Результат интеллектуальной деятельности: ДВУМЕРНАЯ ТКАНЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ
Вид РИД
Изобретение
Настоящее изобретение относится к двумерной ткани для применения при получении трехмерных деталей из композиционного материала (композитный материал) и к способу получения такой двумерной ткани. Такие детали из композиционного материала называют также композитами.
Двумерные ткани для получения трехмерных композитных деталей содержат нити основы и/или нити утка из прочного на растяжение материала, как, например, углерод. На практике часто возникают проблемы, когда такие двумерные ткани применяются для получения так называемых "преформ". При этом один или несколько слоев ткани укладывают друг на друга и предварительно формуют, чтобы на следующей технологической стадии получить композитную деталь в ее желаемой трехмерной форме. При этом преформа служит для того, чтобы упростить позднейшую обработку для получения детали в окончательной форме. Преформа уже должна иметь примерно такую же трехмерную форму, какую должна иметь позднее готовая композитная деталь. Поэтому для получения преформы требуется, чтобы двумерную ткань можно было без проблем располагать складками (драпировать) с получением желаемой трехмерной формы и позднее превратить в готовую композитную деталь.
Помимо требования драпируемости ткани, необходимо также гарантировать достижение желаемой прочности. Поэтому армирующие нити должны принимать заданное расположение или направление в трехмерной композитной детали. Материалы, использующиеся для получения таких армирующих нитей, как правило, являются дорогими. При получении преформы двумерные ткани обрезают. Лишнюю ткань, которая не соответствует желаемой форме преформы, удаляют. Это обусловливает высокие затраты труда, а также большое количество отходов материала.
Из документа JP 2014 181431 A известна двумерная ткань, в которой армирующие нити приклеиваются к нитям основы и/или нитям утка только в определенной, позднее отрезаемой области. Места склеивания позднее вырезаются из готовой двумерной ткани. Однако и при таком способе отходы и затраты ручного труда очень высоки.
В DE 10 2008 036 347 A1 описывается способ введения дополнительных уточных нитей, частично пролегающих в направлении ширины ткани, в процессе автоматизированного тканья. Благодаря этому способу становится возможным автоматизировано восстанавливать старые ткани "броше", например, с помощью жаккардовой машины. Для образования узора ткани можно прокладывать уточные нити, которые проходят не по всей ширине ткани, а вводятся только на одном участке сновального валика.
DE 10 2013 011 580 A1 описывает двухмерную ткань с армирующими уточными нитями, которые переплетены со всеми или только частью нитей основы на разной ширине.
Можно поставить задачу создать двумерную ткань, а также разработать способ, которые повышают эффективность при получении трехмерной композитной детали.
Эта задача решена посредством двумерной ткани с отличительными признаками, указанными в пункте 1 формулы изобретения, а также посредством способа с отличительными признаками, указанными в пункте 7.
Изобретением предлагается двумерная ткань для применения при получении трехмерных композитных деталей, содержащая армирующие уточные нити и армирующие нити основы из упрочнительной пряжи. Армирующие уточные нити и армирующие нити основы принадлежат армирующей системе.
Кроме того, ткань содержит перевязочные нити основы и/или перевязочные уточные нити из отличного от упрочнительной пряжи вязального шнура, которые принадлежат перевязочной системе и проходят в направление нитей основы. Упрочнительная пряжа имеет более высокую прочность при растяжении, чем вязальный шнур.
Две крайние перевязочные нити основы, которые находятся друг от друга на максимально возможном расстоянии, задают ширину навоя. Ширину навоя измеряют под прямым углом к направлению нитей основы, она может соответствовать ширине ткани, если присутствующие в виде опции армирующие нити основы располагаются между крайними перевязочными нитями основы.
По меньшей мере некоторые из армирующих уточных нитей и армирующих нитей основы выполнены как укороченные армирующие нити. Укороченные армирующие нити имеют длину, которая либо меньше ширины навоя, так что соответствующие армирующие уточные нити пролегают не по всему расстоянию между двумя крайними перевязочными нитями основы, либо короче, чем полученная ткань, соответственно, короче, чем перевязочные нити основы. Длина укороченных армирующих нитей и соответствующее конечное положение обоих концов каждой укороченной армирующей нити определяется в зависимости от получаемой трехмерной композитной детали. Армирующие нити, соответственно, укороченные армирующие нити уже при тканье позиционируются таким образом, чтобы они соответствовали изготавливаемой позднее трехмерной форме композитной детали, соответственно, преформы. Благодаря этому значительно сокращается количество отходов и, в частности, количество отрезаемых армирующих нитей. Армирующие нити могут располагаться в двумерной ткани как плавающие нити без прямого переплетения с перевязочными нитями основы и перевязочными нитями утка, что улучшает драпируемость и, кроме того, гарантирует максимально "вытянутое" пролегание армирующих нитей. Этим можно избежать волнообразного прохождения армирующих нитей через места переплетения ткани. Армирующие нити могут также содержать точки ткацкого переплетения с перевязочными нитями основы и/или перевязочными нитями утка, чтобы улучшить соединение между перевязочной и армирующей системой. При этом армирующие нити предпочтительно располагают в ткани по возможности вытянутыми с малой волнистостью, например, путем регулирования ткацкого станка при тканье (вид переплетения, натяжение нитей и т.д.).
Заранее определяя длину и точное положение армирующих нитей в двумерной ткани, можно сократить затраты при получении преформы, соответственно, готовой трехмерной композитной детали.
Под трехмерной композитной деталью понимается структура, у которой первоначально двумерная ткань деформирована по всей толщине под прямым углом к исходной плоскости пролегания ткани. Такие трехмерные композитные детали можно использовать там, где желательна высокая прочность материала при одновременно малом весе, например, в автомобилестроении, самолетостроении или судостроении.
Вязальный шнур и упрочнительная пряжа предпочтительно состоят из разных материалов. Альтернативно или дополнительно, вязальный шнур и упрочнительная пряжа могут иметь разные площади поперечного сечения, и/или разные профили сечения, и/или разные титры.
В качестве вязального шнура можно использовать, например, пряжу, содержащую синтетический материал, например, пряжу из феноксиполимера.
Упрочнительная пряжа в предпочтительных примерах осуществления содержит углеродные, и/или арамидные, и/или керамические волокна, и/или стекловолокна, и/или заранее пропитанный ровинг, например, упрочнительные ленты из вышеназванных волокон.
Упрочнительная пряжа может быть выполнена, например, как упрочнительная лента. При этом она имеет такое сечение, что ее размер в одном направлении больше, чем в перпендикулярном ему направлении. Например, если рассмотреть сечение, один размер упрочнительной пряжи может быть по меньшей мере в 4-5 раз больше, чем соответствующий другой размер. В частности, упрочнительная лента является жесткой на сдвиг, так что ее можно ввести в перевязочную систему как нить основы и/или нить утка.
Как указывалось выше, может быть предпочтительным предусмотреть перевязочную систему из перевязочных нитей утка и перевязочных нитей основы, которые удерживают армирующие уточные нити и/или армирующие нити основы. Предпочтительно, если армирующие уточные нити и перевязочные уточные нити не имеют пересечений и/или находятся на расстоянии друг от друга в направлении нитей основы. Соответственно, армирующие уточные нити и перевязочные уточные нити могут не иметь пересечений и/или находиться на расстоянии друг от друга в направлении уточных нитей. В одном примере осуществления перевязочные нити основы и перевязочные нити утка могут быть соединены друг с другом ткацким переплетением в местах соединения между армирующими уточными нитями и/или армирующими нитями основы. Способ ткацкого перевязывания в перевязочной системе можно выбирать по потребности и варьировать в пределах ткани. Например, можно предусмотреть атласное переплетение, саржевое переплетение, полотняное переплетение или же перевивочное переплетение.
В одном примере осуществления можно также, чтобы армирующие уточные нити и/или армирующие нити основы имели одно или несколько мест переплетения, в которых они переплетаются непосредственно с одной из перевязочных нитей основы, соответственно, перевязочных уточных нитей. Например, такие места переплетения при получении двумерной ткани можно предусмотреть для временной фиксации положения армирующей уточной нити. В других вариантах осуществления ткани такие места переплетения не предусмотрены.
Двумерная ткань для применения при получении трехмерной композитной детали может быть получена следующим образом:
Ткацкий станок заправляют армирующими уточными нитями и/или армирующими нитями основы из упрочнительной пряжи и перевязочными нитями основы из вязального шнура. В одном предпочтительном примере осуществления дополнительно имеются также перевязочные уточные нити из вязального шнура, которые прокладывают в дополнение к армирующим уточным нитям. Как упоминалось, две крайние перевязочные нити основы определяют ширину навоя.
Число и положение армирующих уточных нитей и/или армирующих нитей основы в двумерной ткани рассчитываются в зависимости от формы изготавливаемой трехмерной композитной детали и задаются ткацкому станку. Некоторые из армирующих уточных нитей и/или армирующих нитей основы выполнены как укороченные армирующие нити, длина которых меньше ширины навоя. Длина, а также два конечных положения свободных концов каждой укороченной армирующей нити определяются в зависимости от трехмерной формы изготавливаемой композитной детали и передаются на ткацкий станок.
Перевязочные нити основы перед прокладкой армирующей уточной нити и/или армирующей нити основы вводятся в заранее заданное положение прокладки. Затем вводят по меньшей мере одну армирующую уточную нить и/или по меньшей мере одну армирующую нить основы из источника (запаса) нити. Если при этом речь идет об укороченной армирующей нити, можно действовать следующим образом:
Свободный конец армирующей нити вводится из источника нити до первого конечного положения армирующей уточной нити. Затем армирующая нить отрезается во втором конечном положении нити, соответственно, вблизи него.
В одном предпочтительном варианте осуществления этот способ действия можно реализовать с двумя нитепрокладчиками, что будет описано ниже.
Свободный конец армирующей нити вводится из источника нити первым нитепрокладчиком до первого конечного положения армирующей нити или до положения передачи. В положении передачи, соответственно, в первом конечном положении нити происходит передача свободного конца армирующей нити второму нитепрокладчику. Если второй нитепрокладчик в положении передачи находится вне первого конечного положения нити, то второй нитепрокладчик перемещается затем в первое конечное положение нити. Одновременно или позднее первый нитепрокладчик отводится от второго нитепрокладчика до второго конечного положения армирующей нити. Армирующая нить удерживается обоими нитепрокладчиками между первым и вторым конечными положениями нити. Затем армирующая нить отрезается во втором конечном положении, соответственно, вблизи него. Первый нитепрокладчик перемещается назад со свободным концом армирующей нити, связанной с источником нити. Перед этим, одновременно или позже второй нитепрокладчик освобождает проложенную армирующую нить в первой конечном положении и отводится от первого конечного положения нити. Наконец, проложенная армирующая нить фиксируется с помощью перевязочной системы.
