологического цикла, включающего прокатки и отжиги, одной из завершающих стадий которого является высокотемпературный отжиг, в процессе которого в стали реализуется вторичная рекристаллизация (аномальный рост зерен) с формированием текстуры Госса - (110)[001]. Основные условия реализации аномального роста в металле - предотвращение собирательной рекристаллизации за счет наличия дисперсных частиц второй (ингибиторной) фазы.
В настоящее время ЭАС толщиной 0,18-0,50 мм производится по пяти вариантам технологий [2, 3], основанных на патенте Госса [4]. Основное количество ЭАС в России производится по так называемому нитридно-медному (российскому) варианту, содержащему в химическом составе 0,4-0,6 мас. % меди [2, 5-7].
Традиционно ЭАС по величине магнитной индукции B800 разделяют на два класса: сталь обычного качества с В800<1.88 Тл (коммерческого класса, CGO, RGO) и высокопроницаемую сталь с В800≥1.88 Тл (HGO, HI-B) [2,3].
В настоящее время высокопроницаемая сталь производится по двум технологическим вариантам, разработанным компанией «Nippon Steel». Общим условием этих технологий является однократная холодная прокатка с высокой степенью деформации. Различие между вариантами состоит в методах управления ингибиторной фазой. Первая классическая сульфо-нитридная технология [7-9] предусматривает формирование требуемой ингибиторной фазы (AlN+MnS) при горячей прокатке, а вторая, внедренная в 90-х годах [10-12], основана на введении основного элемента - азота (для формирования ингибиторной фазы AlN) при химико-термической обработке в конечной толщине (азотировании).
Основным недостатком первого направления является необходимость высокотемпературного нагрева слябов (до 1400°С), который может быть реализован только на специальном дорогостоящем оборудовании (печи с жидким шлакоудалением, индукционные нагреватели слябов), отсутствующем на стандартных станах горячей прокатки.
Второе направление, во-первых, существенно ограничивает производительность печей обезуглероживающего отжига и, во-вторых, предусматривает использование экологически неблагоприятной аммиачной атмосферы.
К недостаткам обеих технологий относятся:
- необходимость введения в технологический цикл операции термообработки горячекатаного подката при высоких (до 1150°С) температурах.
Другим способом производства высокопроницаемой анизотропной электротехнической стали, использующим схему с двукратной холодной прокаткой металла, содержащего 0,4-0,6 мас. % меди (нитридно-медный вариант технологии), и наиболее близким по совокупности существенных признаков к заявляемому объекту (прототипом) является способ производства [13] (Патент РФ 2637848. Способ производства высокопроницаемой анизотропной электротехнической стали / Акулов С.В., Редикульцев А.А., Каренина Л.С., Паршаков Б.В., Михайлов Н.В. заявитель и патентообладатель Общество с ограниченной ответственностью "ВИ3-Сталь" (RU). Опубл. 07.12.2017, Бюл. №34. Приоритет от 31.01.2017).
Способ предполагает выплавку стали, разливку, горячую прокатку, травление, двукратную холодную прокатку с промежуточным обезуглероживающим отжигом, нанесение на полосу магнезиального покрытия, высокотемпературный и выпрямляющий отжиги. Перед стадией обезуглероживания стали в промежуточной толщине производят нагрев, в котором полоса в безокислительной атмосфере быстро нагревается до температур 700-980°С со скоростью не менее 100°С/сек, а также охлаждение нагретой полосы в безокислительной атмосфере до температур 600-840°С при скорости не менее 60°С/сек сразу после достижения максимальной температуры на этапе нагрева. Далее полоса в промежуточной толщине подвергается обезуглероживающему отжигу и последующим операциям обработки. Способ в особенности применим при производстве электротехнической анизотропной стали, содержащей медь от 0,4 до 0,6 мас. %.
Прототип предполагает скоростной нагрев полосы металла в промежуточной толщине перед обезуглероживающим отжигом до температур 700-980°С. Однако, как показали, проведенные авторами заявки на изобретение исследования, скоростной нагрев в промежуточной толщине не обеспечивает достижение максимального потенциала магнитных свойств ЭАС, и более высокий уровень свойств может быть получен другим способом.
Задачей настоящего изобретения является разработка усовершенствованного способа производства листовой ЭАС с высокой проницаемостью по нитридно-медному варианту технологии. Отличительная черта изобретения - скоростной нагрев полосы в конечной толщине после второй холодной прокатки с последующим ее быстрым охлаждением.
