Результат интеллектуальной деятельности: МАРКИРОВАНИЕ УШЕК ДВУМЕРНЫМ КОДОМ
Вид РИД
Изобретение
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
2420-546284RU/085
МАРКИРОВАНИЕ УШЕК ДВУМЕРНЫМ КОДОМ
Перекрестная ссылка
[0001] По данной заявке испрашивается приоритет предварительной патентной заявки US № 62/160,769, поданной 13 мая 2015 и озаглавленной "Маркирование ушек двумерным кодом", содержание которой этим упоминанием включено в данное описание во всей полноте.
Область техники
[0002] Настоящее изобретение относится к контейнерам и, более конкретно, к металлическим контейнерам для напитков и созданию на них маркировки.
Уровень техники
[0003] Банки для напитков, состоящие из двух частей, включают корпус, к которому прикреплен торец банки путем создания шва. В промышленности банки для напитков, состоящие из двух частей, изготавливают путем вытяжки и глубокой вытяжки с получением корпуса, в котором боковая стенка составляет единое целое с основанием. Состоящие из трех частей металлические банки имеют цилиндрический корпус, с двух сторон которого путем создания шва прикреплен торец банки.
[0004] Металлические банки, состоящие из двух частей, производят в огромных количествах с целью использования для напитков и пищевых продуктов; металлические банки, состоящие из трех частей, производят в огромных количествах с целью использования для пищевых продуктов. Соответственно, компоненты банок необходимо изготавливать с большой скоростью.
[0005] Обычные банки для напитков и множество банок для пищевых продуктов с легким открыванием имеют ушко для приложения тянущего усилия. Ушки для приложения тянущего усилия получают из металлического листа в прессе для ушек. Так как необходимы значительные количества, в обычных прессах для ушек получают за один раз множество ушек, расположенных полосами по две, три или четыре штуки.
[0006] Как правило, чтобы получить оболочки торцов банок, в пресс для оболочек из рулона подают алюминиевый лист с предварительно нанесенным лаком. Чтобы получить ушки для приложения тянущего усилия, в пресс для ушек из рулона подают алюминиевую полосу с предварительно нанесенным лаком. Чтобы получить не закатанный швом торец банки, оболочки и ушки для приложения тянущего усилия соединяют в прессе для трансформации.
[0007] Известно создание декоративных элементов на торцах банок, в частности, ушках для приложения тянущего усилия. Например, в патенте US № 6,105,806 описано лазерное травление, или удаление областей покрытия на ушке для приложения тянущего усилия. В патенте US № 6,498,318 сообщается о трудностях при маркировании металлических банок и описана абляция металлической заготовки ушек для приложения тянущего усилия.
[0008] В патенте US № 9,187,221 описано нанесение на торец банки и ушко маркировки в виде двумерного кода путем воздействия лазером на имеющую покрытие основу для изменения внешнего вида по меньшей мере части светочувствительного компонента, по существу без выжигания, травления или абляции лака, в результате чего возникает изображение. В предпочтительном случае применяется лазер на СО2, имеющий ширину луча приблизительно менее 50 микрон, предпочтительно - не более приблизительно 30 микрон, более предпочтительно - не более приблизительно 10 микрон, и еще более предпочтительно - приблизительно 5 микрон. Соответственно, изображение можно создавать из пятен, имеющих размер приблизительно менее 50 микрон, предпочтительно - не более приблизительно 30 микрон, более предпочтительно - не более приблизительно 10 микрон, и еще более предпочтительно - приблизительно 5 микрон. Таким образом, изображение можно создавать из пятен, имеющих размер приблизительно менее 50 микрон.
[0009] В документе JP 2011 020701 (Taguchi) описано нанесение маркировки на клапан, который отделен от основной части ушка линиями сгибов. После нанесения маркировки на клапан, его сгибают к основной части ушка, чтобы получить конверт.
[0010] В тех областях, где считывание выполняется смартфоном при помощи программного обеспечения для сканирования, наиболее часто используемым типом кода является QR-код. В ходе обычного лазерного маркирования нанесение обычных QR-кодов занимает более 200 мс.
[0011] Авторам изобретения известна обычная промышленная система для лазерного травления ушек для приложения тянущего усилия, включающая лазер на СО2, мощность которого при работе обычно составляет около 100 Вт. Каждый ряд в прессе для ушек имеет свой собственный лазер, в результате чего этот пресс может работать с производительностью около 700 ушек в минуту при использовании лазерного луча, обеспечивающего разрешение, или имеющего размер пятна, приблизительно 100 микрон. Как правило, при помощи лазера удаляют лак, имеющий темный цвет, чтобы на открывшейся алюминиевой основе получить простой логотип или несколько символов. Ограничение по скорости процесса также создает ограничение по степени декорирования.
[0012] Нанесение на покрытие маркировки при помощи лазера используется для гибкой и картонной упаковки в различных областях применения маркирования. Как правило, в прозрачный или светлый лак добавляют термочувствительный пигмент, и воздействие лазером на СО2 приводит к изменению цвета. Например, лазером можно воздействовать на этикетку из белого лака, чтобы отобразить черный текст. Этот тип систем для лазерного маркирования предлагается компанией Sun Chemical под торговой маркой Sunlase, и в них применяется лазер на алюмоиттриевом гранате с размером пятна 100 микрон.
[0013] При традиционном применении лазера для работы с ушками или другими частями металлической банки обычно требуется очень высокая интенсивность луча и, таким образом, использование волоконных лазеров большой мощности, например, 20 Вт или 40 Вт с небольшим фокусным расстоянием, например, 180 мм, чтобы обеспечить травление покрытия или металлической основы. В результате лазерная маркировка обычно характеризуется размерами значительно меньше 200 микрон, как правило - всего лишь 50-150 микрон.