Предпочтительно, если второй нитепрокладчик при его движении от положения передачи в первое конечное положение армирующей нити отдаляется от первого нитепрокладчика. Если оба нитепрокладчика при их перемещении в соответствующее конечное положение нити удаляются друг от друга, можно натянуть армирующую нить между нитепрокладчиками. Однако, как уже говорилось, можно также, чтобы положение передачи совпадало с первым конечным положением нити.
Первый нитепрокладчик может содержать фиксирующее устройство, которое может переключаться между положением зажима, в котором оно зажимает армирующую нить, и направляющим положением, в котором оно неплотно охватывает армирующую нить. В такой конфигурации первого нитепрокладчика предпочтительно, чтобы фиксирующее устройство переключалось из положения зажима в направляющее положение после того, как первый нитепрокладчик передаст свободный конец армирующей уточной нити второму нитепрокладчику. Кроме того, предпочтительно, чтобы фиксирующее устройство переключалось из направляющего положения в положение зажима, когда первый нитепрокладчик достигнет второго конечного положения армирующей нити. В таком случае позиционируемая в двумерной ткани армирующая нить или укороченная армирующая нить удерживается с зажимом между для нитепрокладчиками.
В следующем предпочтительном варианте первый нитепрокладчик имеет режущее устройство. Предпочтительно, что режущее устройство приводится в действие после того, как первый нитепрокладчик достигнет второго конечного положения армирующей нити и, в частности, после того как фиксирующее устройство переключится из направляющего положения в положение зажима. Режущее устройство отрезает армирующую нить предпочтительно в месте, находящимся рядом с фиксирующим устройством первого нитепрокладчика и между фиксирующим устройством первого нитепрокладчика и вторым нитепрокладчиком.
В одном предпочтительном воплощении первого нитепрокладчика в дополнение к фиксирующему устройству имеется зажимное приспособление, которое может переключаться между положением зажима, зажимающим армирующую нить, и освобождающим армирующую нить нерабочим положением. Перед отсечением армирующей нити как фиксирующее устройство, так и зажимное приспособление могут принимать свое положение зажима. При этом место отсечения можно предусмотреть между фиксирующим устройством и зажимным приспособлением.
Здесь следует отметить, что эта конструкция первого нитепрокладчика может использоваться в ткацком станке независимо от способа согласно изобретению, соответственно, двумерной ткани согласно изобретению.
В следующем способе, который можно осуществить в дополнение или в комбинации с вышеописанным способом, стойкую к сдвигу армирующую уточную нить, соответственно, стойкую к сдвигу упрочнительную ленту можно проложить и без использования этих двух нитепрокладчиков следующим образом:
Свободный конец стойкой к сдвигу армирующей нити транспортируется из источника нити, например, с бобины или катушки, и вдвигается до первого конечного положения нити. Прокладывание посредством нитепрокладчика не предусмотрено. Жесткости армирующей нити достаточно, чтобы сместить ее свободный конец транспортирующим устройством вблизи навоя до первого конечного положения нити. Затем армирующую уточную нить отрезают во втором конечном положение, соответственно, вблизи него режущим устройством.
Прокладку нити можно облегчить с помощью среды, в частности, воздуха. Такая помощь может быть выгодной, например, в случае ткацких станков, соответственно, тканей большой ширины.
Между двумя непосредственно соседними перевязочными нитями основы или рядом с крайними перевязочными нитями основы навоя находится или может быть позиционировано по меньшей мере одно транспортирующее устройство, соответственно, по меньшей мере одна катушка, с помощью которых можно проложить соответствующую армирующую нить основы. Прокладка армирующей нити основы с помощью транспортирующего устройства происходит в направлении нитей основы, предпочтительно начиная из положения рядом с кромкой ткани, соответственно, на противоположной от ремизок стороне зева. На одной или обеих сторонах навоя может находиться по одному транспортирующему устройству, соответственно, по катушке для прокладки армирующей уточной нити в направлении утка. В зависимости от формы изготавливаемой ткани в каждом месте, в котором требуется проложить армирующую нить, имеется транспортирующее устройство, которое может прокладывать армирующую нить либо как армирующую уточную нить в направлении утка, либо как армирующую нить основы в направлении основы.
Каждое транспортирующее устройство является, в частности, индивидуальным и может активироваться или приводиться в действие для прокладки соответствующей армирующей нити независимо от других транспортирующих устройств. При этом можно, чтобы выполненные как катушки транспортирующие устройства для ввода армирующей нити основы располагались по меньшей мере группами на общем валу, однако устанавливались с возможностью вращения независимо друг от друга. Каждую катушку можно приводить в движение, например, посредством ременного привода или другим подходящим способом независимо от других катушек на валу.
Из-за ограниченного пространства можно также использовать малогабаритные электромагниты или пьезоэлементы и выполнить привод инкрементным.
Особенно предпочтительно с одним или несколькими транспортирующими устройствами, соответственно, катушками согласованно соответственно одно режущее устройство, например, нож, которое/который управляется в координации с указанным по меньшей мере одним согласованным с ним транспортирующим устройством, соответственно, катушкой таким образом, чтобы при изменении направления привода на противоположное армирующая нить автоматически отрезалась.
Транспортирующие устройства, соответственно, катушки могут быть подвижными, чтобы они могли перемещаться из положения покоя в положение введения для прокладки армирующей нити. Для этой цели можно предусмотреть устройство позиционирования для каждого отдельного или для группы транспортирующих устройств, соответственно, катушек.
При этом для прокладки армирующая нить может сматываться выше или ниже оси вращения катушки.
Таким образом, стойкую к сдвигу армирующую нить можно проложить, исходя от транспортирующего устройства, без захвата, без использования дополнительных средств для сдвига в направлении нитей основы или в направлении нитей утка.
Например, благодаря нанесенной на армирующие нити шлихте можно обеспечить достаточное сопротивление сдвигу для сдвига армирующих нитей.
Предпочтительно иметь для опоры армирующей нити поверхность прилегания. Поверхность прилегания может быть образована поверхностью опорной стойки, расположенной рядом с по меньшей мере одним транспортирующим устройством. Поверхность прилегания проходит в плоскости, в которой должны прокладываться армирующие нити в направлении нитей основы или направление нитей утка. Предпочтительно иметь общую поверхность прилегания как для армирующих уточных нитей, так и для армирующих нитей основы.
В одном предпочтительном примере осуществления в опорной стойке для каждой перевязочной нити основы может быть предусмотрена щель. Щели расположены в плоскости, в которой рассматриваемая перевязочная нить основы перемещается при открывании и закрывании зева через ремизки ткацкого станка. Предпочтительно, чтобы щели были выровнены в вертикальной плоскости, задаваемой вертикальным направлением и направлением нитей основы. Щели в опорной стойке проходят параллельно друг другу. Ширина щелей подогнана к толщине перевязочных нитей основы и предпочтительно больше, чем толщина перевязочных нитей основы, чтобы они при открывании и закрывании зева могли вводиться в щели и снова выводиться, не зацепляясь за углы и кромки. Щели открыты к поверхности прилегания. Армирующие нити могут вдвигаться вдоль поверхности прилегания на опорной стойке в желаемое положение без просадки или выгибания вниз. В результате увеличивается достигаемая исходя от транспортирующего устройства свободная длина между свободным концом армирующей нити и соответствующим согласованным транспортирующим устройством.
Армирующие уточные нити и/или армирующие нити основы в настоящей заявке называются обобщенно армирующими нитями. Армирующие нити могут содержать термопластичную матрицу. При вводе энергии, например, подводе тепла, армирующие нити можно соединять друг с другом, соответственно, сваривать в местах пересечения.
После того как армирующая нить определенной длины будет проложена и будет находиться между заданными конечными положениями, проложенную армирующую нить можно зафиксировать в несколько этапов. Например, можно зафиксировать проложенную армирующую уточную нить посредством смены зева только одной или нескольких перевязочных нитей основы. Кроме того, в одном варианте осуществления перед сменой зева этой перевязочной нити основы и/или перед прокладкой армирующей нити основы можно проложить по меньшей мере одну перевязочную уточную нить. Это временное соединение может служить для сохранения положения проложенной армирующей уточной нити перед подбивкой. После подбивки армирующей уточной нити можно осуществить смену зева дополнительных перевязочных нитей основы для фиксации армирующей уточной нити.
Как упоминалось выше, можно также в дополнение к армирующей уточной нити ввести одну или несколько армирующих нитей основы, которые в таком случае пролегают между рассчитанным первым конечным положением и рассчитанным вторым конечным положением армирующей нити основы, причем конечные положения армирующей нити основы определяются аналогично конечным положениям армирующей уточной нити.
Армирующие нити основы могут вводиться с помощью нитепрокладчной системы, как это было описано в связи с армирующими уточными нитями.
Можно также вдвигать армирующие нити основы, аналогично армирующим уточным нитям, до первого конечного положения армирующей нити основы и отрезать во втором конечном положении армирующей нити основы, если армирующие нити основы являются стойкими к сдвигу.
Предпочтительные варианты осуществления изобретения выявляются из зависимых пунктов формулы изобретения, описания и чертежей. Далее предпочтительные примеры осуществления изобретения подробно описываются посредством прилагаемых чертежей. Показано:
|
Изобретение относится к двумерной ткани, предназначенной для применения при изготовлении трехмерной композитной детали. Под трехмерной композитной деталью понимается деталь, которая содержит армирующие нити из прочной на растяжение упрочнительной пряжи и которая имеет трехмерную изогнутую и/или искривленную форму. При этом под трехмерной формой следует понимать форму, которая простирается из плоскости протяженности двумерной ткани за ее толщину в третье измерение. Такие композитные детали могут применяться в разных областях, например, в автомобилестроении, самолетостроении или судостроении.
