Результат интеллектуальной деятельности: ФУРАНОВЫЕ ПОЛИМЕРНЫЕ ПРЕДВАРИТЕЛЬНО ОТФОРМОВАННЫЕ ЗАГОТОВКИ, КОНТЕЙНЕРЫ И СПОСОБЫ ОБРАБОТКИ
Вид РИД
Изобретение
Перекрестная ссылка на родственные заявки
Данная не являющаяся предварительной заявка на патент заявляет приоритет предварительной заявки на патент США с серийным №61/872524, поданной 30 августа 2013 года, включенной таким образом посредством ссылки во всей своей полноте.
Область техники, к которой относится изобретение
Настоящее изобретение направлено на предварительно отформованные заготовки и способы обработки полимеров на основе 2,5-фурандикарбоновой кислоты (FDCA), таких как поли(этилен-2,5-фурандикарбоксилат (PEF), с получением предварительно отформованных заготовок и изделий, таких как контейнеры (например, бутылки). Настоящее изобретение также включает предварительно отформованные заготовки и изделия, такие как контейнеры.
Предпосылки изобретения
Полиэтилентерефталат (PET) представляет собой сложный полиэфир, полученный из терефталевой кислоты (ТА) и этиленгликоля (EG). Смолы на основе PET широко применяют для получения контейнеров для напитков в связи с хорошей комбинацией прозрачности, механических свойств и газонепроницаемости у PET.
В большинстве промышленных способов получения PET используется сырье, полученное из нефтехимических продуктов. Поскольку популярность упаковки на основе PET выросла, опасения относительно воздействия на окружающую среду полученного нефтехимически PET (нефте-РЕТ) стали более значительными. Были изучены различные стратегии для ограничения воздействия на окружающую среду нефте-РЕТ, в том числе (i) сокращение объема отходов (т.е. сокращение количества нефте-РЕТ в данном контейнере); (ii) замещение нефтехимического сырья возобновляемым сырьем (например, сахарным тростником) с получением PET на основе биологического сырья (био-РЕТ) и (iii) замещение нефте-РЕТ полимолочной кислотой (PLA), полимером, полученным из биологического сырья.
Поскольку данные стратегии имели некоторые положительные эффекты, они, в общем, требовали компромисса относительно физической производительности контейнера и/или стоимости материалов. По этой причине остается потребность в новых стратегиях для ограничения воздействия на окружающую среду нефте-РЕТ, при этом все еще удовлетворяя потребность потребителей в пластиковых контейнерах с соответствующими физическими эксплуатационными характеристиками.
Поскольку считается, что PET, как правило, обладает хорошими свойствами газонепроницаемости, данное свойство значительно варьирует в зависимости от размера. Контейнер меньшего размера имеет большее отношение площади поверхности к объему, что приводит в результате к более высокому коэффициенту относительных потерь. По этой причине контейнеры на основе PET в настоящее время применяют только в качестве контейнеров большего размера для упаковки газированных безалкогольных напитков, в то время как металлические банки и стеклянные контейнеры выбирают для контейнеров для газированных безалкогольных напитков меньшего размера. По этой причине остается потребность в новых стратегиях для обеспечения небольших пластиковых контейнеров, обладающих улучшенными свойствами газонепроницаемости.
2,5-Фурандикарбоновая кислота (FDCA) представляет собой окисленное производное фурана, полученное из возобновляемых источников. Возможные варианты применения для полимеров на основе FDCA включают многочисленные и различные современные варианты применения полимеров, содержащих терефталевую кислоту (ТА), которую может заменить FDCA. Полиэтиленфураноат (PEF) представляет собой полимер на основе FDCA, полученный из FDCA и этиленгликоля, и представляет интерес в использовании в различных вариантах применения, в том числе в упаковке.
Соответственно, он является основной целью настоящего изобретения для получения предварительно отформованных заготовок и способов обработки полимеров на основе FDCA, таких как PEF, с целью получения предварительно отформованных заготовок и изделий, таких как контейнеры (например, бутылки).
Другой целью настоящего изобретения является получение предварительно отформованных заготовок из полимера на основе FDCA, которые можно обрабатывать подобно предварительно отформованным заготовкам на основе PET.
Еще одной целью настоящего изобретения является получение контейнеров из полимера на основе FDCA, таких как контейнеры на основе PEF, обладающих эксплуатационными характеристиками, подобными или даже превосходящими характеристики контейнеров на основе PET.
Конкретной целью настоящего изобретения является получение предварительно отформованных заготовок и способов получения контейнеров для напитков из полимера на основе FDCA (например, бутылок) с объемом менее приблизительно 500 мл.
Краткое описание изобретения
Неожиданно было обнаружено, что традиционные способы обработки PET не могут быть успешно применены по отношению к полиэтиленфураноату (PEF) при производстве контейнеров, таких как контейнеры для пищевых продуктов и напитков. В настоящем изобретении представлены новые предварительно отформованные заготовки и способы обработки полимеров, содержащих FDCA, с получением таких предварительно отформованных заготовок и контейнеров посредством формования с раздувом и вытягиванием. Настоящее изобретение также распространяется на контейнеры, формованные с использованием раскрытых предварительно отформованных заготовок и способов. Предпочтительно контейнеры по настоящему изобретению получают из биологического сырья, в отличие от полученных из нефтяного сырья, при сохранении или улучшении их эксплуатационных характеристик (например, непроницаемости, срока хранения).
В первом аспекте настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент и компонент на основе FDCA, где предварительно отформованная заготовка характеризуется степенью кольцевого растяжения и степенью осевого растяжения, которые делают возможным производство формованного с раздувом и вытягиванием контейнера с эксплуатационными свойствами, сопоставимыми или превосходящими свойства контейнеров, формованных с раздувом и вытягиванием, полученных на основе традиционных РЕТ-смол.
В одном варианте осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (i) степенью кольцевого растяжения от приблизительно 2,6 до приблизительно 8,2 и (ii) степенью осевого растяжения от приблизительно 2,0 до приблизительно 5,0. В иллюстративных вариантах осуществления предварительно отформованная заготовка содержит этиленгликоль и FDCA.
В предпочтительном варианте осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (i) степенью кольцевого растяжения от приблизительно 5,2 до приблизительно 7,2 и (ii) степенью осевого растяжения от приблизительно 2,3 до приблизительно 3,3. В определенных вариантах осуществления предварительно отформованная заготовка содержит этиленгликоль и FDCA.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (i) степенью кольцевого растяжения от приблизительно 2,6 до приблизительно 8,2, или более конкретно от приблизительно 5,2 до приблизительно 7,2; (ii) степенью осевого растяжения от приблизительно 2,0 до приблизительно 5,0, или более конкретно от приблизительно 2,3 до приблизительно 2,3, и (iii) длиной от приблизительно 20 мм до приблизительно 400 мм, или более конкретно от приблизительно 20 мм до приблизительно 50 мм, от приблизительно 50 до приблизительно 100 мм, от приблизительно 100 до приблизительно 200 мм, от приблизительно 200 до приблизительно 300 мм или от приблизительно 300 до приблизительно 400 мм. В определенных вариантах осуществления предварительно отформованная заготовка содержит этиленгликоль и FDCA.
В одном варианте осуществления предварительно отформованная заготовка характеризуется IV приблизительно от 0,65 до 1,00 дл/г.
В конкретном варианте осуществления предварительно отформованная заготовка характеризуется IV от приблизительно 0,80 до приблизительно 0,95 дл/г, более конкретно от приблизительно 0,83 до приблизительно 0,92 дл/г.
Во втором аспекте настоящее изобретение представляет собой контейнер, полученный из предварительно отформованной заготовки, содержащей диольный компонент и компонент на основе FDCA, при этом контейнер характеризуется свойствами, сопоставимыми или превосходящими свойства формованных с раздувом и вытягиванием контейнеров, полученных из традиционных РЕТ-смол.
В одном варианте осуществления настоящее изобретение представляет собой контейнер, полученный из предварительно отформованной заготовки, содержащей диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (i) степенью кольцевого растяжения от приблизительно 2,6 до приблизительно 8,2, и (ii) степенью осевого растяжения от приблизительно 2,0 до приблизительно 5,0. В определенных вариантах осуществления предварительно отформованная заготовка содержит этиленгликоль и FDCA.
В предпочтительном варианте осуществления контейнер получен из предварительно отформованной заготовки, содержащей диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (i) степенью кольцевого растяжения от приблизительно 5,2 до приблизительно 7,2 и (ii) степенью осевого растяжения от приблизительно 2,3 до приблизительно 3,3. В иллюстративных вариантах осуществления предварительно отформованная заготовка содержит этиленгликоль и FDCA.
В одном варианте осуществления предварительно отформованная заготовка характеризуется IV приблизительно от 0,65 до 1,00 дл/г.
В конкретном варианте осуществления предварительно отформованная заготовка характеризуется IV от приблизительно 0,80 до приблизительно 0,95 дл/г, более конкретно от приблизительно 0,83 до приблизительно 0,92 дл/г.
В иллюстративных вариантах осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков.
В иллюстративных вариантах осуществления контейнер представляет собой бутылку для напитков.
В иллюстративных вариантах осуществления контейнер представляет собой контейнер для горячего заполнения.
В иллюстративных вариантах осуществления предварительно отформованная заготовка имеет длину от приблизительно 20 мм до приблизительно 400 мм, или более конкретно от приблизительно 20 мм до приблизительно 50 мм, от приблизительно 50 до приблизительно 100 мм, от приблизительно 100 до приблизительно 200 мм, от приблизительно 200 до приблизительно 300 мм или от приблизительно 300 до приблизительно 400 мм.
В иллюстративных вариантах осуществления контейнер представляет собой бутылку для напитков, имеющую объем более приблизительно 500 мл, более приблизительно 1 л или более приблизительно 2 л или приблизительно 3 л.
В иллюстративных вариантах осуществления контейнер представляет собой бутылку для напитков, имеющую объем приблизительно 500 мл или меньше, более конкретно приблизительно 400 мл, приблизительно 300 мл, приблизительно 200 мл или приблизительно 100 мл.
В одном варианте осуществления контейнер характеризуется сроком хранения, который по меньшей мере равен соответствующему сроку хранения контейнера на основе PET, полученного из традиционной предварительно отформованной заготовки на основе PET.
В другом варианте осуществления контейнер характеризуется сроком хранения, который является улучшенным по отношению к соответствующему сроку хранения контейнера на основе PET, полученного из традиционной предварительно отформованной заготовки на основе PET.
В другом конкретном варианте осуществления контейнер характеризуется сроком хранения, который по меньшей мере на одну, по меньшей мере на две, по меньшей мере на три, по меньшей мере на четыре, по меньшей мере на пять, по меньшей мере на шесть, по меньшей мере на семь, по меньшей мере на восемь, по меньшей мере на девять или по меньшей мере на десять недель дольше, чем соответствующий срок хранения контейнера на основе PET или контейнера на основе PEF, полученного из традиционной предварительно отформованной заготовки на основе PET.
В другом конкретном варианте осуществления контейнер характеризуется сроком хранения по меньшей мере восемь, по меньшей мере десять, по меньшей мере двенадцать, по меньшей мере четырнадцать, по меньшей мере шестнадцать, по меньшей мере восемнадцать, по меньшей мере двадцать, по меньшей мере двадцать две, по меньшей мере двадцать четыре, по меньшей мере двадцать шесть, по меньшей мере двадцать восемь, по меньшей мере тридцать недель, по меньшей мере сорок или по меньшей мере пятьдесят недель или больше.
В третьем аспекте настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение полимерного расплава, содержащего диольный компонент и компонент на основе FDCA; и (ii) формование литьем под давлением полимерного расплава с получением предварительно отформованной заготовки, характеризующейся (i) степенью кольцевого растяжения от приблизительно 2,6 до приблизительно 8,2, или более конкретно от приблизительно 5,2 до приблизительно 7,2, и (ii) степенью осевого растяжения от приблизительно 2,0 до приблизительно 5,0, или более конкретно от приблизительно 2,3 до приблизительно 3,3. В определенных вариантах осуществления предварительно отформованная заготовка содержит этиленгликоль и FDCA.
В одном варианте осуществления предварительно отформованная заготовка характеризуется IV от приблизительно 0,65 до приблизительно 1,00 дл/г, более конкретно от приблизительно 0,80 до приблизительно 0,95 дл/г или еще более конкретно от приблизительно 0,83 до приблизительно 0,92 дл/г.
В другом варианте осуществления предварительно отформованная заготовка имеет длину от приблизительно 20 мм до приблизительно 400 мм, или более конкретно от приблизительно 20 мм до приблизительно 50 мм, от приблизительно 50 до приблизительно 100 мм, от приблизительно 100 до приблизительно 200 мм, от приблизительно 200 до приблизительно 300 мм или от приблизительно 300 до приблизительно 400 мм.
В четвертом аспекте настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (а) степенью кольцевого растяжения от приблизительно 2,6 до приблизительно 8,2, или более конкретно от приблизительно 5,2 до приблизительно 7,2, и (b) степенью осевого растяжения от приблизительно 2,0 до приблизительно 5,0, или более конкретно от приблизительно 2,3 до приблизительно 3,3; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В определенных вариантах осуществления предварительно отформованная заготовка содержит этиленгликоль и FDCA.
В одном варианте осуществления предварительно отформованная заготовка характеризуется IV приблизительно от 0,65 до 1,00 дл/г.
В конкретном варианте осуществления предварительно отформованная заготовка характеризуется IV от приблизительно 0,80 до приблизительно 0,95 дл/г, более конкретно от приблизительно 0,83 до приблизительно 0,92 дл/г.
В иллюстративных вариантах осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков.
В иллюстративных вариантах осуществления контейнер представляет собой бутылку для напитков.
В иллюстративных вариантах осуществления контейнер представляет собой контейнер для горячего заполнения.
В иллюстративных вариантах осуществления предварительно отформованная заготовка имеет длину от приблизительно 20 мм до приблизительно 400 мм, или более конкретно от приблизительно 20 мм до приблизительно 50 мм, от приблизительно 50 до приблизительно 100 мм, от приблизительно 100 до приблизительно 200 мм, от приблизительно 200 до приблизительно 300 мм или от приблизительно 300 до приблизительно 400 мм.
В иллюстративных вариантах осуществления контейнер представляет собой бутылку для напитков, имеющую объем более приблизительно 500 мл, более приблизительно 1 л или более приблизительно 2 л или приблизительно 3 л.
В иллюстративных вариантах осуществления контейнер представляет собой бутылку для напитков, имеющую объем приблизительно 500 мл или меньше, более конкретно приблизительно 400 мл, приблизительно 300 мл, приблизительно 200 мл или приблизительно 100 мл.
В одном варианте осуществления контейнер характеризуется сроком хранения, который по меньшей мере равен соответствующему сроку хранения контейнера на основе PET, полученного из традиционной предварительно отформованной заготовки на основе PET.
В другом варианте осуществления контейнер характеризуется сроком хранения, который является улучшенным по отношению к соответствующему сроку хранения контейнера на основе PET, полученного из традиционной предварительно отформованной заготовки на основе PET.
В другом конкретном варианте осуществления контейнер характеризуется сроком хранения, который по меньшей мере на одну, по меньшей мере на две, по меньшей мере на три, по меньшей мере на четыре, по меньшей мере на пять, по меньшей мере на шесть, по меньшей мере на семь, по меньшей мере на восемь, по меньшей мере на девять или по меньшей мере на десять недель дольше, чем соответствующий срок хранения контейнера на основе PET или контейнера на основе PEF, полученного из традиционной предварительно отформованной заготовки на основе PET.
В другом конкретном варианте осуществления контейнер характеризуется сроком хранения по меньшей мере восемь, по меньшей мере десять, по меньшей мере двенадцать, по меньшей мере четырнадцать, по меньшей мере шестнадцать, по меньшей мере восемнадцать, по меньшей мере двадцать, по меньшей мере двадцать две, по меньшей мере двадцать четыре, по меньшей мере двадцать шесть, по меньшей мере двадцать восемь, по меньшей мере тридцать недель, по меньшей мере сорок или по меньшей мере пятьдесят недель или больше.
Краткое описание графических материалов
Фиг. 1А-1С представляет собой поперечное сечение предварительно формованной литьем под давлением заготовки в соответствии с вариантом осуществления настоящего изобретения.
Фиг. 2А-2С представляет собой поперечное сечение формованной литьем под давлением заготовки, имеющей традиционную конфигурацию.
Фиг. 3 представляет собой кривую зависимости деформаций от напряжений для PEF с целью иллюстрации наблюдаемого отсутствия поведения деформационного упрочнения или деформационного размягчения, описанного в примере 4.
На Фиг. 4 показан профиль половинного поперечного сечения предварительно отформованной заготовки ниже "венчика" для предварительно отформованной заготовки с Фиг. 1.
На Фиг. 5 показан профиль половинного поперечного сечения предварительно отформованной заготовки ниже "венчика" для предварительно отформованной заготовки с фиг. 2.
Фиг. 6 представляет собой поперечное сечение формованного с раздувом и вытягиванием контейнера, полученного из предварительно отформованной заготовки с фиг. 1 в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг. 7A-7D представляет собой поперечное сечение предварительно отформованной литьем под давлением заготовки в соответствии с вариантом осуществления настоящего изобретения (СТ-10029-1).
Фиг. 8A-8D представляет собой поперечное сечение предварительно отформованной литьем под давлением заготовки в соответствии с вариантом осуществления настоящего изобретения (СТ-10030-1).
Фиг. 9A-9D представляет собой поперечное сечение предварительно отформованной литьем под давлением заготовки в соответствии с вариантом осуществления настоящего изобретения (СТ-10030-1).
Фиг. 10A-10D представляет собой поперечное сечение предварительно отформованной литьем под давлением заготовки в соответствии с вариантом осуществления настоящего изобретения (СТ-10031-1).
Фиг. 11А-11С представляет собой поперечное сечение конструкции бутылки с прямыми стенками в соответствии с вариантом осуществления настоящего изобретения (РТ-1678) (10 унций).
Фиг. 12A-12D представляет собой поперечное сечение конструкции бутылки с прямыми стенками в соответствии с вариантом осуществления настоящего изобретения (РТ-1678) (10 унций).
Фиг. 13А-13В представляет собой поперечное сечение конструкции бутылки с прямыми стенками в соответствии с вариантом осуществления настоящего изобретения (РТ-2866) (16 унций).
На Фиг. 14 показана экспериментальная конструкция для исследования предварительно отформованной заготовки, демонстрирующая эллиптическое распределение для предпочтительного, более предпочтительного и наиболее предпочтительного двойных режимов для низкой степени осевого, высокой степени кольцевого растяжения и высокой степени осевого, низкой степени кольцевого растяжения конструкций предварительно отформованной заготовки.
Подробное описание изобретения
Настоящее изобретение направлено на способы обработки полимера на основе FDCA, такого как PEF, с получением контейнеров. Настоящее изобретение также включает предварительно отформованные заготовки на основе FDCA и контейнеры, такие как бутылки.
Определения
Применяемые в настоящем документе термины "полимер", "полимеры", "полимерный" и подобные термины применяются в их обычном смысле, понятном специалисту в данной области, и, таким образом, могут применяться в данном документе, ссылаясь на или описывая большую молекулу (или группу таких молекул), которая содержит повторяющиеся звенья. Полимеры могут быть образованы с помощью различных способов, в том числе путем полимеризации мономеров и/или путем химического модифицирования одного или нескольких повторяющихся звеньев полимера-предшественника. Полимер может представлять собой "гомополимер", содержащий по сути идентичные повторяющиеся звенья, образованные, например, путем полимеризации конкретного мономера. Полимер также может представлять собой "сополимер", содержащий два или более различных повторяющихся звеньев, образованных, например, путем сополимеризации двух или более различных мономеров и/или путем химического модифицирования одного или нескольких повторяющихся звеньев полимера-предшественника. Термин "тройной сополимер" может применяться в данном документе, ссылаясь на полимеры, содержащие три или более различных повторяющихся звеньев.
Как правило, поскольку полимеры, композиции и способы описаны с точки зрения "включения в себя" различных компонентов или стадий, полимеры, композиции и способы также могут "по сути состоять из" или "состоять из" различных компонентов и стадий.
Термин "плотность переплетения", применяемый в данном документе, относится к числу переплетений цепи в данном объеме или количестве полимера и является пропорциональным модулю области плато для полимера при данной температуре. Представление о плотности переплетения цепи может быть понятно при рассмотрении определений, представленных в данном документе для переплетения цепи, физической сети и сети переплетений. Данные определения соответствуют определениям, представленным Международным союзом теоретической и прикладной химии (IUPAC), как приведено в справочном документе IUPAC РАС, 2007, 79, 1801 ("Definitions of terms relating to the structure and processing of sols, gels, networks, and inorganic-organic hybrid materials," (IUPAC Recommendations 2007) doi: 10.1351/pac200779101801.)
Термин "молекулярный вес между переплетениями (Me)", применяемый в данном документе, относится к молекулярному весу сегмента цепи между двумя ближайшими точками соединения в сети переплетений или физической сети, как описано выше.
