Результат интеллектуальной деятельности: РЕЖУЩАЯ ВСТАВКА, ДЕРЖАВКА ИНСТРУМЕНТА И ИНСТРУМЕНТ
Вид РИД
Изобретение
[0001] Настоящее изобретение касается режущей вставки, державки инструмента и инструмента, содержащего такую режущую вставку и такую державку инструмента. Инструмент представляет собой фрезу, в частности, так называемую цилиндрическую фрезу.
[0002] Разнообразные цилиндрические фрезы уже известны из известного уровня техники. Они обычно используются в обрабатывающих центрах с ЧПУ для обработки металлических деталей. При круговом фрезеровании, которое также упоминается как роторное фрезерование, инструмент вращается вокруг своей продольной оси, при этом инструмент, помимо этого вращения, также перемещается поперечно, например, по круговой или спиральной траектории. Этот тип производства часто выбирается для создания отверстий, втулок, муфт, углублений или подрезов.
[0003] Многие из известных круговых фрез содержат режущую вставку из карбида, которая крепится к стальной державке инструмента посредством винта. В случае износа режущая вставка, таким образом, может быть заменена на новую, в то время как державка инструмента готова к многократному использованию.
[0004] Из-за очень высоких крутящих моментов, возникающих в инструменте во время фрезерования, на контактную поверхность между режущей вставкой и державкой инструмента устанавливаются специальные требования. Гнездо вставки должно быть выполнено чрезвычайно устойчивым и пригодным для передачи высоких крутящих моментов. С этой целью особенно важно, чтобы режущая вставка плотно прилегала точно определенным образом к державке инструмента.
[0005] Задачей настоящего изобретения является обеспечение режущей вставки, державки инструмента и инструмента, содержащего такую режущую вставку и такую державку инструмента, которые, в частности, пригодны для кругового фрезерования и обеспечивают передачу высокого крутящего момента здесь.
[0006] Эта задача достигается согласно первому аспекту настоящего изобретения режущей вставкой, содержащей основной корпус, который определяет продольную ось режущей вставки по меньшей мере один режущий элемент, который выступает в сторону от периферии основного корпуса и содержит режущую кромку, и отверстие режущей вставки, которое выполнено в основном корпусе и продолжается вдоль продольной оси режущей вставки, причем на нижней стороне, проходящей поперечно продольной оси режущей вставки, основного корпуса выполнено множество выступов, которые разнесены в периферийном направлении и выступают с нижней стороны основного корпуса так, что между соответственно двумя смежными выступами соответственно образовано относительное углубление, в котором режущая вставка содержит по меньшей мере одну радиальную контактную поверхность, множество осевых контактных поверхностей и множество поверхностей передачи крутящего момента для опорного контакта режущей вставки с державкой инструмента, причем по меньшей мере одна радиальная контактная поверхность расположена на цилиндрической огибающей или конической огибающей, симметричной продольной оси режущей вставки, причем осевые контактные поверхности расположены соответственно на верхней стороне, проходящей поперечно продольной оси режущей вставки, выступов или на основной поверхности, проходящей поперечно продольной оси режущей вставки, углублений, и поверхности передачи крутящего момента расположены соответственно на боковой стороне выступов и причем по меньшей мере одна радиальная контактная поверхность, осевые контактные поверхности и поверхности передачи крутящего момента проходят поперечно друг к другу.
[0007] Согласно еще одному аспекту настоящего изобретения вышеуказанная задача решается с помощью державки инструмента, содержащей хвостовик, который проходит по существу вдоль продольной оси державки и содержит на фронтальном конце контактную поверхность для соединения режущей вставки, и содержащей отверстие державки, которое выполнено в хвостовике и проходит вдоль продольной оси державки, причем контактная поверхность содержит множество углублений, которые разнесены в периферийном направлении и отделены друг от друга относительными выступами, которые получены соответственно между двумя смежными выступами, причем державка содержит по меньшей мере одну радиальную контактную поверхность, множество осевых контактных поверхностей и множество поверхностей передачи крутящего момента для опорного контакта режущей вставки с державкой инструмента, причем по меньшей мере одна радиальная контактная поверхность лежит на цилиндрической огибающей или конической огибающей, симметричной продольной оси державки, причем осевые контактные поверхности расположены соответственно на основной поверхности проходящей поперечно продольной оси державки, углублений или верхней стороне, проходящих поперечно продольной оси державки, выступов, и поверхности передачи крутящего момента расположены соответственно на боковой стороне углублений, и причем по меньшей мере одна радиальная контактная поверхность, осевые контактные поверхности и поверхности передачи крутящего момента проходят поперечно друг к другу.
[0008] Кроме того, вышеуказанная цель достигается с помощью инструмента, содержащего режущую вставку вышеуказанного типа, инструмент вышеуказанного типа и крепежный элемент для крепления режущей вставки к державке инструмента.