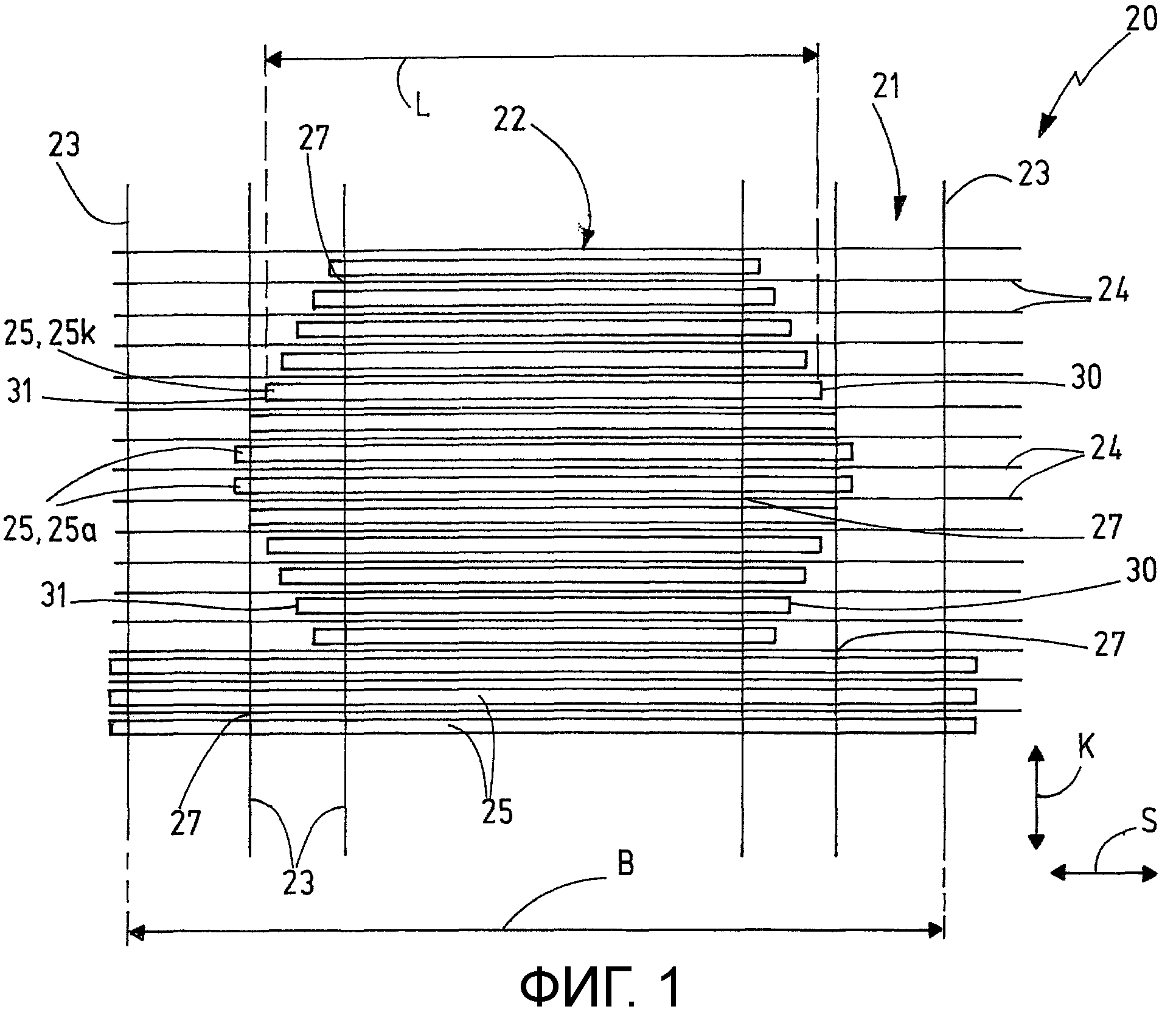
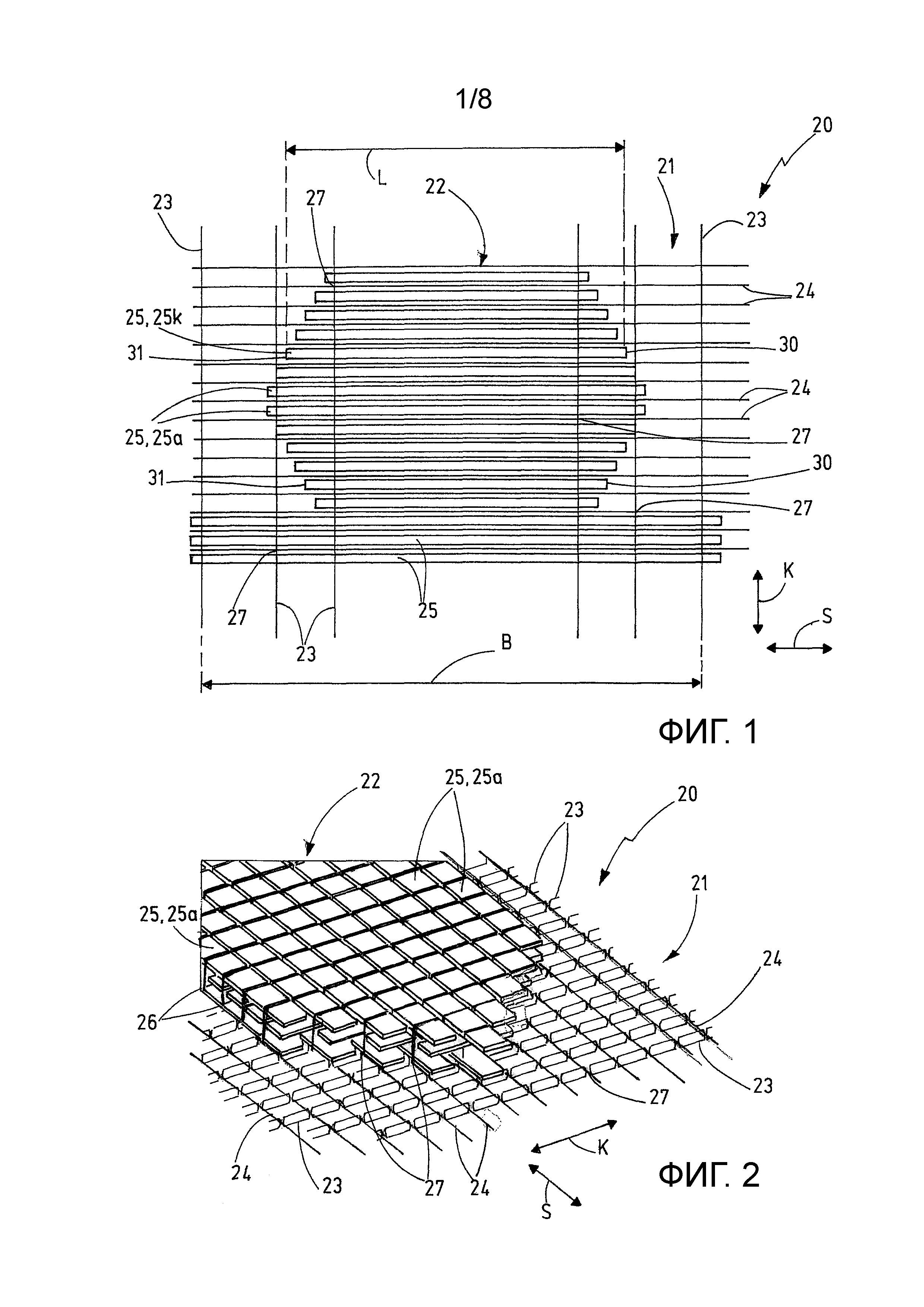
Такая двумерная ткань 20 схематически показана на фиг.1 и 2. Двумерная ткань 20 содержит перевязочную систему 21 и армирующую систему 22. В данном примере осуществления перевязочная система 21 содержит перевязочные нити 23 основы и перевязочные уточные нити 24. Перевязочные нити 23 основы проходят в направлении К нитей основы. Направление, перпендикулярное направлению К нитей основы, обозначено как направление S нитей утка. В показанном примере осуществления двумерной ткани 20 нити утка пролегают в направлении S нитей утка, перпендикулярном нитям основы. Как вариант, можно также расположить нити утка под другим углом к нитям основы.
Армирующая система 22 в примере осуществления с фиг.1 содержит только армирующие уточные нити 25. Альтернативно или в дополнение к армирующим уточным нитям 25 можно предусмотреть также армирующие нити 26 основы, которые для примера схематически показаны на фиг.2. Видно также, что армирующие нити 25, 26 в армирующей системе 22 могут располагаться в несколько слоев.
В описании обобщенно говорится об армирующей нити, если имеется ввиду по меньшей мере одна армирующая уточная нить 25 и/или по меньшей мере одна армирующая нить 26 основы.
В описываемом здесь предпочтительном примере осуществления двумерной ткани 20 армирующие уточные нити 25 и имеющиеся армирующие нити 26 основы не соединены друг с другом посредством ткацкой технологией. Фиксация армирующих уточных нитей 25, соответственно, армирующих нитей 26 основы в ткани 20 осуществляется исключительно посредством перевязочной системы 21 с помощью перевязочных нитей 23 основы и перевязочных уточных нитей 24. Перевязочные уточные нити 24 соединены с перевязочными нитями 23 основы в местах 27 переплетения посредством ткацкой технологии. Переплетение может быть любым ткацким переплетением, например, полотняным переплетением, саржевым переплетением, атласным переплетением, перевивочным переплетением и т.д. С помощью перевязочной системы 21 армирующая система 22 удерживается в двумерной ткани 20.
Армирующие нити 25, 26 состоят из упрочнительной пряжи. Перевязочные нити 23, 24 состоят из вязального шнура. Упрочнительная пряжа может отличаться в отношении материала, и/или сечения, и/или титра от вязального шнура. Упрочнительная пряжа имеет более высокую прочность при растяжении, чем вязальный шнур. В данном примере осуществления упрочнительная пряжа выполнена как упрочнительная лента и имеет в сечении в одном измерении больший размер, например, по меньшей мере в 4-5 раз больший, чем в другом измерении.
Упрочнительная пряжа может содержать углеродные волокна, и/или арамидные волокна, и/или стекловолокна, или другой прочный на растяжение синтетический материал. Упрочнительная пряжа может также содержать термопластичную матрицу. Вязальный шнур предпочтительно выполнен из синтетической полимерной пряжи, например, из феноксиполимерной пряжи.
