Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ КОМПОНЕНТОВ ОБУВИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу и устройству для сборки компонентов обуви.
УРОВЕНЬ ТЕХНИКИ
Обувь состоит из основных компонентов, таких как верхняя часть и подошва, а также может включать в себя и другие обувные компоненты, такие как усиливающий элемент, подблочник, язычок, декоративный элемент и т.д. Эти компоненты обуви обычно соединяются методом горячего прессования с подогревом с использованием клея. Однако при осуществлении процесса горячего прессования с подогревом вручную не только трудно получить стабильное качество, но и сам процесс занимает много времени, так что затраты на сборку возрастают.
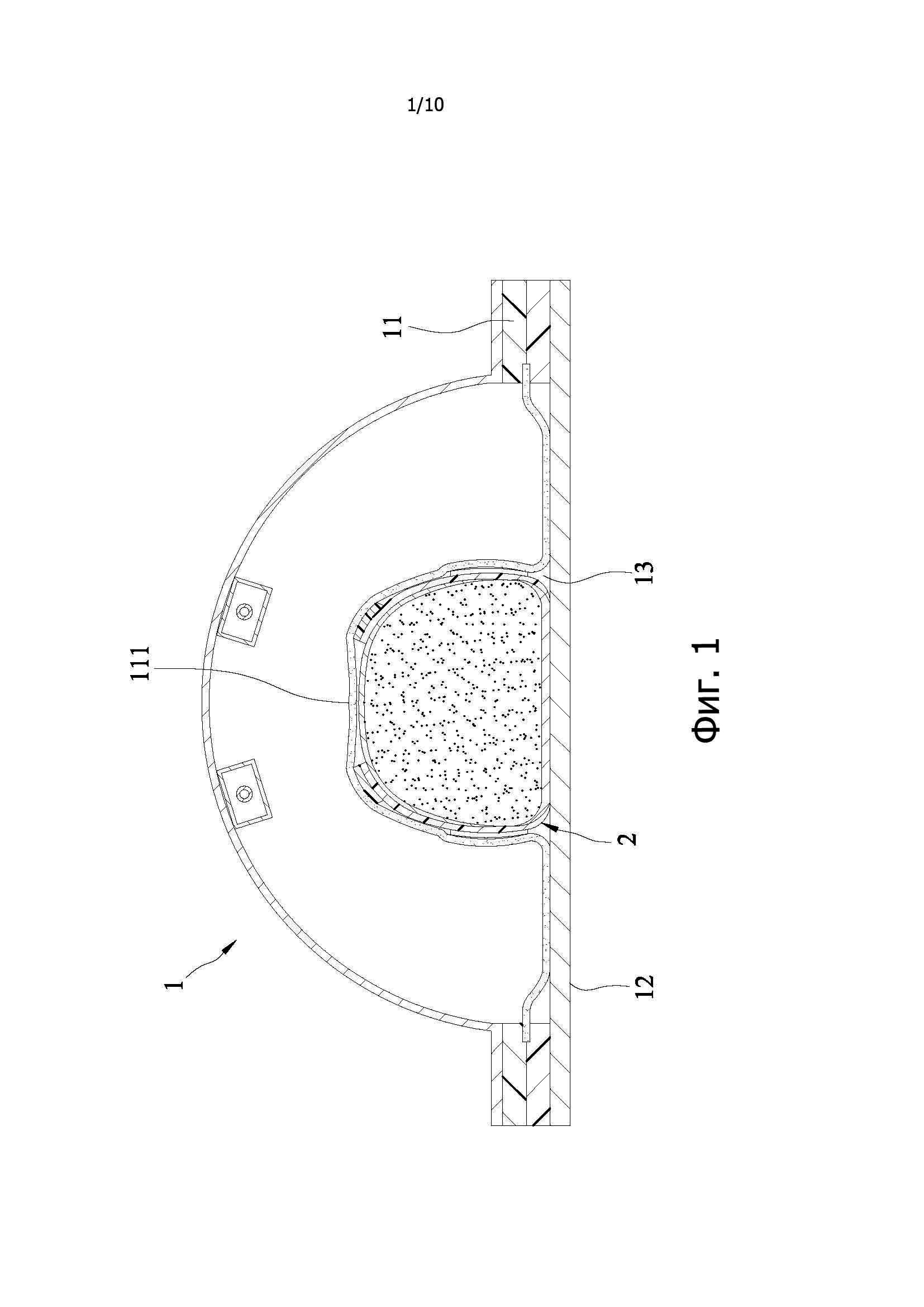
На фиг. 1 показана система 1 для прикладывания тепла и давления к трехмерному изделию, описанная в патентном документе Китая № 107518525, которая в основном включает в себя промежуточный элемент 11 и основание 12, противоположно соединенные друг с другом так, что они образуют герметичное пространство 13 для размещается обувного блока 2. Промежуточный элемент 11 содержит гибкую пленку 111 для закрывания обувного блока 2. К гибкой пленке 111 может прикладываться внешнее давление (например, вакуум), так что обувной блок 2 может обжиматься гибкой пленкой 111, и его компоненты могут соединяться друг с другом.
Несмотря на то, что описанная выше система 1 может устранить некоторые недостатки, характерные для ручного изготовления обуви, она все же обладает другими следующими недостатками.
1. Поскольку воздух из герметичного пространства 13 выводится через отверстие (не показано) в основании 12, располагающийся на основании 12 обувной блок 2 не должен блокировать это отверстие, так что расположение обувного блока 2 на основании 12 является ограниченным.
2. В способе обработки, применяемом в системе 1, необходимо ждать, пока закончится склеивание элементов обувного блока 2, а затем удалять его с основания 12, прежде чем начнется выполнение следующего цикла, так что в целом ограничена эффективность процесса.
3. Для формирования герметичного пространства 13 необходимо наличие основания 12 и промежуточного элемента 11, что не только усложняет конструкцию системы, но и увеличивает её стоимость.
Раскрытие изобретения
Задачей изобретения является создание способа и устройства для сборки компонентов обуви, которые могли бы устранить по меньшей мере один из недостатков известной системы.
Первым объектом изобретения является способ сборки компонентов обуви, включающий в себя этапы, на которых обеспечивают наличие по меньшей мере двух компонентов обуви: обувной колодки и пленочного узла, при этом по меньшей мере один из по меньшей мере двух компонентов обуви имеет адгезивный слой; размещают по меньшей мере два компонента обуви на внешней поверхности обувной колодки; разъемно закрывают сборку, состоящую из по меньшей мере двух компонентов обуви и обувной колодки, пленочным узлом так, что пленочный узел и обувная колодка совместно образуют между собой ограничительное пространство; и откачивают воздух из ограничительного пространства и нагревают по меньшей мере два компонента обуви для сжатия и деформирования пленочного узла с целью плотного прижатия и приклеивания друг к другу по меньшей мере двух компонентов обуви.
Другим объектом изобретения является устройство для сборки по меньшей мере двух компонентов обуви, содержащее обувную колодку, пленочный узел, вакуумный блок и нагревательный блок. Обувная колодка включает в себя тело, приспособленное для размещения на его внешней поверхности по меньшей мере двух компонентов обуви. Пленочный узел приспособлен для разъемного закрытия сборки из обувной колодки и по меньшей мере двух компонентов обуви, причем пленочный узел и обувная колодка образуют между собой ограничительное пространство. Вакуумный блок приспособлен для откачивания воздуха из ограничительного пространства с целью обжатия и деформирования пленочного узла для плотного прижатия друг к другу по меньшей мере двух компонентов обуви. Нагревательный блок приспособлен для подвода тепла к по меньшей мере двум компонентам обуви с целью прочного приклеивания их друг к другу.