Сущность изобретения
[0014] Чтобы способ нанесения маркировочного кода на структуру с ушками для банки для напитка имел промышленную применимость, то есть, обеспечивал достаточное количество уникальных кодов при использовании в отрасли по производству банок для напитков, необходимо разрабатывать его с заданием следующих параметров в их сочетании: размер пятна (для создания элемента двумерного кода), площадь кода, размер матрицы (то есть, число элементов), скорость создания кода и читаемость кода. Предполагается, что настоящее изобретение не ограничивается конкретными сочетаниями, указанными в этом описании, и, как предполагается, его объем определяется пунктами формулы изобретения.
[0015] Способ нанесения маркировочного кода на структуру с ушками для банки для напитка содержит создание двумерного кода на поверхности основной части этой структуры, что включает как маркирование ушка после его формирования в прессе для ушек, так и маркирование заготовки ушек перед ее поступлением в этот пресс. Элементы кода в предпочтительном случае создают на темном покрытии путем воздействия имеющим приблизительно круглое сечение лазерным лучом, который формирует пятна. Термин "круглое" используется здесь для указания приблизительно круглой формы на плоскости (то есть, поверхности металла), на которую проецируют луч (то есть, с получением пятен). В предпочтительном случае пятна создают по одному таким образом, чтобы лазерный луч оставался неподвижным до тех пор, пока не будет создано пятно. Затем, после создания пятна, лазерный луч и/или структуру с ушками перемещают в другое требуемое положение для создания другого пятна. Можно использовать более одного лазерного луча для создания в одно и то же время нескольких пятен. Процесс повторяют до тех пор, пока не будет создан требуемый код.
[0016] Лазерный луч в предпочтительном случае повреждает покрытие, в результате чего возникают светлые пятна, являющиеся приблизительно округлыми и имеющие минимальный диаметр, составляющий по меньшей мере 200 микрон. Пятна образуют двумерный код, предпочтительно - двумерный матричный код (DMC), который можно считывать при помощи устройства для беспроводной связи. В предпочтительном случае площадь кода меньше, чем 6 × 6 мм.
[0017] Обычно создание сканируемых потребительских кодов в форме квадрата со стороной менее 6 мм является проблематичным, и в настоящее время они широко не используются в отрасли по производству банок для напитков из-за того, что, как предполагают авторы изобретения, двумерные коды (в особенности, QR-коды, являющиеся наиболее распространенным вариантом, используемым при упаковке) имеют слишком высокое разрешение, не позволяющее их считывать надежным образом при размещении не маленькой доступной площади производимых ушек, согласно общепринятому мнению, что небольшой по размеру код требует обеспечения высокого разрешения, чтобы получить большое число уникальных комбинаций элементов. В некоторых случаях при использовании некоторых вариантов реализации изобретения для смартфона может потребоваться специализированное приложение со встроенными программами сканирования.
[0018] Настоящее изобретение не ограничивается предельным размером кода 6 × 6 мм, если только этот предел явным образом не указан в пунктах Формулы изобретения. В предпочтительном случае код считывается в течение целевого для данного процесса периода времени, составляющего приблизительно 50 мс.
[0019] Так, в некоторых вариантах DMC-код, который можно сканировать при помощи обычных устройств для беспроводной связи (при этом не имеет значения, какие приложения для сканирования используются, стандартные или специализированные), позволяет обеспечить количество возможных кодов, которое является достаточно большим, чтобы получить уникальный идентификатор на рынке банок для напитков.
[0020] Обычные коды требуют наличия свободной зоны, что сделает доступное пространство в углублении ушка еще более маленьким. Но при использовании инвертированного кода (то есть, полученного путем создания элементов светлого цвета на темном фоне) свободной зоной может служить фон, окружающий этот код.
[0021] Согласно другому варианту реализации настоящего изобретения, предлагается не закатанный швом торец банки для напитка, который содержит оболочку и ушко. Оболочка включает согнутую часть, боковую стенку, центральную панель и насечку на центральной панели, обеспечивающую получение прорываемой панели. Ушко прикреплено к центральной панели при помощи заклепки. Ушко включает основную часть, имеющую поверхность. Поверхность имеет темное покрытие, и на этом покрытии имеется маркировочный код. Маркировочный код представляет собой множество светлых пятен, полученных при помощи имеющего круглое сечение лазерного луча. Каждая из множества светлых пятен имеет минимальный размер по меньшей мере 200 микрон. Множество светлых пятен создает двумерный код, который можно считывать при помощи устройства для беспроводной связи.