На фиг.1 и 2 схематически показано, что армирующие уточные нити 25 и перевязочные уточные нити 24 проходят рядом друг с другом в направлении утка, не пересекаясь. Предпочтительно, армирующие уточные нити 25 находятся в направление К нитей основы на некотором расстоянии друг от друга, причем, например, между двумя соседними армирующими уточными нитями 25 находится перевязочная уточная нить 24.
Как вариант предпочтительного примера осуществления, можно также, чтобы армирующие уточные нити 25 по меньшей мере в одном или нескольких местах имели ткацкое переплетение с одной из перевязочных нитей 23 основы. В результате можно, например, осуществить перед подбивкой армирующей уточной нити 25 к кромке ткани временное закрепление армирующей уточной нити 25 в направлении S нитей утка.
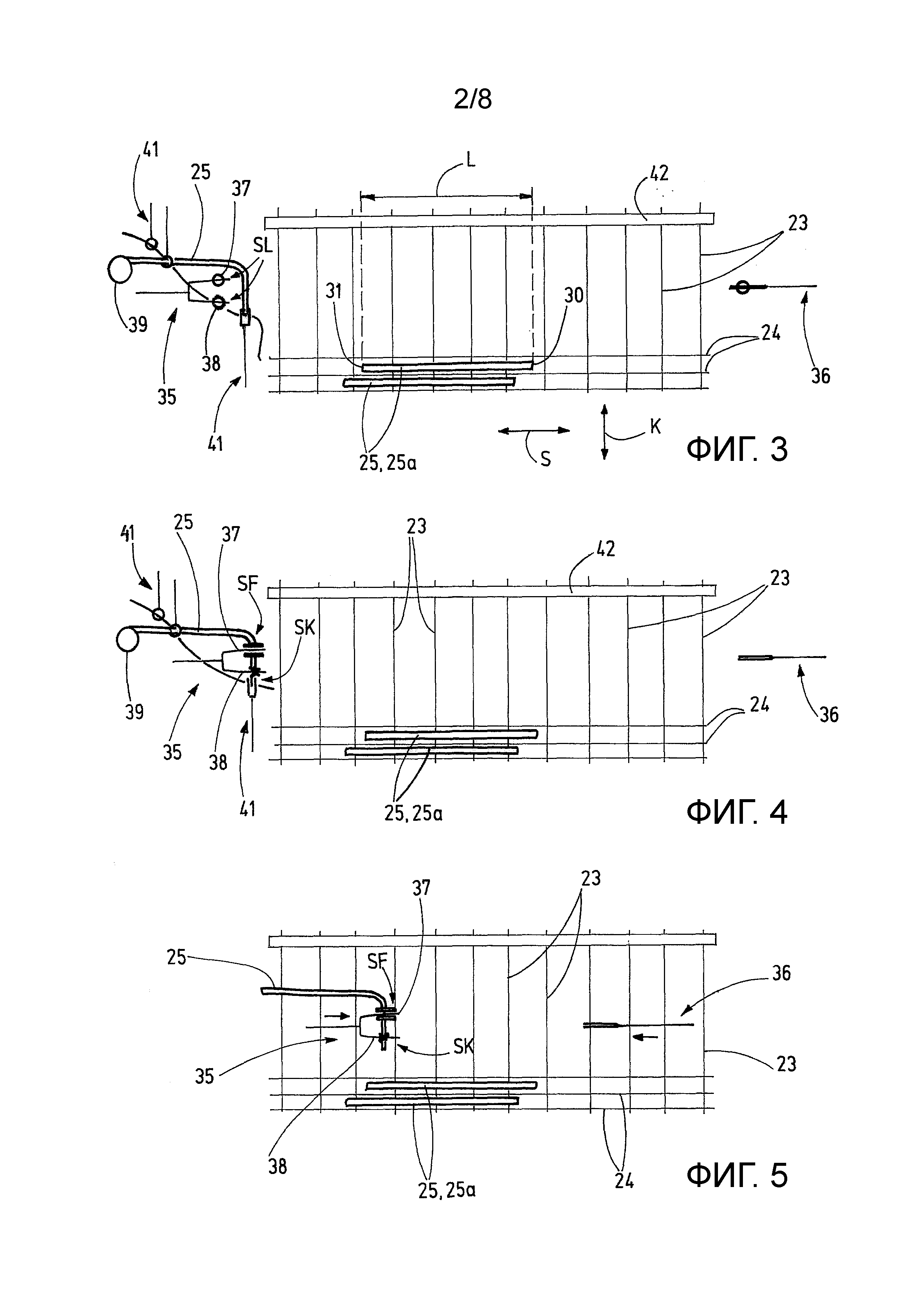
Перевязочные нити 23 основы, находящиеся в направлении S на максимальном расстоянии друг от друга, представляют собой две крайние перевязочные нити 23 основы, которые задают ширину В навоя (фиг.1). На фиг.1 для наглядности показана только часть перевязочных нитей 23 основы. По меньшей мере часть армирующих уточных нитей 25 пролегает не по всей ширине В навоя. Эти армирующие уточные нити 25 называются укороченными армирующими уточными нитями 25a. Соответственно, укороченные армирующие уточные нити 25a имеют длину L меньше, чем ширина В навоя. Длина L нити указана для примера на фиг.1 только для одной укороченной армирующей уточной нити 25a. Как можно видеть, имеющиеся укороченные армирующие уточные нити 25a может иметь разную длину L.
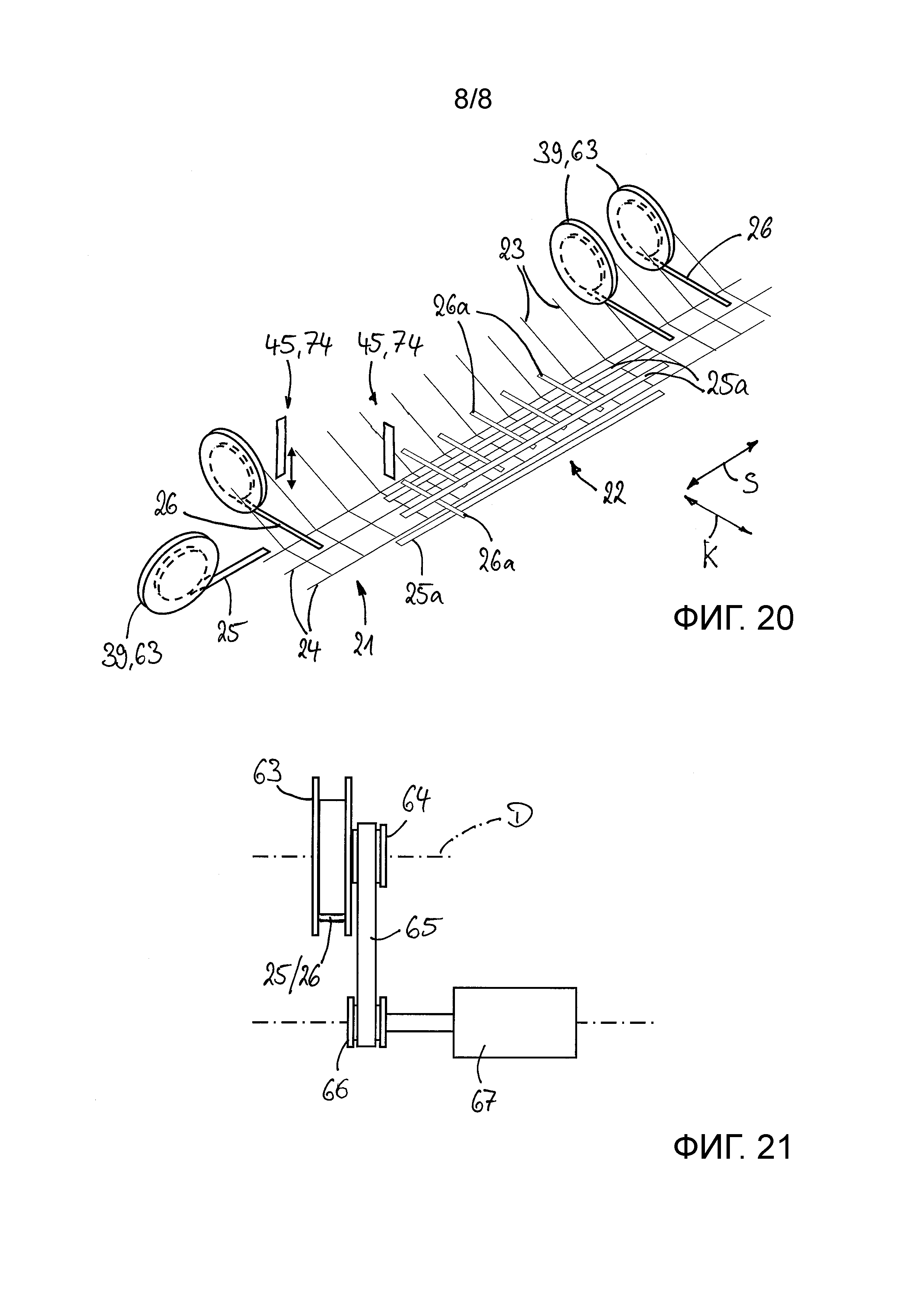
Аналогично, некоторые армирующие нити 26 основы выполнены как укороченные армирующие нити 26a основы (фиг.20). Укороченные армирующие нити 26a основы имеют длину L меньше, чем полученная ткань в направлении К нитей основы. Таким образом, укороченные армирующие нити 26a основы пролегают только в части полученной двумерной ткани 20 в направлении К ее нитей основы. Тем самым, укороченные армирующие нити 26a основы короче, чем перевязочные нити 23 основы в двумерной ткани 20.
Каждая укороченная армирующая уточная нить 25a имеет два свободных конца в направлении S, причем один конец находится в первом конечном положении 30, а противоположный - во втором конечном положении 31 нити по ширине В навоя, соответственно, между двумя крайними перевязочными нитями 23 основы. Соответственно, укороченная армирующая нить 26a основы имеет в направлении К нитей основы два свободных конца в двух конечных положениях 30, 31 нити. Эти два конечных положения 30, 31 и длина L укороченной армирующей нити 25a, 26a между этими двумя конечными положениями 30, 31 задается в двумерной ткани 20 в зависимости от изготавливаемой трехмерной композитной детали. Таким образом, двумерная ткань 20 подходит для получения из нее трехмерной формы объемной композитной детали. В результате упрощаются последующие технологические этапы, в частности, драпировка двумерной ткани с получением желаемой трехмерной структуры, чтобы получить, например, так называемую преформу в рамках изготовления композитной детали.