Особенности и преимущества изобретения станут более понятны из подробного описания его различных вариантов осуществления со ссылками на чертежи.
Краткое описание чертежей
На фиг. 1 показана система для подвода тепла и давления к трехмерному изделию, описанному в патентном документе Китая № 107518525, вид в разрезе;
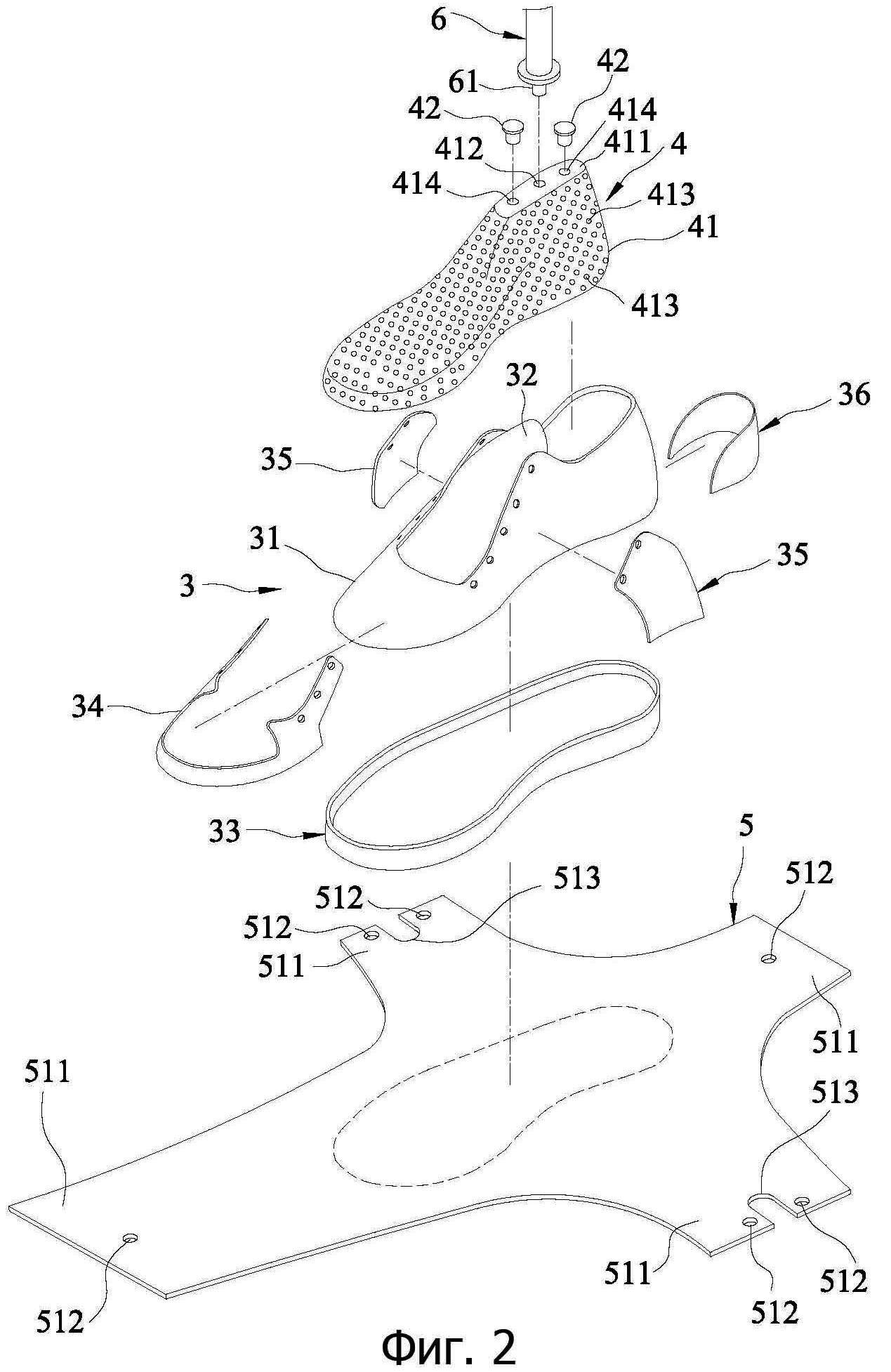
на фиг. 2 – устройство для сборки компонентов обуви согласно первому варианту его выполнения и компоненты обуви, вид в перспективе в разобранном на отдельные элементы состоянии;
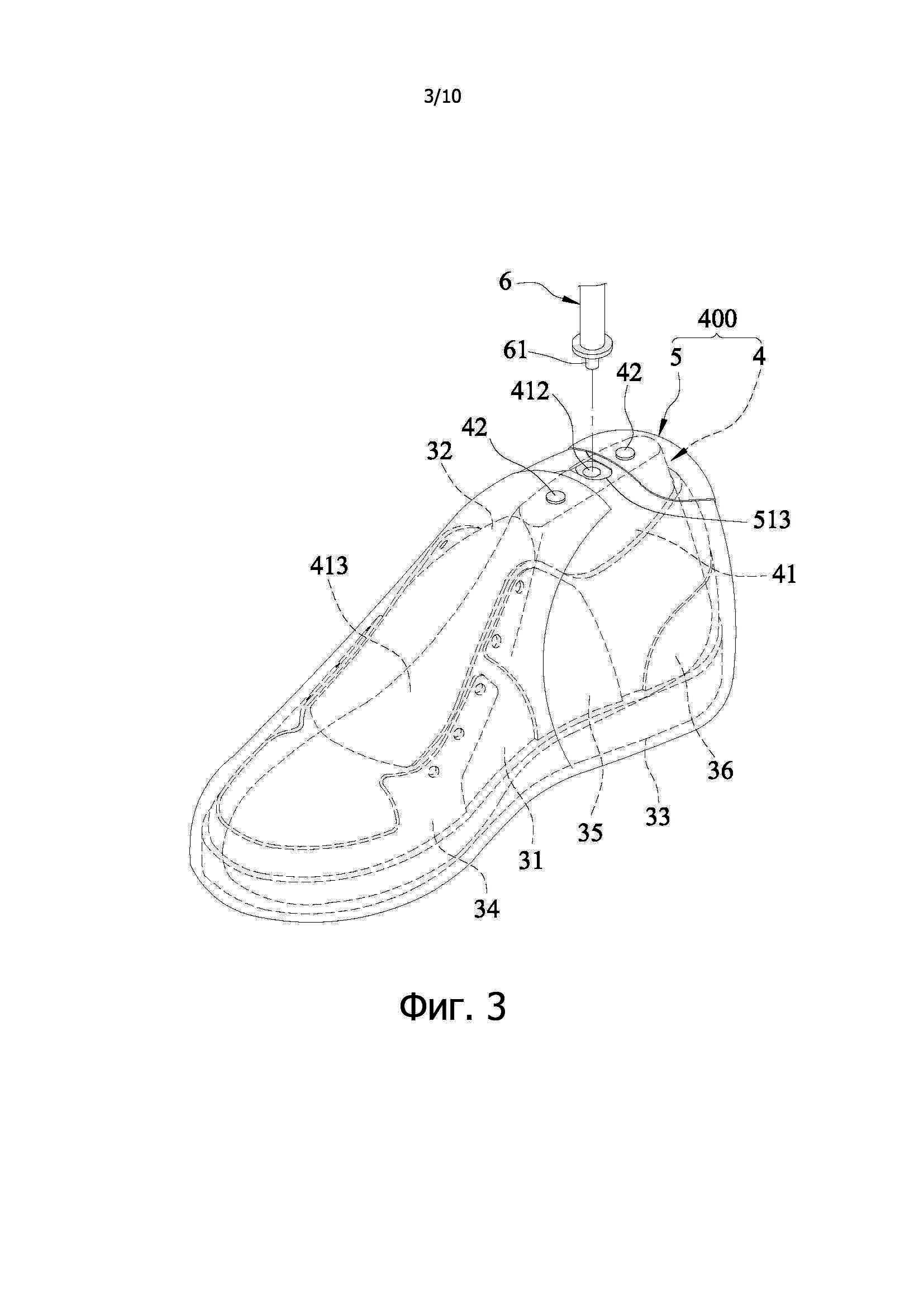