Краткое описание чертежей
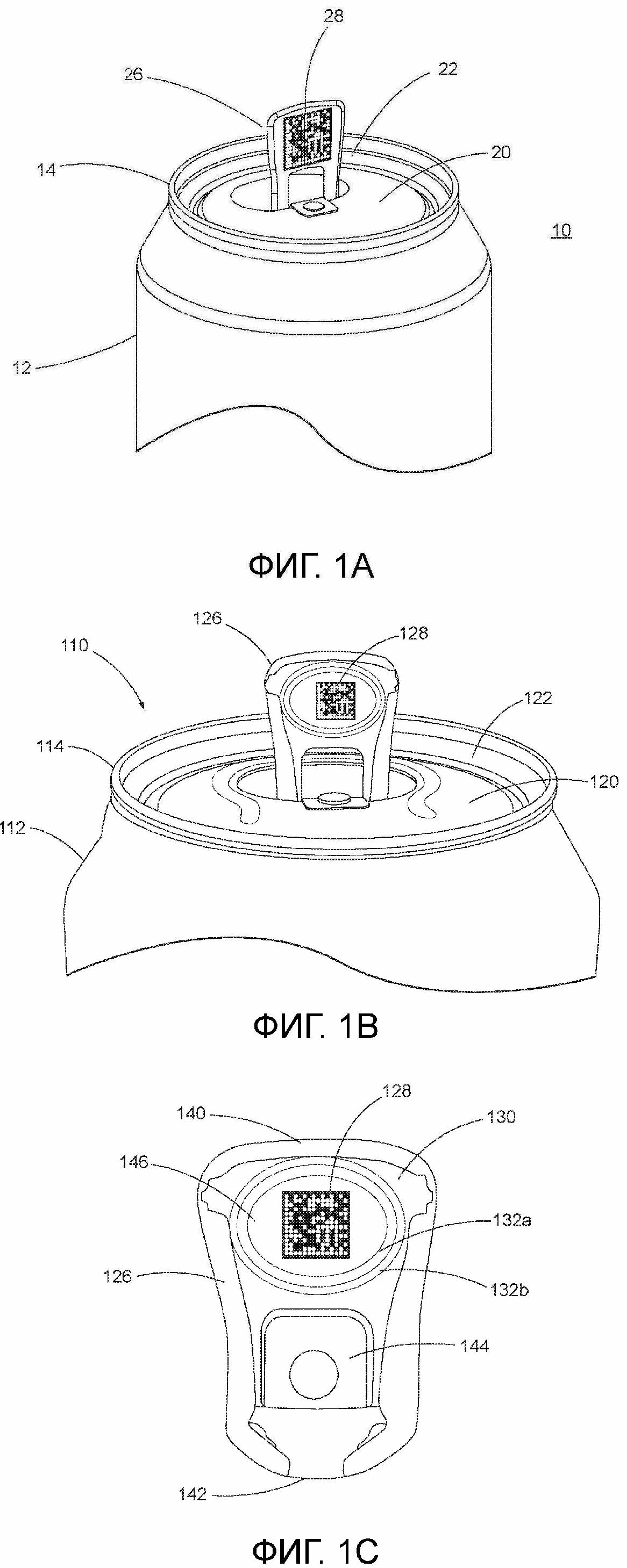
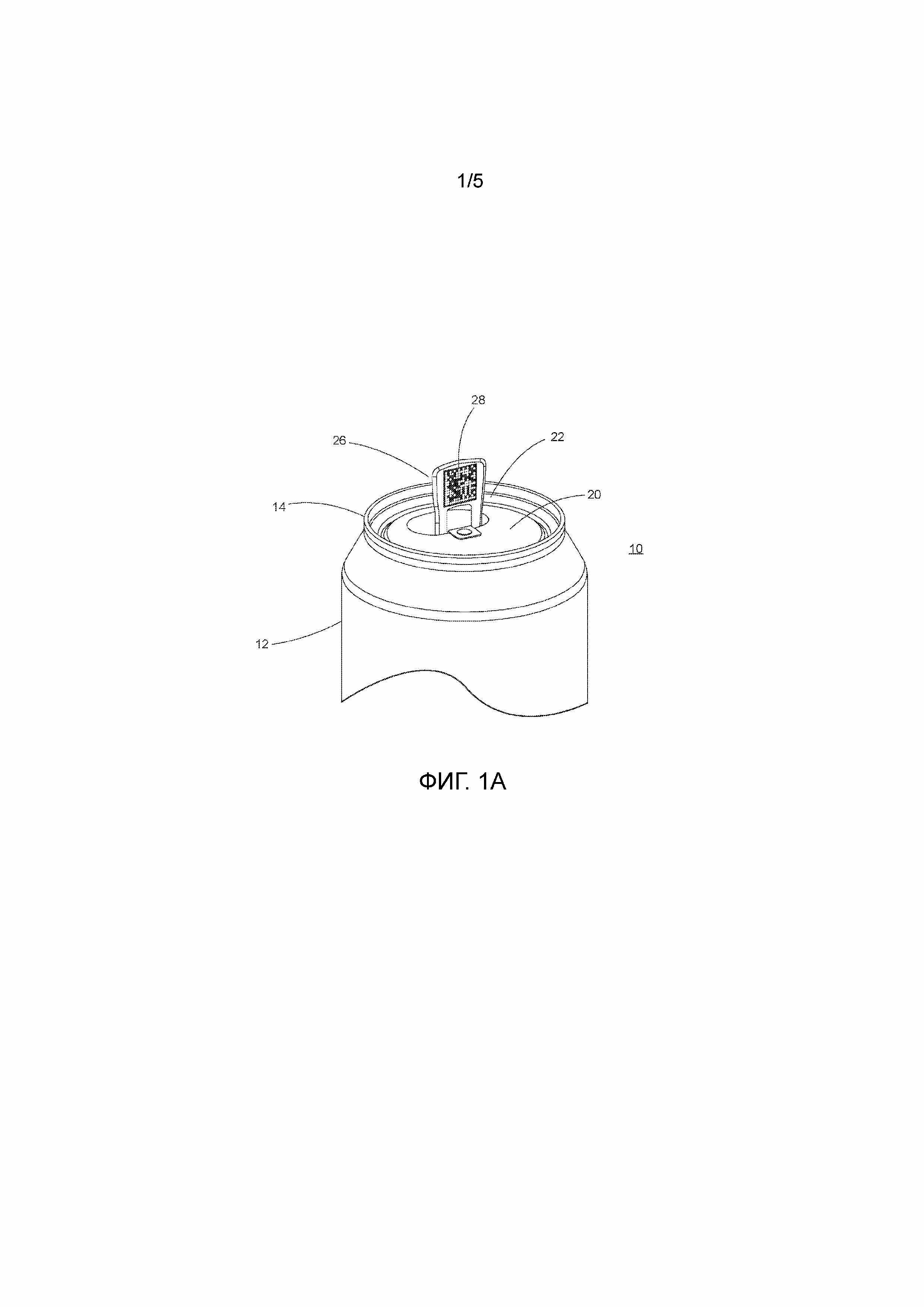
[0022] На Фиг.1А в изометрии схематично показан торец, на ушке которого имеется двумерный код.