Благодаря тому, что как конечные положения 30, 31 нитей, так и длина L нити подбираются к целевой трехмерной форме, образуется мало или совсем не образуется отходов на резку упрочнительной пряжи. Так как упрочнительная пряжа часто состоит из очень дорогого материала, этим можно сократить расходы. Во-вторых, становятся ненужными трудоемкая дополнительная обработка и формование путем подрезки армирующей системы 22. Армирующая система 22 с армирующими нитями 25, 26 или укороченными армирующими нитями 25a, 26a находятся уже точно в том положении, в котором они позднее будут нужны при получении преформы или трехмерной композитной детали. При получении преформы или трехмерной композитной детали требуется удалить только часть перевязочной системы 21. Так как перевязочная система не играет никакой роли для прочности композитной детали, и так как вязальный шнур дешевле по сравнению с упрочнительной пряжей, подрезка перевязочной системы 21 и образующие при этом отходы на резку не являются проблематичными.
На фиг.1 примерно и схематически показаны укороченные армирующие уточные нити 25a, из которых можно получить поднимающуюся куполом из плоскости чертежа форму без отходов на резку армирующих уточных нитей.
На фиг.1 показаны, например, схематически укороченные упрочняющие уточные нити 25а, из которых выпуклая форма, выпуклая из плоскости чертежа, может быть изготовлена без необходимости разрезания отходов армирующих уточных нитей.
На фиг.3-11 очень схематично показаны различные ситуации, соответственно, этапы способа получения двумерной ткани 20. Ниже этот способ получения будет описываться с обращением к этим чертежам.
Ткацкий станок заправляют перевязочными нитями 23 основы, перевязочными уточными нитями 24, а также армирующими уточными нитями 25. Прокладка перевязочных уточных нитей 24 происходит известным образом. Ниже будут описаны, в частности, прокладка и позиционирование укороченных армирующих уточных нитей 25a.
Сначала рассчитывается и передается на ткацкий станок, как должны располагаться армирующие уточные нити 25 и укороченные армирующие уточные нити 25a в ткани. В частности, при этом задаются конечные положения 30, 31 концов укороченных армирующих уточных нитей 25a, а также соответствующая длина L нити.
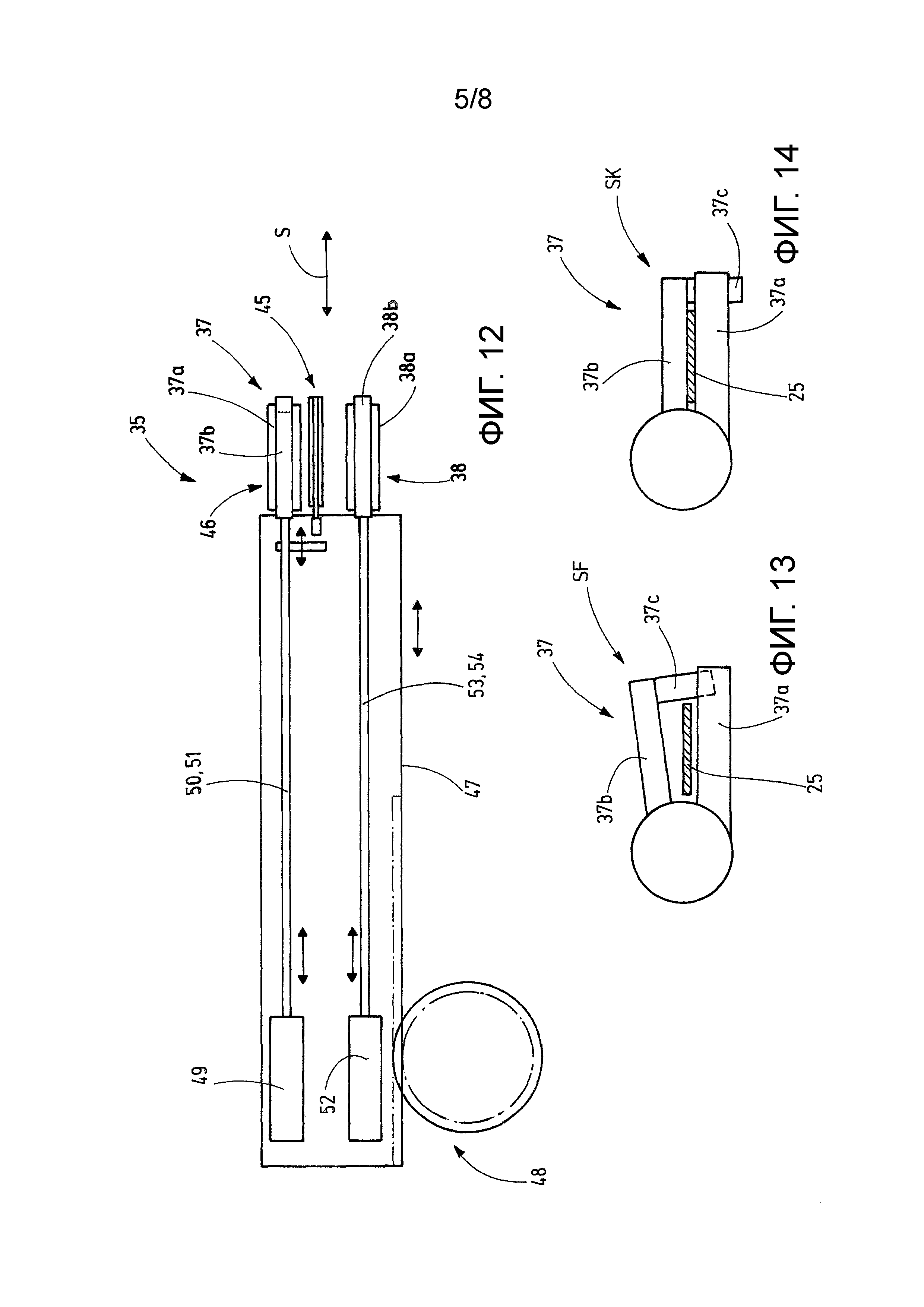
Для прокладки укороченной уточной нити 25a применяются первый нитепрокладчик 35 и второй нитепрокладчик 36. Первый нитепрокладчик содержит фиксирующее устройство 37, а также, например, зажимное приспособление 38. Фиксирующее устройство 37 может переключаться между положением SK зажима (фиг.14), в котором оно зажимает армирующую уточную нить 25, и направляющим положением SF (фиг.13), в котором оно охватывает или окружает армирующую уточную нить 25. В направляющем положении SF армирующая уточная нить 25 может перемещаться в направлении ее пролегания относительно фиксирующего устройства 37 и испытывает препятствие только в перемещении от первого нитепрокладчика 35 поперек своему направлению пролегания. Фиксирующее устройство 37 может, как схематически показано на фиг.13, образовывать что-то типа проушины, сквозь которую проходит армирующая нить 25 в направляющем положении SF, не испытывая зажимного усилия.
Зажимное приспособление 38 может переключаться между нерабочим положением, в котором оно высвобождает армирующую уточную нить 25, и положением SK зажима, в котором оно зажимает армирующую уточную нить 25. Можно также, чтобы фиксирующее устройство 37 дополнительно принимало нерабочее положение SL, в котором армирующая уточная нить 25 высвобождается полностью.
На фиг.3-8 нерабочее положение SL символически показано кружком. Положение SK зажима символически показано крестиком. Направляющее положение SF символически показано двумя параллельными линиями.
Первый нитепрокладчик 35 находится на одной стороне изготавливаемой двумерной ткани 20, соответственно, на одной стороне ткацкого станка. На этой стороне находится также источник 39 армирующих уточных нитей 25. Второй нитепрокладчик 36 находится на стороне, противоположной в направлении S нитей утка.
В исходной позиции как фиксирующее устройство 37, так и зажимное приспособление 38 находятся в нерабочем положении SL (фиг.3). Затем для прокладки армирующей уточной нити свободный конец захватывает имеющуюся в источнике 39 армирующую уточную нить 25, например, посредством зажимного приспособления 38, которое переключено в его положение SK зажима (фиг.4).