Предлагаемый способ получения ЭАС, содержащей медь, включает:
1. Выплавку металла следующего состава, мас. %: Cu 0,4-0,6, С 0,018-0,035, предпочтительно 0,002-0,03, Mn 0,10-0,40, предпочтительно 0,20-0,35, Si 3,0-3,50, предпочтительно 3,15-3,40, Al 0,010-0,035, предпочтительно 0,010-0,025, N2 0,008-0,015, предпочтительно 0,009-0,013, остальное железо и неизбежные примеси;
2. Непрерывную разливку в слябы, в том числе и тонкие слябы на литейно-прокатных модулях;
3. Горячую прокатку на толщину 1,5-3,5 мм, с завершением деформации при температурах не ниже 900°С и смоткой в рулоны при температуре не выше 580°С;
4. Холодную прокатку на промежуточную толщину 0,50-0,80 мм;
5. Обезуглероживающий отжиг полосы в увлажненной азото-водородной смеси;
6. Холодную прокатку на толщину 0,15-0,50 мм;
7. Этап нагрева, в котором полоса в конечной толщине быстро нагревается до температур 700-950°С со скоростью нагрева не менее 100°С/сек и этап охлаждения на котором полоса охлаждается до температуры 650°С или ниже со скоростью охлаждения не менее 30°С/сек сразу после достижения максимальной температуры на этапе нагрева, с целью исключения протекания первичной рекристаллизации. Затем полоса подвергается охлаждению с произвольной скоростью до температуры окружающей среды. При этом быстрый нагрев и охлаждение выполняются в безокислительной атмосфере.
8. Нанесение термостойкого покрытия;
9. Высокотемпературный отжиг с ограничением скорости нагрева рулонов в интервале температур 400-700°С до 20-25°С/час;
10. Выпрямляющий отжиг с нанесением электроизоляционного покрытия. Горячая прокатка, холодная прокатка и другие способы в изобретении представляют
собой традиционные технические способы в этой области техники.
Сущность предлагаемого технического решения состоит в следующем. Хорошо известно, что скорость нагрева металла перед обезуглероживающим отжигом оказывает значимое влияние на магнитные свойства ЭАС [13, 14]. В частности, для повышения магнитных свойств высокопроницаемой электротехнической стали, производимой по технологии с азотированием при термической обработке, рекомендуется использовать скорость нагрева металла перед обезуглероживанием в конечной толщине свыше 80°С/сек [14]. В отличие от технологии производства высокопроницаемой электротехнической стали, для рассматриваемого нитридно-медного варианта обезуглероживающий отжиг осуществляется в промежуточной толщине, за которым следует вторая холодная прокатка в конечную толщину с обжатием более 60% и высокотемпературный отжиг. Таким образом, высокотемпературному отжигу подвергается холоднокатаный не рекристаллизованный металл. При этом скорость нагрева при высокотемпературном отжиге строго ограничивается, и в интервале прохождения первичной рекристаллизации (400-700°С), не должна превышать 20-25°С/час [например, 13, 15]. В отличие от технологий производства высокопроницаемой стали [7-12], для нитридно-медного варианта первичная рекристаллизация металла в конечной толщине перед высокотемпературным отжигом, проведенная с высокой скоростью нагрева (более 20°С/час), является недопустимой и приводит к получению низкого уровня магнитных свойств [2].
Таким образом, применение операции термической обработки полосы в конечной толщине для нитридно-медного варианта должна исключать протекание первичной рекристаллизации, т.е. ограничена температурами ≤600°С (полигонизационный отжиг). При этом эффект влияния на магнитные свойства такого отжига является минимальным. Однако, проведенные авторами заявки на изобретение исследования показали, что проведение быстрого нагрева полосы в конечной толщине в безокислительной атмосфере до температур 700-950°С со скоростью нагрева не менее 100°С/сек с последующим охлаждением нагретой полосы в безокислительной атмосфере до температуры 650°С или ниже со скоростью охлаждения не менее 30°С/сек сразу после достижения максимальной температуры при нагреве, позволяет исключить протекание первичной рекристаллизации. При этом реализация подобной обработки приводит к получению высокой степени совершенства и однородности текстуры (110)[001] и особонизких электромагнитных потерь в готовой ЭАС, содержащей медь 0,4-0,6 мас. %.