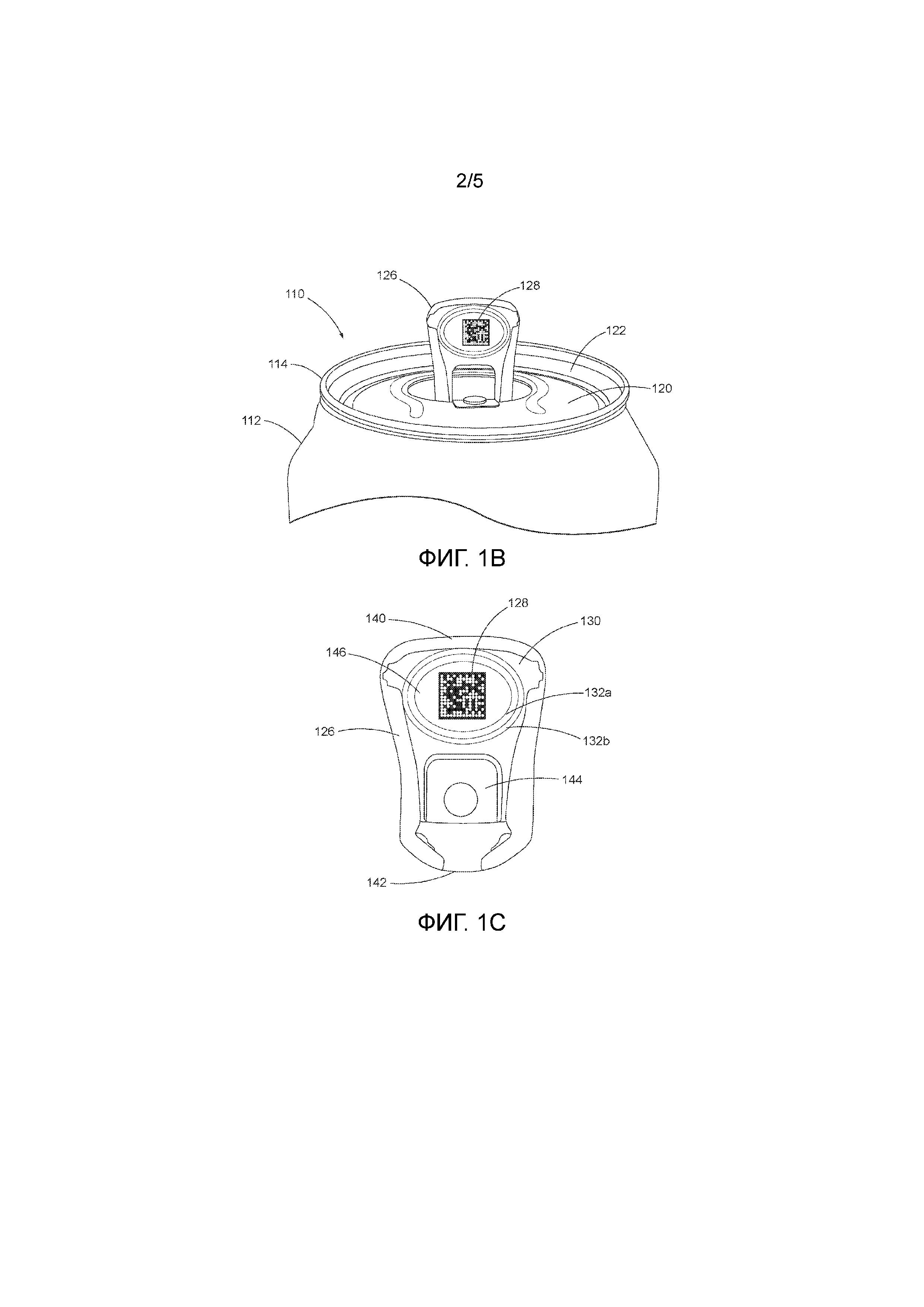
[0023] На Фиг.1В в изометрии показан торец, имеющий код, соответствующий предпочтительному варианту.
[0024] На Фиг.1С приведен вид снизу ушка, имеющего двумерный код.
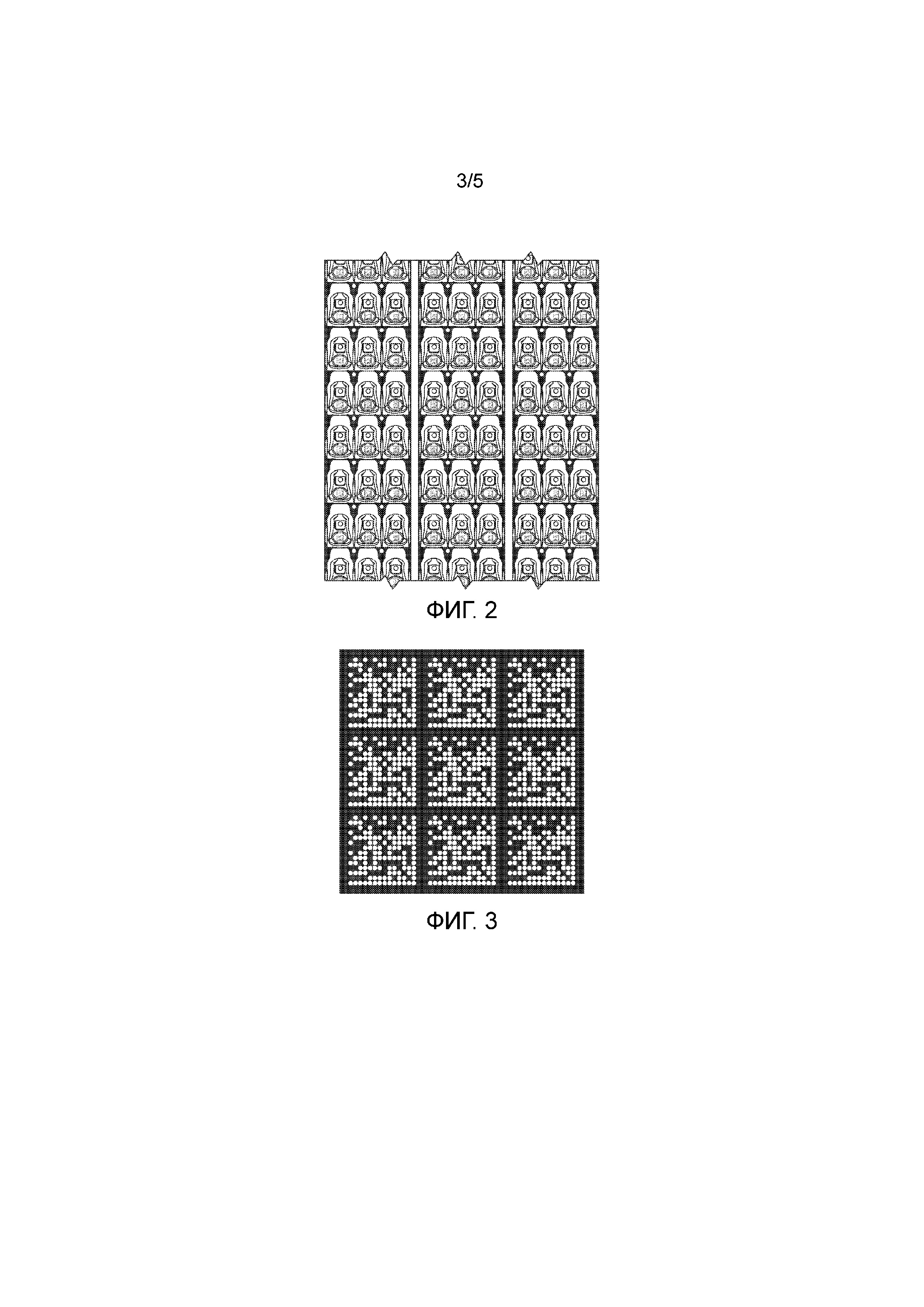
