Результат интеллектуальной деятельности: РЕМОНТ СБОРНОЙ ДЕТАЛИ, СОДЕРЖАЩЕЙ ОСНОВНОЕ ТЕЛО И УПРОЧНЯЮЩИЙ ЭЛЕМЕНТ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее описание относится к области изготовления компонентов и, более конкретно, к способу ремонта сборной детали, содержащей основное тело и упрочняющий элемент.
ТЕХНОЛОГИЧЕСКИЕ ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Известны компоненты, которые образованы из множества частей, например, выполненные с аэродинамическим профилем элементы газотурбинного двигателя, содержащие основное тело, образованное из композиционного материала, и металлический упрочняющий элемент. Когда элемент с аэродинамическим профилем находится в состоянии использования при эксплуатации или во время стадий производства, упрочняющий элемент может подвергаться износу или повреждению в то время, как основное тело будет защищено. Таким образом, может быть предпочтительным как при техническом обслуживании и текущем ремонте, так и при изготовлении, обеспечение возможности замены упрочняющего элемента при одновременном сохранении исходного основного тела.
Для избежания снижения прочности основного тела предпочтительно повторно использовать элементы для крепления (например, отверстие под заклепку, резьбу, нарезанную метчиком, и т.д.), которые уже выполнены в основном теле. Тем не менее, подобная операция требует точного определения мест расположения подобных элементов для крепления на новом упрочняющем элементе. На практике такое определение часто является приблизительным, и использование элементов для крепления, которые смещены, даже если только в незначительной степени, вызывает снижение прочности конструкции основного тела. Например, образование нового сквозного отверстия в сборной детали, которое не совпадает точно со старым отверстием, имеет эффект придания овальности старому отверстию, в результате чего снижается эффективность его функционирования (причем это справедливо как для резьбового отверстия, так и для отверстия под заклепку). Таким образом, существует потребность в способе ремонта такой сборной детали.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В этой связи настоящее описание относится к способу ремонта, предназначенному для ремонта сборной детали, содержащей основное тело и старый упрочняющий элемент, при этом сборная деталь имеет первоначальное отверстие, проходящее через старый упрочняющий элемент и, по меньшей мере, часть основного тела, при этом способ включает:
- снятие старого упрочняющего элемента;
- установку пробки в заданном положении в первоначальном отверстии в основном теле;
- закрепление нового упрочняющего элемента на основном теле, при этом новый упрочняющий элемент закрывает пробку; и
- образование нового отверстия, проходящего через новый упрочняющий элемент и, по меньшей мере, часть основного тела.
В таком способе термины «старый» (или «первоначальный») и «новый» относятся к порядку, в котором два упрочняющих элемента устанавливают на основном теле при реализации способа. Данные термины «ничего не говорят» об использовании данных упрочняющих элементов, которое осуществляется иным образом, или об их хорошем или плохом состоянии, или же об их износе. Кроме того, новый упрочняющий элемент может быть аналогичным старому упрочняющему элементу, что означает что новый упрочняющий элемент по существу идентичен новому упрочняющему элементу, каким он был первоначально. Старый и новый упрочняющие элементы необязательно должны быть идентичными, в частности, потому, что старый упрочняющий элемент имеет отверстие, в то время как новый упрочняющий элемент не имеет отверстия, в частности, в том месте, где желательно образовать отверстие. Кроме того, применительно к техническому обслуживанию и/или ремонту следует отметить, что старый упрочняющий элемент может быть деформирован, например, в результате износа или повреждения, в то время как новый упрочняющий элемент может иметь форму, которая является немного другой.
Аналогичным образом, первоначальное отверстие представляет собой отверстие, которое имелось перед затыканием пробкой, и новое отверстие представляет собой отверстие, которое образовано после затыкания пробкой.
Новый упрочняющий элемент может быть прикреплен, например, посредством адгезива. Новое отверстие может быть образовано, например, сверлением. Упрочняющий элемент может представлять собой упрочняющий элемент, который является наружным по отношению к основному телу и выполнен, например, из листового металла.