Применение заявленного технического решения позволяет:
1. За счет скоростного нагрева полосы в конечной толщине после второй холодной прокатки до температур 700-950°С нагреть деформированную структуру металла в область температур, значимо превышающих температуру первичной рекристаллизации.
2. За счет охлаждения нагретой полосы до температуры 650°С или ниже со скоростью охлаждения не менее 30°С/сек сразу после достижения максимальной температуры исключить протекание первичной рекристаллизации.
3. Сверхбыстрый нагрев и фиксация деформированной структуры (исключение рекристаллизации) за счет быстрого охлаждения полосы после второй холодной прокатки, позволяет при высокотемпературном отжиге (медленный нагрев), совместно с механизмами влияния меди [16], увеличить количество зародышей первичной рекристаллизации с острой ребровой ориентировкой (110)[001], образующихся в полосах сдвига. Полученные особенности образования текстуры приводят к формированию уникального уровня магнитных свойств (высокой проницаемости и особонизким магнитным потерям).
Проведение операций нагрева и охлаждения в безокислительной атмосфере позволяет избежать избыточного окисления и получить хорошее качество поверхности на готовой продукции.
На рис. 1 приведены схемы производства ЭАС в соответствии с прототипом (а), производства высокопроницаемой ЭАС по технологии с азотированием при термической обработке (б) и производства ЭАС, содержащей медь, в соответствии с заявляемым техническим решением (в). Жирным шрифтом выделены ключевые особенности каждой из схем производства.
Способ может быть осуществлен следующим образом.
В промышленный агрегат нанесения магнезиального покрытия (до узла нанесения) или в отдельно стоящий агрегат подготовки рулонов устанавливается секция скоростного нагрева (например, индукционного). Размеры и мощность секции рассчитывается из необходимости обеспечить нагрев холоднокатаной полосы толщиной 0,18-0,50 мм до температур 700-950°С со скоростью не менее 100°С/сек. После нагрева, обеспечивается охлаждение до температуры 650°С или ниже со скоростью более 30°С/сек сразу после достижения максимальной температуры, с целью исключения протекания первичной рекристаллизации. Скоростной нагрев и охлаждение осуществляются в безокислительной атмосфере (например, в азотном защитном газе) для подавления избыточного окисления, и получения хорошего качества поверхности на готовой продукции. Таким образом, техническим результатом заявляемого изобретения является возможность производства высокопроницаемой ЭАС, содержащей 0,4-0,6 мас. % Cu.
Ниже приведено описание экспериментов, проведенных авторами настоящего изобретения. Условия проведения экспериментов и их результаты представляют собой примеры, используемые для подтверждения осуществимости и результатов настоящего изобретения, при этом настоящее изобретение не ограничивается приведенными примерами.
Пример 1. Выплавляли сталь с химическим составом, мас. %: Cu 0,4-0,6, С 0,018-0,035, Mn 0,1-0,4, Si 3,00-3,50, Al 0.01-0,035, N2 0,08-0,015, остальное железо и неизбежные примеси. Полученные слябы нагревали с последующей горячей прокаткой до получения горячекатаной полосы в толщине 2.5 мм. Полосы прошли травление, затем на стане холодной прокатки прокатывались на толщину 0.70 мм, обезуглероживались в проходных печах во влажной азото-водородной атмосфере, затем на стане холодной прокатки прокатывались на толщину 0.27 мм.
После прокатки полосы в толщине 0,27 мм подвергались нагреву в индукционной печи. Скорость полосы варьировалась, чтобы обеспечить разный режим нагрева и охлаждения. Затем каждая полоса была подвергнута нанесению магнезиального покрытия, высокотемпературному отжигу при температуре 1150°С с ограничением скорости нагрева рулонов в интервале температур 400-700°С до 20-25°С/час. Затем с полос смыли остатки окиси магния и нанесли электроизоляционное покрытие на сформированный форстеритный слой. Соответствующие режимы обработки и результаты приведены в таблице 1.