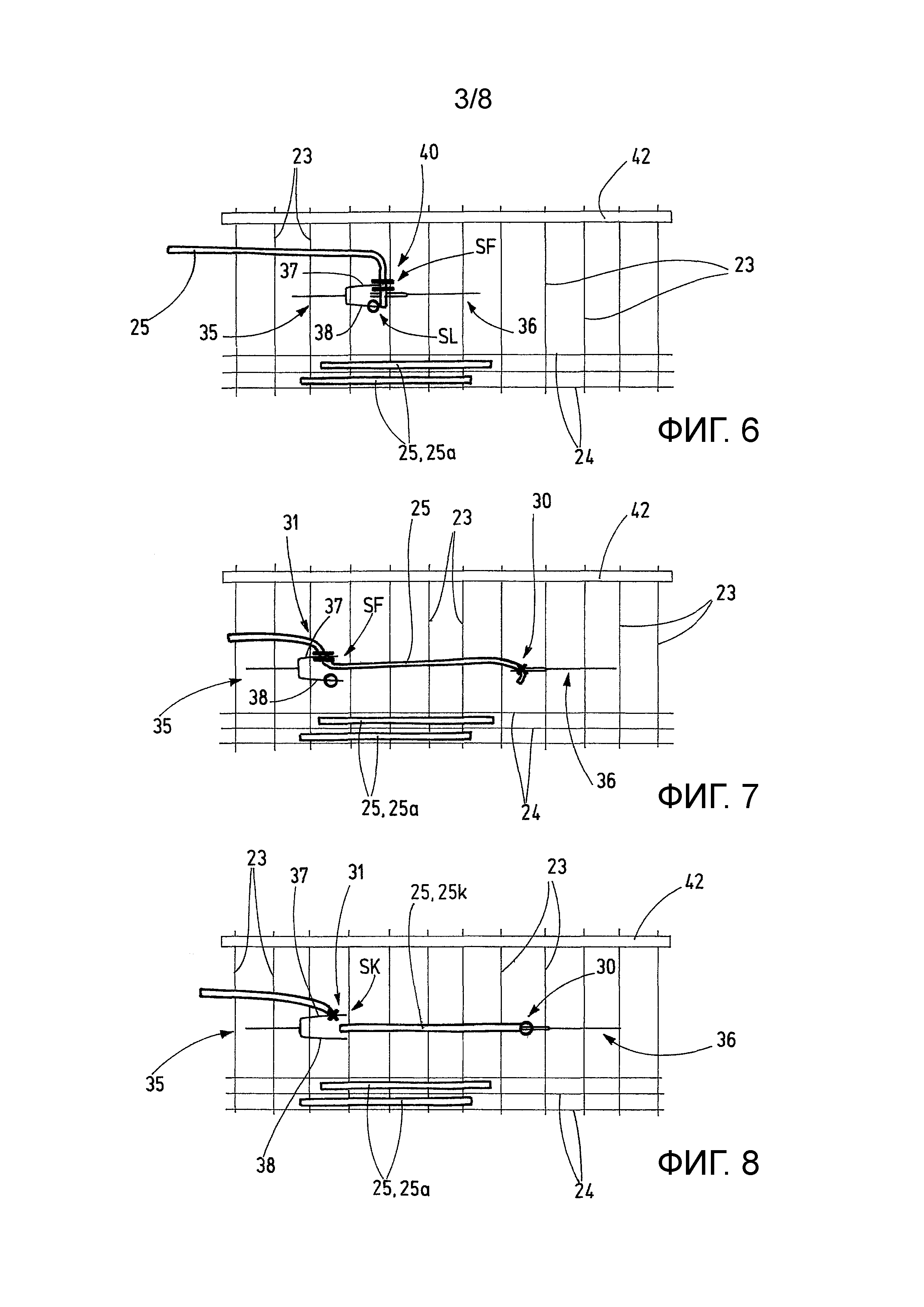
Затем свободный конец армирующей уточной нити 25 с помощью первого нитепрокладчика 35 вводят в направлении нитей утка в открытый зев. При этом перевязочные нити 23 основы находятся в заданной позиции прокладки. Она зависит от типа переплетения с перевязочной уточной нитью 24. В описываемом примере осуществления как первый нитепрокладчик 35, так и второй нитепрокладчик 36 вводятся в открытый зев (фиг.5) до достижения обоими нитепрокладчиками 35, 36 положения 40 передачи. В положении 40 передачи второй нитепрокладчик 36 захватывает свободный конец армирующей уточной нити 25. Зажимное приспособление 38 первого нитепрокладчика 35 переключается в его нерабочее положение SL. Не позднее этого момента фиксирующее устройство 37 переключается в его направляющее положение FS, при этом армирующая уточная нити 25 проходит по направляющей через фиксирующее устройство 37 (фиг.6).
Как схематически показано на фиг.4 и 5, фиксирующее устройство 37 может также переключаться в направляющее положение SF еще до передачи армирующей уточной нити 25 второму нитепрокладчику 36. Например, это переключение происходит уже тогда, когда свободный конец армирующей уточной нити 25 захватывается первым нитепрокладчиком 35 непосредственно перед введением в зев. Это выгодно тем, что можно гарантировать надежный обхват армирующей уточной нити 25 фиксирующим устройством 37 с помощью подающих средств 41, как это схематически показано на фиг.3 и 4.
В одном варианте осуществления положение 40 передачи может совпадать с первым конечным положением 30 укороченной армирующей уточной нити 25a. В показанном примере осуществления второй нитепрокладчик 36 отводится от первого нитепрокладчика 35 из положения 40 передачи в первое конечное положение 30 нити (фиг.7). Аналогично, первый нитепрокладчик 35 перемещается прочь от второго нитепрокладчика 36 из положения 40 передачи во второе конечное положение 31 нити. Во время этого перемещения армирующие уточные нити 25 направляются, удерживаясь фиксирующим устройством 37 (направляющее положение SF), без зажима армирующей уточной нити 25.
После того как первый нитепрокладчик 35 достигнет второго конечного положения 31 нити, фиксирующее устройство 37 переключается из направляющего положения SF в положение SK зажима. Сразу после этого армирующая нить 25 отрезается во втором конечном положении 31. Одновременно или позднее проложенная укороченная армирующая уточная нить 25a освобождается вторым нитепрокладчиком 36 в первом конечном положении 30 (фиг.8).
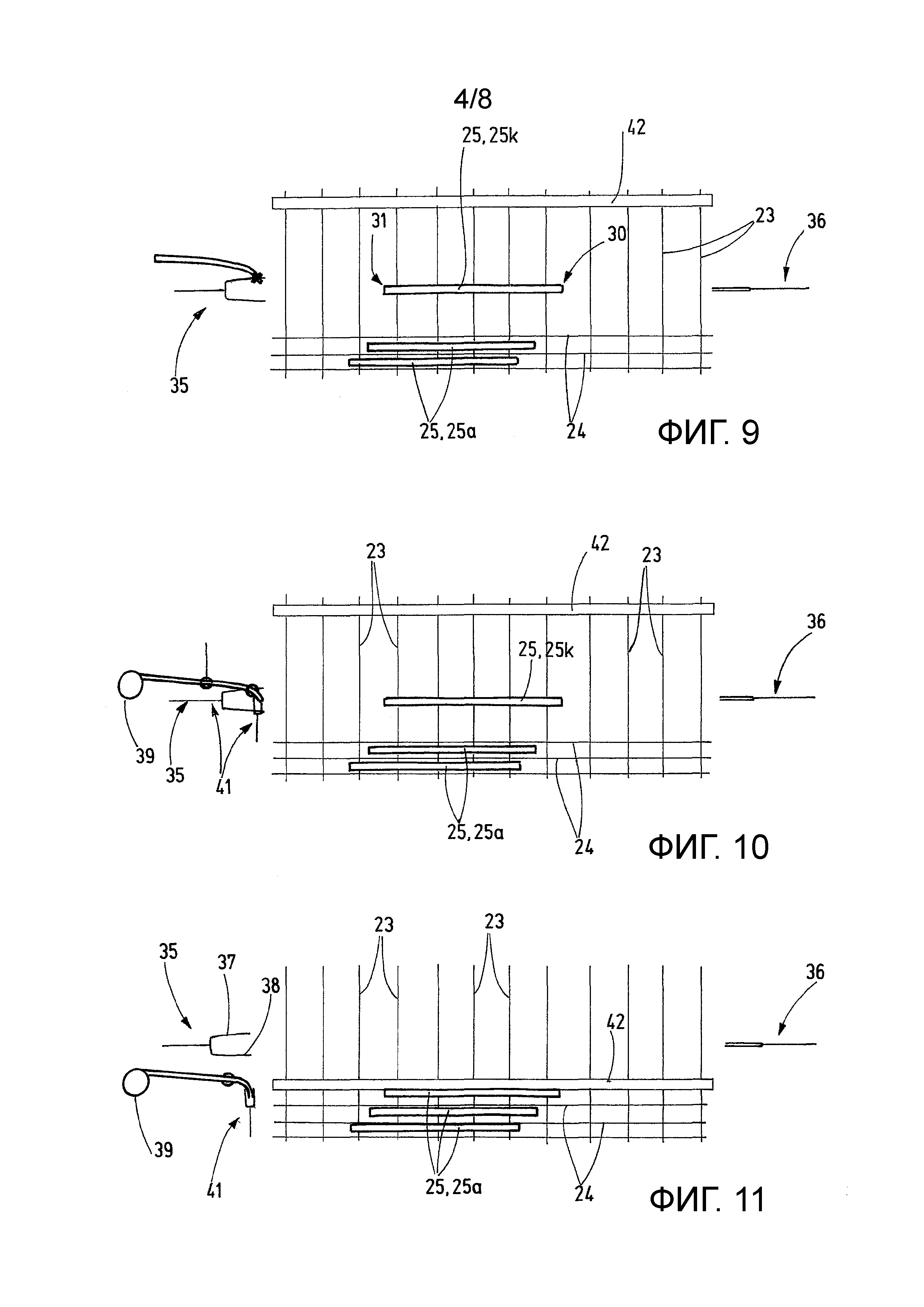
Затем оба нитепрокладчика 35, 36 можно отвести назад из зева. Проложенная укороченная армирующая уточная нить 25a пролегает между первым конечным положением 30 и вторым конечным положением 32 (фиг.9).
Первый нитепрокладчик 35 может снова передавать свободный конец соединенной с источником нити 39 армирующей уточной нити 25 подающим средствам 41 (фиг.10 и 11).
В это же время проложенную укороченную армирующую уточную нить 25a можно известным способом подбить с помощью берда 42 к кромке ткани (фиг.11).
Затем, согласно данному примеру осуществления, прокладывается перевязочная уточная нить 24 и в результате соответствующей смены зева соединяется ткацкой технологией с перевязочной нитью 23 основы. Альтернативно можно также перед подбивкой укороченной армирующей уточной нити ввести в зев перевязочную уточную нить 24. Затем можно подбивать бердом 42 как проложенную укороченную армирующую уточную нить 25a, так и перевязочную уточную нить 24.
В следующем факультативном воплощении способа проложенная укороченная армирующая уточная нить 25a перед подбивкой бердом 42 может временно закрепляться в своем положении. Это может совершаться, например, тем, что только часть перевязочных нитей основы выполняет смену зева или изменение позиции для временного закрепления укороченной армирующей уточной нити 25a, так что еще возможно смещение проложенной уточной нити 25a, соответственно, 24 бердом 42, однако одновременно предотвращается смещение в направлении S уточных нитей.
На фиг.12 схематически в форме принципиальной блок-схемы показан один вариант осуществления первого нитепрокладчика 35. Как уже говорилось, первый нитепрокладчик 35 содержит фиксирующее устройство 37, зажимное приспособление 38 и режущее устройство 45. Фиксирующее устройство 37, зажимное приспособление 38, а также режущее устройство 45 находятся на свободном конце 46 первого нитепрокладчика 35. От своего свободного конца 46 корпус 47 нитепрокладчика проходит в направлении S нитей утка. Первый нитепрокладчик 35 может перемещаться в направлении S нитей утка посредством привода 48. Например, корпус 47 нитепрокладчика может иметь зубчатое зацепление, в которое захватывается зубчатое ведущее колесо привода 48 нитепрокладчика, так что при повороте ведущего колеса корпус 47 нитепрокладчика может двигаться в направлении S нитей утка.
На корпусе 47 нитепрокладчика находится первый исполнительный блок 49 для фиксирующего устройства 37, который через первое сцепное средство 50, например, первую соединительную штангу 51, сцеплен с фиксирующим устройством 37. В результате перемещения первой соединительной штанги 51 в направлении S нитей утка фиксирующее устройство 37 можно переключать между его положениями.