Термин "ползучая деформация", применяемый в данном документе, означает склонность твердого материала медленно двигаться или постоянно деформироваться под воздействием механических стрессов. Она может происходить в результате длительного воздействия высоким уровням стресса, которые при этом находятся ниже предельного напряжения сдвига данного материала. Считается, что изделия из пластмассы демонстрируют "поведение ползучей деформации", при котором изделие деформируется при комнатной температуре с течением времени, если непрерывно прикладывается внешнее усилие. Устойчивость к ползучей деформации, соответственно, относится к способности материала сопротивляться какому-либо виду искривления при воздействии нагрузки в течение продолжительного периода времени.
Испытания в отношении ползучей деформации включают применение небольшого постоянного стресса по отношению к образцу и наблюдение за его деформацией с течением времени. Если вязкоупругий материал подвергают испытанию в отношении ползучей деформации, на начальном этапе испытания преобладает упругая, обратимая ползучая деформация. В ходе испытания образец достигает упругого равновесия и сохраняется только остаточная вязкостная необратимая деформация. По градиенту графической кривой зависимости деформации от времени на более поздней стадии испытания вязкого течения можно вычислить вязкость при нулевом сдвиге. Путем экстраполирования прямолинейной регрессии по этой части кривой на отрезок, отсекаемый на оси деформации, можно получить равновесную упругую деформацию, получаемую исходя из образца для испытаний - максимальная упругая восстанавливаемая деформация под действием конкретного приложенного напряжения. Значения напряжения можно разделить на приложенные напряжения с получением податливости (символ: J(t)), пригодный для случаев, когда применяются различающиеся напряжения, и результаты должны быть наложены.
Термин "предварительно отформованная заготовка" относится к формованной литьем под давлением пластмассовой форме, применяемой в производстве формованных с раздувом и вытягиванием изделий. Как правило, предварительно отформованные заготовки получают с горлышками бутылок, включающими резьбу ("венчик") с одного конца. Размеры предварительно отформованной заготовки зависят от геометрии выдуваемой бутылки и объема.
Термин "вязкость" относится к сопротивлению текучести материала. Вязкость указывают в единицах Па⋅с (паскаль секунда).
Термин "характеристическая вязкость" относится к соотношению удельной вязкости раствора и концентрации растворенного вещества, экстраполированное на нулевую концентрацию. Характеристическая вязкость отображает способность полимера в растворе повышать вязкость раствора. Поведение вязкости высокомолекулярных веществ в растворе относится к одному из наиболее часто применяемых подходов для определения характеристик. Число характеристической вязкости определяют как предельное значение соотношения удельная вязкость/концентрация при нулевой концентрации. Характеристическую вязкость определяют путем измерения относительной вязкости при нескольких разных концентрациях и последующего экстраполирования удельной вязкости на нулевую концентрацию. Изменение числа вязкости относительно концентрации зависит от типа молекулы, а также растворителя. В большинстве случаев характеристическая вязкость линейных высокомолекулярных веществ связана с молекулярным весом или степенью полимеризации.
Полимерная композиция
Предварительные заготовки и контейнеры по настоящему изобретению получают из полимера на основе FDCA, т.е. полимеров, содержащих компонент на основе FDCA. FDCA обеспечивает воспроизводимый элемент структуры, образованный окислительным дегидрированием глюкозы. Он может быть замещен ТА при получении сложных полиэфиров, полиамидов и полиуретанов.
Терефталевая кислота
ТА является компонентом широкого спектра сложных полиэфиров, таких как PET и полибутилентерефталат (РВТ). FDCA была замещена ТА с получением различных линейных сложных полиэфиров (см. A.S. Amarasekara, "5-Hydroxymethylfurfural based polymers," in Renewable Polymers, V. Mittal, Ed., cc. 381-428, Wiley-Scrivener, Salem, Mass, USA, 2011; M. Gomes, A. Gandini, A.J.D. Silvestre, and B. Reis, "Synthesis and characterization of poly(2,5-furan dicarboxylate)s based on a variety of diols," Journal of Polymer Science A, vol. 49, no. 17, cc. 3759-3768, 2011).
В конкретном варианте осуществления полимер на основе FDCA, обработанный в соответствии со способом по настоящему изобретению, представляет собой фурановый сложный полиэфир, полученный путем взаимодействия FDCA и по меньшей мере одного диола. Диол может представлять собой диол нефтяного происхождения или диол, полученный из биологического сырья. Данные сложные полиэфиры можно синтезировать с использованием методик полипереэтерификации или непосредственной поликонденсации, хорошо известных из уровня техники. Диольный компонент фуранового сложного полиэфира может представлять собой, например, алифатический или циклоалифатический С3-С10диол.
Иллюстративные неограничивающие диольные компоненты фуранового сложного полиэфира, применяемого в образовании предварительно отформованной заготовки и контейнера по настоящему изобретению, включают этилендиол, 1,3-пропандиол; 1,4-бутандиол; 1,6-гександиол; 1,8-октандиол; D-изосорбид; D-изоидид; бис(2,5-гидроксиметил)-фуран; бис-(1,4-гидроксиметил)бензол; метандиол и гидрохинон.
В конкретном варианте осуществления фурановый сложный полиэфир, применяемый для получения предварительно отформованных заготовок и контейнеров по настоящему изобретению, содержит компонент на основе FDCA и этилендиольный компонент, т.е. PEF. PEF характеризуется повторяющимся химическим звеном с молекулярным весом 182,2 г/моль:
Повторяющееся звено PEF.
PEF, применяемый для получения предварительно отформованных заготовок и контейнеров по настоящему изобретению, может представлять собой гомополимеры или сополимеры PEF. Иллюстративные неограничивающие сомономеры PEF включают изофталевую кислоту, терефталевую кислоту, пропандиол, бутандиол, 5-сульфоизофталевую кислоту, диэтиленгликоль, триэтиленгликоль, циклогександиметанол, циклобутандикарбоновую кислоту, изосорбид. В конкретном варианте осуществления полимер на основе FDCA, обработанный в соответствии со способом по настоящему изобретению, представляет собой фуран-2,5-диметанол.
В иллюстративных вариантах осуществления полимер на основе FDCA представляет собой полимер на основе FDCA. В иллюстративных вариантах осуществления полимер содержит, например, по меньшей мере приблизительно 50 вес. %, или по меньшей мере приблизительно 70 вес. %, или по меньшей мере приблизительно 75 вес. %, или по меньшей мере приблизительно 80 вес. %, или по меньшей мере приблизительно 85 вес. % или по меньшей мере приблизительно 90 вес. % FDCA от общего веса полимера.
Предварительно отформованная заготовка
Многие пластмассовые контейнеры, такие как контейнеры на основе PET, получают вначале путем формования полимерной смолы в подходящую предварительно отформованную заготовку посредством формования литьем под давлением и затем формования с раздувом и вытягиванием предварительно отформованной заготовки. Хотя FDCA была предложена в качестве заместителя для компонента ТА PET, неожиданно было установлено, что традиционные способы обработки PET нельзя применять по отношению к PEF при получении формованных с раздувом и вытягиванием контейнеров. Фиг. 1 и 7-10 представляют собой иллюстративные варианты осуществления предварительно отформованной заготовки по настоящему изобретению.
Предварительно отформованная заготовка по настоящему изобретению содержит FDCA и по меньшей мере один диол, который может быть получен из нефтяного сырья или получен из биологического сырья. В иллюстративных вариантах осуществления предварительно отформованная заготовка содержит FDA и этиленгликоль, или более конкретно этиленгликоль, полученный из нефтяного сырья или полученный из биологического сырья. Источники биомассы для этиленгликоля или других подходящих диолов включают без ограничения сахарных тростник, кукурузу, сельскохозяйственные отходы и т.п.
Предварительно отформованная заготовка по настоящему изобретению может иметь различный вес. В одном варианте осуществления вес предварительно отформованной заготовки составляет от приблизительно 10 до приблизительно 30 грамм, или более конкретно от приблизительно 10 до приблизительно 25 грамм, от приблизительно 10 до приблизительно 20 грамм или от приблизительно 10 до приблизительно 15 грамм.
В иллюстративных вариантах осуществления вес предварительно отформованной заготовки составляет приблизительно 10, приблизительно 11, приблизительно 12, приблизительно 13, приблизительно 14 или приблизительно 15 грамм.
В иллюстративных вариантах осуществления вес предварительно отформованной заготовки составляет приблизительно 20, приблизительно 21, приблизительно 22, приблизительно 23, приблизительно 24 или приблизительно 25 грамм.
Размеры предварительно отформованной заготовки также могут варьировать, в том числе длина корпуса, толщина корпуса, внутренний диаметр корпуса концевого элемента, толщина верхней части концевого элемента, высота горлышка, высота панели этикетки и высота основания.
В иллюстративных вариантах осуществления длина корпуса составляет от приблизительно 20 до приблизительно 400 мм.
В иллюстративных вариантах осуществления длина корпуса составляет приблизительно 25, приблизительно 30, приблизительно 35, приблизительно 40, приблизительно 45, приблизительно 50, приблизительно 55, приблизительно 60, приблизительно 65, приблизительно 70, приблизительно 75, приблизительно 80, приблизительно 85, приблизительно 90, приблизительно 100, приблизительно 105, приблизительно 110, приблизительно 115, приблизительно 120 или приблизительно 126 мм.
В иллюстративных вариантах осуществления длина корпуса составляет приблизительно 130, приблизительно 140, приблизительно 150, приблизительно 160, приблизительно 170, приблизительно 180, приблизительно 190, приблизительно 200, приблизительно 210, приблизительно 220, приблизительно 230, приблизительно 240, приблизительно 250, приблизительно 260, приблизительно 270, приблизительно 280, приблизительно 290, приблизительно 300, приблизительно 310, приблизительно 320, приблизительно 330, приблизительно 340, приблизительно 350, приблизительно 360, приблизительно 370, приблизительно 380, приблизительно 390 или приблизительно 400 мм или больше.
В примере 5 описано формование с раздувом и вытягиванием традиционной предварительно отформованной заготовки. В частности, в примере 5 указано, что осуществимые условия формования с раздувом и вытягиванием нельзя определить для традиционной предварительно отформованной заготовки (т.е. предварительно отформованной заготовки с осевым растяжением 2,2) на протяжении диапазона профилей нагрева предварительно отформованной заготовки, давлений формования предварительным раздувом и вытягиванием, скоростей и длительности наполнения.
Не ограничиваясь какой-либо конкретной теорией, считается, что данная невозможность традиционно обрабатывать PEF-смолы в традиционные РЕТ-смолы обусловлена кинетикой кристаллизации и молекулярным весом между переплетениями (Ме) PEF, которые, как было определено, отличали от PET в связи с настоящим изобретением. В частности, молекулярный вес между переплетениями PEF на приблизительно 40% больше, чем молекулярный вес PET, что говорит о значительно сниженной плотности переплетения.
Было показано, что полупериод кристаллизации (t1/2) PET в температурном диапазоне от приблизительно 195°С до приблизительно 210°С находится в диапазоне от приблизительно 50 до приблизительно 235 секунд (см. Kim et al., Journal of Applied Polymer Science, Vol. 67, 1383-1392 (1998)). Сред нее значение показателя Аврами, n, составляет приблизительно 2,8 (см. Huang et al., Journal of Polymer Science Part B: Polymer Physics Volume 38, Issue 7, стр. 934-941, 1 April 2000). Как показано в примере 1, в ходе исследований посредством дифференциальной сканирующей калориметрии (DSC) PEF установлено, что изотермическая и неизотермическая кинетики кристаллизации в состоянии покоя PEF являются значительно более медленными, чем для PET при сопоставимых значениях молекулярного веса.
Было установлено, что взаимное переплетение двух полимеров также отличается. Молекулярный вес между переплетениями (Ме) для аморфного PET составляет приблизительно 1450 г/моль (см. Fetters et al. Physical Properties of Polymers Handbook, Second Ed., Chapter 25, 445-452 (2006)). Однако, как показано в примере 2, Ме PEF находится в диапазоне от приблизительно 2900 г/моль до приблизительно 3710 г/моль. В связи с этим было показано, что чистый PEF характеризуется значительно более слабым переплетением, чем PET.
В настоящем изобретении представлена новая предварительно отформованная заготовка, которая делает возможной переработку фурановых смол на основе сложных полиэфиров в контейнеры, учитывая уникальные характеристики таких смол.
Для максимального повышения эксплуатационных характеристик конкретного полимера конструкция предварительно отформованной заготовки должна быть такой, чтобы общая степень растяжения предварительно отформованной заготовки была больше, чем естественная степень растяжения полимера. Испытания на двухосное растяжение формованных литьем под давлением пластинок PEF проводили для определения значений естественной степени растяжения PEF, как показано в примере 3. При температурах растяжения в диапазоне от 100 до 110°С и значения равной двухосной степени растяжения в диапазоне от 2,5×2,5 до 4,0×4,0 получали общие (местные) значения степени растяжения от приблизительно 6,3 до 16.
Общую степень растяжения предварительно отформованной заготовки рассчитывают как [(максимальный внутренний диаметр контейнера/внутренний диаметр предварительно отформованной заготовки)]×[(высота контейнера ниже "венчика")/(высота предварительно отформованной заготовки ниже "венчика")].
Таким образом, в одном варианте осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом общая степень растяжения предварительно отформованной заготовки является большей, чем естественная степень растяжения полимера. На фиг. 7-10 изображены варианты осуществления предварительно отформованной заготовки по настоящему изобретению.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом общая степень растяжения предварительно отформованной заготовки является на приблизительно 5%, на приблизительно 10%, на приблизительно 15%, на приблизительно 20%, на приблизительно 25%, на приблизительно 30%, на приблизительно 35%, на приблизительно 40%, на приблизительно 45%, на приблизительно 50% большей, чем естественная степень растяжения полимера.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом общая степень растяжения предварительно отформованной заготовки составляет от приблизительно 11 до приблизительно 30, от приблизительно 12 до приблизительно 28, от приблизительно 14 до приблизительно 26, от приблизительно 16 до приблизительно 24, от приблизительно 14 до приблизительно 16, от приблизительно 16 до приблизительно 18.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется общей степенью растяжения от приблизительно 6,5 до приблизительно 8, от приблизительно 8 до приблизительно 10, от приблизительно 10 до приблизительно 12, от приблизительно 12 до приблизительно 14, от приблизительно 14 до приблизительно 16, от приблизительно 16 до приблизительно 20 или от приблизительно 20 до приблизительно 30.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом общая степень растяжения предварительно отформованной заготовки составляет приблизительно 7, приблизительно 8, приблизительно 9, приблизительно 10, 11, приблизительно 12, приблизительно 13, приблизительно 14, приблизительно 15, приблизительно 16, приблизительно 17, приблизительно 18, приблизительно 19, приблизительно 20, приблизительно 21, приблизительно 22, приблизительно 23, приблизительно 24, приблизительно 25, приблизительно 26, приблизительно 27, приблизительно 28, приблизительно 29 или приблизительно 30.
В конкретном варианте осуществления настоящее изобретение представляет собой предварительно отформованную заготовку на основе PEF, характеризующуюся общей степенью растяжения от приблизительно 6,5 до приблизительно 8, от приблизительно 8 до приблизительно 10, от приблизительно 10 до приблизительно 12, от приблизительно 12 до приблизительно 14, от приблизительно 14 до приблизительно 16, от приблизительно 16 до приблизительно 20, от приблизительно 20 до приблизительно 22, от приблизительно 22 до приблизительно 24, от приблизительно 24 до приблизительно 26, от приблизительно 26 до приблизительно 28 или от приблизительно 28 до приблизительно 20, до приблизительно 30.
В конкретном варианте осуществления настоящее изобретение представляет собой предварительно отформованную заготовку на основе PEF, характеризующуюся общей степенью растяжения предварительно отформованной заготовки, которая составляет приблизительно 7, приблизительно 8, приблизительно 9, приблизительно 10, 11, приблизительно 12, приблизительно 13, приблизительно 14, приблизительно 15, приблизительно 16, приблизительно 17, приблизительно 18, приблизительно 19, приблизительно 20, приблизительно 21, приблизительно 22, приблизительно 23, приблизительно 24, приблизительно 25, приблизительно 26, приблизительно 27, приблизительно 28, приблизительно 29 или приблизительно 30.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом общая степень растяжения предварительно отформованной заготовки составляет по меньшей мере 11, по меньшей мере 12, по меньшей мере 13, по меньшей мере 14, по меньшей мере 15, по меньшей мере 16, по меньшей мере 17, по меньшей мере 18, по меньшей мере 19, по меньшей мере 20, по меньшей мере 21, по меньшей мере 22, по меньшей мере 23, по меньшей мере 24, по меньшей мере 25, по меньшей мере 26, по меньшей мере 27 или по меньшей мере 28.
В конкретном варианте осуществления настоящее изобретение представляет собой предварительно отформованную заготовку на основе PEF, характеризующуюся общей степенью растяжения, которая составляет по меньшей мере 11, по меньшей мере 12, по меньшей мере 13, по меньшей мере 14, по меньшей мере 15, по меньшей мере 16, по меньшей мере 17, по меньшей мере 18, по меньшей мере 19, по меньшей мере 20, по меньшей мере 21, по меньшей мере 22, по меньшей мере 23, по меньшей мере 24, по меньшей мере 25, по меньшей мере 26, по меньшей мере 27 или по меньшей мере 28.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (i) степенью кольцевого растяжения от приблизительно 2,6 до приблизительно 8,2 и (ii) степенью осевого растяжения от приблизительно 2,0 до приблизительно 5,0. В некоторых вариантах осуществления диольный компонент представляет собой этиленгликоль.
В предпочтительном варианте осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (i) степенью кольцевого растяжения от приблизительно 5,2 до приблизительно 7,2 и (ii) степенью осевого растяжения от приблизительно 2,3 до приблизительно 3,3. В некоторых вариантах осуществления диольный компонент представляет собой этиленгликоль.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (i) степенью кольцевого растяжения от приблизительно 5,2 до приблизительно 7,2, и более конкретно приблизительно 5,2, приблизительно 5,3, приблизительно 5,4, приблизительно 5,4, приблизительно 5,6, приблизительно 5,7, приблизительно 5,8, приблизительно 5,9, приблизительно 6,0, приблизительно 6,1, приблизительно 6,2, приблизительно 6,3, приблизительно 6,4, приблизительно 6,5, приблизительно 6,6, приблизительно 6,7, приблизительно 6,8, приблизительно 6,9, приблизительно 7,1 или приблизительно 7,2, и (ii) степенью осевого растяжения от приблизительно 2,3 до приблизительно 3,3, или более конкретно приблизительно 2,3, приблизительно 2,4, приблизительно 2,5, приблизительно 2,6, приблизительно 2,7, приблизительно 2,8, приблизительно 2,9, приблизительно 3,0, приблизительно 3,1, приблизительно 3,2 или приблизительно 3,3. В некоторых вариантах осуществления диольный компонент представляет собой этиленгликоль.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (i) степенью кольцевого растяжения от приблизительно 3,5 до приблизительно 5,3 и (ii) степенью осевого растяжения от приблизительно 3 до приблизительно 4.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой предварительно отформованную заготовку на основе PEF, характеризующуюся степенью кольцевого растяжения от приблизительно 5,35 до приблизительно 5,45 и степенью осевого растяжения от приблизительно 3,2 до приблизительно 3,35.
В предпочтительном варианте осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом общая степень растяжения предварительно отформованной заготовки составляет от приблизительно 7 до приблизительно 30, или более конкретно от приблизительно 10 до приблизительно 20, или более конкретно от приблизительно 14 до приблизительно 18, от приблизительно 15 до приблизительно 18, приблизительно 16 или приблизительно 18, и при этом степень кольцевого растяжения составляет от приблизительно 2,6 до приблизительно 8,2, или более конкретно от приблизительно 5,2 до приблизительно 7,2, и степень осевого растяжения составляет от приблизительно 2,0 до приблизительно 5,0, или более конкретно от приблизительно 2,3 до приблизительно 3,3.
В предпочтительном варианте осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом общая степень растяжения предварительно отформованной заготовки составляет от приблизительно 7 до приблизительно 30, или более конкретно приблизительно 10 до приблизительно 20, или более конкретно от приблизительно 14 до приблизительно 18, от приблизительно 15 до приблизительно 18, приблизительно 16 или приблизительно 18, и при этом степень кольцевого растяжения составляет от приблизительно 3,5 до приблизительно 5,5, и при этом степень осевого растяжения составляет от приблизительно 3 до приблизительно 4.
В другом предпочтительном варианте осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом общая степень растяжения предварительно отформованной заготовки составляет приблизительно 14,5, приблизительно 15, приблизительно 15,5, приблизительно 16, приблизительно 16,5, приблизительно 17 или приблизительно 17,5, и при этом (i) степень кольцевого растяжения составляет от приблизительно 2,6 до приблизительно 8,2, более конкретно от приблизительно 5,2 до приблизительно 7,2, еще более конкретно от приблизительно 3,5 до приблизительно 5,3; или приблизительно 5,35; и степень осевого растяжения составляет от приблизительно 2,0 до приблизительно 5,0, или более конкретно от приблизительно 3 до приблизительно 4, или еще более конкретно приблизительно 2,3 и 3,3, или приблизительно 3,2.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом степень кольцевого растяжения составляет приблизительно 6,2, и степень осевого растяжения составляет приблизительно 2,8 при высокой степени кольцевого растяжения.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом степень кольцевого растяжения составляет приблизительно 4,3, и степень осевого растяжения составляет приблизительно 3,55 при низкой степени кольцевого растяжения.