[0025] На Фиг.2 для иллюстрации аспектов настоящего изобретения показана заготовка ушек.
[0026] На Фиг.3 для иллюстрации аспекта настоящего изобретения показан двумерный код.
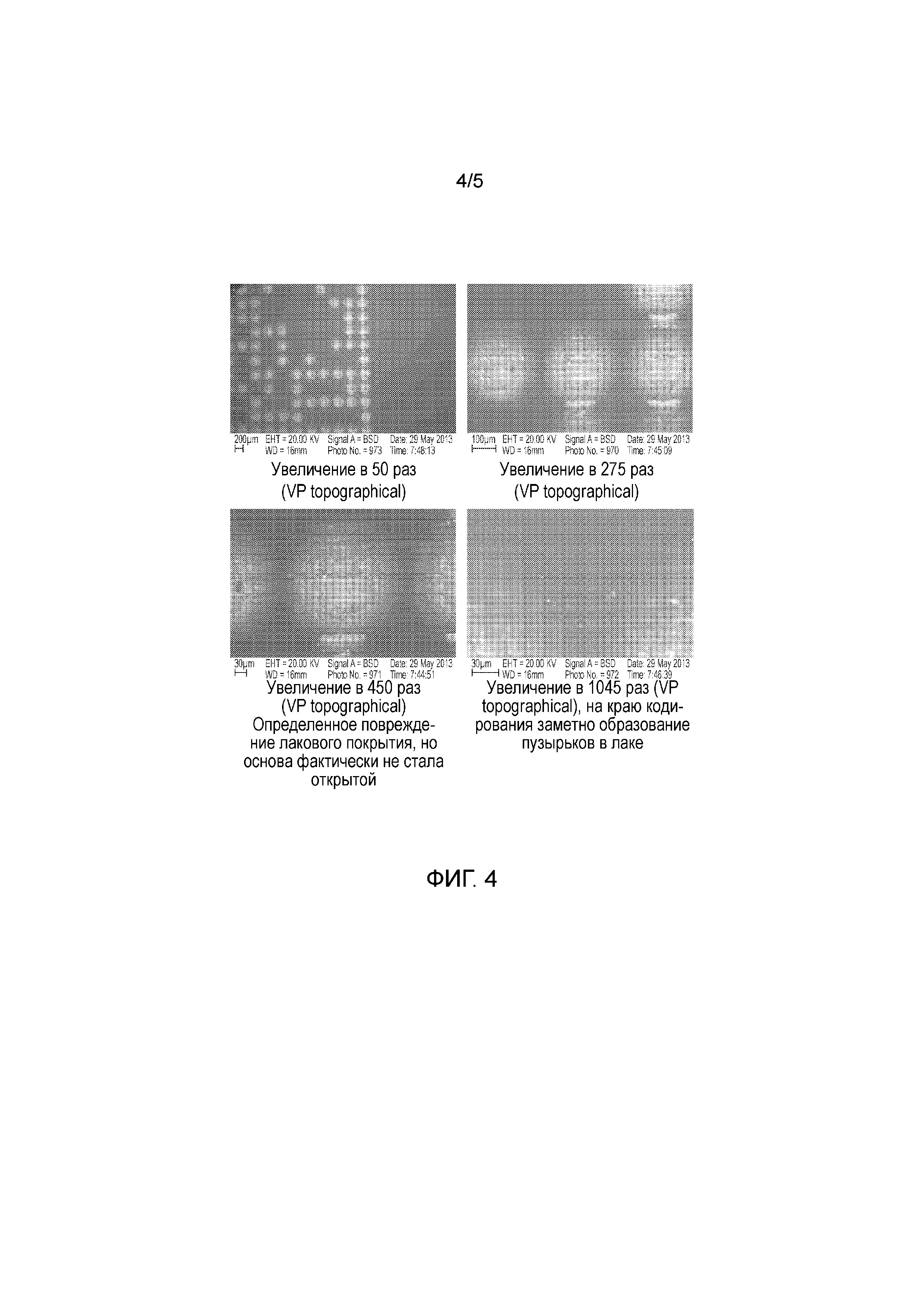
[0027] На Фиг.4 показаны пятна кода, созданного в соответствии с одним аспектом настоящего изобретения.