на фиг. 3 – пленочный узел согласно первому варианту выполнения, охватывающий узел обувной колодки и компоненты обуви;
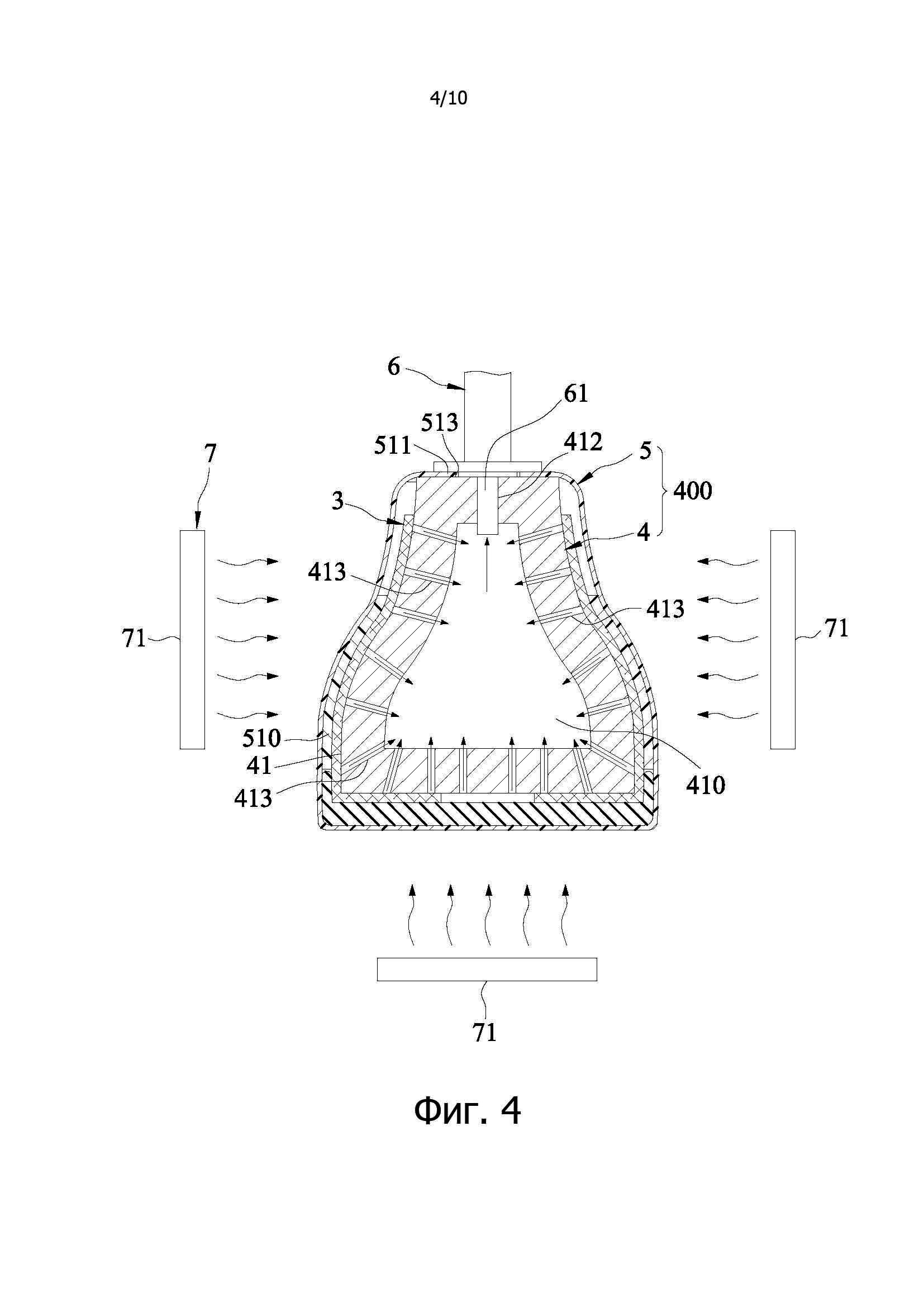
на фиг. 4 – устройство по первому варианту выполнения, вид в разрезе;
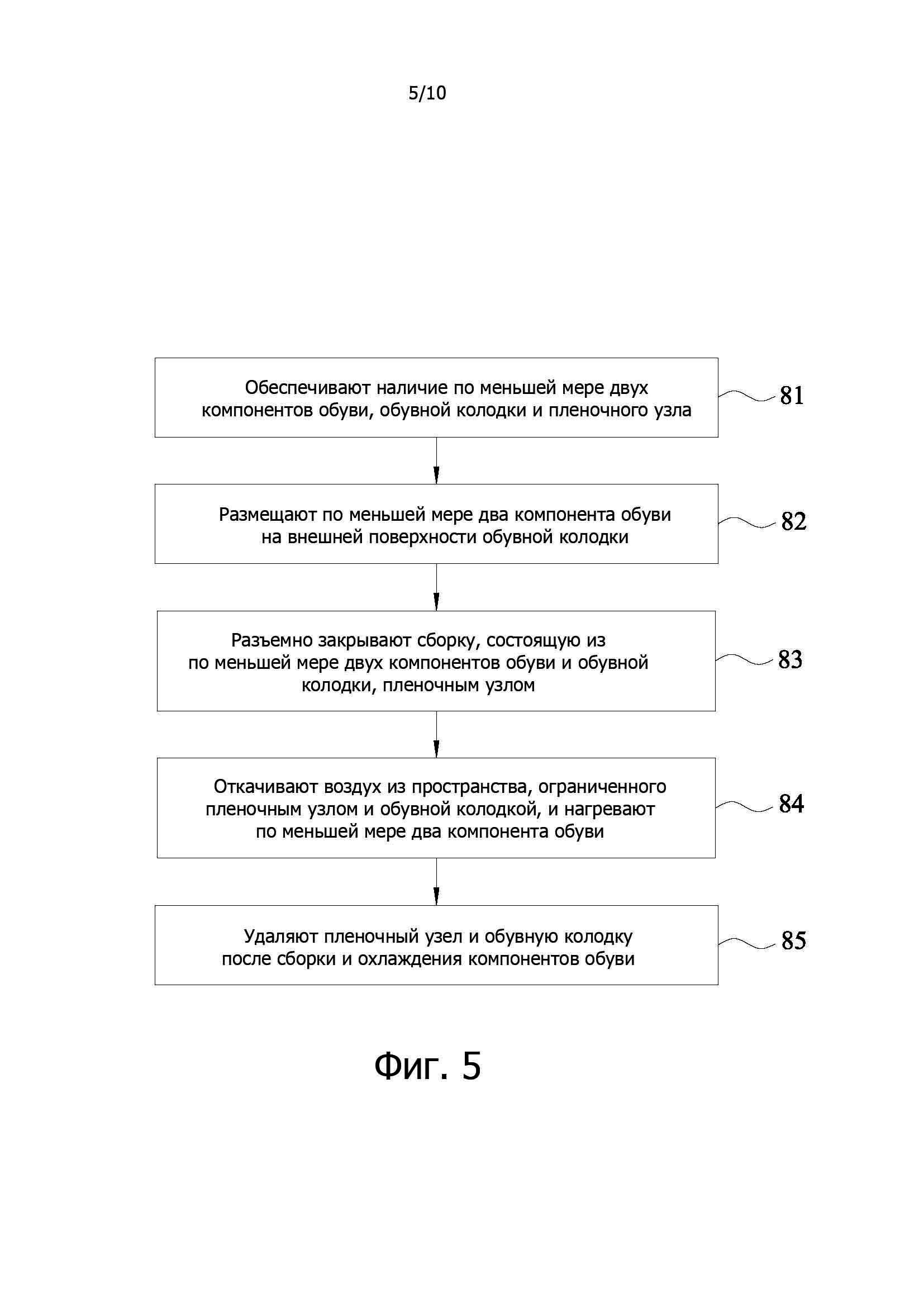
на фиг. 5 – блок-схема, демонстрирующая этапы, выполняемые согласно первому варианту реализации способа соединения компонентов обуви;
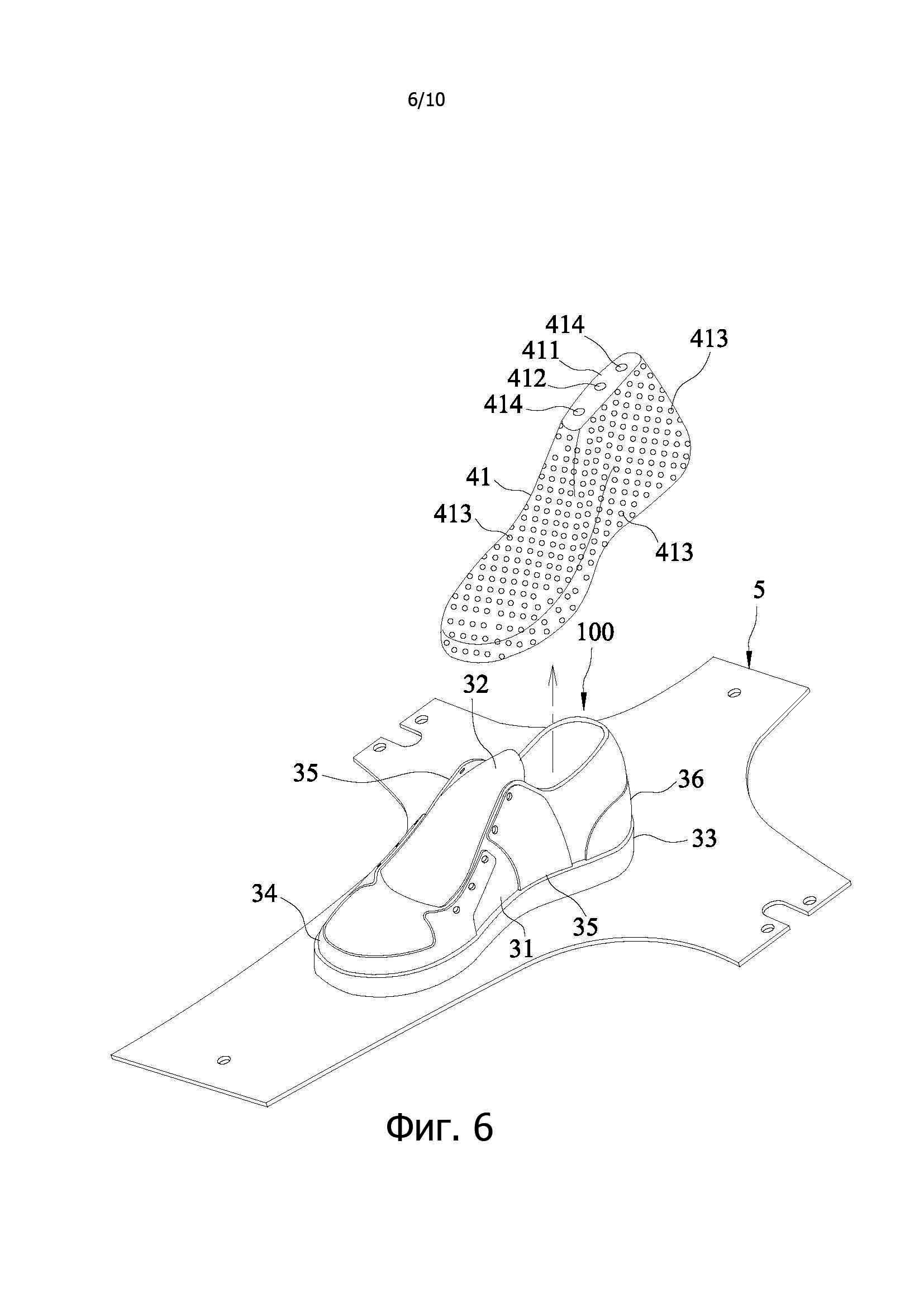
на фиг. 6 – снятие обувной колодки и пленочного узла после сборки друг с другом компонентов обуви;