Если первоначальное отверстие не заткнуто пробкой и если новое отверстие образовано рядом с первоначальным отверстием, но без точного совпадения обоих отверстий, то новое отверстие будет иметь больший размер, чем желательно. Например, образование цилиндрического отверстия, которое частично перекрывает другое цилиндрическое отверстие, приводит к отверстию с сечением, которое является по существу овальным; к сожалению, это нежелательно, в частности, тогда, когда отверстие обеспечивает крепление, для которого форма отверстия имеет важное значение (например, резьбовое отверстие, отверстие под заклепку и т.д.). Напротив, вышеуказанный способ обеспечивает возможность избежания какой-либо овализации и возможность гарантирования того, что новое отверстие действительно будет иметь форму, которую желательно ему придать.
Кроме того, способ является простым для выполнения и является полностью универсальным, что делает его пригодным для применения для широкого ряда различных узлов/сборных деталей и форм.
В определенных вариантах осуществления способ включает прикрепление пробки к основному телу перед закреплением нового упрочняющего элемента. Пробка может быть прикреплена к основному телу посредством адгезива или посредством другого соответствующего способа. Таким образом, пробка удерживается более прочно относительно основного тела, чем в том случае, если бы она удерживалась только за счет трения или посредством нового упрочняющего элемента, закрывающего ее. В частности, пробка может быть закреплена в отверстии. Пробка может быть закреплена посредством адгезива или с помощью любого другого соответствующего средства крепления.
В определенных вариантах осуществления способ включает выравнивание пробки перед закреплением нового упрочняющего элемента так, чтобы пробка находилась на одном уровне с поверхностью основного тела, в котором она находится. Подобный этап обеспечивает два преимущества: во-первых, новый упрочняющий элемент может быть таким образом закреплен как можно ближе к указанной поверхности основного тела. Во-вторых, существует возможность массового производства пробок, которые все имеют одинаковую форму, без согласования их длин с формами старых отверстий, в которых они должны быть установлены.
В определенных вариантах осуществления новое отверстие образуют по меньшей мере частично в пробке. Таким образом, образование нового отверстия вызывает меньшее снижение прочности конструкции основного тела. Кроме того, материал пробки, таким образом, имеет менее важное значение, поскольку пробка частично заменяется новым отверстием.
В определенных вариантах осуществления способ дополнительно включает соединение сборной детали клепкой после образования нового отверстия в сборной детали. В таких вариантах осуществления важность наличия отверстия, которое не было подвергнуто овализации, особенно очевидна: если отверстие подвергнуто овализации, существует зазор вокруг заклепки, и заклепка не удерживает сборную деталь вместе удовлетворительным образом.
Кроме того, когда новое отверстие образовано в пробке, но не точно в месте ее расположения, остаются части пробки в сборной детали после образования нового отверстия и соединения сборной детали клепкой. Оставшиеся части пробки предпочтительно служат в качестве втулки и/или шайбы для заклепки. Указанная заклепка также может сама включать в себя втулку и/или шайбу.
В определенных вариантах осуществления первоначальное отверстие в основном теле имеет форму, которая расширяется раструбом по направлению к упрочняющему элементу, и пробка содержит часть с формой усеченного конуса. Выражение «первоначальное отверстие имеет форму, которая расширяется раструбом по направлению к упрочняющему элементу» означает, что первоначальное отверстие в основном теле имеет большее сечение рядом с упрочняющим элементом, чем рядом с основным телом (по меньшей мере, на участке указанного отверстия). Характеристики данных вариантов осуществления в особенности адаптированы для использования отверстия для прикрепления упрочняющего элемента клепкой. Кроме того, имеющая форму усеченного конуса часть пробки может быть легко адаптирована к расширенной на конус форме первоначального отверстия, в результате чего облегчается установка пробки.
В определенных вариантах осуществления пробка имеет механические свойства со значениями такого же порядка величин, что и механические свойства основного тела. Выражение «два количественных параметра имеют один и тот же порядок величин» означает, что они отличаются друг от друга не более, чем в десять раз, как обычно принято с научной точки зрения. Рассматриваемые механические свойства могут быть выбраны из группы, включающей: прочность, твердость, пластичность, жесткость, ударную вязкость, модуль упругости, коэффициент теплового расширения и величины, полученные вычислениями исходя из вышеуказанных.
Настоящее описание также относится к способу ремонта, предназначенному для ремонта сборной детали, содержащей основное тело, первый старый упрочняющий элемент и второй старый упрочняющий элемент, при этом два старых упрочняющих элемента расположены с обеих сторон основного тела, при этом сборная деталь имеет первоначальное отверстие, проходящее через основное тело и два старых упрочняющих элемента, при этом способ включает замену первого старого упрочняющего элемента посредством использования способа ремонта, подобного описанному выше, замену второго старого упрочняющего элемента посредством использования способа ремонта, подобного описанному выше, и при этом отверстия образованы в двух новых упрочняющих элементах таким образом, что отверстие в первом новом упрочняющем элементе и отверстие во втором новом упрочняющем элементе сообщаются друг с другом.