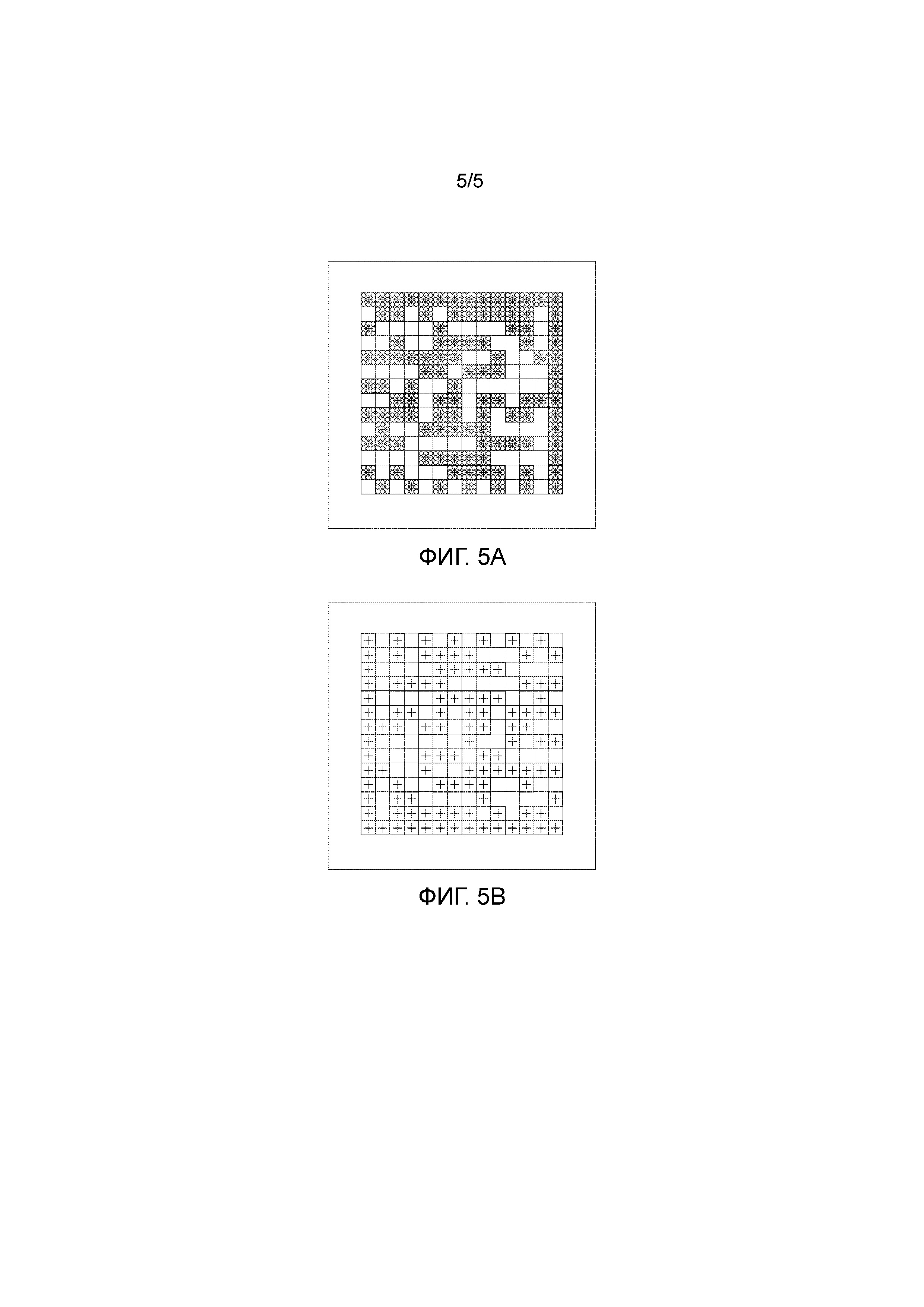
[0028] На Фиг.5А и 5В показан создаваемый из пятен код, в котором каждый элемент создают из множества пятен.
Подробное описание предпочтительных вариантов реализации
[0029] На Фиг.1А схематично показана банка 10 для напитка, которая включает корпус 12 и торец 14. Торец 14 банки может быть закатанным швом, как показано, или не закатанным швом. Не закатанный швом торец банки описан в патенте US № 9,187,221, озаглавленном "Can Ends Having Machine Readable Information" ("Торцы банок, содержащие машиночитаемую информацию") и поданном 27 сентября 2012, содержание которого этим упоминанием включено в данное описание во всей полноте. торец 14 включает центральную панель 20 и обжимную стенку 22. Готовый торец также включает ушко 26 для приложения тянущего усилия, прикрепленное к центральной панели 20 при помощи заклепки. Ушко 26 для приложения тянущего усилия показано в его полностью задействованном положении, после того, как с его помощью в месте насечки прорван материал торца для создания отверстия для выливания. Изображение, например, двумерный код 28, находится с нижней стороны ушка 26, в результате чего его можно увидеть только после задействования этого ушка. Настоящее изобретение не ограничивается торцами банок для напитков и охватывает другие торцы, например, торцы на банках для пищевых продуктов.
[0030] Ушко, на которое нанесен код, включает вершину, основание и основную часть между ними. Основная часть имеет площадку, на которой может быть прикреплена заклепка, предназначенная для закрепления ушка 26 на банке для напитка. Как показано, код 28 создан непосредственно на основной части ушка 26.
[0031] Код 28 может представлять собой любой двумерный код, выполненный с возможностью считывания сканером или устройством для беспроводной связи, например, при помощи приложения для бытового смартфона. Код может быть любого типа, например, Aztek, MaxiCode, QR или, как показано на Фиг.1В, 3 и 4, DMC (Data Matrix Code - Двумерный матричный код). Каждый из этих кодов регулируется стандартами, что известно специалисту, знакомому с технологией кодирования.