на фиг. 7 – пленочный узел устройства для сборки компонентов обуви согласно второму варианту выполнения, и сборка, состоящая из обувной колодки и компонентов обуви, вид в перспективе в разобранном на отдельные элементы состоянии;
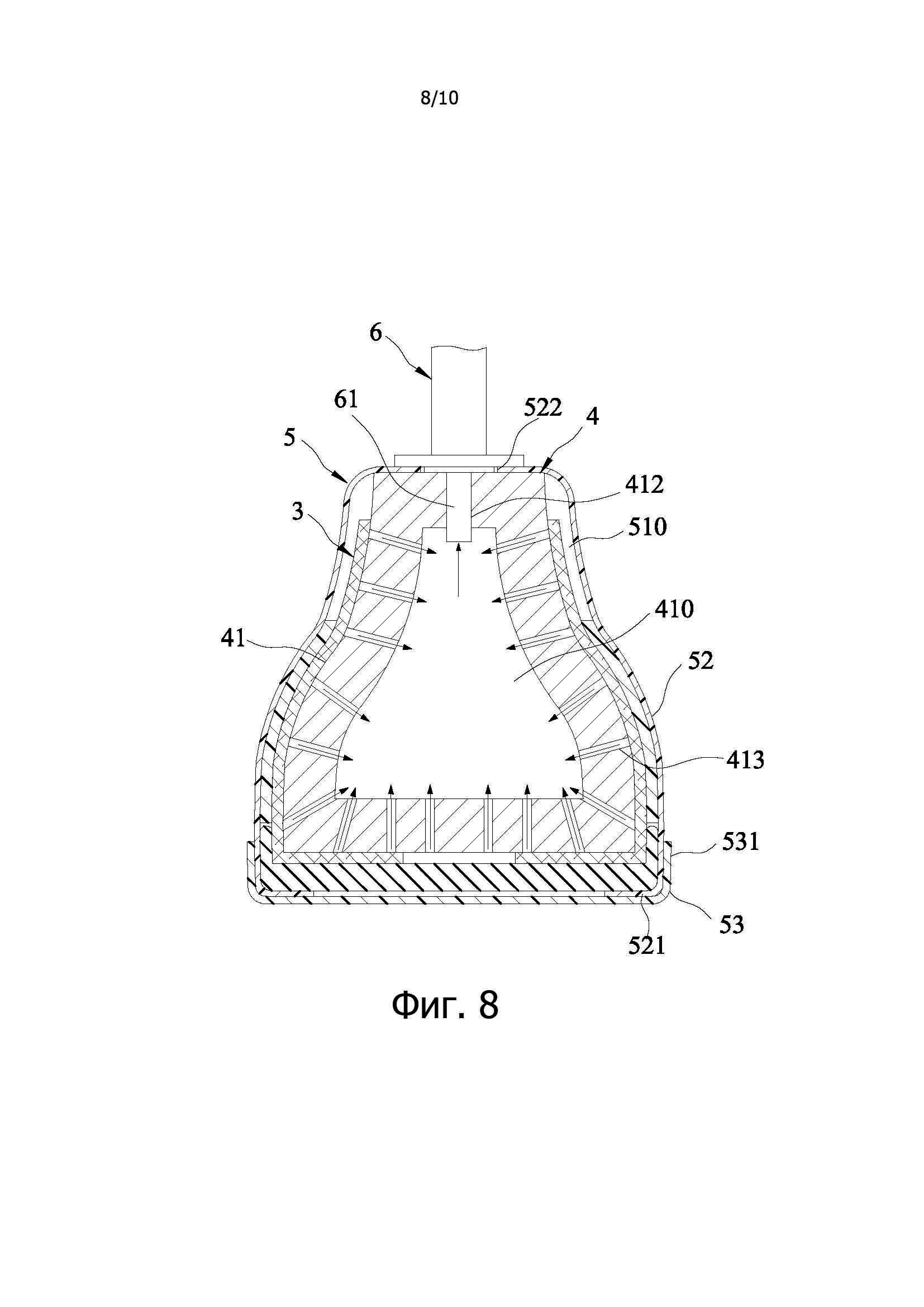
на фиг. 8 – второй вариант выполнения в собранном виде, вид в разрезе;
на фиг. 9 – фрагмент устройства соединения компонентов обуви согласно третьему варианту выполнения, вид в разрезе;
на фиг. 10 – то же, что и на фиг. 9, но с откачанным из ограничительного пространства воздухом.