Очень схематическая иллюстрация фиксирующего устройства 37 приведена на фиг.13 и 14. Фиксирующее устройство 37 содержит первую зажимную колодку 37a и вторую зажимную колодку 37b, которые могут перемещаться относительно друг друга. В положении SK зажима армирующая уточная нить 25 удерживаются между двумя зажимными колодками 37a и 37b с силовым замыканием (фиг.14). В направляющем положении SF армирующая уточная нить 25 проходит между двумя зажимными колодками 37a, 37b без зажимающего воздействия и охватываются ими в окружном направлении, так что она не может выйти из зоны между двумя зажимными колодками 37a, 37b. Для этого можно, например, предусмотреть по меньшей мере на одной из двух зажимных колодок 37a или 37b выступ 37c, который закрывает вне положения SK зажима боковой зазор между двумя зажимными колодками 37a, 37b, когда фиксирующее устройство 37 принимает направляющее положение SF (фиг. 13). Нерабочее положение SL фиксирующего устройства 37 явно не показано. В нерабочем положении SL расстояние между двумя зажимными колодками 37a, 37b настолько велико, что образуется отверстие, и фиксирующее устройство 37 может перемещаться от армирующей уточной нити 25 поперек направления ее пролегания.
Кроме того, первый нитепрокладчик 35 содержит второй исполнительный блок 52, который через второе сцепное средство 53, образованную, например, второй соединительной штангой 54, сцеплен с зажимным приспособлением 38. Посредством второго исполнительного блока 52 и второго сцепного средства 53 зажимное приспособление 38 можно переключать между положением SK зажима и нерабочим положением SL. Зажимное приспособление 38 может, аналогично фиксирующему устройству, содержать две зажимные колодки 38a, 38b, которые могут перемещаться друг относительно друга и, таким образом, может происходить переключение между положением SK зажима и нерабочим положением SL. Направляющее положение SF у зажимного приспособления 38 не предусмотрено.
Режущее устройство 45 служит для отрезания проложенной армирующей уточной нити 25 во втором конечном положении 31. Режущее устройство находится рядом с фиксирующим устройством 37, например, между фиксирующим устройством 37 и зажимным приспособлением 38. Режущее устройство 45 активируется, когда фиксирующее устройство 37 переключается в его положение SK зажима. Поэтому можно соединять режущее устройство 45 с первым исполнительным блоком 49, соответственно, первым сцепным средством 45, чтобы после достижения положения SK зажима произошла активация режущего устройства 45, чтобы отсечь армирующую уточную нить 25. Такое соединение/сцепление схематически показано на фиг.12. Альтернативно можно также предусмотреть отдельный третий исполнительный блок, который соединен с режущим устройством 45.
Как схематически показано на фиг.12, сцепные средства 50, 53 образованы посредством соединительных штанг 51, 54, которые расположены на корпусе 47 нитепрокладчика. Соединительные штанги 51, 54 могут быть доступны снаружи, по меньшей мере на одном участке, и могут перемещаться посредством ведущих колес в направлении своей протяженности относительно корпуса 47 нитепрокладчика, чтобы тем самым вызвать соответствующую активацию, соответственно, соответствующее переключение согласованного устройства 37, 38, 45. Понятно, что можно предусмотреть также и другие сцепные средства, например, приводной ремень или вращающиеся валы или тому подобное. Конструкцию первого нитепрокладчика 35 с зажимным приспособлением 38 и фиксирующим устройством 37, которое может переключаться между направляющим положением SF и положением SK зажима, как главными признаками, можно также использовать независимо от описываемого здесь способа согласно изобретению или варианта осуществления двумерной ткани 20 согласно изобретению.
Вышеописанным способом с применением нитепрокладчика 35, 36 можно было бы также проложить армирующую нить 26 основы и позиционировать, соответственно, при необходимости, отрезать в заданном конечном положении 30, 31, чтобы образовать укороченную армирующую нить 26a основы.
В другом варианте способа стойкую к сдвигу армирующую нить 25, 16 или укороченную армирующую нить 25a, 26a можно проложить без обоих нитепрокладчиков, что поясняется ниже посредством фиг.15-21.
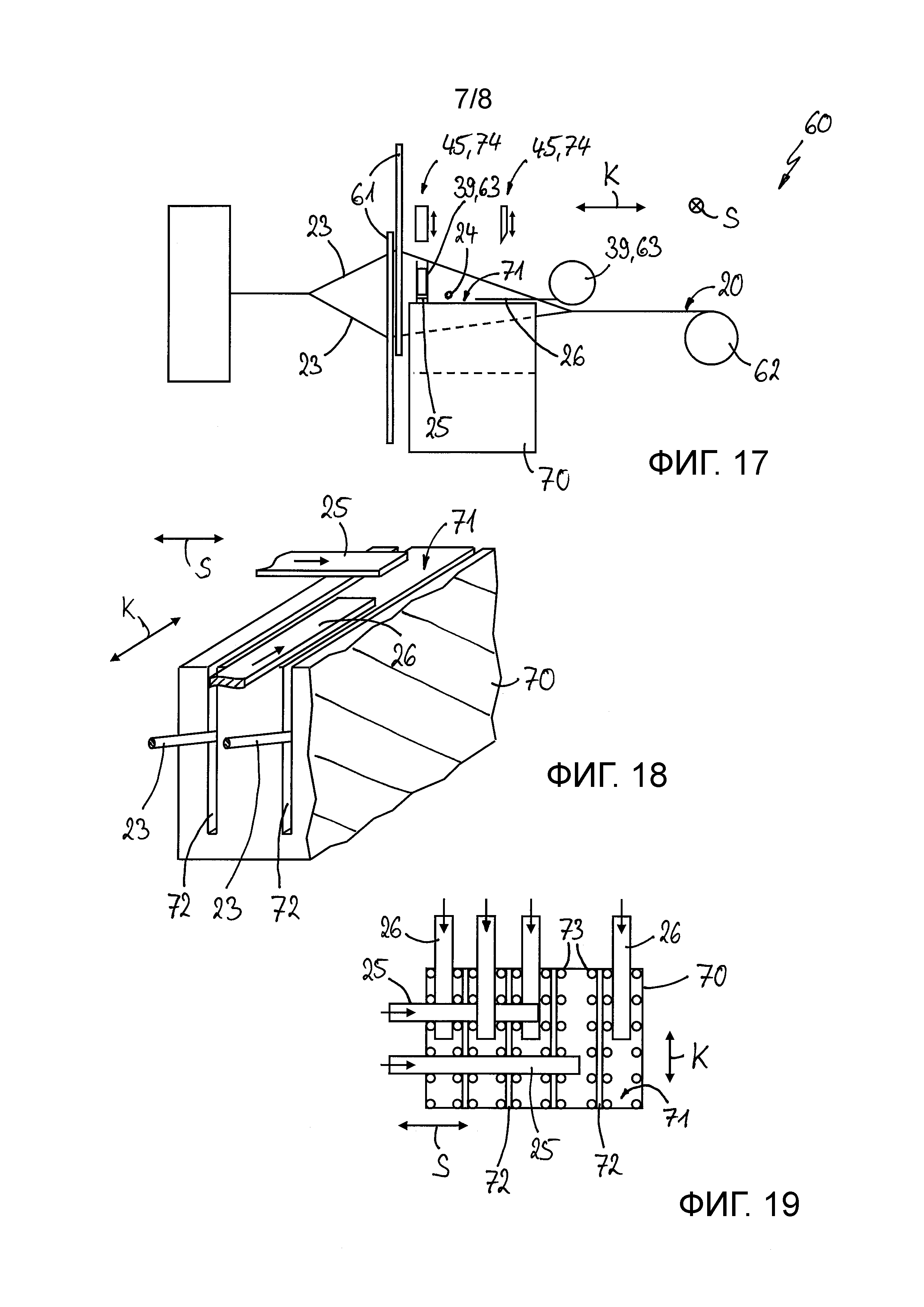
На фиг.17 схематически показан принцип работы ткацкого станка 60 с ремизками 61, из которых для простоты схематически показаны только две ремизки 61. Число ремизок 61 варьируется в зависимости от переплетения, которое требуется создать, и от изготавливаемой ткани. Через ремизки 61 проводятся перевязочные нити 23 основы. В зависимости от положения ремизок 61 открывается, соответственно, закрывается соответствующий зев в перевязочной системе 21.
Между съемщиком 62 ткани и ремизками 61 для каждой армирующей нити 25, 26 имеется источник 39 нити, который выполнен как катушка 63. Каждая из катушек 63 может приводиться по отдельности и может приводиться во вращение вокруг своей оси D вращения независимо от других катушек 63. Например, каждая катушка 63 может содержать ведомое колесо 64, которое через приводной ремень 65 или другой соединительный элемент соединено приводным образом с ведущим колесом 66 (фиг.21). Ведущее колесо 66 приводится в действие двигателем 67. Таким образом, двигатель 67 может находиться на удалении от оси D вращения катушки 63.
Для привода катушек можно использовать и другие известные приводы.
На фиг.20 схематически показано несколько катушек 63, каждая из которых содержит по одной армирующей нити 26 основы. Эти катушки 63 могут быть установлены с возможностью вращения на общий вал, но и в этом случае они также могут приводиться по отдельности и независимо друг от друга.
При вращении катушки 63 соответствующая армирующая нить 25, 26 сматывается и укладывается в области зева на перевязочные нити 23 основы, соответственно, перевязочные уточные нити 24.