[0009] В инструменте согласно изобретению особенно предпочтительно, чтобы в установленном состоянии инструмента по меньшей мере одна радиальная контактная поверхность режущей вставки была направлена по меньшей мере на одну радиальную контактную поверхность державки, чтобы осевой контакт поверхности режущей вставки прижат к осевым контактным поверхностям державки инструмента и что поверхности передачи крутящего момента режущей вставки несут поверхности вращающего момента державки инструмента. Особенно предпочтительно, чтобы режущая вставка и державка инструмента касались только на указанных контактных поверхностях.
[0010] Что касается терминов, используемых в настоящем документе, в первую очередь следует указать: контактные поверхности обозначены в соответствии с их функцией. Радиальные контактные поверхности служат для поглощения или передачи сил в радиальном направлении режущей вставки или державки инструмента. Осевые контактные поверхности служат для поглощения или передачи сил в осевом направлении или в продольном направлении, то есть параллельно продольной оси режущей вставки и державки инструмента. Поверхности передачи крутящего момента служат для поглощения или передачи сил в периферийном направлении или направлении вращения режущей вставки и державки инструмента. Под термином «поперечно» в данном случае следует понимать «непараллельный», т.е. Угол неравномерный до 0°. «Поперечно» предпочтительно, но не обязательно понимать как перпендикулярно или ортогонально. Под «по существу перпендикулярно» или «по существу ортогонально» в настоящем случае предпочтительно понимается «перпендикулярно» или «ортогонально». Однако термины «по существу перпендикулярно» или «по существу ортогонально» также должны включать незначительные отклонения от угла 90°, так что углы 90±3 ° также следует рассматривать как «по существу перпендикулярно» или «по существу ортогонально». Термины «относительная углубление» или «относительный выступ» в настоящем случае используются для того, чтобы ясно показать, что это необязательно связано с фактической углублением или фактическим выступом. Относительная углубление автоматически получается между двумя смежными выступами (рассматривается относительно этого). В равной степени, выступ автоматически получается между двумя смежными углублениями (аналогично рассматриваемыми относительно них).
[0011] Инструмент в соответствии с изобретением отличается, в частности, четким разделением контактных поверхностей, которые обеспечены на поверхности раздела между режущей вставкой и державкой инструмента. На режущей вставке, а также на державке инструмента предпочтительно, соответственно, существует радиальная контактная поверхность, которая является цилиндрической или конической. Кроме того, на режущей вставке и на державке инструмента существует множество осевых контактных поверхностей, которые проходят поперечно продольной оси режущей вставки или поперечно продольной оси державки. Кроме того, на режущей вставке, а также на державке инструмента расположены множество поверхностей передачи крутящего момента, которые проходят поперечно осевых контактных поверхностей. Количество осевых контактных поверхностей на режущей вставке предпочтительно соответствует количеству осевых контактных поверхностей на державке инструмента. Аналогично, количество поверхностей передачи крутящего момента, расположенных на режущей вставке, соответствует количеству поверхностей передачи крутящего момента, расположенных на державке инструмента.
[0012] Как на режущей вставке, так и на державке инструмента осевые контактные поверхности отделены друг от друга и не связаны друг с другом в периферийном направлении. Между двумя смежными контактными поверхностями расположены соответственно выступ или углубление. Это относится как к осевым контактным поверхностям, расположенным на режущей вставке, так и к осевым контактным поверхностям, которые расположены на державке инструмента. В результате тип сегментации осевого опорного контакта получается как на режущей вставке, так и на державке инструмента.
[0013] В результате контакта цилиндрического или конического радиального опорного контакта с сегментированным осевым опорным контактом между режущей вставкой и державкой инструмента возможно сдвиг передачи крутящего момента как можно дальше наружу. Это имеет преимущество в том, что очень высокие крутящие моменты, таким образом, могут передаваться без потери стабильности. Поверхности передачи крутящего момента сегментированы аналогично осевым контактным поверхностям и распределены в периферийном направлении на режущей вставке или на державке инструмента. Поверхности передачи крутящего момента образованы боковыми сторонами выступов или углублений, которые расположены на режущей вставке или на державке инструмента. В итоге получается чрезвычайно стабильное и точно определенное место вставки, которое обеспечивает передачу очень высоких крутящих моментов.
[0014] Таким образом, вышеуказанная задача полностью достигнута.
[0015] Ниже описаны предпочтительные варианты выполнения режущей вставки. Разумеется, эти варианты выполнения также могут быть соответственно обеспечены на державке инструмента.
[0016] Согласно одному варианту выполнения по меньшей мере одна радиальная контактная поверхность расположена в отверстии режущей вставки. Отверстие режущей вставки таким образом затем используют в качестве радиальной опорной точки. С этой целью отверстие для режущей вставки предпочтительно отрегулировать во время изготовления, чтобы обеспечить максимально возможный радиальный опорный контакт между режущей вставкой и державкой инструмента.