Осуществление изобретения
Следует отметить, что все одинаковые элементы в описании обозначены одинаковыми ссылочными позициями.
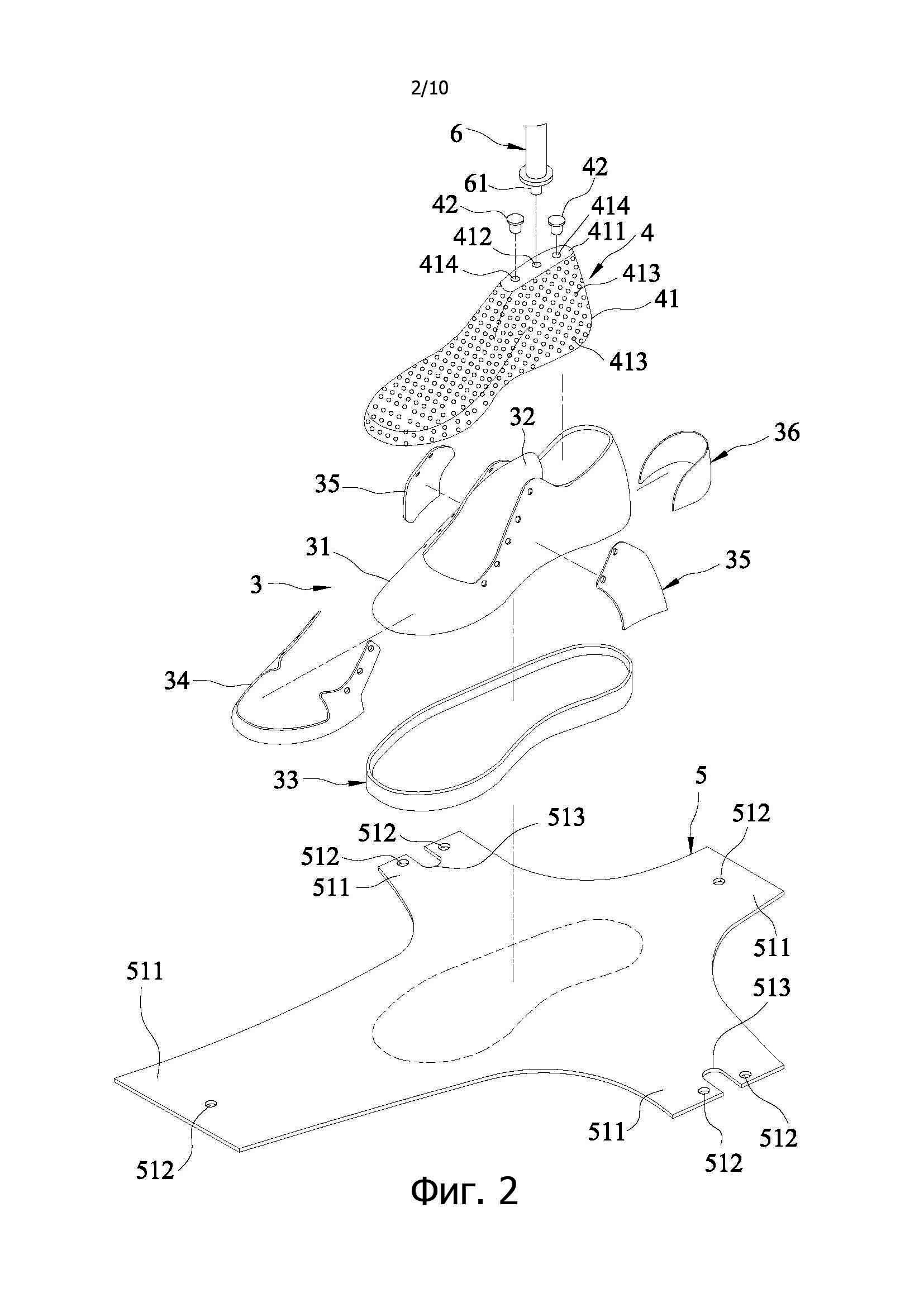
Показанное на фиг. 2-4 устройство согласно первому варианту выполнения приспособлено для сборки друг с другом нескольких компонентов 3 обуви с целью формирования ботинка 100 (фиг. 6). В этом варианте выполнения показанные в качестве примера компоненты 3 обуви включают в себя верхнюю часть 31, язычок 32, подошву 33, подблочник 34, пару усиливающих элементов 35 и декоративный элемент 36. Устройство согласно этому варианту выполнения включает в себя герметичный блок 400, вакуумный блок 6 и нагревательный блок 7.
Герметичный блок 400 включает в себя обувную колодку 4 и пленочный узел 5. Обувная колодка 4 содержит тело 41, образующее полость 410. В теле 41 обувной колодки выполнено воздушное отверстие 412 в его верхней торцевой поверхности 411, сообщающееся с полостью 410, множество вентиляционных отверстий 413, сообщающихся с воздушным отверстием 412 через полость 410, и две установочные части 414, выполненные на верхней торцевой поверхности 411 и расположенные с двух противоположных сторон от воздушного отверстия 412. В этом варианте выполнения каждая установочная часть 414 выполнена в виде глухого отверстия. Компоненты 3 обуви располагаются на внешней поверхности тела 41 обувной колодки в определенных положениях.
Пленочный узел 5 согласно этому варианту выполнения содержит съемную гибкую герметизирующую пленку 51, закрывающую собранное тело 41 обувной колодки с компонентами 3 обуви. Герметизирующая пленка 51 взаимодействует с телом 41 обувной колодки, образуя ограничительное пространство 510 между телом и пленкой, и содержит четыре закрывающих участка 511, выполненных на её передней, задней, левой и правой сторонах и перекрывающихся друг с другом на верхней торцевой поверхности 411 тела 41 обувной колодки, и шесть фиксируемых частей 512, выполненных на закрывающих участках 511. Ограничительное пространство 510 сообщается с вентиляционными отверстиями 413, а также с полостью 410 и воздушным отверстием 412 через вентиляционные отверстия 413. Каждый левый и правый закрывающие участки 511 содержат две фиксируемые части 512, положение которых соответствует положению установочных частей 414, и вырез 513 между фиксируемыми частями 512, положение которого соответствует расположению воздушного отверстия 412. Каждый передний и задний закрывающие участки 511 выполнены с одной фиксируемой частью 512, соответствующей положению одной из установочных частей 414. В этом варианте выполнения каждая фиксируемая часть 512 выполнена в виде сквозного отверстия.