В предпочтительном варианте осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом (i) смещение координат осевого растяжения (по оси абсцисс) составляет приблизительно 3,35; (ii) смещение координат внутреннего кольцевого растяжения (по оси ординат) составляет приблизительно 5,45; (iii) радиус основной оси составляет приблизительно 2,75; (iv) радиус малой оси составляет приблизительно 1,25; и (v) вращение основной оси относительно оси абсцисс степени осевого растяжения составляет приблизительно -75°С (-1,31 радиан). Синие эллиптические области, показанные на графике на фиг. 14, соответствуют данному варианту осуществления.
В особенно предпочтительном варианте осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом (i) смещение координат осевого растяжения (по оси абсцисс) составляет приблизительно 3,2; (ii) смещение координат внутреннего кольцевого растяжения (по оси ординат) составляет приблизительно 5,35; (iii) радиус основной оси составляет приблизительно 2,30; (iv) радиус малой оси составляет приблизительно 1,0; и (v) вращение основной оси относительно оси абсцисс степени осевого растяжения составляет приблизительно -75°С (-1,31 радиан). Зеленые эллиптические области, показанные на графике на фиг. 14, соответствуют данному варианту осуществления.
В предпочтительном варианте осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом при высокой степени кольцевого растяжения (i) смещение координат осевого растяжения (по оси абсцисс) составляет приблизительно 2,80; (ii) смещение координат внутреннего кольцевого растяжения (по оси ординат) составляет приблизительно 6,20; (iii) радиус основной оси составляет приблизительно 1,0; (iv) радиус малой оси составляет приблизительно 0,48; и (v) вращение основной оси относительно оси абсцисс степени осевого растяжения составляет приблизительно - 80° (-1,40 радиан). Красные эллиптические области, показанные на графике на фиг. 14, соответствуют данному варианту осуществления.
В предпочтительном варианте осуществления настоящее изобретение представляет собой предварительно отформованную заготовку, содержащую полимер, содержащий диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом при низкой степени кольцевого растяжения (i) смещение координат осевого растяжения (по оси абсцисс) составляет приблизительно 3,55; (ii) смещение координат внутреннего кольцевого растяжения (по оси ординат) составляет приблизительно 4,35; (iii) радиус основной оси составляет приблизительно 0,85; (iv) радиус малой оси составляет приблизительно 0, 47; и (v) вращение основной оси относительно оси абсцисс степени осевого растяжения составляет приблизительно -80° (-1,40 радиан). Коричневые эллиптические области, показанные на графике на фиг. 14, соответствуют данному варианту осуществления.
На Фиг. 1 проиллюстрирован вариант осуществления традиционной предварительно отформованной заготовки 5, при этом на фиг. 2 проиллюстрирован вариант осуществления предварительно отформованной заготовки по настоящему изобретению 10. Несмотря на то, что обе предварительно отформованные заготовки содержат те же основные компоненты, они отличаются коренным образом. Общими для обеих предварительно отформованных заготовок являются "венчик" горлышка с резьбой 12 и выступ 14 для закупоривания, где ниже выступа 14 для закупоривания, как правило, находится цилиндрическая часть 16, заканчивается частью 18 с постепенно увеличивающимся внешним диаметром с тем, чтобы обеспечить увеличение толщины стенок, ниже данной части 18 находится часть 20 вытянутого корпуса, при этом высоту предварительно отформованной заготовки измеряют от выступа 14 для закупоривания до закрытого конца 21 части 20 вытянутого корпуса. В частности, предварительно отформованная заготовка на фиг. 1 значительно больше длины предварительно отформованной заготовки, показанной на фиг. 2. Дополнительная информация о размерах и свойствах предварительно отформованных заготовок, имеющих конфигурацию, показанную на фиг. 1 и 2, приведена в примере 5.
В иллюстративных вариантах осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и компонент на основе FDCA (т.е. получена из сложного полиэфира на основе FDCA), при этом предварительно отформованная заготовка имеет длину от приблизительно 30 мм до приблизительно 400 мм или более конкретно от 30 мм до приблизительно 250 мм.
В одном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет длину от приблизительно 20 до приблизительно 25, от приблизительно 25 до приблизительно 30, от 30 до приблизительно 35, от приблизительно 40 до приблизительно 45, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240 или от приблизительно 240 до приблизительно 250 мм.
В конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет длину от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, приблизительно 118 или приблизительно 120.
В более конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет длину приблизительно 110 мм и конечную длину приблизительно 88 мм.
В одном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и имеет длину от приблизительно 30 мм до приблизительно 400 мм или более конкретно от приблизительно 30 мм до приблизительно 250 мм.
В конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и имеет длину от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240, или приблизительно 240, или приблизительно 250 мм.
В конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и имеет длину от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, приблизительно 118 или приблизительно 120.
В более конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и имеет длину приблизительно 110 и конечную длину приблизительно 88 мм.
В другом варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется отношением внутренней длины к внутреннему диаметру (l/d) от приблизительно 1,05 до приблизительно 25,0.
В конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 3,5, от приблизительно 3,5 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0 и приблизительно 24,0 или приблизительно 25,0.
В конкретном варианте осуществления предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 3 до приблизительно 6, или более конкретно приблизительно 3, приблизительно 4, приблизительно 5 или приблизительно 6.
В более конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 4 до приблизительно 5.
В конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и характеризуется отношением внутренняя l/d приблизительно 4,37.
В другом конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и характеризуется отношением внутренняя l/d приблизительно 3,07.
В другом конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и характеризуется отношением внутренняя l/d приблизительно 4,24.
В другом конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и характеризуется отношением внутренняя l/d приблизительно 4,9.
В другом конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и характеризуется отношением внутренняя l/d приблизительно 5,57.
В другом конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и характеризуется отношением внутренняя l/d приблизительно 13.
В другом варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и характеризуется отношением внутренней длины к внутреннему диаметру (l/d) от приблизительно 1,05 до приблизительно 25,0.
В конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению PEF и характеризуется отношением внутренняя l/d от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0, и приблизительно 24,0 или приблизительно 25,0.
В более конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и характеризуется отношением внутренняя l/d от приблизительно 4 до приблизительно 5.
В конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и характеризуется отношением внутренняя l/d приблизительно 4,37.
В другом конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и характеризуется отношением внутренняя l/d приблизительно 13.
Предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и компонент на основе FDCA (т.е. получена из сложного полиэфира на основе FDCA), при этом предварительно отформованная заготовка имеет (i) длину от приблизительно 30 мм до приблизительно 250 мм и отношение внутренняя l/d от приблизительно 1,05 до приблизительно 25,0.
В одном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет (i) длину от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240 или от приблизительно 240 до приблизительно 250 мм и характеризуется (ii) отношением внутренняя l/d от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0, или приблизительно 24,0, или приблизительно 25,0.
В конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет (i) длину от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, от приблизительно 118 или приблизительно 120 и (ii) отношение внутренняя l/d от приблизительно 4 до приблизительно 5.
В более конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет (i) длину приблизительно 110 мм; (ii) конечную длину приблизительно 88 мм; и (ii) отношение внутренняя l/d приблизительно 4,37.
Предварительно отформованная заготовка по настоящему изобретению содержит PEF и имеет длину от приблизительно 30 мм до приблизительно 250 мм и отношение внутренняя l/d от приблизительно 1,05 до приблизительно 25,0.
В одном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и имеет (i) длину от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240, или от приблизительно 240 до приблизительно 250 мм и (ii) отношение внутренняя l/d от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0, или приблизительно 24,0, или приблизительно 25,0.
В конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и имеет (i) длину от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, от приблизительно 118 или приблизительно 120 и (ii) отношение внутренняя l/d от приблизительно 4 до приблизительно 5.
В более конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и имеет (i) длину приблизительно 110 мм; (ii) конечную длину приблизительно 88 мм и (ii) отношение внутренняя l/d приблизительно 4,37.
Характеристическая вязкость смолы и предварительно отформованной заготовки может варьировать.
В одном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и компонент на основе FDCA и характеризуется IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г.
В конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и компонент на основе FDCA и характеризуется IV от приблизительно 0,763 дл/г.
В конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и характеризуется IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г.
В другом конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и характеризуется IV от приблизительно 0,763 дл/г.
В другом конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и характеризуется IV от приблизительно 0,80 до приблизительно 0,840, или более конкретно приблизительно 0,80 до приблизительно 0,830 дл/г.
В еще одном конкретном варианте осуществления предварительно отформованная заготовка по настоящему изобретению содержит PEF и характеризуется IV от приблизительно 0,80 до приблизительно 0,95, или более конкретно от приблизительно 0,83 до приблизительно 0,92.
В иллюстративных вариантах осуществления предварительно отформованная заготовка по настоящему изобретению содержит FDCA и диол, причем диол может быть получен из нефтяного сырья или получен из биологического сырья, при этом предварительно отформованная заготовка характеризуется (i) степенью кольцевого растяжения от приблизительно 2,6 до приблизительно 8,2, более конкретно от приблизительно 5,2 до приблизительно 7,2, еще более конкретно от приблизительно 3,5 до приблизительно 5,3; и (ii) степенью осевого растяжения от приблизительно 2,0 до приблизительно 5,0, более конкретно от приблизительно 3 до приблизительно 4, еще более конкретно от приблизительно 2,3 до приблизительно 3,3; (iii) длиной от приблизительно 20 до приблизительно 400 мм; и (iii) I.V. от приблизительно 0,80 до приблизительно 0,95, более конкретно от приблизительно 0,83 до приблизительно 0,92.
Способы получения предварительно отформованных заготовок
Как описано выше, пластмассовые контейнеры, такие как контейнеры на основе PET, как правило, вначале получают путем формования пластмассовой смолы в подходящую предварительно отформованную заготовку (например, путем формования литьем под давлением) и затем формования с раздувом и вытягиванием предварительно отформованной заготовки с образованием контейнера.
В иллюстративных вариантах осуществления PEF-полимер или смола, как описано выше, применяют для формования предварительно отформованных заготовок. На фиг. 1 и 7-10 выше проиллюстрированы варианты осуществления предварительно отформованной заготовки по настоящему изобретению.
Полимерная смола на основе FDCA может представлять собой любую подходящую полимерную смолу на основе FDCA, в том числе фурановые смолы на основе сложного полиэфира, описанные выше в разделе I, в том числе PEF. Смола может быть представлена любой подходящей формой, включая, например, гранулы или порошок.
В иллюстративных вариантах осуществления смолу нагревают с получением расплава и затем вводят в устройство формования литьем под давлением, где материал принимает очертания формы, охлаждают и затем вынимают с получением предварительно отформованной заготовки.
В одном варианте осуществления расплав PEF вводят в полость формы, определенную, по меньшей мере частично, принимающей частью полости и входящей частью стержня, установленных соответственно на шаблоне с полостью и шаблоне со стержнем формы. Шаблон с полостью и шаблон со стержнем сводят вместе и скрепляют усилием зажима, при этом усилие зажима является достаточным для поддержания части полости и стержня вместе против давления вводимого материала на основе PEF. Полость формы имеет очертания, которые по сути соответствуют конечным очертаниям в охлажденном состоянии формованного изделия, подлежащего формованию.
Введенный таким образом материал на основе PEF затем охлаждают до температуры, достаточной для обеспечения возможности извлечения образованного таким образом формованного изделия из формы. После охлаждения формованное изделие дает усадку внутри полости формы и, в связи с этим, если шаблоны с полостью и стержнем разделяют, формованное изделие, как правило, остается присоединенным к части стержня. После этого формованное изделие затем извлекают из части стержня с использованием одного или нескольких устройств извлечения. Устройства извлечения, способствующие удалению формованных изделий с частей стержня, являются известными. Примеры устройств извлечения включают сталкивающие плиты, сталкивающие кольца и горловые кольца, сталкивающие шпильки и т.д.
Скорость сдвига составляет менее приблизительно 100000 с-1. В одном варианте осуществления скорость сдвига составляет от приблизительно 5000 до приблизительно 40000, от приблизительно 5000 до приблизительно 30000 или от приблизительно 5000 до приблизительно 20000 с-1. В конкретном варианте осуществления скорость сдвига составляет приблизительно 8000-15000 с-1.
В одном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка характеризуется (i) степенью кольцевого растяжения от приблизительно 2,6 до приблизительно 8,2, более конкретно от приблизительно 5,2 до приблизительно 7,2, и еще более конкретно от приблизительно 3,5 до приблизительно 5,3; и (ii) степенью осевого растяжения от приблизительно 2,0 до приблизительно 5,0, более конкретно от приблизительно 3 до приблизительно 4, еще более конкретно от приблизительно 2,3 до приблизительно 3,3.
В другом варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка характеризуется (i) степенью кольцевого растяжения от приблизительно 2,6 до приблизительно 8,2, более конкретно от приблизительно 5,2 до приблизительно 7,2, и еще более конкретно от приблизительно 3,5 до приблизительно 5,3; (ii) степенью осевого растяжения от приблизительно 2,0 до приблизительно 5,0, более конкретно от приблизительно 3 до приблизительно 4, еще более конкретно от приблизительно 2,3 до приблизительно 3,3; и (iii) длиной от приблизительно 20 мм до приблизительно 400 мм, или более конкретно от приблизительно 30 мм до приблизительно 250 мм.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка характеризуется (i) степенью кольцевого растяжения от приблизительно 2,6 до приблизительно 8,2, более конкретно от приблизительно 5,2 до приблизительно 7,2 и еще более конкретно от приблизительно 3,5 до приблизительно 5,3; (ii) степенью осевого растяжения от приблизительно 2,0 до приблизительно 5,0, более конкретно от приблизительно 3 до приблизительно 4, еще более конкретно от приблизительно 2,3 до приблизительно 3,3; и (iii) длиной от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240, или от приблизительно 240 до приблизительно 250 мм, от приблизительно 250 до приблизительно 300 мм, или от приблизительно 300 мм до приблизительно 400 мм.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка по настоящему изобретению содержит диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет длину от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, приблизительно 118 или приблизительно 120.
В более конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка имеет длину приблизительно 110 мм и конечную длину приблизительно 88 мм.
В другом варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка имеет длину от приблизительно 30 мм до приблизительно 250 мм.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка имеет длину от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240, или приблизительно 240 или приблизительно 250 мм.
В более конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) обеспечения расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка имеет длину от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, приблизительно 118 или приблизительно 120.
В еще более конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка имеет длину приблизительно 110 и конечную длину приблизительно 88 мм.
В другом варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка характеризуется отношением внутренней длины к внутреннему диаметру (l/d) от приблизительно 1,05 до приблизительно 25,0.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0, приблизительно 24,0 или приблизительно 25,0.
В более конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 3 до приблизительно 6, или более конкретно от приблизительно 4 до приблизительно 5.
В более конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d приблизительно 4,37.
В более конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d приблизительно 13.
В другом варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся отношением внутренней длины к внутреннему диаметру (l/d) от приблизительно 1,05 до приблизительно 25,0.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся отношением внутренняя l/d от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0 и приблизительно 24,0 или приблизительно 25,0.
В более конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся отношением внутренняя l/d от приблизительно 3 до приблизительно 6,0 или от приблизительно 4 до приблизительно 5.
В еще более конкретном варианте осуществления, настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся отношением внутренняя l/d приблизительно 4,37.
В следующем конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся отношением внутренняя l/d 13.
В другом варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающей (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся (i) длиной от приблизительно 30 мм до приблизительно 250 мм и отношением внутренняя l/d от приблизительно 1,05 до приблизительно 25,0.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся (а) длиной от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240 или от приблизительно 240 до приблизительно 250 мм и (b) отношением внутренняя l/d от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0, или приблизительно 24,0, или приблизительно 25,0.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся (i) длиной от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, приблизительно 118 или приблизительно 120 и (ii) отношением внутренняя l/d от приблизительно 4 до приблизительно 5.
В еще одном конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся (i) длиной приблизительно 110 мм; (ii) конечной длиной приблизительно 88 мм и (ii) отношением внутренняя l/d приблизительно 4,37.
В другом варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся длиной от приблизительно 30 мм до приблизительно 250 мм и отношением внутренняя l/d от приблизительно 1,05 до приблизительно 25,0.
В другом варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся (а) длиной от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240 или от приблизительно 240 до приблизительно 250 мм и (b) отношением внутренняя l/d от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0, или приблизительно 24,0, или приблизительно 25,0.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся (а) длиной от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, приблизительно 118 или приблизительно 120 и (b) отношением внутренняя l/d от приблизительно 4 до приблизительно 5.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся (а) длиной приблизительно 110 мм; (b) конечной длиной приблизительно 88 мм и (ii) отношением внутренняя l/d приблизительно 4,37.
В другом варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся IV приблизительно 0,763 дл/г.
В другом варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся IV приблизительно 0,763 дл/г.
В другом варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующаяся IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г и длиной от приблизительно 30 мм до приблизительно 250 мм.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г и длиной от приблизительно 105 мм до приблизительно 120 мм.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г и длиной приблизительно 110 мм.
В другом варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся (а) IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г; (b) длиной от приблизительно 105 мм до приблизительно 120 мм и (с) отношением внутренняя l/d от приблизительно 4 до приблизительно 5.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего диольный компонент (например, этиленгликоль) и компонент на основе FDCA; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся (а) IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г; (ii) длиной приблизительно 110 мм; и (ii) отношением внутренняя l/d от приблизительно 4,37.
В другом варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г и длиной от приблизительно 30 мм до приблизительно 250 мм.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г и (ii) длиной от приблизительно 105 мм до приблизительно 120 мм.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка по настоящему изобретению содержит PEF и характеризуется IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г и длиной приблизительно 110 мм.
В еще одном конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся (а) IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г; (b) длиной от приблизительно 105 мм до приблизительно 120 мм; и (с) и отношением внутренняя l/d от приблизительно 4 до приблизительно 5.
В еще одном конкретном варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся (а) IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г; (b) длиной приблизительно 110 мм; и (с) внутренним отношением l/d от приблизительно 4,37.
В следующем варианте осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки, включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся (i) IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г; и (ii) отношением внутренняя l/d приблизительно 13.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой способ получения предварительно отформованной заготовки включающий (i) получение расплава, содержащего PEF; и (ii) формование данного расплава литьем под давлением с получением предварительно отформованной заготовки, характеризующейся (а) степенью кольцевого растяжения от приблизительно 2,6 до приблизительно 8,2, более конкретно от приблизительно 5,2 до приблизительно 7,2, еще более конкретно от приблизительно 3,5 до приблизительно 5,3; (ii) степенью осевого растяжения от приблизительно 2,0 до приблизительно 5,0, более конкретно от приблизительно 3 до приблизительно 4, еще более конкретно от приблизительно 2,3 до приблизительно 3,3; (iii) длиной от приблизительно 20 до приблизительно 400 мм; и (iv) IV от приблизительно 0,80 до приблизительно 0,95 или более конкретно от приблизительно 0,83 до приблизительно 0,92.
В примере 7 описано формование предварительно отформованной заготовки по настоящему изобретению литьем под давлением.
Способ изготовления контейнера
Предварительно отформованную заготовку, как описано в разделах II и III выше, затем применяют в получении контейнера по настоящему изобретению путем формования с раздувом и вытягиванием. Формование с раздувом и вытягиванием обеспечивает формование полых изделий, таких как бутылки. Одноступенчатые, двухступенчатые и двойные системы производства с использованием формования раздувом хорошо известны из уровня техники.
В обоих способах пластмассовую смолу преобразуют в контейнеры (например) путем формования предварительно отформованных заготовок литьем под давлением с последующим ориентированием в двух взаимно-перпендикулярных направлениях (растяжение) данных предварительно отформованных заготовок либо в непрерывных одноступенчатых способах формования с раздувом, либо в двухступенчатых периодических способах. Ориентирование относится к физическому выравниванию полимерных цепей в упорядоченную конфигурацию. Ориентирование в двух взаимно-перпендикулярных направлениях обеспечивает не только более тонкие более однородные боковые стенки и, следовательно, менее дорогостоящие контейнеры, но так же оно улучшает физические качества контейнеров, в том числе улучшенные физические свойства, прозрачность и газонепроницаемость, все из которых важны для изделий, таких как бутылки для газированных напитков.
Предварительные заготовки традиционно формуют путем формования литьем под давлением, при котором расплавленную смолу вводят в форму с необходимыми очертаниями предварительно отформованной заготовки. Расплавленный полимер в полости формы должен быть охлажден на протяжении диапазона максимальной кристаллизации как можно быстрее.
В одноступенчатом способе предварительно отформованные заготовки формуют литьем под давлением, регулируют до соответствующей температуры и раздувают до контейнеров - все в ходе одного непрерывного процесса. В традиционных одноступенчатых способах тепло, которое остается в предварительной заготовке после формования литьем под давлением, является достаточным для обеспечения формования предварительно отформованной заготовки с раздувом и вытягиванием.