В таком способе замена первого старого упрочняющего элемента посредством использования вышеописанного способа включает применение нового упрочняющего элемента, который назван первым новым упрочняющим элементом, с первым отверстием, образованным рядом с ним (отверстием рядом с новым упрочняющим элементом). Аналогичным образом, замена второго старого упрочняющего элемента посредством использования вышеописанного способа включает применение нового упрочняющего элемента, который назван вторым новым упрочняющим элементом, рядом с которым образовано второе отверстие (отверстие рядом со вторым новым упрочняющим элементом). Первый новый упрочняющий элемент и второй новый упрочняющий элемент могут быть образованы одним компонентом, который, таким образом, окружает основное тело по меньшей мере частично.
В определенных вариантах осуществления после установки первой пробки и второй пробки в заданных положениях первая пробка и вторая пробка будут расположены на расстоянии друг от друга. Другими словами, первая и вторая пробки будут расположены таким образом, что между пробками остается зазор. Первая пробка представляет собой пробку, используемую для заме6ны первого старого упрочняющего элемента, и вторая пробка представляет собой пробку, используемую для замены второго старого упрочняющего элемента.
Зазор, остающийся между пробками, гарантирует то, что пробки не будут толкать друг друга в случае разного расширения основного тела и пробок. Контакт между пробками мог бы привести к выходу пробок из отверстия.
Настоящее описание также относится к способу ремонта, предназначенному для ремонта сборной детали, содержащей основное тело, первый старый упрочняющий элемент и второй старый упрочняющий элемент, при этом два старых упрочняющих элемента расположены с обеих сторон основного тела, при этом сборная деталь имеет первоначальное отверстие, проходящее через основное тело и два старых упрочняющих элемента, при этом способ включает:
- снятие старого упрочняющего элемента;
- установку первой пробки в заданном положении в первом конце первоначального отверстия в основном теле;
- закрепление первого нового упрочняющего элемента на первой стороне основного тела, при этом первый новый упрочняющий элемент закрывает первую пробку;
- установку второй пробки в заданном положении во втором конце первоначального отверстия в основном теле;