Для фиксации закрывающих участков 511 герметизирующей пленки 51 на верхней торцевой поверхности 411 тела 41 обувной колодки используются два фиксирующих элемента 42. В этом варианте выполнения каждый фиксирующий элемент 42 представляет собой болт. Болты или фиксирующие элементы 42 пропускают через сквозные отверстия или фиксируемые элементы 512 перекрывающихся закрывающих участков 511 и вставляют с натягом в соответствующие установочные части 414 тела 41 обувной колодки.
Следует отметить, что фиксируемых частей 512 не обязательно должно быть шесть, в других вариантах выполнения их может быть четыре или другое количество.
Вакуумный блок 6 согласно этому варианту выполнения представляет собой вакуумный насос с воздушной форсункой 61, соединенной с возможностью отсоединения с воздушным отверстием 412 тела 41 обувной колодки. Воздушная форсунка 61 сообщается с ограничительным пространством 510 через воздушное отверстие 412 и вентиляционные отверстия 413 для откачивания воздуха из ограничительного пространства 510.
Нагревательный блок 7 предназначен для подвода тепла к компонентам 3 обуви, чтобы прочно приклеить их друг к другу. В этом варианте выполнения нагревательный блок 7 содержит четыре нагревателя 71 (на фиг. 4 видны только три), расположенные вокруг внешней поверхности пленочного узла 5. Следует отметить, что нагревательный блок 7 может быть расположен не только с внешней стороны пленочного узла 5. В другом варианте выполнения нагревательный блок 7 может быть выполнен в виде нагревательной трубы, установленной на теле 41 обувной колодки, и возможные решения этим не ограничиваются.
Как показано на фиг. 5 в сочетании с фиг. 2-4, способ сборки компонентов 3 обуви посредством устройства согласно первому варианту выполнения включает в себя этапы 81 - 85.
На этапе 81 обеспечивают наличие компонентов 3 обуви, обувной колодки 4 и пленочного узла 5. Показанные в качестве примера компоненты 3 обуви включают в себя верхнюю часть 31, язычок 32, подошву 33, подблочник 34, пару упрочняющих элементов 35 и декоративный элемент 36.
На этапе 82 компоненты 3 обуви размещают на внешней поверхности тела 41 обувной колодки в заданных положениях. Каждый компонент 3 обуви содержит адгезивный слой. Сначала на внешнюю поверхность тела 41 обувной колодки помещают верхнюю часть 31, затем помещают язычок 32, подошву 33, подблочник 34, усиливающие элементы 35 и декоративный элемент 36.
На этапе 83 сборку тела 41 обувной колодки с компонентами 3 обуви помещают сверху на герметизирующую пленку 51, и четыре закрывающих участка 511 герметизирующей пленки 51 сгибают в сторону верхней торцевой поверхности 411 тела 41 обувной колодки так, чтобы снизу располагались перекрывающие друг друга левый и правый закрывающие участки 511, сверху располагался задний закрывающий участок 511, а передний закрывающий участок 511 располагался ниже заднего закрывающего участка 511, но выше левого и правого закрывающих участков 511. В таком положении фиксируемые элементы 512 закрывающих участков 511 совпадают с соответствующими установочными частями 414. Затем два фиксирующих элемента 42 пропускают через фиксируемые элементы 512 закрывающих участков 511 и вставляют с натягом в соответствующие установочные части 414, тем самым прикрепляя герметизирующую пленку 51 к телу 41 обувной колодки. В этот момент герметизирующая пленка 51 вместе с телом 41 обувной колодки образуют ограничительное пространство 510.
На этапе 84 воздушную форсунку 61 вакуумного блока 6 соединяют с воздушным отверстием 412 тела 41 обувной колодки и активируют нагреватели 71 для подвода тепла к компонентам 3 обуви. Воздух из ограничительного пространства 510 откачивается воздушной форсункой 61 и выходит через воздушное отверстие 412 после прохождения через вентиляционные отверстия 413 и полость 410 тела 41 обувной колодки, при этом герметизирующая пленка 51 сжимается и деформируется под действием вакуума, в результате чего компоненты 3 обуви прижимаются и плотно приклеиваются друг к другу.
На этапе 85, после того как компоненты 3 обуви собраны друг с другом и охлаждены, фиксирующие элементы 42 вынимают из соответствующих установочных частей 414, и тело 41 обувной колодки и герметизирующая пленка 51 отделяются от собранных компонентов 3 обуви, как показано на фиг. 6. Таким образом, получают ботинок 100.
Следует отметить, что между этапами 85 и 86 может производиться операция закачки воздуха. Воздух под высоким давлением может закачиваться в полость 410 через воздушную форсунку 61 вакуумного блока 6, соединенную с воздушным отверстием 412, и проходить через вентиляционные отверстия 413 к обувным компонентам 3. Этим может обеспечиваться быстрое охлаждение герметизирующей пленки 51 и её отделение от компонентов 3 обуви, благодаря чему обувную колодку 4 можно легко отделить от ботинка 100.
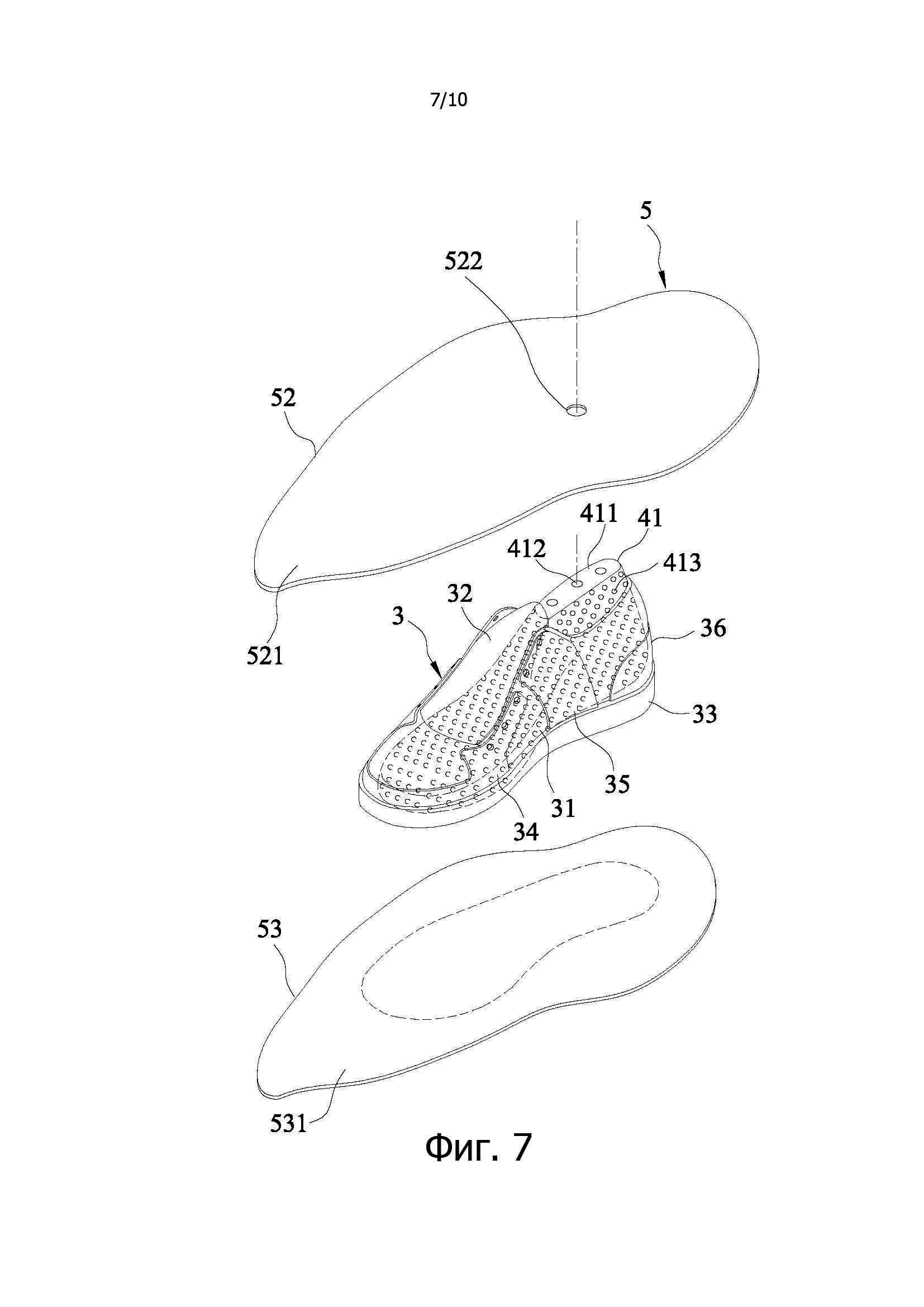
На фиг. 7 и 8 показан второй вариант выполнения устройства и соответствующий способ согласно изобретению, которые в целом аналогичны устройству и способу по первому варианту выполнения. Однако в этом варианте выполнения пленочный узел 5 содержит две гибкие герметизирующие пленки 52, 53 с периферийными краями 521, 531. В герметизирующей пленке 52 имеется также сквозное отверстие 522, положение которого соответствует воздушному отверстию 412 тела 41 обувной колодки.