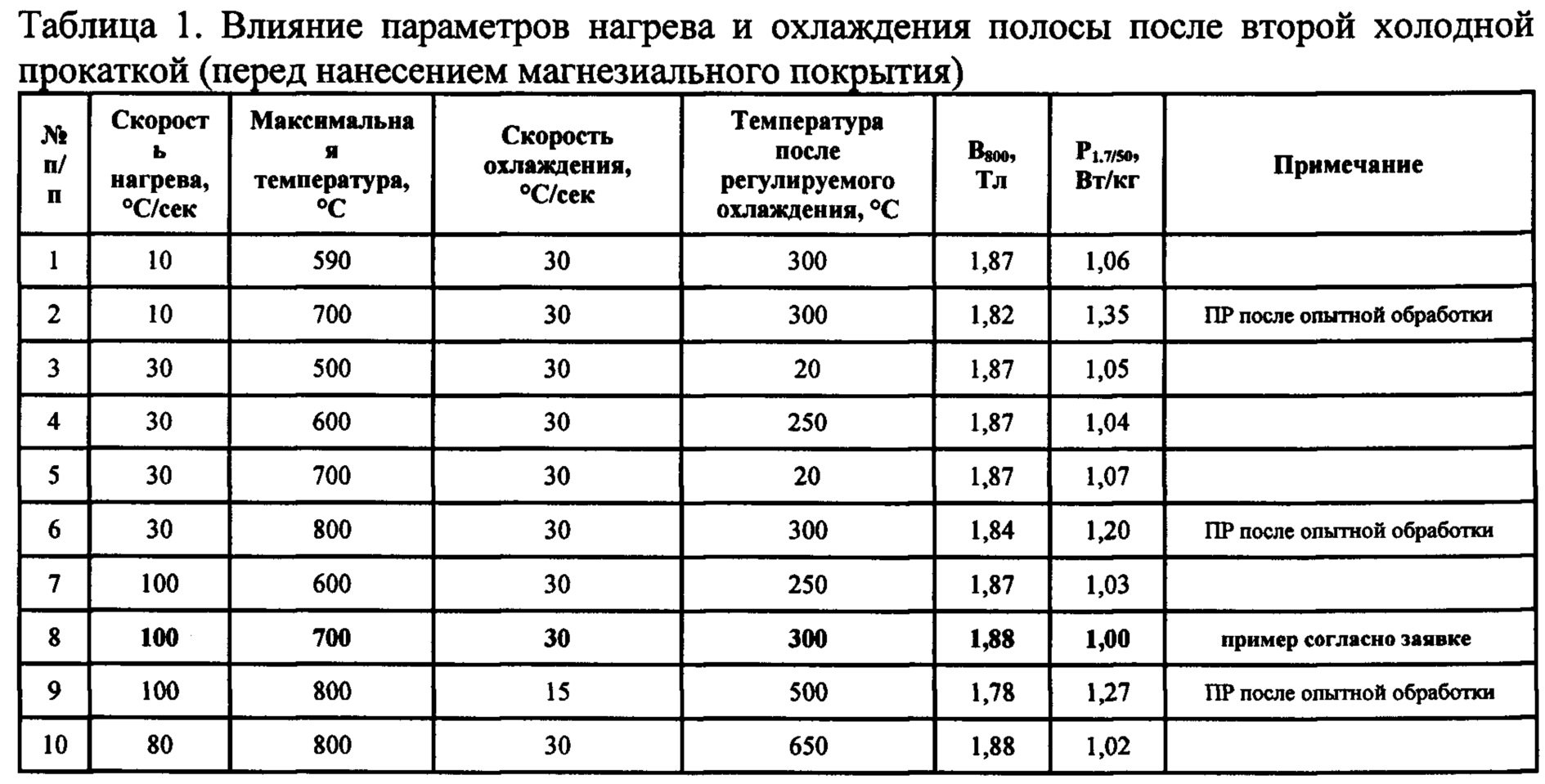
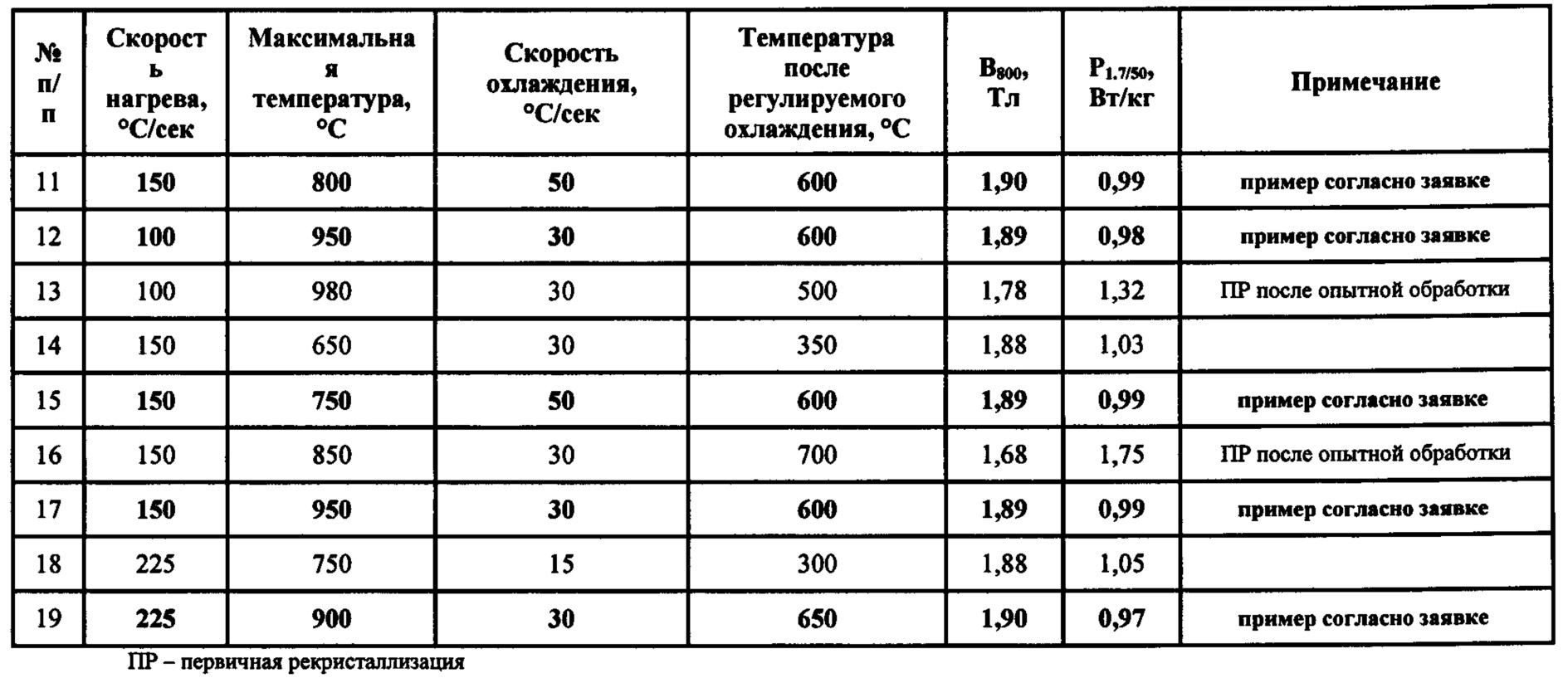
Из данных таблицы следует, что применение заявленного технического решения позволяет достичь уровня магнитных свойств, характерных для высокопроницаемой стали, что объясняется процессами текстурообразования, связанными со сверхбыстрым нагревом и наличием меди.
Лучшие магнитные свойства получены при быстром нагреве холоднокатаной полосы в конечной толщине до температур 700-950°С со скоростью нагрева не менее 100°С/сек и охлаждении до температуры 650°С или ниже со скоростью более 30°С/сек сразу после достижения максимальной температуры на этапе нагрева. Обязательным условием получения высоких магнитных свойств является исключение рекристаллизации полосы перед высокотемпературным отжигом.
Пример 2. Полосы в конечной толщине 0,23, 0,27 и 0,30 мм, изготовленные по нитридно-медной технологии, подверглись нагреву со скоростями 10°С/сек, 50°С/сек и 150°С/сек до 800°С перед нанесением магнезиального покрытия, и сразу после достижения 800°С были охлаждены до 650°С менее чем за 5 секунд. Дальнейший передел включал нанесение магнезиального покрытия, высокотемпературный отжиг при температуре 1150°С с ограничением скорости нагрева рулонов в интервале температур 400-700°С до 20-25°С/час. Затем с полос смыли остатки окиси магния и нанесли электроизоляционное покрытие на ранее сформированный форстеритный слой. Соответствующие режимы обработки и результаты приведены в таблице 2.