- закрепление второго нового упрочняющего элемента на второй стороне основного тела, при этом второй новый упрочняющий элемент закрывает вторую пробку; и
- образование нового отверстия, проходящего через первый новый упрочняющий элемент, второй новый упрочняющий элемент и основное тело.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение и его преимущества могут быть лучше поняты при чтении нижеприведенного подробного описания вариантов осуществления изобретения, приведенных в качестве неограничивающих примеров. Описание относится к сопровождающим чертежам, в которых:
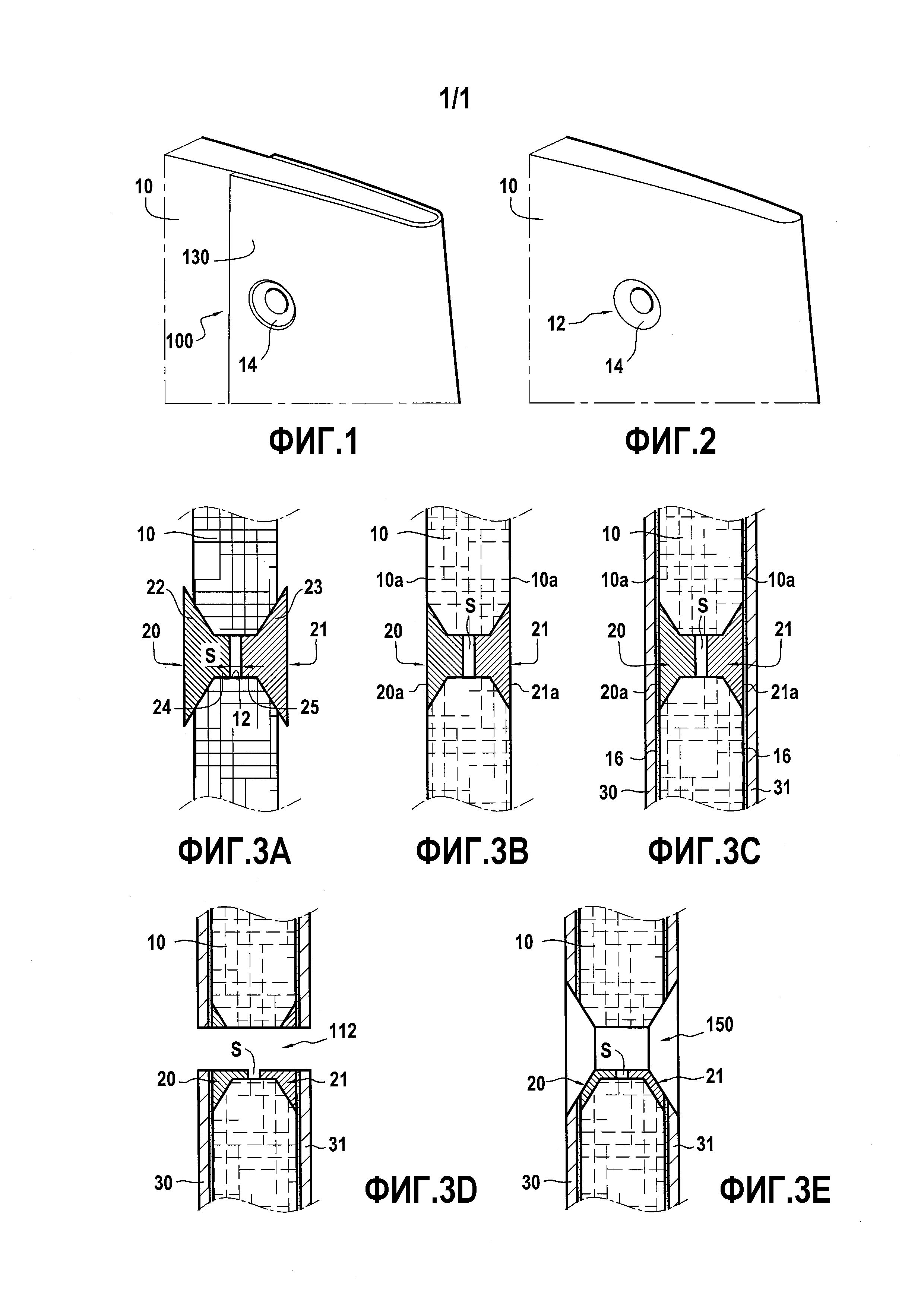
- фиг.1 представляет собой вид в перспективе, показывающий сборную деталь, имеющую первоначальное отверстие;
- фиг.2 представляет собой вид в перспективе, показывающий сборную деталь по фиг.1, с которой был снят упрочняющий элемент; и
- фиг.3А-3Е представляют собой виды в разрезе, показывающие различные этапы способа в одном варианте осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Фиг.1 представляет собой вид в перспективе сборной детали 100, содержащей основное тело 10 и старый упрочняющий элемент 130. В примере сборная деталь 100 представляет собой выполненный с аэродинамическим профилем элемент газотурбинного двигателя. Например, основное тело 10 может быть образовано из композиционного материала. Старый упрочняющий элемент 130 может быть изготовлен из металла. Старый упрочняющий элемент 130 установлен на основном теле 10 в виде наружного упрочняющего элемента, закрывающего часть основного тела 10.
Отверстие (первоначальное отверстие) 12 проходит через старый упрочняющий элемент 130 и, по меньшей мере, часть основного тела 10. В показанном варианте осуществления отверстие 12 представляет собой сквозное отверстие. Тем не менее, изобретение применяется в равной степени для отверстия, которое не является сквозным отверстием (для глухого отверстия).
В описываемом варианте осуществления отверстие 12 представляет собой отверстие под заклепку, то есть отверстие, которое предназначено для приема заклепки. В одном варианте отверстие 12 может представлять собой резьбовое отверстие или отверстие любого типа.
Фиг.2 представляет собой вид в перспективе, показывающий сборную деталь 100, с которой был снят старый упрочняющий элемент 130. Фиг.2 показывает основное тело 10 с отверстием 12. В представленном варианте осуществления первоначальное отверстие 12 расширяется раструбом на его концах (на фиг.2 виден только расширенный раструбом конец 14).