На этапе 83 герметизирующие пленки 52, 53 располагаются напротив друг друга, чтобы заключить между собой с возможностью извлечения сборку тела 41 обувной колодки с компонентами 3 обуви посредством перекрывающихся друг с другом периферийных краев 521, 531. В этот момент герметизирующие пленки 52, 53 вместе с телом 41 обувной колодки образуют ограничительное пространство 510.
На этапе 84 воздушную форсунку 61 вакуумного блока 6 вставляют в сквозное отверстие 522 в герметизирующей пленке 52 и соединяют с возможностью отсоединения с воздушным отверстием 412 тела 41 обувной колодки, а также активируют нагреватели 71 (фиг. 4) для подвода тепла к компонентам 3 обуви. Воздух из ограничительного пространства 510 откачивается воздушной форсункой 61 и выходит через воздушное отверстие 412 после прохождения через вентиляционные отверстия 413 и полость 410 тела 41 обувной колодки, при этом герметизирующие пленки 52, 53 сжимаются и деформируются под действием вакуума, в результате чего компоненты 3 обуви прижимаются и плотно приклеиваются друг к другу, формируя ботинок 100 (фиг. 6).
На этапе 85, после соединения обувных компонентов 3 друг с другом и их охлаждения, перекрывающиеся периферийные края 521, 531 герметизирующих пленок 52, 53 отделяются друг от друга, герметизирующие пленки 52, 53 отделяются от соединенных компонентов 3 обуви, и тело 41 обувной колодки также отделяется от собранных компонентов 3 обуви.
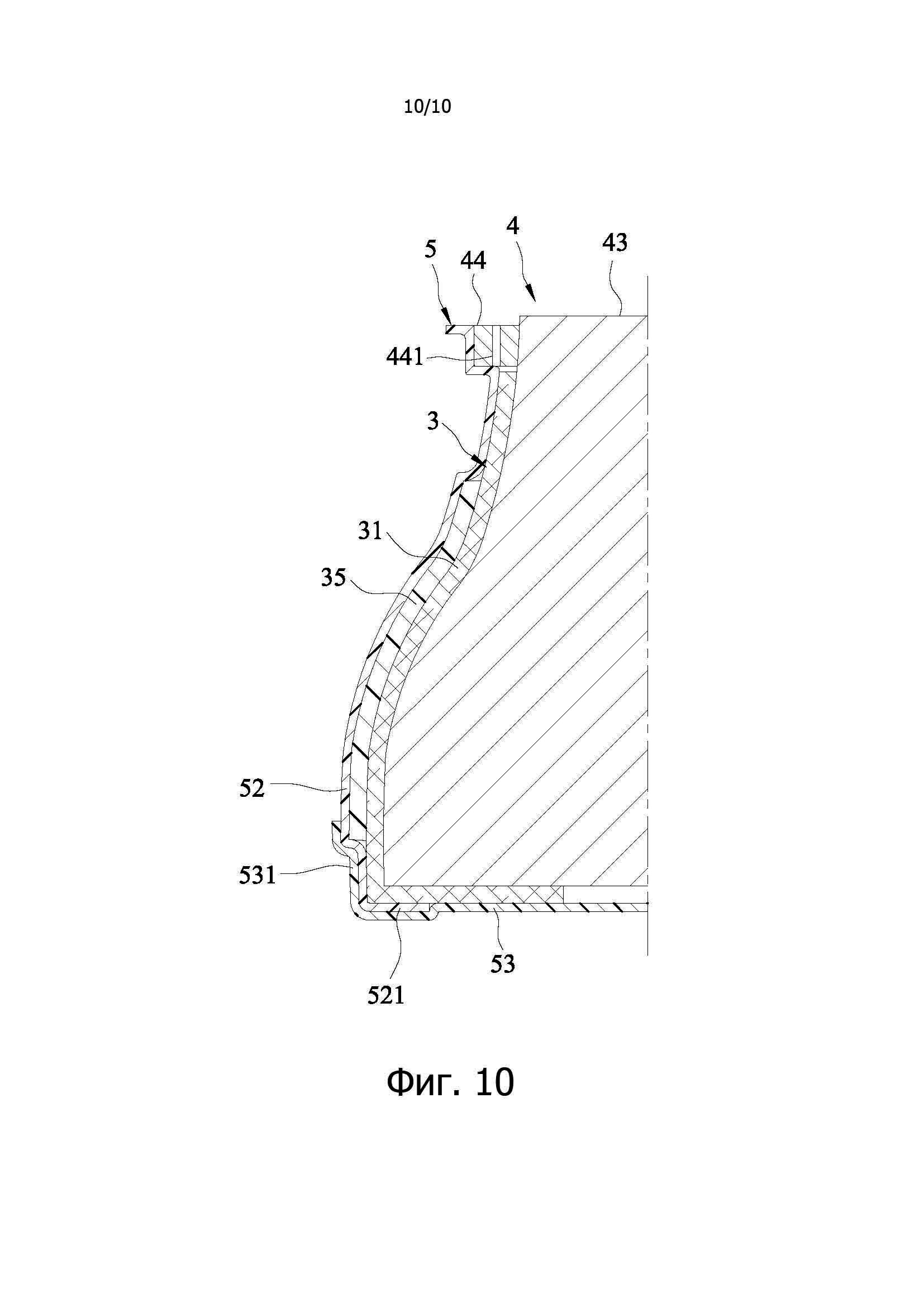
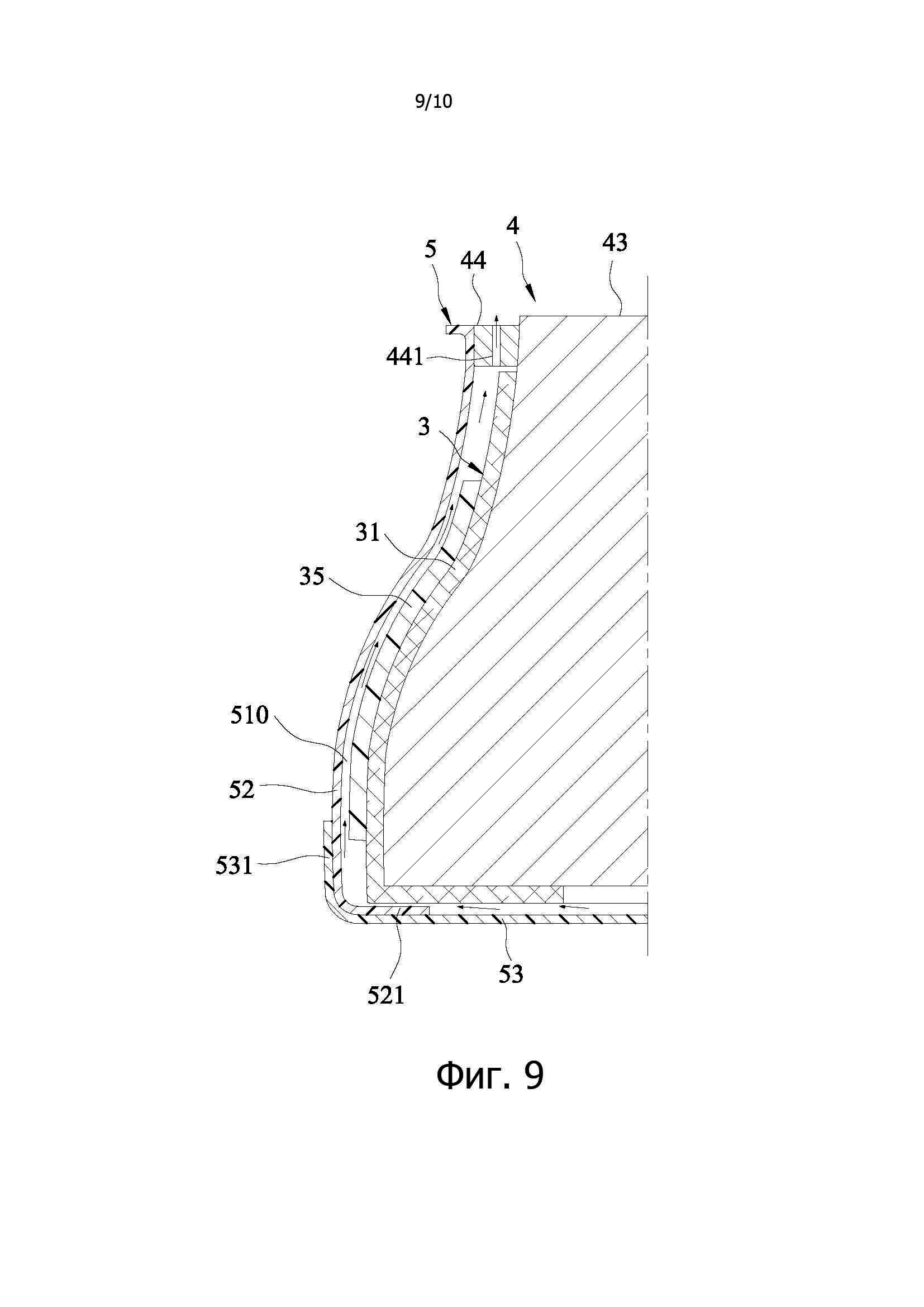
На фиг. 9 и 10 показан третий вариант выполнения устройства согласно изобретению и соответствующий способ, которые в целом аналогичны устройству и способу по второму варианту выполнения. Однако в этом варианте выполнения демонстрируемое в качестве примера устройство используется для сборки верхней части 31 и пары усиливающих элементов 35 (показан только один усиливающий элемент 35). Кроме того, тело 43 обувной колодки 4 имеет твердую структуру. Помимо этого, обувная колодка 4 содержит проставку 44, расположенную вокруг внешней поверхности тела 43 обувной колодки рядом с её верхним краем и совместно с телом 43 обувной колодки и пленочным узлом 5, образуя ограничительное пространство 510. Проставка 44 имеет воздушное отверстие 441, сообщающееся с ограничительным пространством 510. Воздушная форсунка 61 вакуумного блока 6 (фиг. 2) соединена с возможностью отсоединения с воздушным отверстием 441 для откачивания воздуха из ограничительного пространства 510.
На этапе 82 верхняя часть 31 сначала размещается на внешней поверхности тела 43 обувной колодки, а затем пара усиливающих элементов 35 помещается с двух противоположных сторонах верхней части 31.