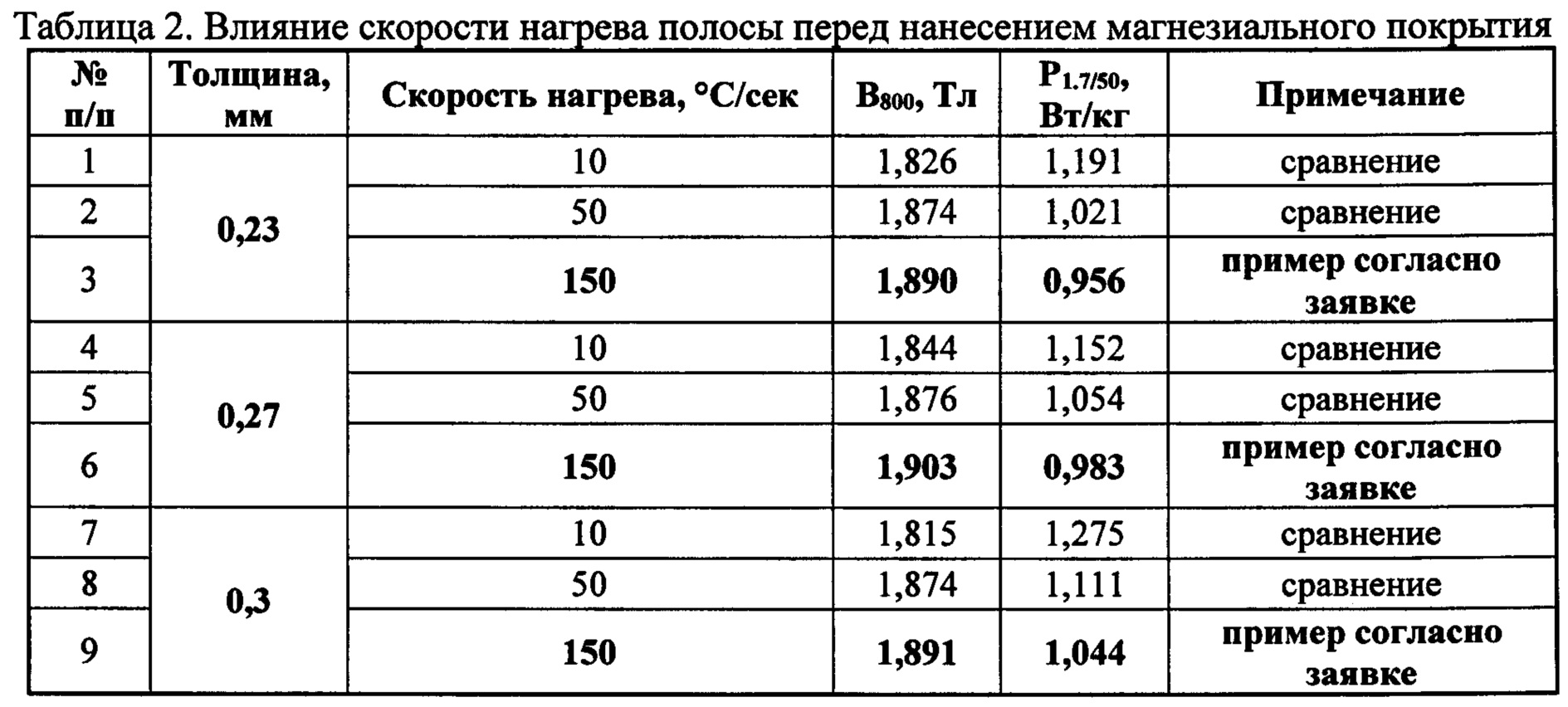
Из данных таблицы 2 следует, что применение заявленного технического решения позволяет получать однозначное стабильное улучшение электромагнитной индукции B800 и удельных потерь Р1.7/50 в ЭАС, содержащей 0,4-0,6 мас. % меди, для толщин 0,23-0,30 мм.
ЛИТЕРАТУРА
1. Казаджан Л.Б. Магнитные свойства электротехнических сталей и сплавов / Л.Б. Казаджан. Под ред. В.Д. Дурнева. М.: ООО «Наука и технологии. 2000. 224 с.
2. Лобанов М.Л., Русаков Г.М., Редикулъцев А.А. Электротехническая анизотропная сталь. Часть I. История развития // МиТОМ. 2011. №7. С.18-25.
3. Лобанов М.Л., Русаков Г.М., Редикулъцев А.А. Электротехническая анизотропная сталь. Часть II. Современное состояние // МиТОМ. 2011. №8. С. 3-7.