В двухступенчатых способах предварительно отформованные заготовки формуют литьем под давлением, хранят в течение короткого периода времени (как правило, 1-4 дня) и раздувают до контейнеров с использованием выдувной машины с повторным нагревом (RHB). В двухступенчатом способе предварительно отформованную заготовку необходимо кондиционировать перед формованием с раздувом и вытягиванием, т.е. путем повторного нагрева предварительно отформованной заготовки в пределах температуры стеклования материала. Предварительно отформованную заготовку можно нагревать, например, в инфракрасной печи.
Формование с раздувом и вытягиванием, как правило, включает три стадии. На первой стадии предварительно отформованную заготовку растягивают с помощью растягивающего стержня. На второй стадии предварительно отформованную заготовку надувают воздухом при низком давлении (например, 0,5-0,9 МПа) при продолжающемся растяжении. На третьей стадии растяжение останавливают и давление увеличивают (например, Map). МПа). Первые две стадии могут называться периодом раздува при низком давлении, тогда как последняя стадия может называться периодом раздува.
В типичном способе растяжения для пластмассового материала изначально происходит очень небольшое растяжение, но если растяжение продолжается после точки пластической текучести, материал начинает растягиваться и становится тоньше, что вызывает необратимую деформацию. После этого следует период продолжительного растяжения, при котором количество усилия остается постоянным. После того как материал был растянут после его естественной степени растяжения (NSR) требуется резкое увеличение усилия для обеспечения дополнительного растяжения. Этот период известен как период деформационного упрочнения. Именно во время данной фазы физические свойства являются максимально повышенными. Следовательно, очень важно, чтобы естественная степень растяжения была незначительно превышенной в течение процесса растяжения.
Для определения ориентирования материала применяли три степени растяжения: (i) осевую степень растяжения; (ii) степень кольцевого растяжения; и (iii) общую степень растяжения (произведение степени осевого растяжения и степени кольцевого растяжения).
Осевую степень растяжения рассчитывают путем деления высоты растянутой части бутылки на длину растянутой части предварительно отформованной заготовки. Либо, иначе говоря: степень осевого растяжения = (высота контейнера ниже “венчика” / высота предварительно отформованной заготовки ниже “венчика”).
Степень кольцевого растяжения рассчитывают путем деления диаметра бутылки на диаметр предварительно отформованной заготовки. Либо, иначе говоря: степень кольцевого растяжения = (максимальный внутренний диаметр контейнера / внутренний диаметр предварительно отформованной заготовки).
Общую степень растяжения рассчитывают путем умножения степени осевого растяжения на степень кольцевого растяжения. Либо, иначе говоря: общая степень растяжения = [(максимальный внутренний диаметр контейнера / внутренний диаметр предварительно отформованной заготовки)]×[(высота контейнера ниже “венчика”) / (высота предварительно отформованной заготовки ниже “венчика”)].
В одном варианте осуществления предварительно отформованную заготовку помещают в устройство формования раздувом. Полость формы можно нагревать до температуры от примерно около 10°С до приблизительно 115°С. С помощью устройства с растягивающим стержнем растягивают или вытягивают нагретую предварительно отформованную заготовку внутри полости формы до длины примерно соответствующей длине полученного в результате контейнера, таким образом молекулярное ориентирование материала на основе сложного полиэфира в осевом направлении, как правило, соответствует центральной продольной оси полученного в результате контейнера. В то время как растягивающий стержень вытягивает предварительно отформованную заготовку, воздух с давлением от приблизительно 15 фунтов/кв. дюйм до приблизительно 1000 фунтов/кв. дюйм способствует вытягиванию предварительно отформованной заготовки в продольном направлении и расширению предварительно отформованной заготовки в круговом или кольцевом направлении, таким образом, по сути приводя материал на основе сложного полиэфира в соответствие с очертаниями полости формы и обеспечивая дополнительное молекулярное ориентирование материала на основе сложного полиэфира обычно в направлении, перпендикулярном продольному направлению, таким образом, образуя молекулярное ориентирование в двух взаимно-перпендикулярных направлениях материала на основе сложного полиэфира в большей части контейнера. Как правило, материал в области "венчика" и нижней части основания по сути не является молекулярно ориентированным. Воздух под давлением удерживает большую часть ориентированного в двух взаимно-перпендикулярных направлениях материала на основе сложного полиэфира в полости формы в течение периода от приблизительно 0,05 до приблизительно 5 секунд перед удалением контейнера из полости формы.
Полученный в результате выдутый контейнер имеет тот же "венчик" горлышка с внешней резьбой и нижний выступ горлышка, что и предварительно отформованная заготовка. Оставшаяся часть бутылки подвергается расширению, хотя и в разной степени. Для открытия верхнего конца контейнера прикрепляют удаляемую крышку. Крышка содержит часть основания, имеющую внутреннюю резьбу, которая приводится в контакт с внешней резьбой на "венчике" горлышка.
Вызванная деформацией кристалличность в результате приводит к быстрой механической деформации PEF, и при этом образуются прозрачные кристаллиты чрезвычайно малого размера. Степень кристалличности, наблюдаемой в боковой стенке контейнера, соответствует прочности и непроницаемости контейнера.
В одном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (а) степенью кольцевого растяжения от приблизительно 2,6 до приблизительно 8,2, более конкретно от приблизительно 5,2 до приблизительно 7,2, еще более конкретно от приблизительно 2,5 до приблизительно 5,3, или от приблизительно 5,35 до приблизительно 5,45, или приблизительно 5,35; и (b) степенью осевого растяжения от приблизительно 2,0 до приблизительно 5,0, более конкретно от приблизительно 3 до приблизительно 4, еще более конкретно от приблизительно 2,3 до приблизительно 3,3, или от приблизительно 3,2 до приблизительно 3,35, или более конкретно приблизительно 3,2; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В одном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет длину от приблизительно 30 мм до приблизительно 250 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет длину от приблизительно 30 мм до приблизительно 250 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет длину имеет длину от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240, или от приблизительно 240 до приблизительно 250 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, например бутылку для напитков.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет длину от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240, или от приблизительно 240 до приблизительно 250 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет длину от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, приблизительно 118 или приблизительно 120 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет длину от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, приблизительно 118 или приблизительно 120 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет длину приблизительно 110 мм и конечную длину приблизительно 88 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет длину приблизительно 110 мм и конечную длину приблизительно 88 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка имеет длину от приблизительно 30 мм до приблизительно 250 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка имеет длину от приблизительно 30 мм до приблизительно 250 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка имеет длину от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240, или приблизительно 240, или приблизительно 250 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка имеет длину от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240, или приблизительно 240, или приблизительно 250 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка имеет длину от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, приблизительно 118 или приблизительно 120; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка имеет длину от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, приблизительно 118 или приблизительно 120; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка имеет длину приблизительно 110 и конечную длину приблизительно 88 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка имеет длину приблизительно 110 и конечную длину приблизительно 88 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например контейнер для пищевых продуктов или напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется отношением внутренней длины к внутреннему диаметру (l/d) от приблизительно 1,05 до приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется отношением внутренней длины к внутреннему диаметру (l/d) от приблизительно 1,05 до приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется отношением внутренней длины к внутреннему диаметру (l/d) от приблизительно при этом предварительно отформованная заготовка характеризуется отношением внутренней длины к внутреннему диаметру (l/d) от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0, и приблизительно 24,0 или приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется отношением внутренней длины к внутреннему диаметру (l/d) от приблизительно при этом предварительно отформованная заготовка характеризуется отношением внутренней длины к внутреннему диаметру (l/d) от приблизительно 1,05 до приблизительно 2,0, приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0, и приблизительно 24,0 или приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 4 до приблизительно 5; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 4 до приблизительно 5; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 4,37; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 4,37; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 13; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 13; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется отношением внутренней длины к внутреннему диаметру (l/d) от приблизительно 1,05 до приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется отношением внутренней длины к внутреннему диаметру (l/d) от приблизительно 1,05 до приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется отношением внутренней длины к внутреннему диаметру (l/d) от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0, и приблизительно 24,0 или приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется отношением внутренней длины к внутреннему диаметру (l/d) от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0, и приблизительно 24,0 или приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 4 до приблизительно 5; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 4 до приблизительно 5; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки на основе PEF, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 4,37; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 4,37; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 13; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется отношением внутренняя l/d от приблизительно 13; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер, при этом контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (т.е. этиленгликоль), при этом предварительно отформованная заготовка характеризуется (i) длиной от приблизительно 30 мм до приблизительно 250 мм и отношением внутренняя l/d приблизительно 1,05 до приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (а) длиной от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240 или от приблизительно 240 до приблизительно 250 мм и (b) отношением внутренняя l/d от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0, или приблизительно 24,0, или приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (а) длиной от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, от приблизительно 118 или приблизительно 120 и (b) отношением внутренняя l/d от приблизительно 4 до приблизительно 5; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (а) длиной приблизительно 110 мм; (b) конечной длиной приблизительно 88 мм и (с) отношением внутренняя l/d приблизительно 4,37; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка имеет длину от приблизительно 30 мм до приблизительно 250 мм и отношением внутренняя l/d приблизительно 1,05 до приблизительно 25,0; и (ii) формования с раздувом и вытягиванием предварительно отформованной заготовки в контейнер. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (а) длиной от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240 или от приблизительно 240 до приблизительно 250 мм и (b) отношением внутренняя l/d от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0, или приблизительно 24,0, или приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В еще одном конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (а) длиной от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, приблизительно 118 или приблизительно 120 и (b) отношением внутренняя l/d от приблизительно 4 до приблизительно 5; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В еще одном конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (а) длиной приблизительно 110 мм; (b) конечной длиной приблизительно 88 мм и (с) отношением внутренняя l/d приблизительно 4,37; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется IV при этом предварительно отформованная заготовка характеризуется IV приблизительно 0,763 дл/г; и (i) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется (i) длиной от приблизительно 30 мм до приблизительно 250 мм и отношением внутренняя l/d от приблизительно 1,05 до приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется (а) длиной от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240 или от приблизительно 240 до приблизительно 250 мм и (b) отношением внутренняя l/d от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0, или приблизительно 24,0, или приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется (а) длиной от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, приблизительно 118 или приблизительно 120 и (b) отношением внутренняя l/d от приблизительно 4 до приблизительно 5; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется (а) длиной приблизительно 110 мм; (b) конечной длиной приблизительно 88 мм и (с) отношением внутренняя l/d приблизительно 4,37; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка имеет длину от приблизительно 30 мм до приблизительно 250 мм и отношение внутренняя l/d от приблизительно 1,05 до приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется (а) длиной от приблизительно 30 до приблизительно 40, от приблизительно 40 до приблизительно 50, от приблизительно 50 до приблизительно 60, от приблизительно 60 до приблизительно 70, от приблизительно 70 до приблизительно 80, от приблизительно 80 до приблизительно 90, от приблизительно 90 до приблизительно 100, от приблизительно 100 до приблизительно 110, от приблизительно 110 до приблизительно 120, от приблизительно 120 до приблизительно 130, от приблизительно 130 до приблизительно 140, от приблизительно 140 до приблизительно 150, от приблизительно 150 до приблизительно 160, от приблизительно 160 до приблизительно 170, от приблизительно 170 до приблизительно 180, от приблизительно 180 до приблизительно 190, от приблизительно 190 до приблизительно 200, от приблизительно 200 до приблизительно 210, от приблизительно 210 до приблизительно 220, от приблизительно 220 до приблизительно 230, от приблизительно 230 до приблизительно 240 или от приблизительно 240 до приблизительно 250 мм и (b) отношением внутренняя l/d от приблизительно 1,05 до приблизительно 2,0, от приблизительно 2,0 до приблизительно 3,0, от приблизительно 3,0 до приблизительно 4,0, от приблизительно 4,0 до приблизительно 5,0, от приблизительно 5,0 до приблизительно 6,0, от приблизительно 6,0 до приблизительно 7,0, от приблизительно 7,0 до приблизительно 8,0, от приблизительно 8,0 до приблизительно 9,0, от приблизительно 10,0 до приблизительно 11,0, от приблизительно 11,0 до приблизительно 12,0, от приблизительно 12,0 до приблизительно 13,0, от приблизительно 13,0 до приблизительно 14,0, от приблизительно 14,0 до приблизительно 15,0, от приблизительно 15,0 до приблизительно 16,0, от приблизительно 16,0 до приблизительно 17,0, от приблизительно 17,0 до приблизительно 18,0, от приблизительно 18,0 до приблизительно 19,0, от приблизительно 19,0 до приблизительно 20,0, от приблизительно 21,0 до приблизительно 22,0, от приблизительно 22,0 до приблизительно 23,0, от приблизительно 23,0 до приблизительно 24,0, или приблизительно 24,0, или приблизительно 25,0; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется (а) длиной от приблизительно 104 до приблизительно 106, от приблизительно 106 до приблизительно 108, от приблизительно 108 до приблизительно 110, от приблизительно 110 до приблизительно 112, от приблизительно 112 до приблизительно 114, от приблизительно 114 до приблизительно 116, от приблизительно 116 до приблизительно 118, приблизительно 118 или приблизительно 120 и (b) отношением внутренняя l/d от приблизительно 4 до приблизительно 5; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется (а) длиной приблизительно 110 мм; (b) конечной длиной приблизительно 88 мм и (с) отношением внутренняя l/d приблизительно 4,37; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки в контейнер. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки на основе PEF, при этом предварительно отформованная заготовка характеризуется предварительно отформованная заготовка характеризуется IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется IV приблизительно 0,763 дл/г; и (ii) формования с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г и длиной от приблизительно 30 мм до приблизительно 250 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г и длиной от 105 мм до приблизительно 120 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г и длиной приблизительно 110 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей диольный компонент (например, этиленгликоль) и компонент на основе FDCA, при этом предварительно отформованная заготовка характеризуется (а) IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г; и (b) длиной приблизительно 110 мм; и (с) отношением внутренняя l/d от приблизительно 4 до приблизительно 5; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г и длиной от приблизительно 30 мм до приблизительно 250 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г и длиной от 105 мм до приблизительно 120 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г и длиной приблизительно 110 мм; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В другом конкретном варианте осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется (а) IV от приблизительно 0,750 дл/г до приблизительно 0,780 дл/г и (b) длиной приблизительно 110 мм и (с) отношением внутренняя l/d от приблизительно 4 до приблизительно 5; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется (а) степенью кольцевого растяжения от приблизительно 5,0 до приблизительно 5,5, или более конкретно приблизительно 5,0, приблизительно 5,1, приблизительно 5,2, приблизительно 5,3, приблизительно 5,4 или приблизительно 5,5; (b) степенью осевого растяжения от приблизительно 2,5 до приблизительно 3,5, или более конкретно приблизительно 2,5, приблизительно 2,6, приблизительно 2,7, приблизительно 2,8, приблизительно 2,9, приблизительно 3,0, приблизительно 3,1 или приблизительно 3,3.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой способ получения контейнера, включающий (i) получение предварительно отформованной заготовки, содержащей PEF, при этом предварительно отформованная заготовка характеризуется (а) степенью кольцевого растяжения от приблизительно 5,0 до приблизительно 5,5, или более конкретно приблизительно 5,0, приблизительно 5,1, приблизительно 5,2, приблизительно 5,3, приблизительно 5,4 или приблизительно 5,5; (b) степенью осевого растяжения от приблизительно 2,5 до приблизительно 3,5, или более конкретно приблизительно 2,5, приблизительно 2,6, приблизительно 2,7, приблизительно 2,8, приблизительно 2,9, приблизительно 3,0, приблизительно 3,1 или приблизительно 3,3; (с) длиной от приблизительно 20 до приблизительно 400 мм, более конкретно от приблизительно 20 до приблизительно 30, от приблизительно 30 до приблизительно 35, от приблизительно 35 до приблизительно 50, от приблизительно 50 до приблизительно 100, от приблизительно 100 до приблизительно 200, от приблизительно 200 до приблизительно 250 или от приблизительно 250 до приблизительно 400; и (d) отношением внутренняя l/d от приблизительно 3 до приблизительно 6, более конкретно от приблизительно 4 до приблизительно 5; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера. В конкретном варианте осуществления контейнер представляет собой контейнер для пищевых продуктов или напитков, например бутылку для напитков.
В иллюстративных вариантах осуществления настоящее изобретение представляет собой способ получения контейнера (например, бутылки), включающий (i) формование литьем под давлением смолы, содержащей FDCA и по меньшей мере один диол, с получением предварительно отформованной заготовки, при этом предварительно отформованная заготовка характеризуется (а) степенью кольцевого растяжения от приблизительно 2,6 до приблизительно 8,2, более конкретно от приблизительно 5,2 до приблизительно 7,2, еще более конкретно от приблизительно 3,5 до приблизительно 5,3; (b) степенью осевого растяжения от приблизительно 2,0 до приблизительно 5,0, более конкретно от приблизительно 3 до приблизительно 4, еще более конкретно от приблизительно 2,3 до приблизительно 3,3; (с) длиной от приблизительно 20 до приблизительно 400 мм; и (d) IV от приблизительно 0,80 до приблизительно 0,95, или более конкретно от приблизительно 0,83 до приблизительно 0,92; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера на основе PEF (например, бутылки).
В иллюстративных вариантах осуществления настоящее изобретение представляет собой способ получения контейнера (например, бутылки), включающий (i) получение предварительно отформованной заготовки, характеризующейся (а) степенью кольцевого растяжения от приблизительно 2,6 до приблизительно 8,2, более конкретно от приблизительно 5,2 до приблизительно 7,2, еще более конкретно от приблизительно 3,5 до приблизительно 5,3; (b) степенью осевого растяжения от приблизительно 2,0 до приблизительно 5,0, более конкретно от приблизительно 3 до приблизительно 4, еще более конкретно от приблизительно 2,3 до приблизительно 3,3; (с) длиной от приблизительно 20 до приблизительно 400 мм; и (d) IV от приблизительно 0,80 до приблизительно 0,95, или более конкретно от приблизительно 0,83 до приблизительно 0,92; и (ii) формование с раздувом и вытягиванием предварительно отформованной заготовки с получением контейнера на основе PEF (например, бутылки).
Как указано выше, в примере 5 описано формование с раздувом и вытягиванием иллюстративной предварительно отформованной заготовки (т.е. предварительно отформованной заготовки с осевым растяжением 3,2) по настоящему изобретению. Данный случай, как указано выше, отличается от неудачной попытки формования с раздувом и вытягиванием традиционной предварительно отформованной заготовки (т.е. осевое растяжение 2,2), описанной в примере 5.
Неожиданно, что наивысший модуль упругости при растяжении в образцах боковых стенок контейнера, выдутого из предварительно отформованной заготовки на основе PEF по настоящему изобретению, наблюдается в продольном направлении, что является уникальным для бутылки, формованной с раздувом и вытягиванием. Длина предварительно отформованной заготовки может быть увеличена для обеспечения меньшего исходного ориентирования в продольном направлении с соответствующим увеличением кольцевого ориентирования и устойчивости к ползучей деформации. Также неожиданным оказалось, что материал на основе PEF может быть ориентирован даже с термическими кристаллами, что отличает его от PET.
Данные свободных экспериментов с раздувом (см. пример 5) указывают на начало деформационного упрочнения в кольцевом направлении в диапазоне степени растяжения от 4,5 до 5,5 при приблизительно 96°С. Учитывая внутреннюю осевую длину и внутренний диаметр предварительно отформованной заготовки, общие степени растяжения для свободных надутых баллонов на основе PEF превышают 25,0 при 96°С и достигают 28,7 без побеления при напряжении.
PEF неожиданно продемонстрировал значительно более широкое окно для формования с раздувом и вытягиванием, чем PET, в связи с его более низкой плотностью переплетения, сниженной кристалличностью и скоростью кристаллизации.
Контейнеры
В способе, описанном в разделе V выше, получают контейнеры из полимера на основе FDCA, например контейнеры на основе PEF. Подходящие контейнеры включают без ограничения бутылки, баки, графины, охладители и т.п. Контейнер можно применять для хранения какого-либо подходящего содержимого, в том числе без ограничения пищевых продуктов и напитков. В конкретном варианте осуществления контейнер представляет собой контейнер для горячего заполнения, например контейнер для горячего заполнения для пищевых продуктов или напитков.
На фиг. 4, 11-13 проиллюстрированы варианты осуществления предварительно отформованной заготовки по настоящему изобретению.
В одном варианте осуществления настоящего изобретения контейнер представляет собой бутылку на основе PEF. В конкретном варианте осуществления контейнер представляет собой бутылку на основе PEF, применяемую для упаковки напитка, например, воды, сока, газированного напитка или пива. Бутылку на основе PEF по настоящему изобретению можно применять для напитков или пищевых продуктов, подлежащих горячему заполнению.
На Фиг. 4 представлен иллюстративный вариант осуществления контейнера по настоящему изобретению, где контейнер 22 содержит оболочку 24, включающую "венчик" горлышка с резьбой 26, определяющий отверстие 28, выступ для закупоривания = 30 ниже "венчика" горлышка с резьбой, коническую часть 32, расширяющуюся от выступа для закупоривания, часть корпуса 34, расширяющуюся ниже конической части, и основание 36 в нижней части контейнера. Контейнер 22 удобно применять для получения упакованного напитка 38, как проиллюстрировано на фиг. 4. Упакованный напиток 38 включает напиток, например, газированный содовый напиток, размещенный в контейнере 22 и крышку 40, закрывающую отверстие 28 контейнера.