На этапе 83 герметизирующую пленку 52 надевают на сборку тела 41 обувной колодки и верхней части 31 с усиливающими элементами 35, а герметизирующую пленку 53 помещают напротив герметизирующей пленки 52. Обе указанные герметизирующие пленки взаимодействуют друг с другом, чтобы заключить между собой с возможностью извлечения тело 43 обувной колодки, верхнюю часть 31 и усиливающие элементы 35 с помощью перекрывающихся друг с другом периферийных краев 521, 531. В этот момент герметичные пленки 52, 53 вместе с телом 43 обувной колодки и проставкой 44 образуют ограничительное пространство 510.
На этапе 84 воздушную форсунку 61 вакуумного блока 6 (фиг. 8) соединяют с возможностью отсоединения с воздушным отверстием 441 и активируют нагреватели 71 (фиг. 4) для подвода тепла к верхней части 31 и усиливающим элементам 35. Воздух из ограничительного пространства 510 откачивается воздушной форсункой 61 через воздушное отверстие 441, при этом герметизирующие пленки 52, 53 сжимаются и деформируются под действием вакуума, как показано на фиг. 10, в результате чего верхняя часть 31 и усиливающие элементы 35 плотно прижимаются и приклеиваются друг к другу.
Изобретение обладает следующими основными преимуществами:
1. Ограничительное пространство 510 в первом и втором вариантах выполнения образуется телом 41 обувной колодки и пленочным узлом 5, а в третьем варианте выполнения – телом 43 обувной колодки, пленочным узлом 5 и проставкой 44. Кроме того, воздушное отверстие 412, 441 может быть выполнено в теле 41 обувной колодки или проставке 44. Таким образом, расположение обувной колодки 4 на пленочном узле 5 не ограничено, и имеется больше свободы в использовании пространства и в процессе обработки.
2. В изобретении может использоваться один вакуумный блок 6 и один нагревательный блок 7 для создания вакуума в нескольких герметичных блоках 400 и нагрева их. Иными словами, после того, как в одном из герметичных блоков 400 создан вакуум и произведен нагрев, вакуумный блок 6 можно отсоединить, после чего отсоединить пленочный узел 5, для создания вакуума в другом герметичном блоке 400 и нагрева его, что значительно повышает производительность устройства согласно изобретения.
3. Поскольку обувная колодка 4 является важным элементом в обувном производстве, компоненты изобретения можно упростить, чем обеспечивается значительное сокращение стоимости оборудования.
Несмотря на то, что изобретение было описано на примере нескольких предпочтительных вариантов его осуществления, понятно, что оно не ограничивается ими, а охватывает различные другие варианты в рамках объема изобретения, включая в себя все возможные модификации и изменения конструкции.
Способ изготовления компонентов обуви
Способ изготовления компонентов обуви