4. N.P. Goss, US Patent №1965 559. 03.07.1934.
5. Барятинский В.П., Беляева Г.Д., Удовиченко Н.В. и др. Исследование структурных особенностей сплава Fe-3%Si, легированного медью // В сб. Прецизионные сплавы в электротехнике и приборостроении. М.: Металлургия. 1984. С. 33-37.
6. Франценюк И.В., Казаджан В.Б., Барятинский В.П. Достижения в улучшении качества электротехнических сталей на НЛМК // Сталь. 1994. №10. С. 35-38.
7. Xia Z, Kang Y, Wang Q. Developments in the production of grain-oriented electrical steel // Journal of Magnetism and Magnetic Materials. 2008. 254-255. P. 307-314.
8. Taguchi S., Sakakura A. US Patent №3159511. Process of producing single-oriented silicon steel. 01.12.1964.
9. Taguchi S., Sakakura A., Takashima H. US Patent №3287183. Process of producing single-oriented silicon steel sheets having a high magnetic induction. 22.10.1966.
10. Kobayashi H., Kuroki K., Minakuchi M., Yakashiro K. US Patent №4979996. Process for Preparation of Grain-Oriented electrical steel sheet comprising a nitriding treatment. 25.12.1990.
11. Takahashi N., Suga Y., Kuroki K., Ueno K. US Patent №5049205. Process for preparing unidirectional silicon steel sheet having high magnetic flux density. 17.09.1991.
12. Kobayashi H., Tanaka O., Fujii H. US Patent №5190597. Process for producing grain-oriented electrical steel sheet having improved magnetic and surface film properties. 02.03.1993.
13. Акулов С.В. и др. Способ производства высокопроницаемой анизотропной электротехнической стали. Патент РФ 2637848, МПК 51 C21D 8/12, H01F 1/16. / Акулов С.В., Редикулъцев А.А., Каренина Л.С., Паршаков Б.В., Михайлов Н.В.; заявитель и патентообладатель Общество с ограниченной ответственностью "ВИ3-Сталь" (RU); опубл. 07.12.2017, Бюл. №34 (Заявка 2017103282, опубл. 31.01.2017).
14. Kenji Kosuge. Grain-oriented electrical steel sheet with very low core loss and method of producing the same Патент США 5833768. / Kenji Kosuge, Mikio Itoh, Shinji Ueno, Haruo Hukazawa, Takashi Yoshimura. Заявитель Nippon Steel Corporation [Japan]. МПК C21D 8/12. Опубл. 1998-11-10. Приоритет от 1996-03-08).
15. Цырлин М.Б. Способ производства высокопроницаемой анизотропной электротехнической стали / Заявитель Цырлин М.Б. (RU). Патент РФ 2516323С1. Опубл. 20.05.2014. Приоритет от 14.11.2012.