Контейнер по настоящему изобретению необязательно может включать множество слоев. В конкретном варианте осуществления контейнер имеет два или более слоев, три или более слоев, четыре или более слоев или пять или более слоев.
Предварительно отформованная заготовка 10, контейнер 22 и упакованный напиток 38 являются лишь примерами применений с использованием предварительно отформованных заготовок по настоящему раскрытию. Следует понимать, что способ и устройство, представленные в данном документе, можно применять для получения предварительно отформованных заготовок и контейнеров, имеющих различные конфигурации.
Преимущественно, контейнер по настоящему изобретению является воспроизводимым, но также демонстрирует свойства, подобные или превосходящие свойства контейнеров на основе PET. Данные свойства включают термические свойства, барьерные свойства и другие физические эксплуатационные свойства.
Что касается термических свойств, температура стеклования (Tg) PEF является на приблизительно 11°С выше температуры стеклования PET, в то время как температура плавления (Тm) на приблизительно 40°С ниже температуры плавления PET.
Что касается барьерных свойств, барьерные свойства в отношении O2 контейнера на основе PEF по настоящему изобретению на приблизительно 20, на приблизительно 30, на приблизительно 40, на приблизительно 50, на приблизительно 60, на приблизительно 70, на приблизительно 80, на приблизительно 90, на приблизительно 100, на приблизительно 110, на приблизительно 120, на приблизительно 130, на приблизительно 140, на приблизительно 150, на приблизительно 160, на приблизительно 170, на приблизительно 180, на приблизительно 190, на приблизительно 200, на приблизительно 300, на приблизительно 400 или на приблизительно 500% лучше, чем для PET. В конкретном варианте осуществления барьерные свойства в отношении O2 контейнера по настоящему изобретению приблизительно на 100% лучше барьерных свойств в отношении О2 соответствующего контейнера на основе PET.
Подобным образом, барьерные свойства в отношении СO2 контейнера на основе PEF по настоящему изобретению на приблизительно 20, на приблизительно 30, на приблизительно 40, на приблизительно 50, на приблизительно 60, на приблизительно 70, на приблизительно 80, на приблизительно 90, на приблизительно 100, на приблизительно 110, на приблизительно 120, на приблизительно 130, на приблизительно 140, на приблизительно 150, на приблизительно 160, на приблизительно 170, на приблизительно 180, на приблизительно 190, на приблизительно 200, на приблизительно 300, на приблизительно 400 или на приблизительно 500% лучше, чем для PET. В конкретном варианте осуществления барьерные свойства в отношении СO2 контейнера на основе PEF по настоящему изобретению приблизительно на 100% лучше барьерных свойств в отношении СO2 соответствующего контейнера на основе PET.
Количество диоксида углерода, остающегося в упакованном газированном безалкогольном напитке, определяет его срок хранения. Как правило, контейнеры для газированных безалкогольных напитков заполняют четырьмя объемами диоксида углерода на объем воды. Общепринятым является то, что упакованный газированный безалкогольный напиток достигает конца его срока хранения, если 17,5 процентов диоксида углерода в контейнере теряется в связи с прониканием диоксида углерода через боковую стенку и крышку контейнера. После заполнения бутылки примерно четырьмя объемами диоксида углерода бутылка будет медленно расширяться с течением времени в связи с ползучей деформацией молекул полимера под действием давления. Степень газирования уменьшается вследствие расширения бутылки.
В иллюстративных вариантах осуществления контейнер на основе PEF характеризуется сроком хранения по меньшей мере на пять (5), по меньшей мере на десять (10), по меньшей мере на двадцать (20), по меньшей мере на двадцать пять (25), по меньшей мере на тридцать (30), по меньшей мере на тридцать пять (35), по меньшей мере на сорок (40), по меньшей мере на сорок пять (45), по меньшей мере на пятьдесят (50), по меньшей мере на пятьдесят пять (55), по меньшей мере на шестьдесят (60), по меньшей мере на шестьдесят пять (65), по меньшей мере на семьдесят (70), по меньшей мере семьдесят пять (75), по меньшей мере на восемьдесят (80), по меньшей мере на восемьдесят пять (85), по меньшей мере на девяносто (90), по меньшей мере на девяносто пять (95) или по меньшей мере на сто (100) % дольше срока хранения соответствующего контейнера на основе PET или контейнера на основе PEF, полученного из традиционной предварительно отформованной заготовки на основе PET, или более конкретно предварительно отформованной заготовки с осевым растяжением 2,2.
В конкретном варианте осуществления контейнер на основе PEF характеризуется сроком хранения, который по меньшей мере на один, по меньшей мере на два, по меньшей мере на два, по меньшей мере на три, по меньшей мере на четыре, по меньшей мере на пять, по меньшей мере на шесть или по меньшей мере на семь дней, на одну неделю, на восемь дней, на девять дней, на десять дней, на одиннадцать дней, на двенадцать дней, на тринадцать дней, на две недели, на пятнадцать дней, на шестнадцать дней, на семнадцать дней, на восемнадцать дней, на девятнадцать дней, на три недели, на четыре недели, на пять недель, на шесть недель, на семь недель или на восемь недель превышает срок хранения соответствующей бутылки на основе PET. дольше, чем для соответствующего контейнера на основе PET или контейнера на основе PEF, полученного из традиционной предварительно отформованной заготовки на основе PET.
В другом конкретном варианте осуществления контейнер на основе PEF характеризуется сроком хранения, который по меньшей мере на одну, по меньшей мере на две, по меньшей мере на три, по меньшей мере на четыре, по меньшей мере на пять, по меньшей мере на шесть, по меньшей мере на семь, по меньшей мере на восемь, по меньшей мере на девять или по меньшей мере на десять недель дольше, чем срок хранения соответствующего контейнера на основе PET или контейнера на основе PEF, полученного из традиционной предварительно отформованной заготовки на основе PET.
В другом конкретном варианте осуществления контейнер на основе PEF характеризуется сроком хранения, который составляет по меньшей мере одну, по меньшей мере две, по меньшей мере три, по меньшей мере четыре, по меньшей мере пять, по меньшей мере шесть, по меньшей мере семь, по меньшей мере восемь, по меньшей мере девять или по меньшей мере десять, по меньшей мере двенадцать, по меньшей мере четырнадцать, по меньшей мере шестнадцать, по меньшей мере восемнадцать, по меньшей мере двадцать, по меньшей мере двадцать две, по меньшей мере двадцать четыре, по меньшей мере двадцать шесть, по меньшей мере двадцать восемь, по меньшей мере приблизительно тридцать, по меньшей мере приблизительно 40 или по меньшей мере приблизительно 50 недель или дольше.
В одном варианте осуществления контейнер по настоящему изобретению предназначен для хранения вещества, например напитка, во время термического процесса, как правило, процесса горячего заполнения. Для применения в горячем разливе в бутылки установки для разлива, как правило, заполняют контейнер жидкостью или продуктом, при повышенной температуре от примерно 68°С до 96°С и в конце закрывают контейнер закрывающим элементом или крышкой перед охлаждением. Кроме того, контейнер на основе PEF может быть удобен для других способов высокотемпературной пастеризации или автоклавного заполнения или также других термических способов.
Следующие примеры предназначены для иллюстрации, а не для ограничения раскрытого изобретения.
Примеры
Пример 1. Кристаллизация PEF

Пример 2. Определение молекулярного веса между переплетениями
Усилия были сосредоточены на подтверждении плотности переплетений PEF. Анализ одновременных (1 Гц) динамо-механических данных, измеренных при растяжении t, свидетельствовал о модуле области плато приблизительно 3,59 МПа при 125°С. В соответствии с зависимостью Доя-Эдвардса для модуля сдвига с плато высокой эластичности:

В случае каучуков, модуль области плато измеряли при растяжении,  следовательно, уравнение (1) должно быть преобразовано следующим образом:
следовательно, уравнение (1) должно быть преобразовано следующим образом:

Можно увидеть результаты, приведенные в научной литературе, с использованием более традиционных уравнений для модуля области плато, в которых опускается префактор 4/5. В данном случае для сдвига результат следующий:

И для измерения при растяжении результат следующий:

Было установлено, что молекулярный вес между переплетениями, Ме, с использованием уравнения (4) с данными динамо-механического анализа, измеренными при растяжении, составлял 3,710 для PEF. В ходе отдельного испытания в расплаве при 120°С при динамическом сдвиге для 0,912 дл/г смолы на основе PEF с использованием процедуры, описанной выше, была подтверждена достоверность данного значения с результатом 3,550 г/моль с использованием уравнения (3). Значения, полученные с использованием уравнений (2) и (1), составляли 3,710 г/моль и 2,970 г/моль, соответственно. Данные значения указывают на то, что плотность переплетения для аморфного PEF составляет около 41% плотности переплетения аморфного PET.
Реологические анализы расплава проводили для 0,912 дл/г IV первичной смолы PEF, полученной из 2,5-диметилфураноата (PEF-DMF CH12:d01065 J v/d Visit 06-15-2012 от Avantium). Образцы смешивали в расплавленном состоянии и вдавливали в диски с диаметром 25 мм и толщиной 2 мм. Диски высушивали в вакуумной печи при 140°С в течение по меньшей мере 20 часов и помещали в поглотитель влаги.
Реологические измерения проводили с использованием реометра с контролируемой деформацией Rheometrics ARES с использованием постоянной амплитуды деформации 3%. Температурно-частотные колебания осуществляли от высокой частоты до низкой частоты (от 512 рад/с до 1 рад/с) при измерении температур 240, 200, 160 и 120°С после изначального предварительного нагрева до 250°С для стирания остатков кристалличности. Полученные в результате данные сводили к основной кривой при 120°С с использованием температурно-временной суперпозиции с энергией активации потока Аррениуса 161,0 кДж/моль (R2=0,9681). Было установлено, что модуль области плато GN0, полученный из минимума на кривой тангенса потерь, составлял 1,25 МПа, давая в результате также плотность переплетений ve 0,382 ммоль/см3 и молекулярный вес между переплетениями 3,550 г/моль с использованием традиционного уравнения GN0=veRT, где R представляет собой газовую постоянную и T представляет собой абсолютную температуру. Плотность массы PEF при 120°С (393K) рассчитывали с использованием уравнения ρ (г/см3)=1,435 ехр[-6,0×10-4(T-298)]. Ме вычисляли с использованием уравнения Ме=ρ/ve.
Пример 3. Деформационное упрочнение пластинок PEF
Испытания на двухосное растяжение формованных литьем под давлением пластинок PEF при температурах растяжения в диапазоне от 100 до 110°С и равных двухосных степенях растяжения в диапазоне от 2,5×2,5 до 4,0×4,0 получали общие (местные) степени растяжения от приблизительно 6,3 до 16.
Как показано на фиг. 3, двухосные кривые напряжение-деформация, полученные из экспериментов по двухосному растяжению PEF, которые проводили при PTI, указывали на практическое отсутствие деформационного упрочнения для рассматриваемого диапазона двухосных степеней растяжения. В некоторых случаях образцы демонстрировали деформационное размягчение при расширении. Данные результаты соответствовали мнению, что снижение плотности переплетений в PEF по сравнению с PET вносит вклад в наблюдаемое ранее поведение объемной ползучей деформации и поведение с отсутствием деформационного упрочнения (и даже деформационное размягчение) в экспериментах по двухосному растяжению.
Пример 4
Определяли профиль половинного поперечного сечения предварительно отформованной заготовки ниже "венчика". Пять графиков относятся к следующим предварительно отформованным заготовкам, как показано на фиг. 4 и 5.
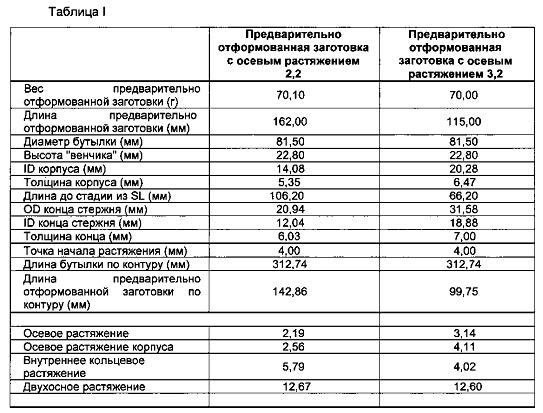
Пример 5. Формование предварительно отформованных заготовок на основе PEF с раздувом и вытягиванием
Две предварительно отформованные заготовки формовали с раздувом и вытягиванием с использованием машины для формования с раздувом и вытягиванием с одной полостью SB01 Sidel™. Различные размеры и свойства двух предварительно отформованных заготовок показаны в таблице II.
Длинная предварительно отформованная заготовка (ASR×HSR=2,20×4,20)
Целесообразные условия формования с раздувом и вытягиванием нельзя определить в диапазоне профилей нагрева предварительно отформованной заготовки, давлений формования с предварительным раздувом и раздувом, при этом скорости и длительности можно установить для длинной конструкции предварительно отформованной заготовки.
Наблюдали два режима растяжения для предварительно отформованной заготовки.
 Более высокое наполнение переходной части с разрывом предварительно отформованной заготовки между зонами 6 и 7 нагрева, при этом охвачен интервал внутреннего диаметра непосредственно перед концевым элементом. Нижняя часть предварительно отформованной заготовки в данном случае растягивалась минимально, но наблюдали значительное растяжение переходной части предварительно отформованной заготовки.
Более высокое наполнение переходной части с разрывом предварительно отформованной заготовки между зонами 6 и 7 нагрева, при этом охвачен интервал внутреннего диаметра непосредственно перед концевым элементом. Нижняя часть предварительно отформованной заготовки в данном случае растягивалась минимально, но наблюдали значительное растяжение переходной части предварительно отформованной заготовки.
Более низкое наполнение концевого элемента с минимальным или ограниченным растяжением переходной части и части корпуса предварительно отформованной заготовки. Разрыв предварительно отформованной заготовки происходил вблизи зон 2-3 нагрева.
Нельзя установить какую-либо комбинацию условий растяжения с использованием SB01, при которой в результате получали бы полностью растянутую бутылку.
Длинная предварительно отформованная заготовка для обеспечения растяжения требовала значительного нагрева области крышки. Для всех опытов нагреватели печи для области концевого элемента предварительно отформованной заготовки проводили при максимальных или вблизи максимальных уровнях мощности для достижения какого-либо расширения. При нагревании до общего уровня мощности печи выше 80% полной мощности нагретые предварительно отформованные заготовки начинают колебаться и теряют концентричность в концевом элементе. Затем предварительно отформованная заготовка становится неравномерной на растягивающем стержне во время осевого растяжения. Разрывы вблизи зон 6 и 7 нагрева могут происходить в связи с колебанием растягивающего стержня неконцентричной предварительно отформованной заготовки.
Короткая предварительно отформованная заготовка (ASR×HSR=3,05×3,07)
Целесообразные условия формования с раздувом и вытягиванием определяли в диапазоне профилей нагрева предварительно отформованной заготовки, давлений формования с предварительным раздувом и раздувом, при этом скорости и длительности наполнения можно определить для длинной конструкции предварительно отформованной заготовки.
Для бутылки определяли профиль инфракрасного нагрева, который обеспечивал практически оптимальное распределение толщины стенки по сравнению со стандартным образцом 1,0 литровой бутылкой на основе refPET. Бутылки высокого качества получали при отсутствии предварительного раздува и при отложенном раздуве с высоким давлением в 40 бар.
Распределение смолы в бутылке (относительно 1,0-литровой стандартной бутылки на основе refPET) было на 0,47% ниже в области “венчика”/горлышка, на 47,3% толще в переходной области, на 4,3% тоньше в области корпуса/боковой стенки и на 22,1% ниже в области основания.
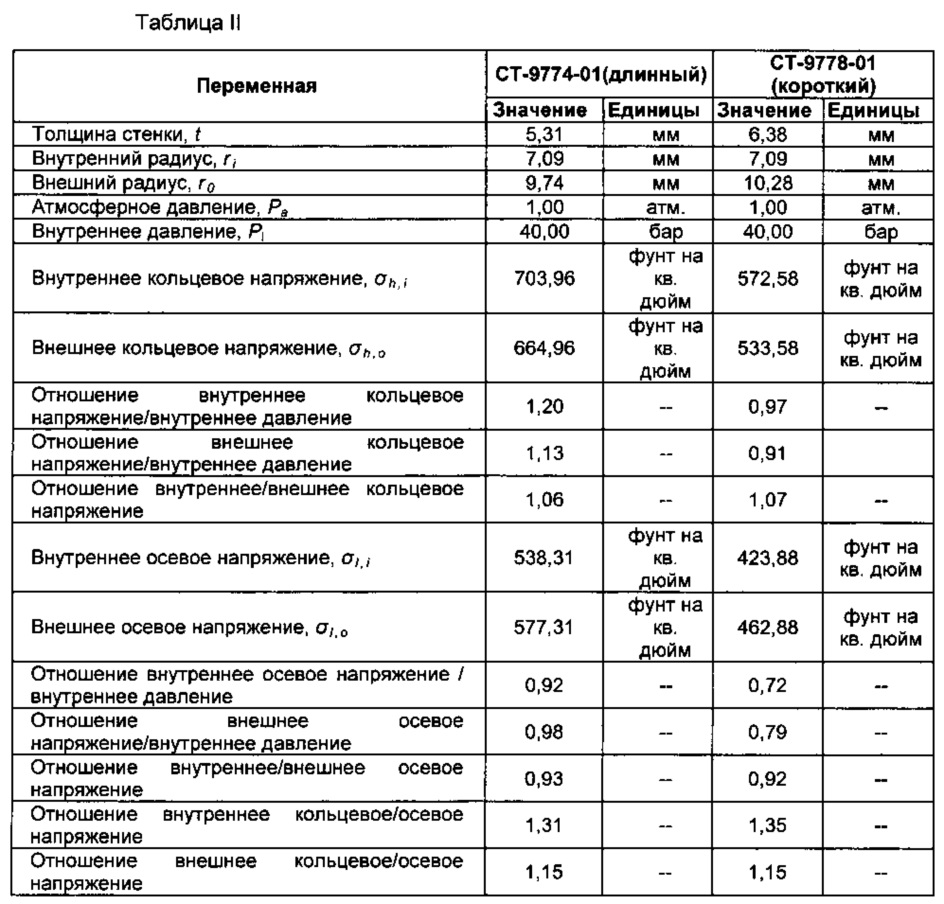
Пример 6. Формование предварительно отформованных заготовок на основе PEF со свободным раздувом
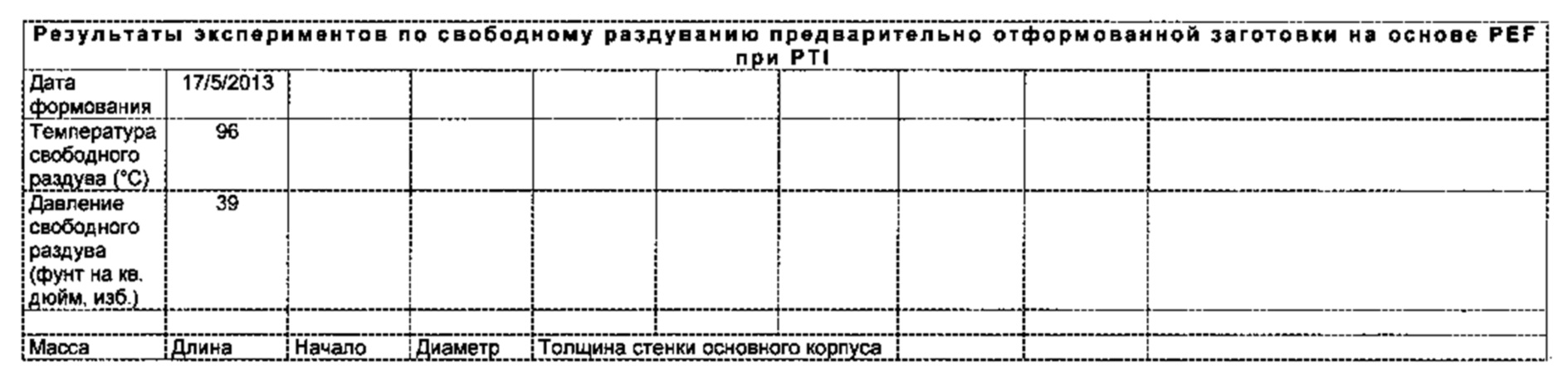
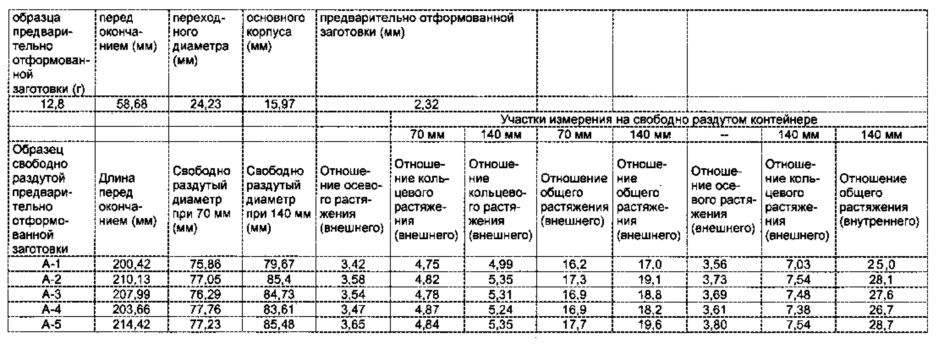
Предварительные заготовки формовали из смолы на основе PEF. IV предварительно отформованной заготовки измеряли при 0,744 дл/г. Температуру и давление свободного раздува предварительно отформованной заготовки регистрировали на самих свободно раздутых баллонах. Температура составляла 95-100С.