Снятие старого упрочняющего элемента 130 для обеспечения ситуации, показанной на фиг.2, составляет этап способа ремонта в первом варианте осуществления. Следующие этапы описаны подробно со ссылкой на фиг.3А-3Е, которые представляют собой различные виды в разрезе, показывающие сборную деталь 100 на следующих друг за другом стадиях в способе ремонта по представленному варианту осуществления.
Как показано на фиг.3А, первую пробку 20 и вторую пробку 21 вставляют в отверстие 12 в основном теле 10 (первоначальное отверстие в основном теле). Пробки 20 и 21 могут быть вставлены в отверстие 12 одновременно или последовательно.
В данном примере первая и вторая пробки 20 и 21 являются идентичными, но они могут быть разными. В представленном варианте осуществления первая пробка 20 имеет часть 22 с формой по существу усеченного конуса и по существу цилиндрическую часть 24. В данном примере часть 22 с формой по существу усеченного конуса соответствует форме расширенного раструбом конца 14 отверстия 12. По существу цилиндрическая часть 24 проходит от малого конца части 22 с формой по существу усеченного конуса.
В представленном варианте осуществления пробки 20 и 21 выполнены из материала, имеющего механические характеристики, которые имеют значения того же порядка величин, что и характеристики материала, образующего основное тело 10. Например, для основного тела, выполненного из композиционного материала, образованного из предварительно отформованной заготовки, например, тканой предварительно отформованной заготовки, заделанной в матрицу, пробки 20 и 21 могут быть изготовлены из материала матрицы или из композиционного материала, имеющего армированную матрицу. Предварительно отформованная заготовка может быть образована, например, из углеродных волокон. Матрица может быть образована, например, из смолы, такой как эпоксидная смола.
Две пробки разделены зазором (S). Таким образом, соответствующие, по существу цилиндрические части 24 и 25 первой и второй пробок 20 и 21 обращены друг к другу в отверстии 12. Тем не менее, первая и вторая пробки не находятся в контакте друг с другом. Размер зазора S может быть определен, в частности, в зависимости от термомеханических характеристик пробок 20, 21 и основного тела 10. Например, размер зазора S может быть определен таким образом, чтобы в случае разного расширения основного тела 10 и пробок 20, 21 пробки никогда не входили в контакт друг с другом. Это могло бы привести к появлению зазора между одной из пробок и концом 14, в котором она вставлена, в результате чего начинается выход пробок из старого отверстия 12.
В представленном варианте осуществления пробки 20, 21 просто вставлены в отверстие 12, в котором они удерживаются за счет трения. В одном варианте пробки могут быть закреплены в отверстии 12 посредством адгезива, или они могут быть закреплены любым другим способом.
Как показано на фиг.3В, каждая пробка 20, 21 выровнена так, что ее наружная поверхность 20а, 21а находится на одном уровне с поверхностью 10а основного тела, в котором она находится. Тем не менее, специалисту в данной области техники будет ясно, что ситуация, показанная на фиг.3В, может быть обеспечена другими средствами, например, посредством отрезки пробок 20, 21 до заданной длины перед их вставкой в отверстие 12 в основном теле или же посредством изготовления пробок, имеющих совершенно правильную форму (например, посредством формования или многокомпонентного формования непосредственно в первоначальном отверстии 12).
Как показано на фиг.3С, первый и второй новые упрочняющие элементы 30 и 31 закрепляют на основном теле 10. В определенных вариантах осуществления первый и второй новые упрочняющие элементы 30 и 31 фактически образуют одну деталь подобно старому упрочняющему элементу 130; при таких обстоятельствах одна деталь, образуемая первым и вторым новыми упрочняющими элементами 30 и 31, может окружать часть основного тела 10 так, что первый и второй новые упрочняющие элементы 30 и 31 будут находиться с обеих сторон основного тела 10.
В представленном варианте осуществления первый и второй новые упрочняющие элементы 30 и 31 закрепляют посредством слоя адгезива 16, размещенного между указанными новыми упрочняющими элементами и основным телом 10. Кроме того, первый новый упрочняющий элемент 30 закрывает, по меньшей мере, первую пробку 20. Другими словами, наружная поверхность 20а первой пробки 20 закрыта первым новым упрочняющим элементом 30. Аналогичным образом, второй новый упрочняющий элемент 31 закрывает, по меньшей мере, вторую пробку 21. Наружная поверхность 21а второй пробки 21 закрыта вторым новым упрочняющим элементом 31.