16. Редикулъцев А.А., Юровских А.С. Влияние меди на процессы деформации и первичной рекристаллизации монокристаллов сплава Fe-3%Si // Известия ВУЗов. Черная металлургия. 2012. №5. С. 45-50.
Способ производства электротехнической анизотропной стали с высокой проницаемостью, содержащей медь 0,4-0,6 мас. %, включающий выплавку стали, разливку, горячую прокатку, травление, двукратную холодную прокатку с промежуточным обезуглероживающим отжигом, нанесение на полосу магнезиального покрытия, высокотемпературный и выпрямляющий отжиги, отличающийся тем, что после второй холодной прокатки полосу нагревают в безокислительной атмосфере до температур 700-950°С со скоростью не менее 100°С/с и охлаждают в безокислительной атмосфере до температуры 650°С или ниже со скоростью не менее 30°С/с сразу после достижения максимальной температуры на этапе нагрева для исключения протекания первичной рекристаллизации, а затем охлаждают до температуры окружающей среды.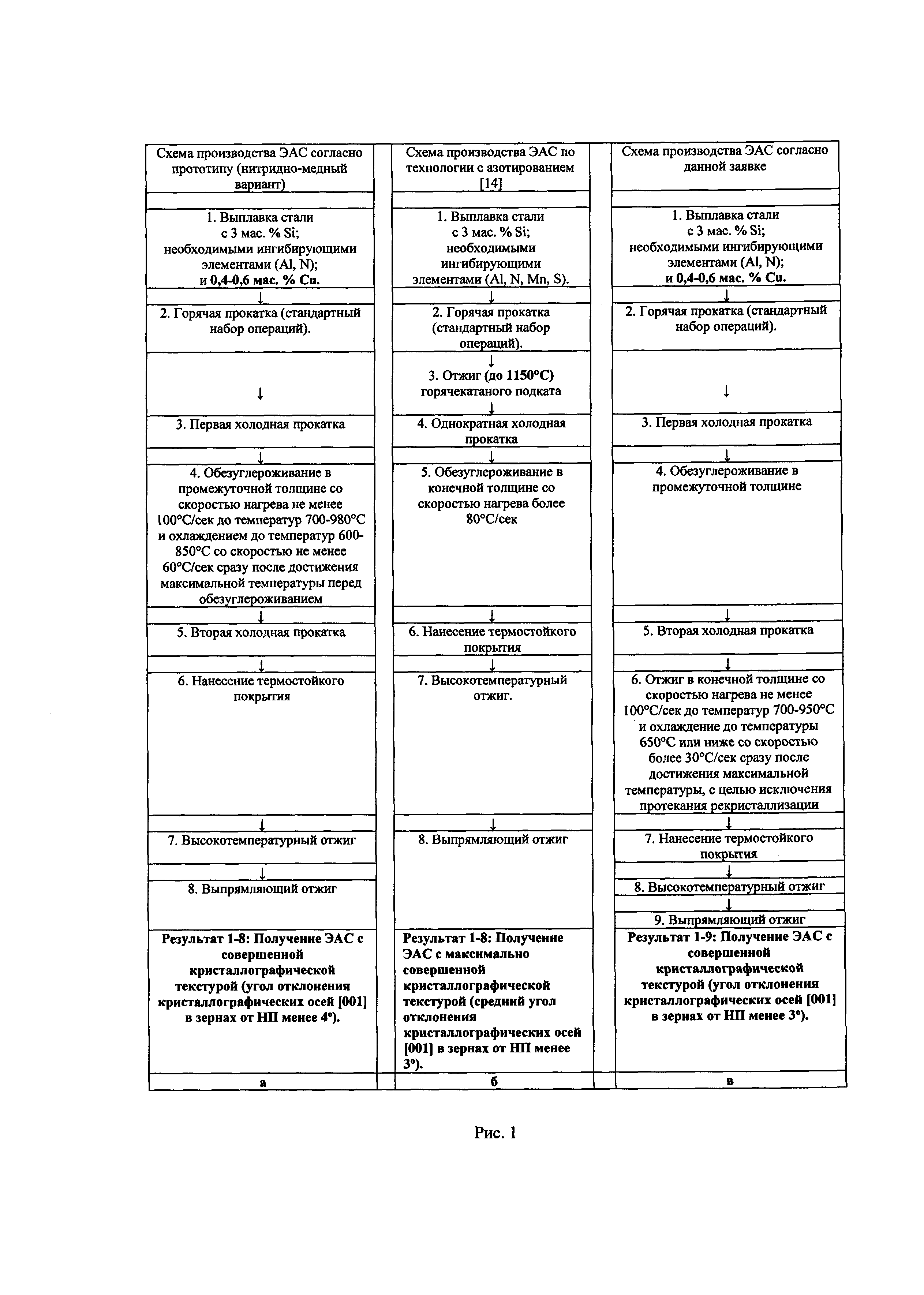
Способ производства листовой электротехнической анизотропной стали и листовая электротехническая анизотропная сталь
Способ производства высокопроницаемой анизотропной электротехнической стали
Способ производства анизотропной электротехнической стали с высокой проницаемостью
Электроизоляционное покрытие для электротехнической анизотропной стали, не содержащее в составе соединений хрома
Электроизоляционное покрытие для электротехнической анизотропной стали с высокими техническими и товарными характеристиками
Состав для получения электроизоляционного покрытия
Способ производства сверхтонкой электротехнической анизотропной стали
Способ производства высокопроницаемой анизотропной электротехнической стали
Способ производства электротехнической анизотропной стали с высокими характеристиками адгезии и коэффициента сопротивления электроизоляционного покрытия
Способ производства анизотропной электротехнической стали с высокой проницаемостью
Электроизоляционное покрытие для электротехнической анизотропной стали, не содержащее в составе соединений хрома
Электроизоляционное покрытие для электротехнической анизотропной стали с высокими техническими и товарными характеристиками
Электроизоляционное покрытие для электротехнической анизотропной стали, не содержащее в составе соединений хрома и обладающее высокими потребительскими характеристиками