Конечные значения длины свободно раздутых баллонов составляли 200-215 мм. Наружные диаметры свободных раздутых баллонов измеряли при осевых положениях 70 мм и 140 мм по всей длине контейнеров ниже "венчика". Наружные осевые степени растяжения получали путем разделения измеренной наружной длины свободно раздутых баллонов на наружную длину основного корпуса предварительно отформованной заготовки выше “венчика”/поддерживающего кольца. Наружные степени кольцевого растяжения получали путем разделения измеренного наружного диаметра свободных надутых баллонов на наружный диаметр основного корпуса. Эти данные указывали на начало деформационного упрочнения в кольцевом направлении в диапазоне степеней растяжения от 4,5 до 5,5 при температуре приблизительно 96°С. Учитывая внутреннюю осевую длину и внутренний диаметр предварительно отформованной заготовки, общие степени растяжения для свободных надутых баллонов на основе PEF превышают 25,0 при 96°С и достигают 28,7 без побеления при напряжении.
Пример 7. Формование предварительно отформованных заготовок на основе PEF литьем под давлением
Как длинные, так и короткие предварительно отформованные заготовки формовали литьем под давлением с помощью небольшого литника, который обеспечивал скорости сдвига у литника, которые могли превышать 40000 с-1. В соответствии с информацией, предоставленной инженерами-технологами PTI, Inc., промежутки времени литья в среднем составляли 6,9 с для каждой предварительно отформованной заготовки с номинальным весом 70 г, и диаметр капилляра литника составлял 0,127 см для данных условий, скорость сдвига  через капилляр литника определяется следующим образом:
через капилляр литника определяется следующим образом:
 ,
,
где объемная скорость потока расплава смолы Q=m/ρt, m представляет собой массу смолы с плотностью ρ, экструдированной с течением времени t, и D представляет собой диаметр капилляра. При условии, что плотность расплава PEF при температуре формования литьем под давлением составляла приблизительно 1,30 г/см3, скорость сдвига в капилляре литника представляет собой следующее:
 .
.
В ранее полученных предварительных заготовках наблюдали большие пузыри. Это может быть связано со значительным падением давления, принимаемого литником, который снижал доступное давление формования упаковки. Сильная вибрация вблизи литника и очевидное "впрыскивание" расплава в пустую форму в начале наполнения, вызванное неоднородными профилями стресса, что соответствовало смещенному относительно центра расположению предварительно отформованной заготовки и оснований бутылок в течение формования с раздувом и вытягиванием. Смещенное относительно центра расположение может быть легко и многократно продемонстрировано путем отделения предварительно отформованных заготовок с сильной вибрацией и неоднородными линиями потока вблизи концевого элемента. Предварительные заготовки с прозрачными однородными концевыми элементами были обработаны без проблем при формовании с раздувом и вытягиванием.
Пример 8
Как было отмечено, PEF нельзя обрабатывать подобно PET из-за в корне отличающихся механических свойств для двух данных систем смол, новые степени осевого и кольцевого растяжения определяли для конструкций предварительно отформованной заготовки, которые могли обеспечивать формованные с раздувом и вытягиванием бутылки приемлемого качества и производительности.