[0032] Как показано на Фиг.1В, предпочтительный вариант включает банку 110 для напитка, которая имеет корпус 112 и закатанный швом торец 114. Торец 114 включает центральную панель 120 и обжимную стенку 122. Готовый торец также включает ушко 126 для приложения тянущего усилия, прикрепленное к центральной панели при помощи заклепки. Ушко 126 для приложения тянущего усилия показано в его полностью задействованном положении, после того, как с его помощью в месте насечки прорван материал торца для создания отверстия для выливания. Код 128 находится с нижней стороны ушка 126, в результате чего его можно увидеть только после задействования этого ушка.
[0033] Ушко 126 включает основание 140, вершину 142 (на чертежах показана ниже центральной панели 120, так как ушко 126 находится в его задействованном положении после открывания прорываемой панели), участок 144 для заклепки и панель 146. Ушко 126 задействуют обычным образом путем подъема основания 140 для поворота этого ушка вокруг заклепки, в результате чего вершина 142 давит вниз на прорываемую панель.
[0034] Панель 146 является сплошной, то есть не имеет отверстий, и плоской, что позволяет получить площадку с размерами приблизительно 6 × 6 мм или менее, с вариацией ±0,5 мм, что подходит для расположения кода 128. Таким образом, определение "плоская" применительно к панели 146 означает, что она является плоской в обычном понимании и достаточной для эффективного считывания кодов при помощи обычных бытовых устройств для беспроводной связи, например, iPhone 6 и т.п., имеющих соответствующее обычное программное обеспечение (приложения) для сканирования.
[0035] Как показано на Фиг.1В, панель 146 в предпочтительном случае создана в виде углубления, то есть смещена относительно согнутой части ушка 126 и верхней плоской части 130 за счет создания пары уступов, или ступенек, 132а и 132b. Панель 146, на которой находится код 128, и верхняя плоская часть 130 создают сплошную поверхность без отверстий между согнутой частью ушка 126 у основания 140 и участком 144 для заклепки, имеющим прорезь.
[0036] Авторы изобретения считают, что DMC-коды являются предпочтительными для маркирования ушек из-за обеспечиваемой эффективности хранения данных в пространстве, имеющемся с нижней стороны ушка. Код 128, показанный на Фиг.1В, представляет собой Двумерный матричный код (DMC), являющийся двумерным матричным штрих-кодом, который состоит из черных и белых ячеек, или модулей, размещенных с получением квадрата или прямоугольника. Каждый модуль представляет собой один бит закодированных текстовых или числовых данных. DMC-коды, как правило, имеют две сплошных соседних границы, образующих букву "L", которые называют "шаблоном поиска", и две других границы, состоящих из чередующихся темных и светлых модулей, которые называют "шаблоном синхронизации". DMC-коды могут регулироваться стандартами ISO/IEC, что известно специалистам, знакомым с технологией кодирования.
[0037] Если код 128, находящийся на ушке 126, по типу относится к DMC, это также обеспечивает или делает более эффективным его считывание отчасти из-за его высокой избыточности, составляющей около 50%, и контроля ошибок, имеющегося в случае использования DMC-кодов. Авторы изобретения продемонстрировали, что DMC-код можно получать при имеющейся в промышленности производительности (то есть, скорости производства) с качеством, достаточным для его надежного считывания при помощи камер обычных смартфонов и соответствующего программного обеспечения для сканирования. Авторы изобретения допускают возможность использования кодов других типов.
[0038] Как показано на чертежах, DMC-код 128 представляет собой двумерную матрицу размером 14 × 14 из серебристых или светлых пятен на черном фоне, которая окружена черным покрытием. Как показано, пятна не перекрываются. Как можно лучше видеть на Фиг.4, для создания серебристого или светлого цвета повреждают покрытие. В некоторых случаях покрытие с металлической основы не удаляется, то есть, эта основа, предпочтительно, не подвергается абляции или изменению в результате воздействия лазером. В предпочтительном случае код 128 имеет размер, по меньшей мере, 12 × 12 элементов и менее, чем 21 × 21 элемент. Указанный нижний предел обеспечивает достаточное число комбинаций элементов при производстве изделий в огромных количествах, что является обычным в случае банок для напитков. Указанный верхний предел обеспечивает размер пятна, позволяющий выполнять считывание.
[0039] Способ создания кода 128 можно применить для любой структуры с ушками. Термин "структура с ушками" используется для указания заготовки ушек, находящейся в виде плоской полосы, которую разматывают из рулона перед поступлением в пресс для ушек, готовых ушек после выхода из пресса для ушек и ушек после выхода из пресса для трансформации, когда они закреплены на изготавливаемых торцах банок для напитков. На Фиг.4 ушки показаны в состоянии после пресса для трансформации, причем эти ушки прикреплены к листовой высечке, или оставшейся части полосы.
[0040] В предпочтительном случае пятна создают путем повреждения темного покрытия. Авторы изобретения продемонстрировали, что черное лаковое покрытие можно повредить таким образом, чтобы оно изменило цвет или блеск. Можно применять лазер, воздействие которого является слишком слабым, чтобы вызвать испарение по меньшей мере в указанные здесь периоды времени. В этой связи следует отметить, что черное покрытие поглощает излучение с длиной волны 1 микрон, являющееся обычным для волоконных лазеров. Можно применять покрытия, отличающиеся от черного, если они способны поглощать излучение с длиной волны 1 микрон с изменением цвета или блеска, как здесь указано. Кроме того, также можно применять и другие покрытия, поглощающие излучение с другими длинами волн, например, но не ограничиваясь указанным, излучение лазеров на СО2 с длиной волны 10 микрон.