Вышеуказанные этапы описаны в определенном порядке, который является особенно предпочтительным, когда два новых упрочняющих элемента 30 и 31 представляют собой две части одной детали, которая должна окружать основное тело 10 по меньшей мере частично. Тем не менее, существует возможность выполнения вышеописанных этапов в другом порядке. Например, можно установить в заданном положении (и выровнять в случае необходимости) первую пробку 20 и затем закрепить первый новый упрочняющий элемент 30 и только после этого установить в заданном положении вторую пробку 21 (и выровнять ее в случае необходимости) и закрепить второй упрочняющий элемент 31. Специалист в данной области техники может без труда определить все реалистичные варианты порядка выполнения данных этапов.
Способ по представленному варианту осуществления дополнительно включает выполнение нового сквозного отверстия, проходящего через новый упрочняющий элемент и, по меньшей мере, часть основного тела. Как показано на фиг.3D, в данном примере образуют общее новое отверстие 112, проходящее через первый новый упрочняющий элемент 30 и второй новый упрочняющий элемент 31, а также через основное тело 10. Вследствие трудностей, связанных с образованием нового отверстия 112 точно в том же месте, в котором расположено первоначальное отверстие 12, новое отверстие 112 может быть смещено относительно первоначального отверстия 12. Это приводит к тому, что отверстие 112 часто будет проходить через пробки 20 и 21 не осесимметрично, как показано на фиг.3D.
На возможном, но необязательном последующем этапе (непоказанном) концы нового отверстия 112 могут быть расширены на конус, в частности, коническим зенкованием. В качестве примера подобное расширение на конус может быть обеспечено для приема заклепки, как показано на фиг.3Е. На данной фигуре заклепка 150 заполняет отверстие 112 и способствует удерживанию новых упрочняющих элементов 30 и 31 на основном теле 10.
Как показано на фиг.3Е, оставшиеся части пробок 20 и 21 должны обнаруживаться на периферии заклепки 150, между заклепкой 150 и основным телом 10. В этой связи следует отметить, что пробки 20 и 21 образуют своего рода втулку для заклепки 150 независимо от какой-либо втулки (непоказанной), которую также может содержать заклепка 150. За исключением зазора S пробки 20 и 21 заполняют любое пространство, которое может иметься между заклепкой 150 и основным телом 10, в результате чего обеспечивается возможность заклинивания заклепки 150 в достаточной степени и соответствующего выполнения функции ее удерживания.
Кроме того, оставшиеся части пробок 20 и 21 блокируются с обеих сторон новыми упрочняющими элементами 30 и 31. Зазор S обеспечивает возможность расширения пробок 20, 21 относительно основного тела 10, и при этом расширение не вызывает их воздействия с усилием большой величины на новый упрочняющий элемент 30 и 31.
Несмотря на то, что в первом варианте осуществления, описанном выше, используются две пробки, изобретение применяется аналогичным образом для ситуации, в которой предусмотрены только одна пробка и только один упрочняющий элемент, или для ситуации, в которой предусмотрены две пробки и только один новый упрочняющий элемент.
Несмотря на то, что настоящее изобретение описано со ссылкой на определенные варианты осуществления, могут применяться их модификации без выхода за пределы общего объема изобретения, определяемого формулой изобретения. В частности, отдельные характеристики различных показанных и/или упомянутых вариантов осуществления могут быть объединены в дополнительных вариантах осуществления. Таким образом, описание и чертежи следует рассматривать в иллюстративном, а не в ограничивающем смысле.
Способ обнаружения неисправности вентиля в газотурбинном двигателе
Способ содействия обнаружению повреждения трубопровода турбореактивного двигателя
Коробка приводов для авиационного газотурбинного двигателя
Способ и устройство контроля параметра ракетного двигателя
Способ изготовления мартенситно-стареющей стали
Способ и устройство для изготовления композитной лопатки
Система и способ экстренного запуска газотурбинного двигателя летательного аппарата
Волокнистая заготовка для полой лопатки газотурбинного двигателя
Противопожарная защита картера вентилятора из композиционного материала
Лопатка спрямляющего аппарата газотурбинного двигателя
Способ изготовления металлического усилительного элемента
Способ изготовления металлического элемента усиления
Способ изготовления металлического элемента усиления лопатки турбомашины
Способ осуществления металлического усилительного элемента со вставкой для защиты передней кромки из композитного материала