А. Экспериментальное подтверждение концепции
С целью подтверждения данной концепции, разрабатывали четыре отдельные 13 г предварительно отформованные заготовки (фиг. 1-4) для достижения местных степеней растяжения (местная степень растяжения = степень осевого растяжения × степень кольцевого растяжения) в диапазоне от 11 до 29 по всем трем конструкциям бутылок с прямыми стенками (фиг. 5-7), отличающихся по размеру от 10 унций до 16 унций. В таблице 1 также представлены обобщенные результаты выбранных подходящих размеров предварительно отформованной заготовки и бутылки. Использованные конструкции предварительно отформованной заготовки, конструкции бутылки и подробности эксперимента обобщены в отчете Plastic Technologies, Inc., от 13 февраля 2014. Электронная копия данного отчета входит в состав данного раскрытия и включена в данный документ посредством ссылки.
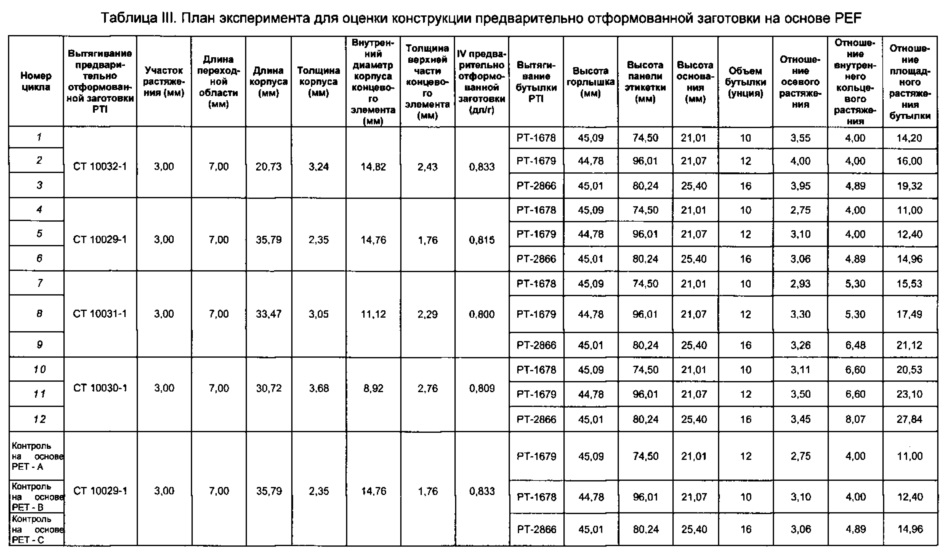
Процедура формования предварительно отформованной заготовки литьем под давлением. Смолу на основе PEF высушивали минимум 48 часов при 140°С в вакууме. Приспособления каждой предварительно отформованной заготовки устанавливали на литьевую машину Arburg 420 с закрытым клапаном, обогреваемым концевым элементом-литником, и 35 мм конфигурацией винта общего назначения. Условия формования литьем под давлением оптимизировали с получением приемлемых предварительно отформованных заготовок с минимальными полученными в ходе формования напряжениями и без видимых дефектов при минимальной температуре плавления.
Процедура формования литьем под давлением с повторным нагревом. Все бутылки выдували на лабораторной машине формования с раздувом и вытягиванием с повторным нагревом Sidel SB01. Условия формования с раздувом, приведенные ниже, применяли для получения бутылок для дальнейшего исследования посредством ТССС. Бутылки получали из всех комбинаций предварительно отформованных заготовок и бутылок, за исключением 43104А1, которая представляла собой комбинацию предварительно отформованной заготовки и бутылки с наивысшей степенью растяжения. С использованием конструкции 3 предварительно отформованной заготовки (СТ-10029-1) с каждой формой бутылки получали контрольные бутылки на основе PET.
Аналитическое испытание изготовленных бутылок. Затем полученные в результате бутылки для испытаний передавали в Международную аналитическую службу упаковочных материалов для промежуточного испытания в отношении распределения материала бутылки, объемной ползучей деформации и срока хранения.
В. Результаты
Размеры предварительно отформованных заготовок и бутылок, измеренные характеристические вязкости предварительно отформованных заготовок и результаты испытания в отношении ползучей деформации и срока хранения газированного напитка для полученных бутылок при 22°С и 38°С обобщены в таблице II.