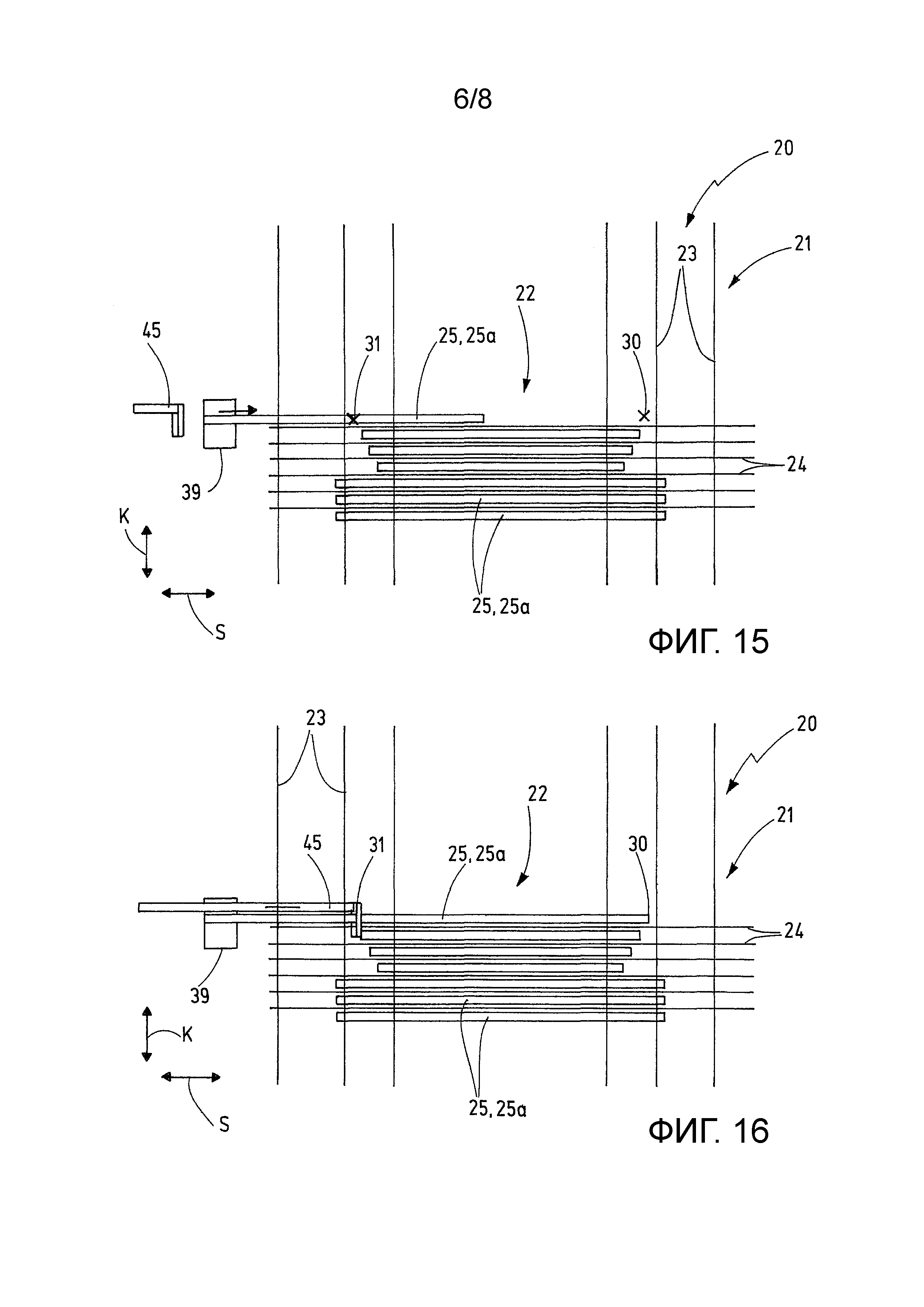
В другом варианте осуществления для поддержки армирующих нитей 25, 26 может иметься опорная стойка 70. Опорная стойка 70 схематически показана на фиг.17-19. На своей верхней стороне опорная стойка 70 имеет поверхность 71 прилегания для армирующих нитей 25, 26. Поверхность 71 прилегания предпочтительно лежит в горизонтальной плоскости. В направлении К нитей основы в поверхности прилегания проделаны щели 72. Щели 72 открыты к поверхности 71 прилегания, а также в направлении К нитей основы на передней и задней стороне опорной стойки 70. Щели 72 являются более широкими, чем толщина перевязочной нити 71 основы. В направлении S нитей утка они находятся на соответствующем расстоянии от перевязочных нитей 23 основы. Как показано на фиг.17 и 18, при образовании зева перевязочная нить 23 основы может втягиваться в щель 72 и проходить через опорную стойку 70 сквозь щель 72. Одновременно выше в области зева имеется поверхность 71 прилегания для армирующих нитей 25, 26. При сматывании и сдвиге армирующих нитей 25, 26 с катушки 63 они скользят вдоль поверхности 71 прилегания в желаемое положение.
Армирующие нити 26 основы и армирующие уточные нити 25 можно также сдвигать на поверхности 71 прилегания друг над другом, как схематически показано на фиг.19. В результате последовательного надвигания на поверхность 71 прилегания можно достичь надлежащего расположения армирующих нитей 25, 26 в виде однонаправленной ткани и/или в виде ткани армирующей системы 22.
Для лучшего направления армирующих нитей 25, 26 по поверхности 71 прилегания там можно разместить направляющие элементы и, например, цилиндрические направляющие штифты 73, которые выдаются под прямым углом из поверхности 71 прилегания. Направляющие элементы могут иметь также и другую форму, например, полукруглую форму или т.п. Например, имеющиеся направляющие штифты 73 расположены в направлении К нитей основы по обеим сторонам щели 72. Еще один ряд направляющих штифтов 73 можно предусмотреть на соответствующем наружном краю поверхности 71 прилегания. Два непосредственно смежных в направлении К нитей основы ряда направляющих штифтов 73 образуют направляющую для армирующей уточной нити 25. Два соседних в направлении S нитей утка ряда направляющих штифтов 73, расположенные между двумя щелями 72, образуют направляющую для армирующей нити 26 основы. Таким образом, направляющие элементы и соответственно примеру направляющие штифты 73 создают растр на поверхности 71 прилегания, которая служит для позиционирования, направления и боковой поддержки армирующих нитей 25, 26.
Свободный конец стойкой к сдвигу армирующей нити 25, 26, соответственно, укороченной армирующей нити 25a, 26a транспортируется из источника 39 нити, например, сматывается с катушки 63 и вводиться до первого конечного положения 30 нити. Стойкая к сдвигу армирующая нить 25, 26 является достаточно жесткой в направлении своей протяженности, так что ее не нужно тянуть, а можно сдвигать подходящим транспортирующим устройством. Транспортирующее устройство может, как в описываемом примере, быть образовано приводным источником 39 нити или другим подходящим проводом, например, приводной катушкой 63. Протягивание с помощью нитепрокладчика здесь не предусмотрено. Свободный конец укороченной армирующей нити 25a, 26a сдвигается транспортирующим устройством, соответственно, источником 39 нити, соответственно, катушкой 63 до первого конечного положения 30 нити.
Затем укороченную армирующую уточную нить 25a отрезают во втором конечном положении 31, соответственно, вблизи него режущим устройством 45. Отрезание во втором конечном положении 31 нити можно осуществить режущим устройством 45 в координации с приводом транспортирующего устройства, соответственно, катушки 63. При этом отрезание можно осуществить, как только свободный конец нити достигнет первого конечного положения 30, и/или когда привод транспортирующего устройства, соответственно, катушки 63 изменит свое направление вращения. Изменение направления вращения может облегчить отрезание. Изменяя направление вращения, можно часть нити между транспортирующим устройством, соответственно, катушкой 63 и вторым конечным положением 31 нити транспортировать обратно, в частности, намотать на катушку 63.
Режущее устройство 45 можно позиционировать в направлении S нитей утка и/или в направлении К нитей основы во втором конечном положении 31 нити. Можно также с каждым транспортирующим устройством, соответственно, катушкой 63 согласовать одно режущее устройство 45. Режущее устройство 45 может также быть расположено с возможностью перемещения, соответственно, позиционирования вместе с согласованным транспортирующим устройством, соответственно, катушкой 63.
В качестве режущего устройства 45 в ткацком станке 60 имеется по меньшей мере один нож 74. При этом с каждым источником 39 нити, соответственно, каждой катушкой 63 можно согласовать отдельный нож 74. В одном примере осуществления можно также предусмотреть один нож 74 для отрезания по меньшей мере одной армирующей уточной нити 25 и другой нож 74 для отрезания по меньшей мере одной армирующей нити 26 основы (фиг.20). В этом случае ножи 74 могут перемещаться в направлении К нитей основы и в направлении S нитей утка. Если каждая катушка 63 имеет отдельный нож 74, достаточно, если соответствующий согласованный нож 74 может быть позиционирован для армирующей нити 26 основы в направлении К нитей основы, а для армирующей уточной нити 25 - в направлении S нитей утка. Для отрезания соответствующей армирующей нити 25, 26 ножи 74 дополнительно могут перемещаться в вертикальном направлении. Для отрезания армирующих нитей 25, 26 они могут действовать вместе с опорной стойкой 70.
Альтернативно ножам 74 можно также предусмотреть по меньшей мере одно режущее устройство 45 типа ножниц.
Выше были описаны примеры осуществления способа введения армирующих уточных нитей 25. Таким же образом в армирующую систему 22 ткани 20 можно ввести также армирующие нити 26 основы.
Изобретение относится к двумерной ткани 20, а также к способу ее получения. Двумерная ткань 20 применяется для изготовления трехмерной композитной детали. Двумерная ткань содержит перевязочную систему 21 с перевязочными нитями 23 основы и/или перевязочными уточными нитями 24, а также армирующую систему 22 с армирующими уточными нитями 25 и/или армирующими нитями 26 основы. По меньшей мере часть проложенных армирующих нитей 25 выполнена как укороченные армирующие уточные нити 25a и/или укороченные армирующие нити 26a основы. Их длина L меньше, чем у перевязочной уточной нити 24 или перевязочной нити 23 основы. Укороченная армирующая нить 25a, 26a простирается между своими свободными концами, которые находятся в соответствующих конечных положениях 30, соответственно, 31 нити. Соответствующая длина L нити и соответствующие конечные положения 30, 31 укороченной армирующей нити 25a, 26a в двумерной ткани 20 задаются трехмерной формой подлежащей изготовлению композитной детали. Таким образом, можно уменьшить количество отходов на резку при получении преформы и затраты на резку армирующих нитей 25, 26.
Список позиций
|
Ткань для применения в композитных материалах и способ изготовления ткани и элемента из композитного материала
Строительный элемент и способ изготовления строительного элемента
Текстильная часть, элемент из многослойного материала, имеющий текстильную часть, и способ их изготовления
Способ изготовления бетонной конструкции, предварительно изготовленный элемент бетонной конструкции, а также бетонная конструкция
Цельнометаллическая пильчатая гарнитура
Упаковка игл для валяния
Упаковка для игл для валяния
Способ получения гофрируемого текстильного материала с электростатически заряженными волокнами и гофрируемый текстильный материал
Фильцевальная игла и способ изготовления по меньшей мере одной фильцевальной иглы