[0041] Термин "темное покрытие" используется здесь для указания черного покрытия, а также охватывает другие покрытия, цвет или блеск которых при воздействии лазерным лучом изменяется в степени, достаточной для того, чтобы возникла выделяющаяся на них светлое пятно. Является ли покрытие "темным покрытием", которое может изменять цвет при поглощении лазерного излучения с данной длиной волны, можно определить путем проведения стандартных экспериментов, рассматриваемых с учетом настоящего раскрытия.
[0042] Код 128 представляет собой инвертированный код, так как он создан при помощи светлых пятен на темном фоне, а не при помощи обычных черных квадратов на белом фоне. Для обычных DMC-кодов необходимо наличие вокруг них белой свободной зоны шириной в 3 модуля, но, так как данный код является инвертированным, само черное покрытие создает свободную зону.
[0043] Ушки 126 в предпочтительном случае маркируют при помощи лазера непосредственно перед прессом для трансформации, в той части цикла, где детали являются неподвижными. Если скорость производства ушек составляет по меньшей мере 650 ушек в минуту, при наличии трех рядов и одного лазера на ряд, период неподвижности составляет приблизительно 55 миллисекунд (мс). Соответственно, чтобы получить двумерный код, код 128 в предпочтительном случае наносится за менее, чем 75 мс, более предпочтительно - за менее, чем 65 мс и наиболее предпочтительно - за менее, чем 55 мс. Чтобы обеспечить уникальный код для каждой из 10 миллиардов банок, при этом вероятность угадать код случайным образом является очень небольшой, в предпочтительном случае требуется код размером 12 × 12 модулей.
[0044] Способ создания кода 128 включает создание пятен, имеющих подходящий размер, с подходящей скоростью. Код 128 создают из пятен, имеющих диаметр, по меньшей мере, 200 микрон, предпочтительно - от 250 до 400 микрон и более предпочтительно - в диапазоне от 250 до 350 микрон. В одном варианте пятна имеют размер предпочтительно приблизительно 330 микрон. В случаях, когда пятна не являются округлыми, значение диаметра можно получить как средний диаметр пятна путем вычисления среднего арифметического от минимальной и максимальной длины отрезков, проведенных через геометрический центр пятна.
[0045] Чтобы облегчить считывание, пятна в предпочтительном случае имеют отношение сторон, определяемое как отношение максимальной длины отрезка, проведенного через геометрический центр пятна, к минимальной длине отрезка, проведенного через этот центр, составляет не более, чем приблизительно 1,5, более предпочтительно - не более, чем приблизительно 1,3, и наиболее предпочтительно - не более, чем приблизительно 1,2.
[0046] Применяемый лазер имеет фокусное отношение в диапазоне от приблизительно 40 до приблизительно 70, более предпочтительно - в диапазоне от приблизительно 45 до приблизительно 65 и еще более предпочтительно - в диапазоне от приблизительно 50 до приблизительно 60, как полагают авторы изобретения, эти значения сравнительно больше используемых в обычных процессах лазерного маркирования и обеспечивают сравнительно больший диаметр пятна (указан выше), а также приемлемую устойчивость к ошибкам расфокусирования. "Фокусное отношение" - это фокусное расстояние, деленное на диаметр луча, измеренный у последней линзы. Фокусное расстояние в предпочтительном случае больше 225 мм, более предпочтительно - больше 275 мм, наиболее предпочтительно, находится в диапазоне от 300 до 375 мм, и для показанного варианта составляет приблизительно 330 мм.
[0047] Лазер, применяемый для получения пятен кода 128, показанных на Фиг.2 - Фиг.4, представляет собой волоконный лазер Н-типа мощностью 70 Вт, поставляемый компанией SPI Lasers под торговой маркой RedEnergy G4. Авторы изобретения полагают, что можно использовать лазер с мощностью 40 Вт или более. Общим правилом является получение в заданной плоскости неизменной или, по существу, неизменной интенсивности луча. Чтобы получать пятна кода 128 с необходимой в промышленности скоростью, луч имеет такую характеристику "глубина резкости", чтобы невозможно было получить идеальное распределение интенсивности (то есть, распределение в виде "цилиндра") в его поперечном сечении. Соответственно, в примерах лазер настраивают таким образом, чтобы он был подходящим образом расфокусирован и имел оптическую аберрацию, чтобы получить требуемые характеристики луча, включая неизменность интенсивности. В этой связи отметим, что аберрация и фокусирование используются для создания более широкого, более равномерного распределения, что будет понятно специалистам, знакомым с лазерной технологией маркирования. В примерах для постепенного повреждения лака с целью получения требуемого эффекта используется несколько коротких импульсов с большой энергией, например, шесть. Лазером воздействуют без активного фокусирования, или обратной связи.
[0048] В качестве альтернативы, как показано на Фиг.5А и 5В, каждый из элементов может быть создан из нескольких пятен. В показанном варианте, при помощи лазера создают девять пятен, чтобы получить элемент, который можно читать при помощи устройства для беспроводной связи, как описано выше. Каждая из множества пятен может быть обособленной, в результате чего каждая из них не перекрывается с соседними, как показано на Фиг.5А. Либо каждая из множества пятен может быть создана с перекрыванием соседних пятен в пределах одного элемента, как показано на Фиг.5В. Каждая из пятен, показанных на Фиг.5А и 5В, может быть создана с использованием процесса и оборудования для воздействия лазером, которые описаны здесь в общих чертах, с получением элементов, которые можно читать при помощи указанных здесь устройств для беспроводной связи.
[0049] Настоящее изобретение проиллюстрировано при помощи описанных здесь кода и структуры с ушками. Настоящее изобретение не ограничивается конкретными описанными вариантами, а охватывает весь диапазон вариантов, который определен в пунктах формулы изобретения.
Торец банки
Повторно уплотняемый торец банки для напитка и способы, относящиеся к нему
Дно металлического контейнера
Система охлаждения
Контейнер для хранения жидкости
Изготовление емкостей
Банка для напитков с диском
Изготовление жестяной банки
Крышка для банки для напитков с полностью открытым концом
Корпус банки