Предпочтительные, более предпочтительные и наиболее предпочтительные диапазоны для осевой и внутренней степени кольцевого растяжения для немодифицированных смол на основе PEF находятся в диапазоне значений характеристической вязкости от 0,65 до 1,00 дл/г. На основании результатов объемной ползучей деформации и срока хранения было установлено, что наиболее предпочтительные диапазоны степеней растяжения разделялись на два для бутылок на основе PEF, рассматриваемых в данном исследовании. Эллиптические области условно определяли для областей предпочтительных, более предпочтительных и наиболее предпочтительных степеней растяжения. Данные диапазоны были следующими:
Предпочтительные:
|
Более предпочтительные:
|
Наиболее предпочтительные (высокая степень кольцевого растяжения):
|
Наиболее предпочтительные (низкая степень кольцевого растяжения):
|
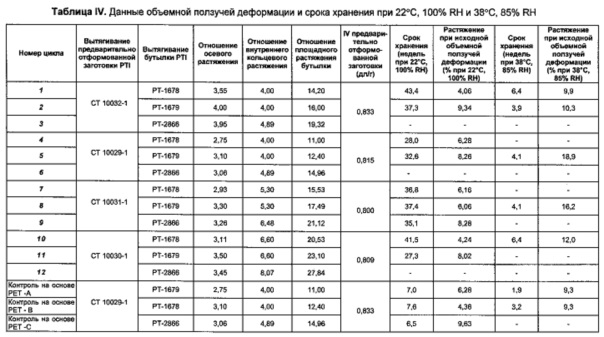
Бутылки, полученные в наиболее предпочтительных диапазонах степеней растяжения, обеспечивали сопоставимую исходную объемную ползучую деформацию, но значительно более долгий срок хранения, бутылки на основе PEF, полученные в предпочтительных и более предпочтительных диапазонах обеспечивали более высокие напряженности объемной ползучей деформации, чем соответствующие бутылки на основе PET, но срок хранения все еще был в два раза больше, чем самый низкий зарегистрированный срок хранения у бутылки на основе PEF.
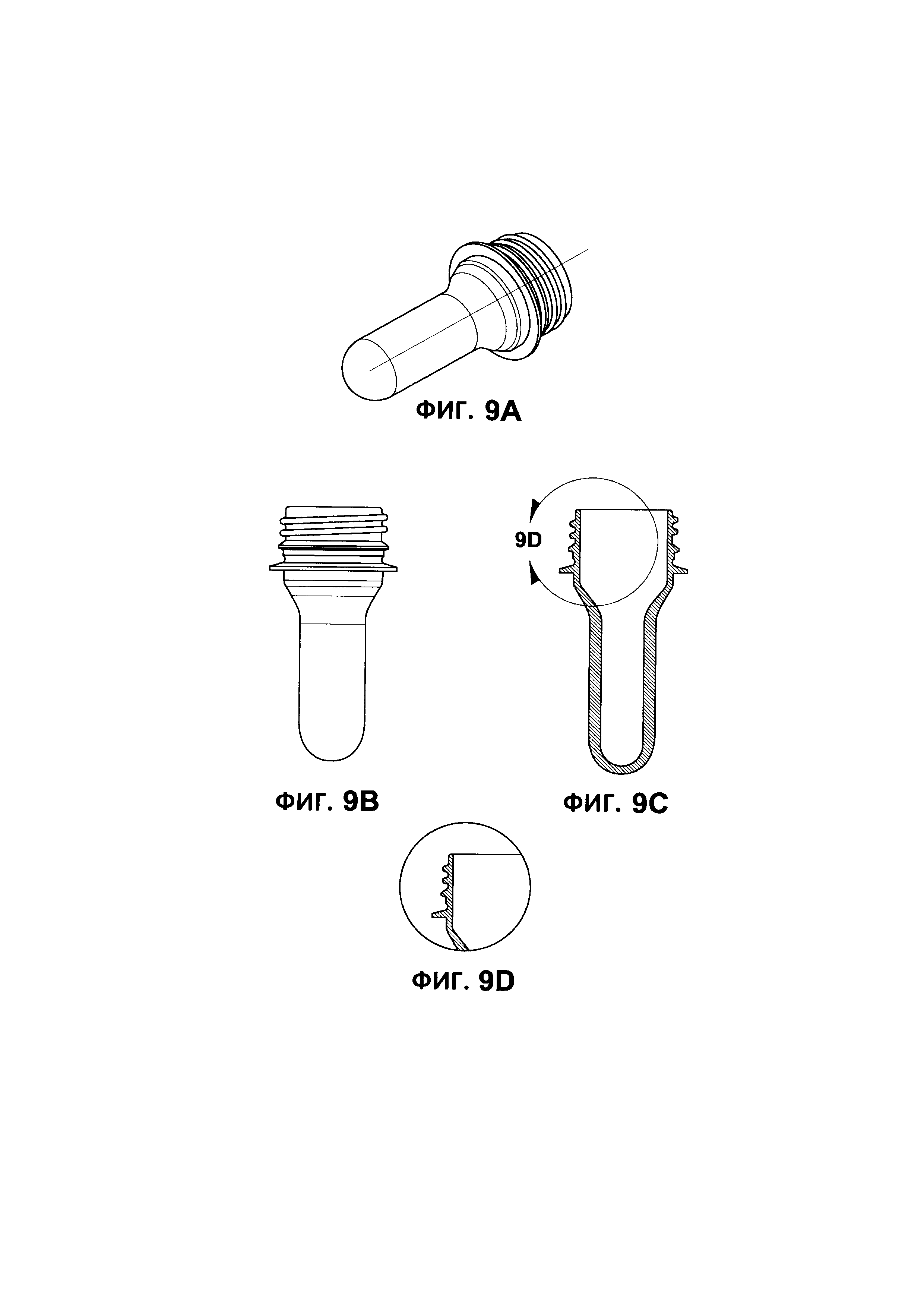
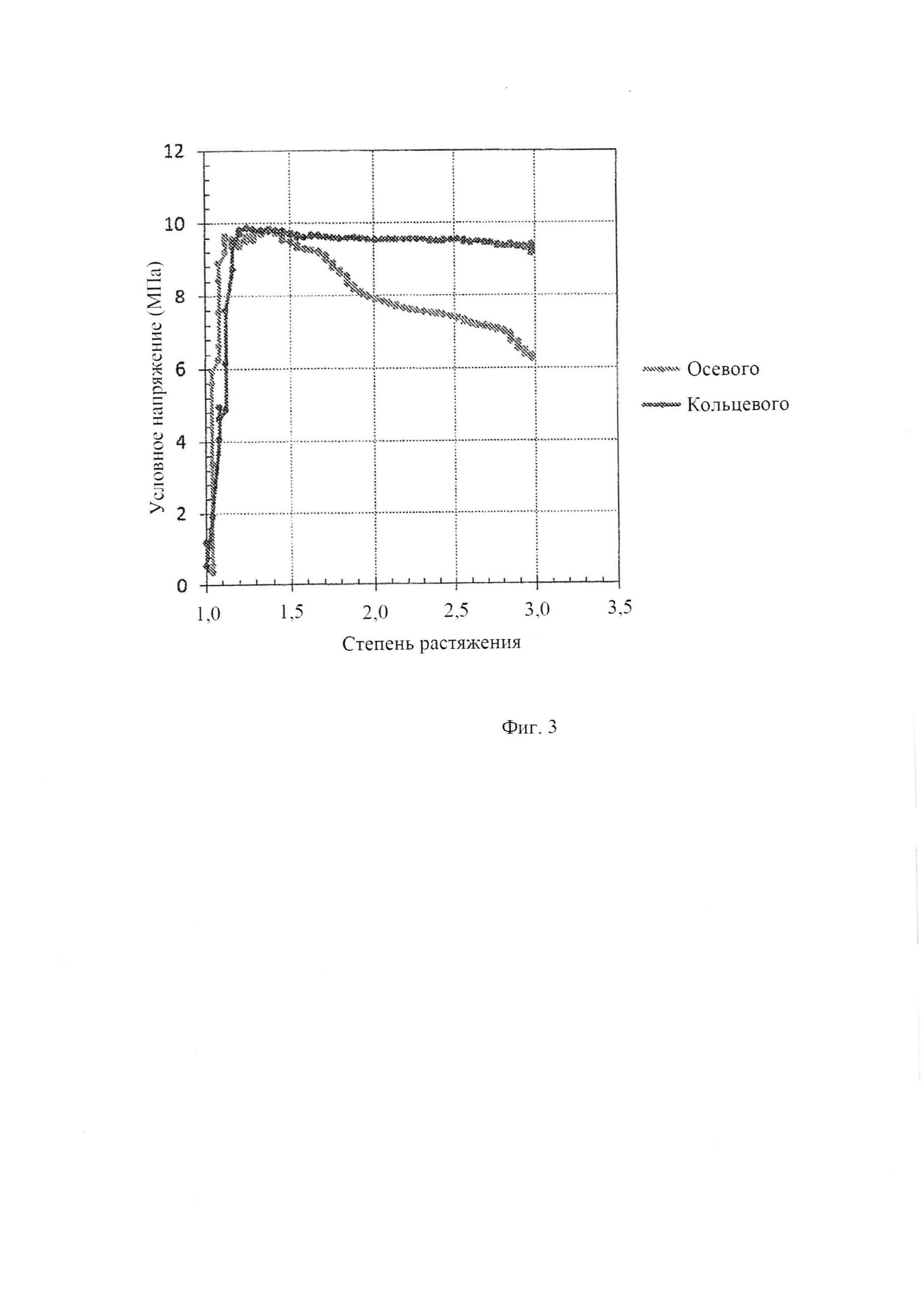
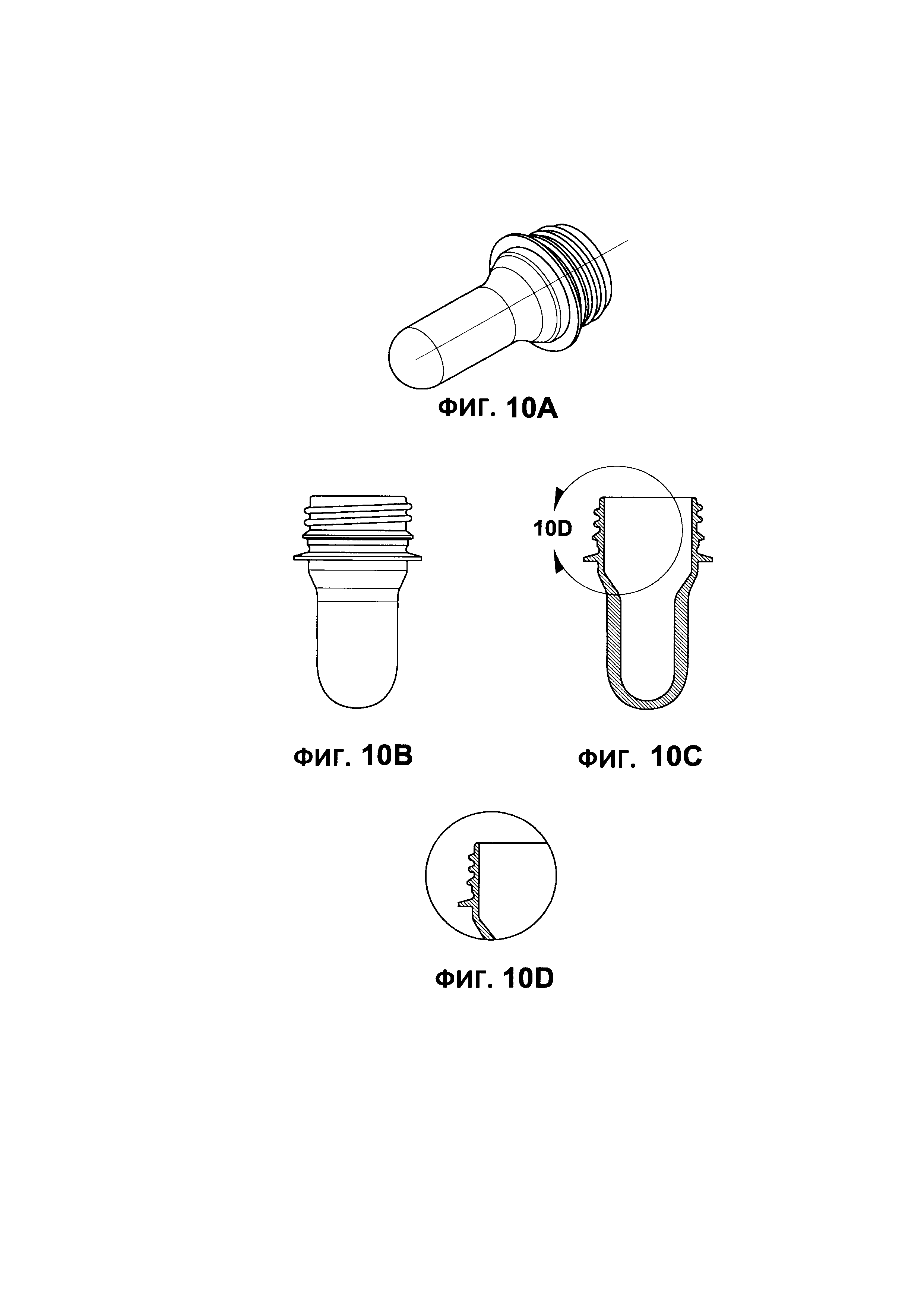
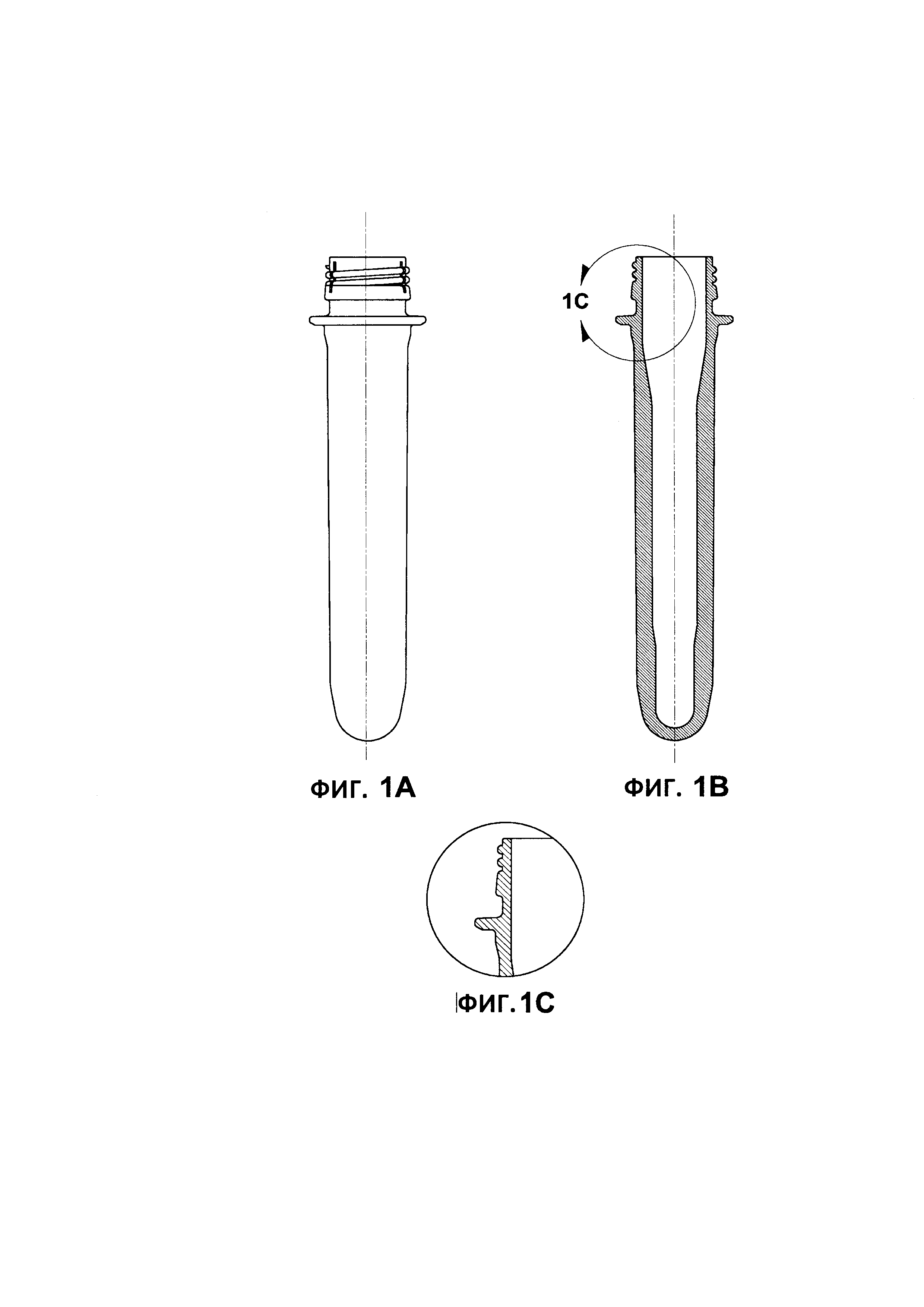
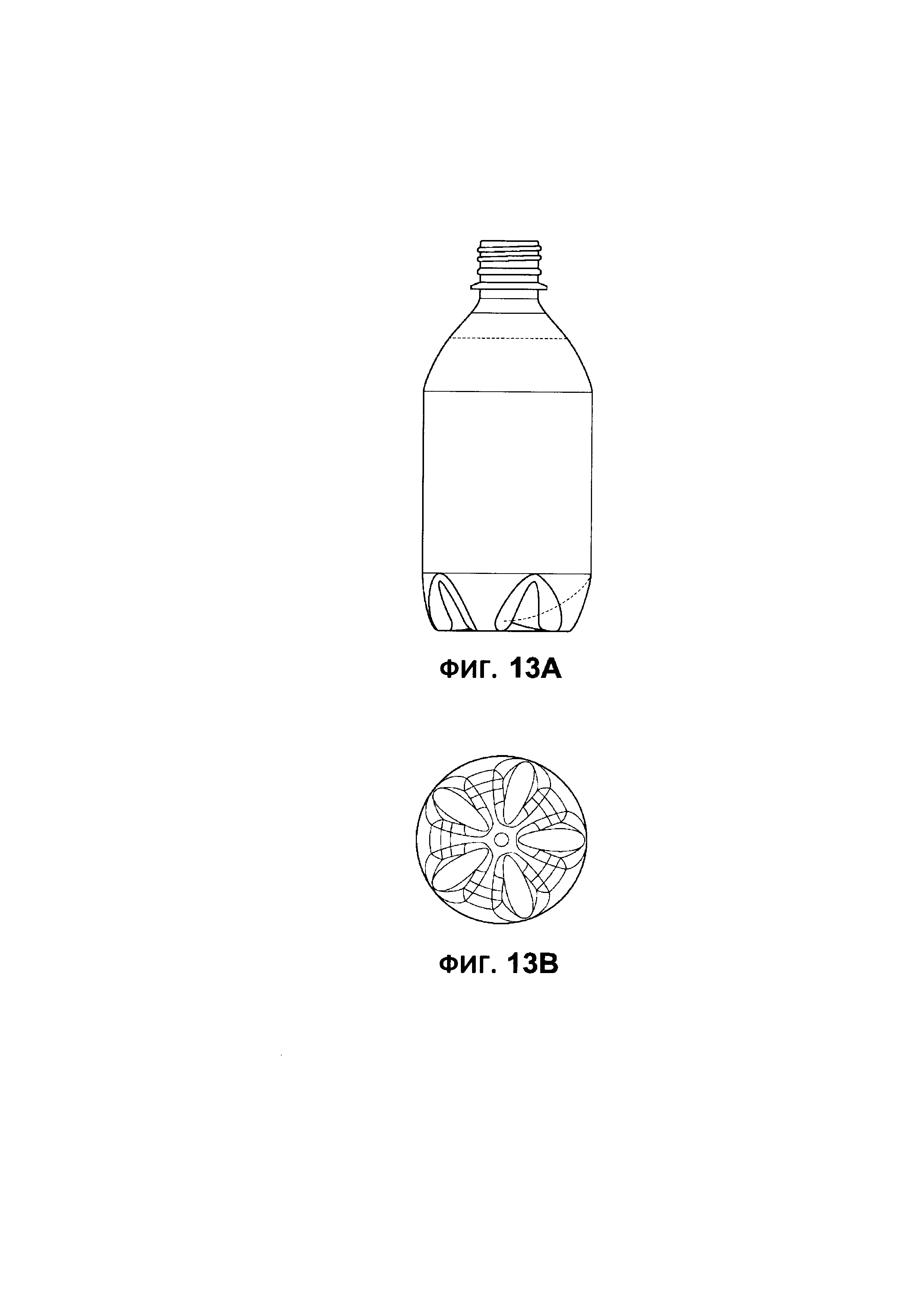
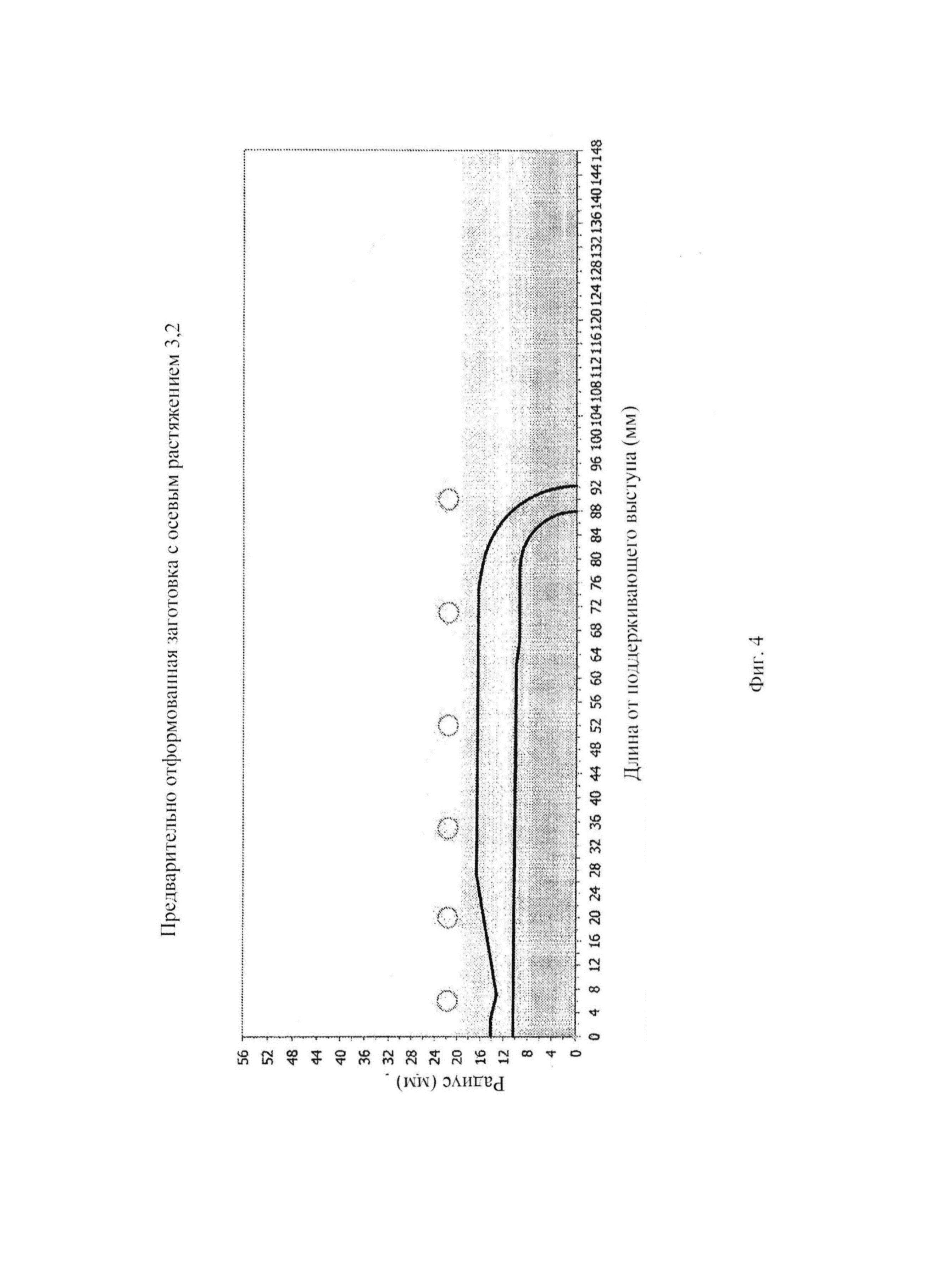
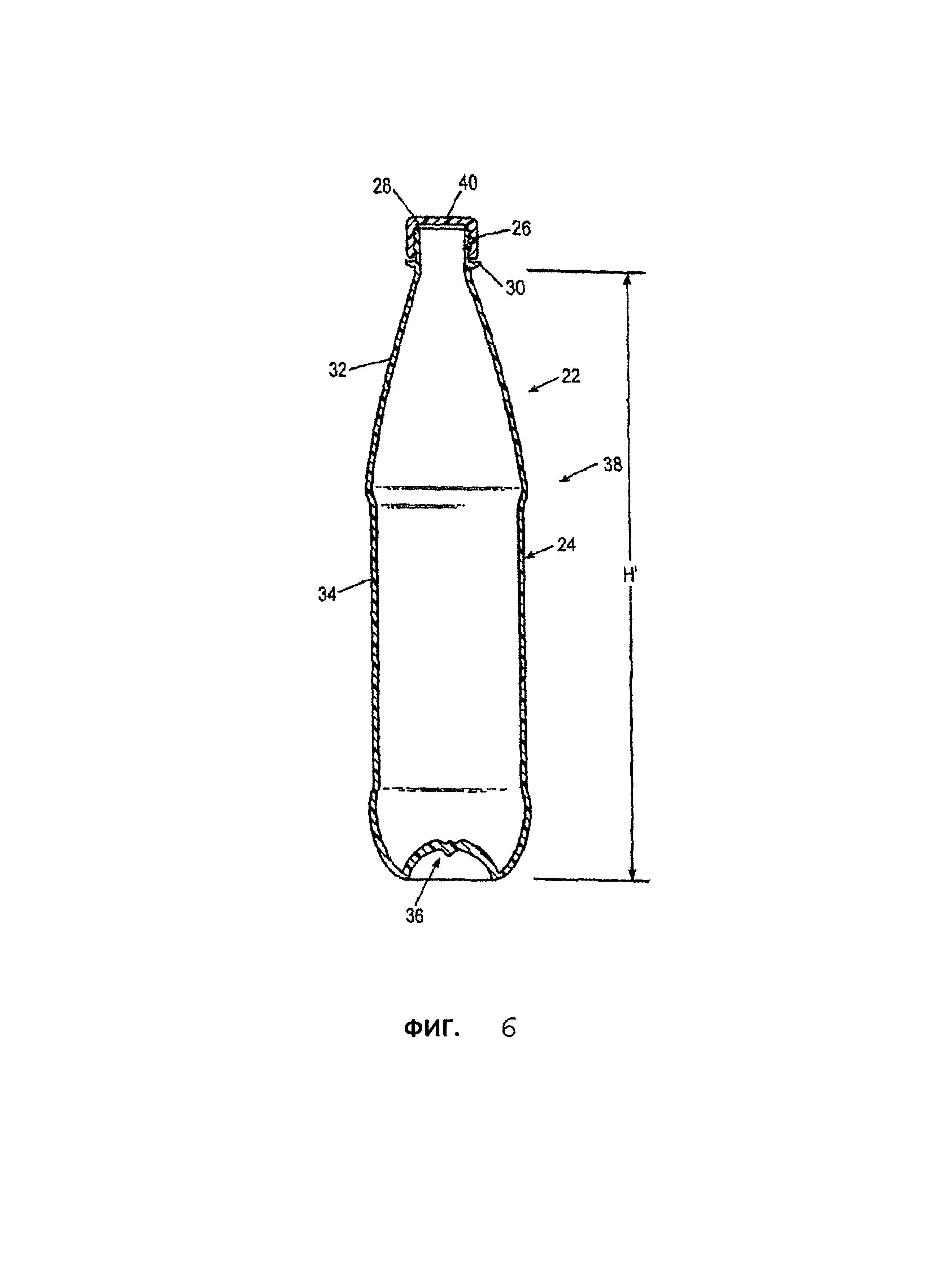
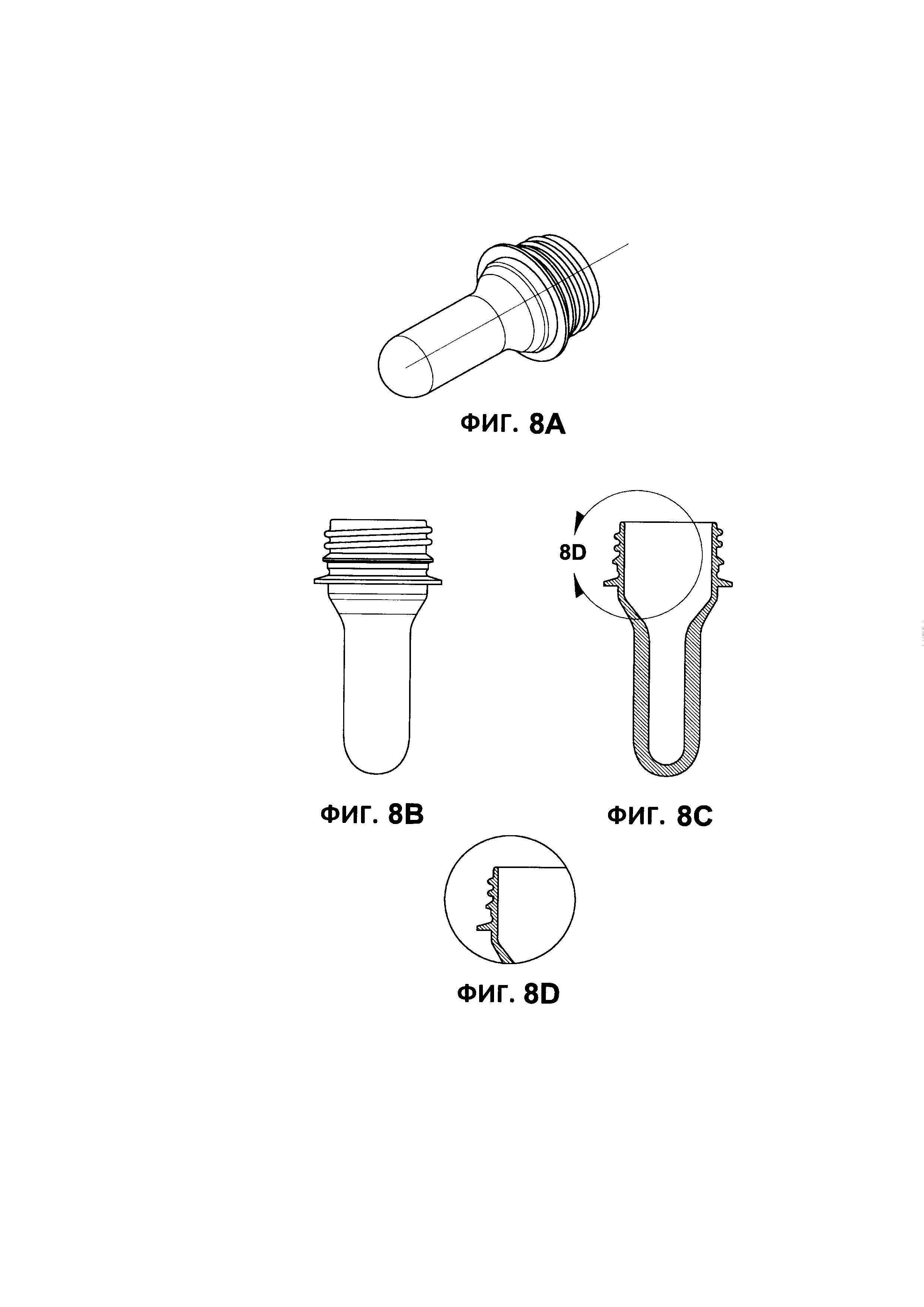
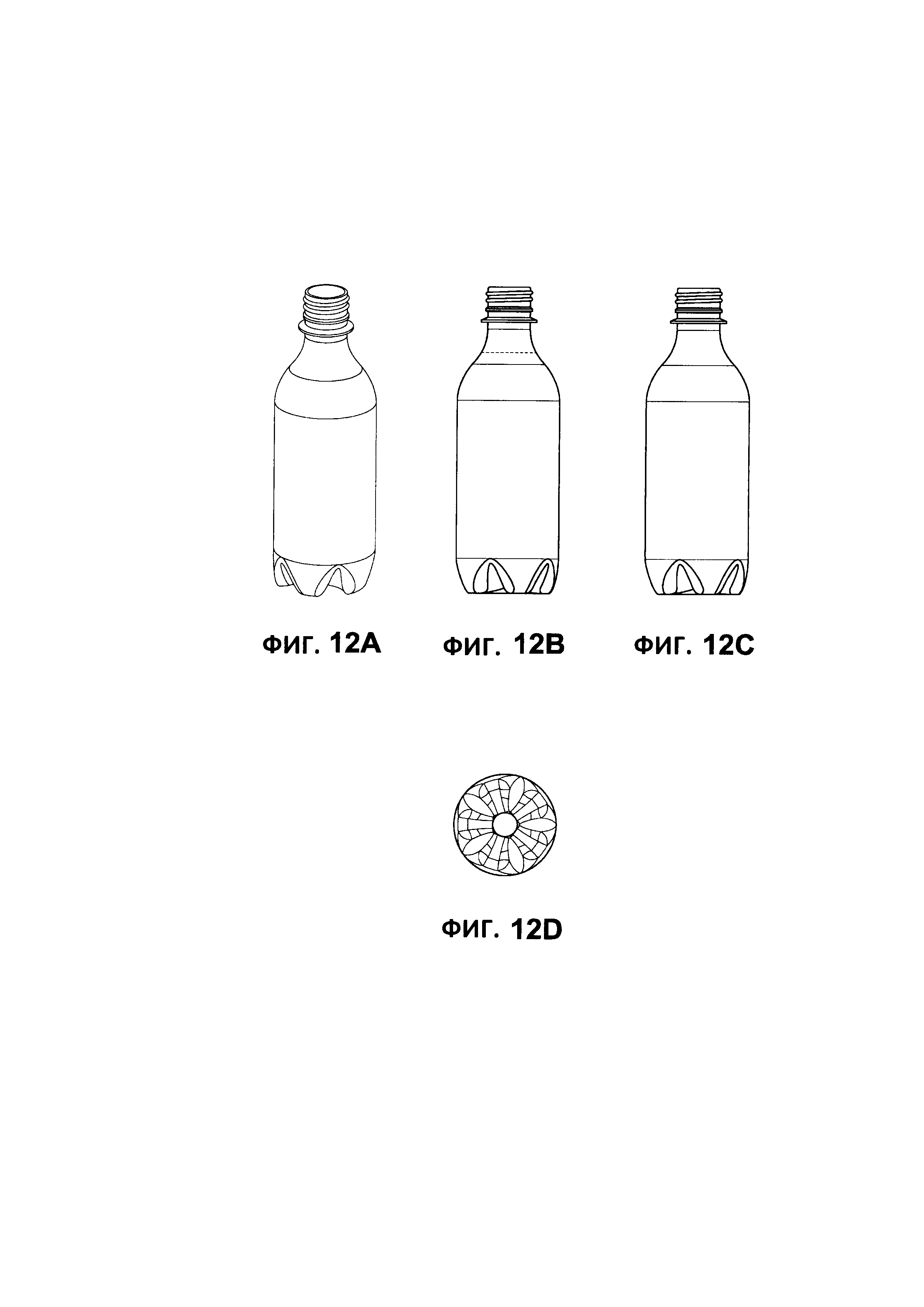
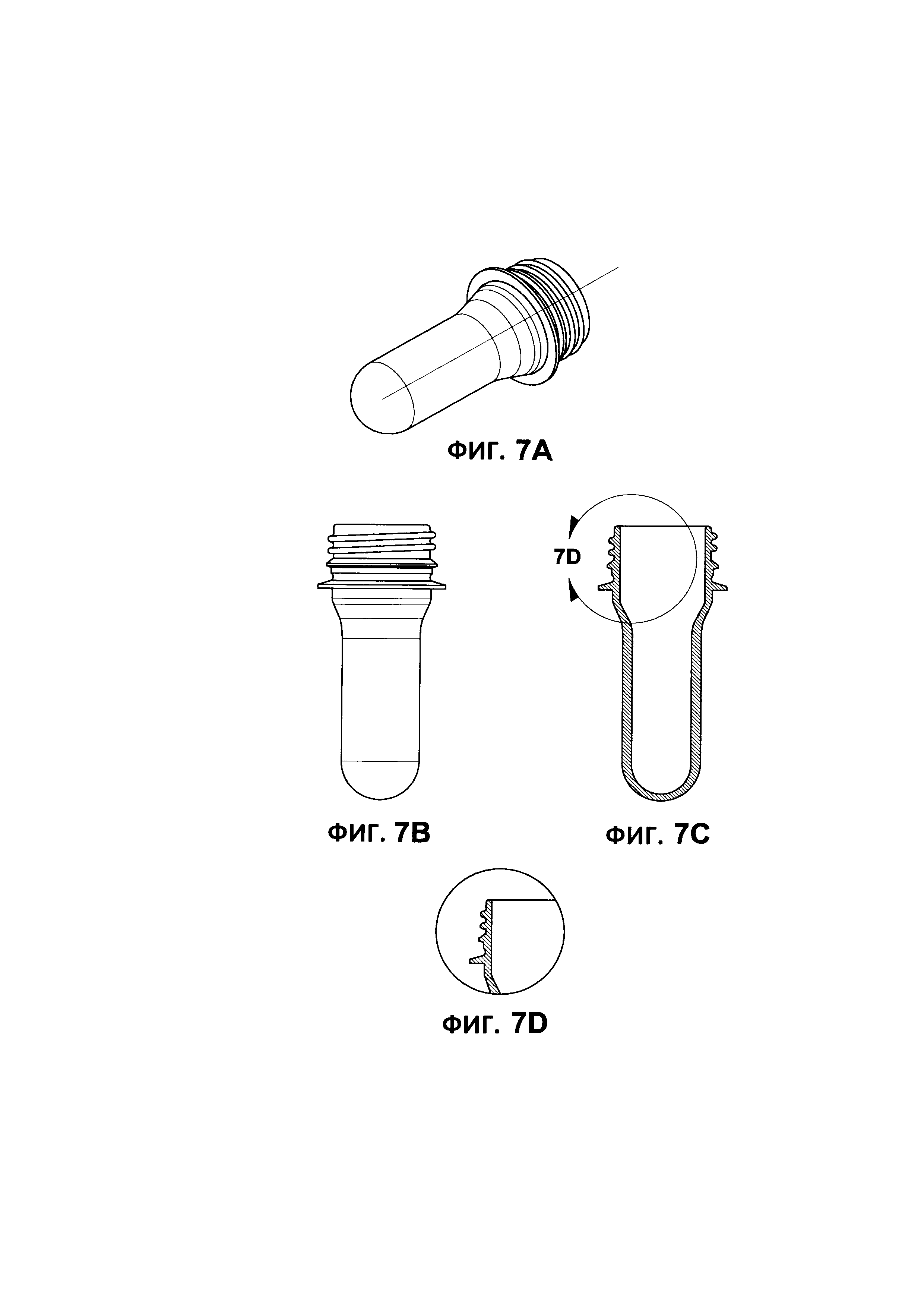
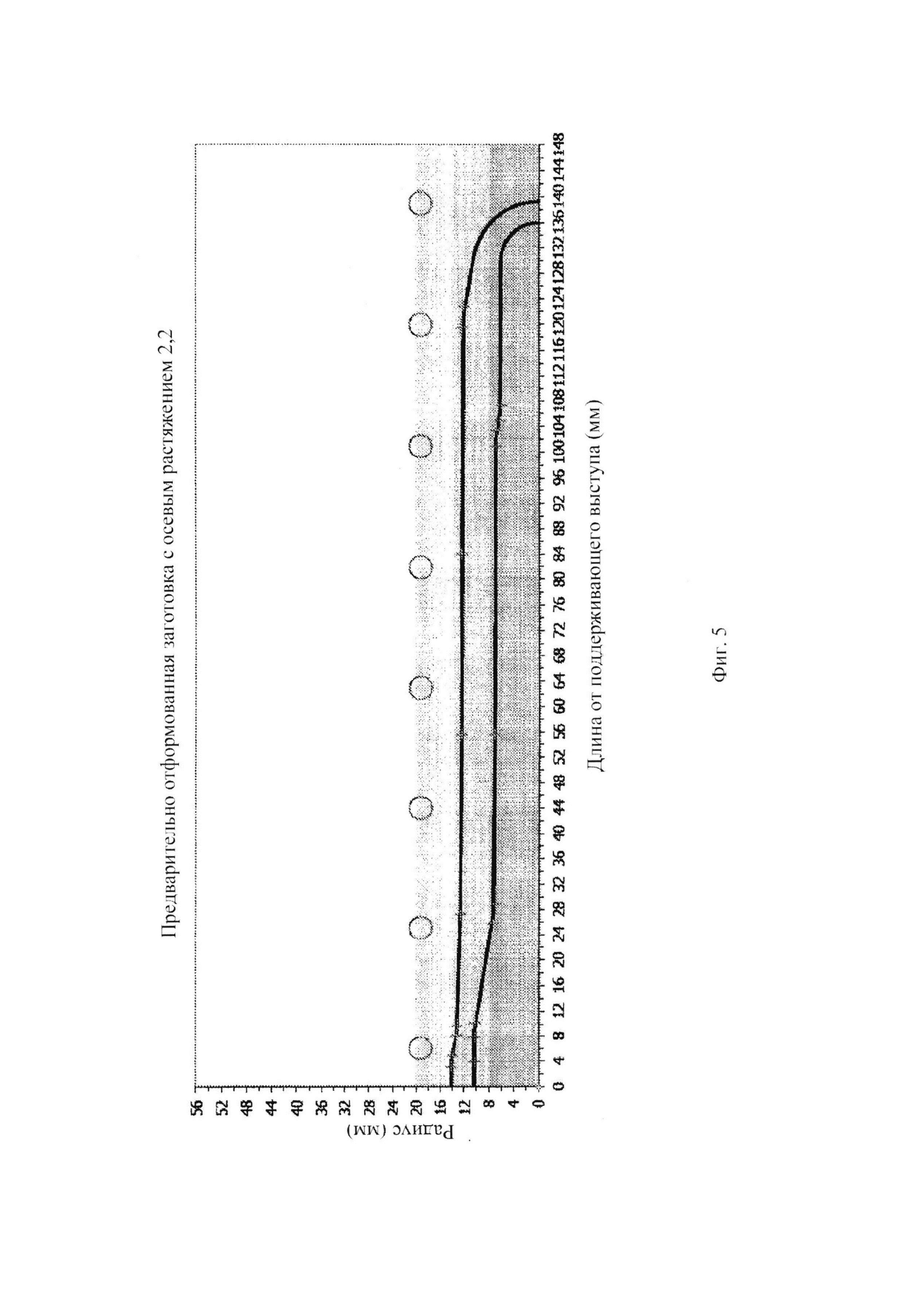
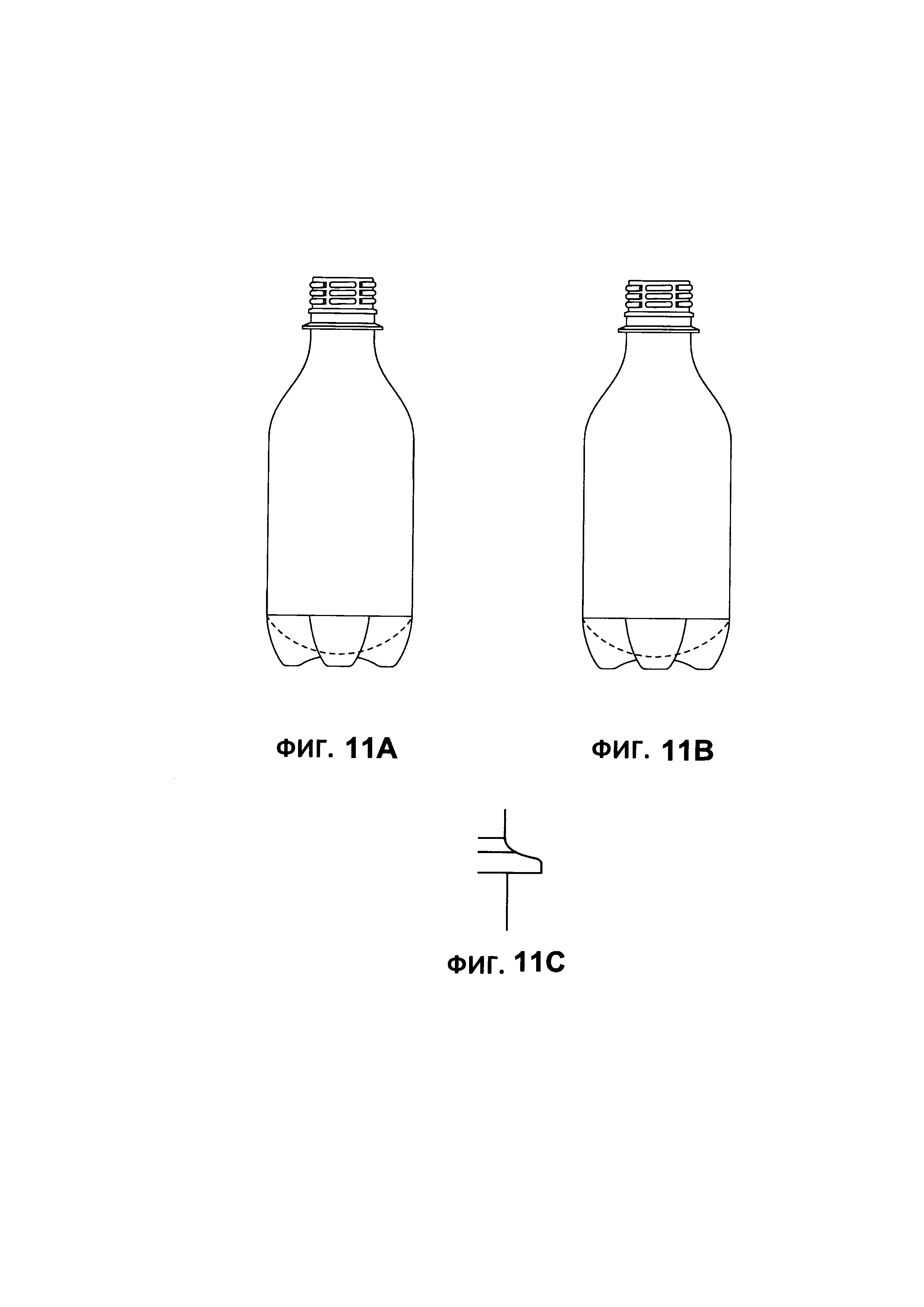
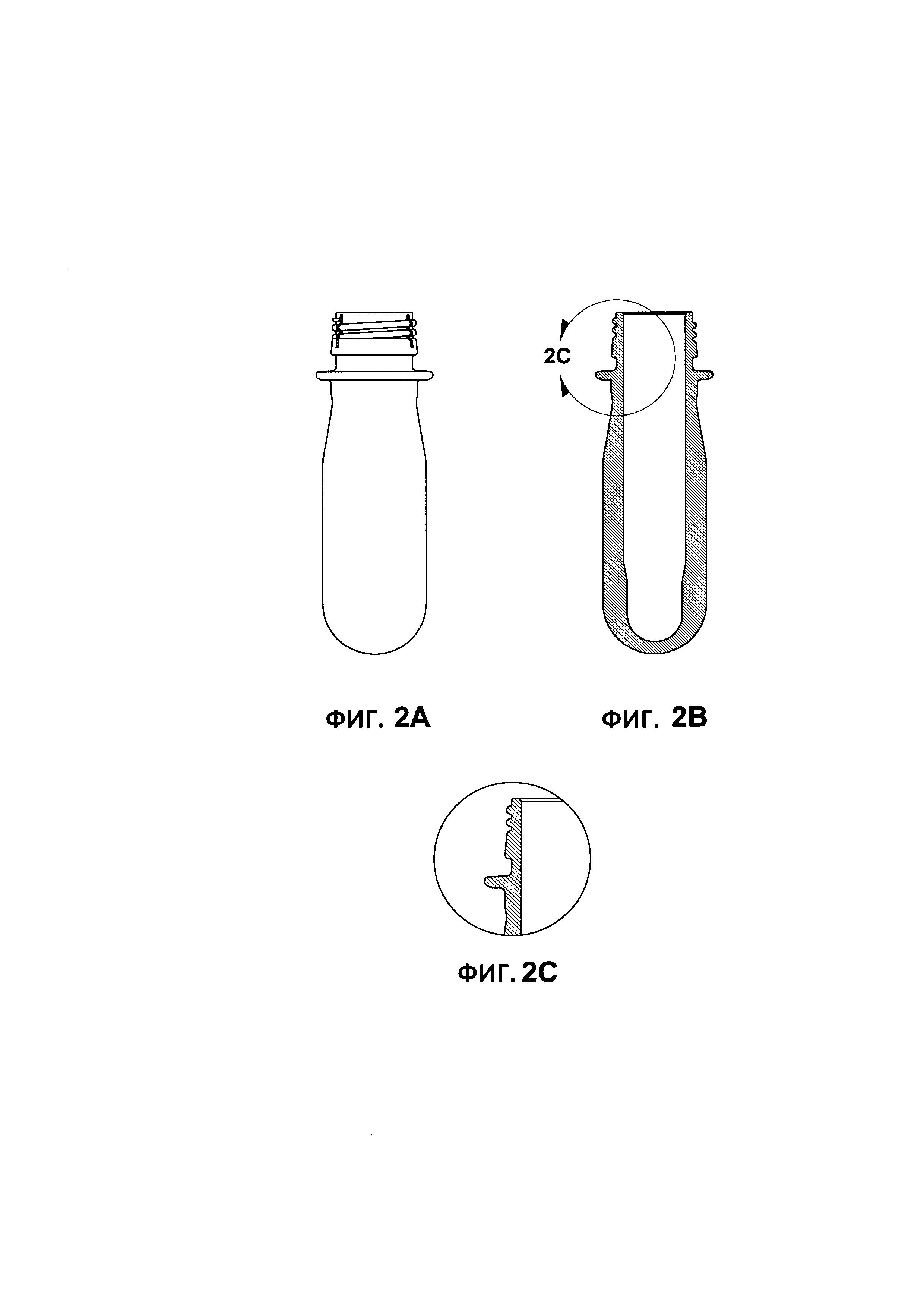
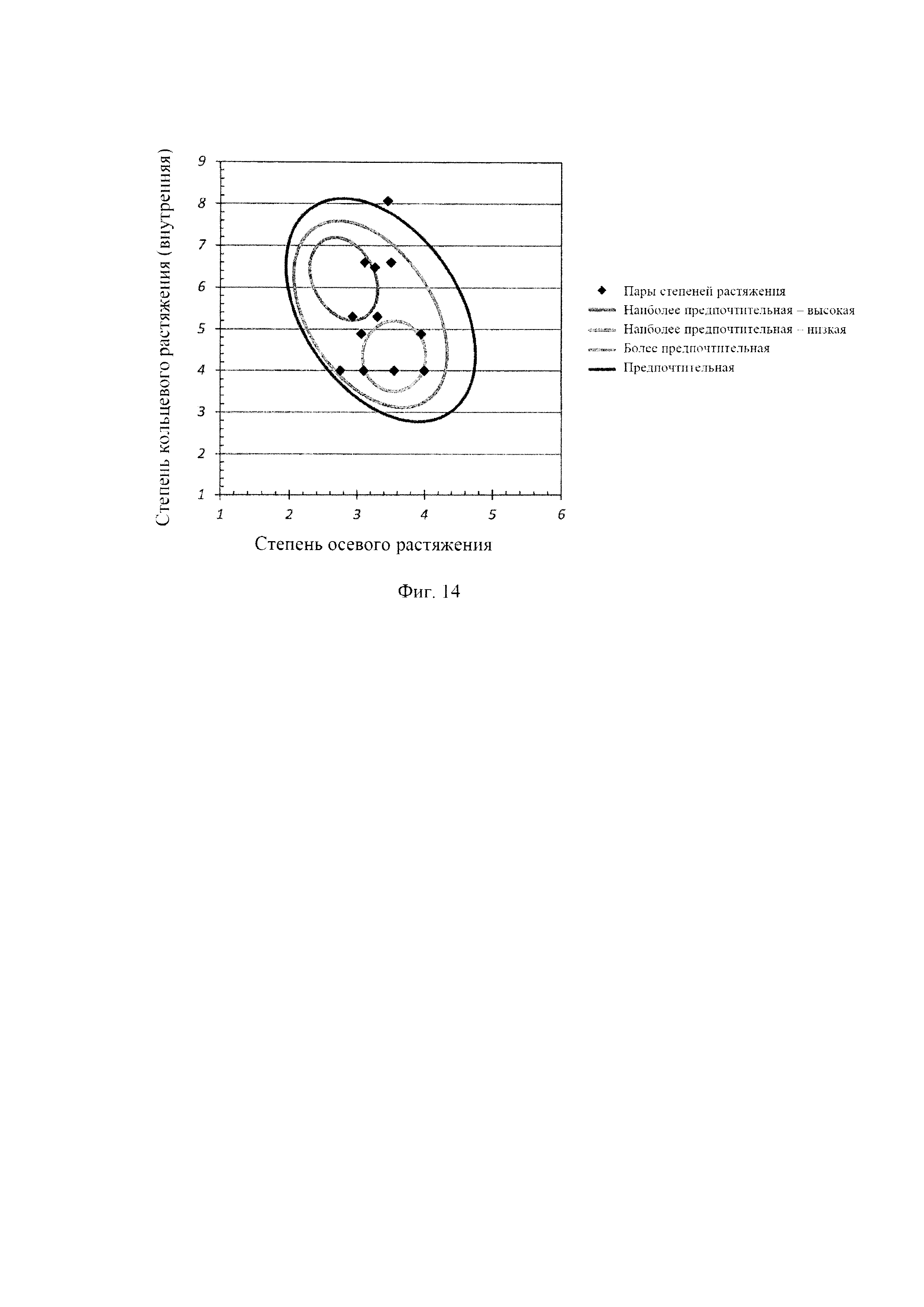
Система дозирования кофе и чая
Система многоструйного заполнения емкостей
Система и способ, обеспечивающие реконфигурацию динамической матрицы ингредиентов в разливочном устройстве для розлива продуктов
Система доставки композиций натуральных высокоэффективных подсластителей и способы получения и применение указанных систем
Система и способ для осуществления взаимодействия потребителя с разливочным устройством
Система и способ для осуществления взаимодействия потребителя с разливочным устройством
Разливочное устройство для розлива напитка
Система и способ для осуществления взаимодействия потребителя с разливочным устройством
Разливочное устройство для розлива напитков, содержащих сок, с последующим смешиванием
Система и способ программирования вариантов дозирования в разливочном устройстве для приготовления продуктов
Контейнер для пищевых продуктов или напитков, содержащий полиэтилентерефталатный полимер на основе биосырья и способ его получения
Упаковка из полиэтилентерефталата, содержащего биологический материал, и способ его получения
Упаковка, имеющая единый корпус, включающий отламываемый колпачок
Упаковка, имеющая цельный корпус, включающий в себя отламывающийся колпачок
Контейнер для пищевых продуктов или напитков, содержащий полиэтилентерефталатный полимер на основе биосырья
Способ получения диола
Сополимеры полиэтиленфураноата и способы
Упаковка из полиэтилентерефталата, содержащего биологический материал, и способ его получения