[0017] В последнем названном варианте выполнения, в котором радиальная контактная поверхность расположена в отверстии режущей вставки, дополнительно предпочтительно, чтобы внутренняя сторона, обращенная к продольной оси режущей вставки, поднималась либо непосредственно примыкала к отверстию режущей вставки, либо была отделяема от него фаской или углублением.
[0018] В альтернативном варианте выполнения режущая вставка содержит втулку, которая выступает дальше от нижней стороны основного корпуса, чем выступы, и является симметричной относительно продольной оси режущей вставки. В этом варианте выполнения радиальная контактная поверхность не расположена в отверстии режущей вставки, но на внешней стороне, обращенной от продольной оси режущей вставки, от втулки. Особенность, заключающаяся в том, что втулка выступает дальше от нижней стороны основного корпуса, чем средства выступа, другими словами, высота, измеренная параллельно продольной оси режущей вставки, втулки больше, чем высота выступов. В результате радиальная контактная поверхность, обеспеченная на внешней стороне втулки, может быть непрерывной, то есть полностью круговой конструкцией. Это улучшает стабильность.
[0019] Предпочтительно, выступы расположены непосредственно рядом с втулкой. Согласно одному варианту выполнения обеспечено, что выступы продолжаются радиально наружу от периферии втулки. Согласно альтернативному варианту выполнения обеспечено, что, хотя сами выступы не продолжаются наружу точно в радиальном направлении, поверхность передачи крутящего момента, расположенная на выступах, проходит в радиальном направлении.
[0020] Обеспечение радиальной контактной поверхности на втулке имеет, в частности, преимущество, заключающееся в том, что радиальная контактная поверхность может быть отшлифована легче, чем радиальная контактная поверхность, которая, в соответствии с вышеупомянутым вариантом выполнения, расположена в отверстии режущей вставки.
[0021] Независимо от того, обеспечена ли радиальная контактная поверхность в отверстии режущей вставки или на втулке, расположенной на нижней стороне режущей вставки, радиальная контактная поверхность предпочтительно представляет собой непрерывную сплошную цилиндрическую или коническую поверхность. Однако также можно сегментировать эту радиальную контактную поверхность аналогично, например, углублениями, поскольку отдельные сегменты продолжают лежать на общей цилиндрической огибающей или общей конической огибающей.
[0022] Что касается цилиндрической или конической основной формы радиальной контактной поверхности, следует упомянуть, что цилиндрическую контактную поверхность легче производить, чем коническую контактную поверхность. С другой стороны, контактная поверхность с конической или конусообразной формой имеет преимущество в том, что радиальный зазор рабочей поверхности между режущей вставкой и державкой инструмента может быть уменьшен еще дальше, чем с цилиндрической формой.
[0023] Предпочтительно, чтобы осевые контактные поверхности находились в общей плоскости, которая проходит по существу перпендикулярно, предпочтительно точно перпендикулярно продольной оси режущей вставки. Осевые контактные поверхности предпочтительно представляют собой плоские контактные поверхности. Однако, в принципе, выпуклые или вогнутые формы также будут возможны.
[0024] Поверхности передачи крутящего момента работают по существу перпендикулярно, предпочтительно точно перпендикулярно, к осевым контактным поверхностям и по существу параллельны, предпочтительно точно параллельны продольной оси режущей вставки. Однако поверхности передачи крутящего момента также могут быть несколько наклонены относительно продольной оси режущей вставки. Осевые контактные поверхности предпочтительно соединены с поверхностями передачи крутящего момента с помощью радиуса и/или фаски.
[0025] В соответствии с еще одним вариантом выполнения поверхности передачи крутящего момента реализуются представляют собой поверхности «в состоянии после спекания», и по меньшей мере одна радиальная контактная поверхность и осевые контактные поверхности в качестве отшлифованных поверхностей. Под «спеченной» поверхностью понимается в данном случае поверхность, которая образуется на спеченном компоненте после процесса спекания и не подвергается дальнейшей механической обработке или, в частности, вторичному измельчению.
[0026] В соответствии с еще одним вариантом выполнения выступы составляют первый и второй выступ, причем первый выступ имеет другую форму и/или размер по сравнению с вторым выступом. Предпочтительно, чтобы на режущей вставке было расположено множество первых выступов и один второй выступ. Таким образом обеспечивается, что режущая вставка может быть закреплена на державке инструмента только в одной ориентации. Это имеет особое преимущество, в частности, потому что здесь обеспечивается, что отверстия для охлаждающей жидкости, которые обычно обеспечены на державке инструмента, точно выровнены относительно по меньшей мере одного режущего элемента, обеспеченного на режущей вставке. Кроме того, этот вариант выполнения также имеет преимущество в отношении точности, поскольку режущие края всегда изготавливаются (шлифуются) и используются в одном и том же выравнивании.
[0027] Предпочтительно режущая вставка содержит в общей сложности три, шесть или девять указанных выступов.
[0028] Как уже упоминалось, вышеупомянутые варианты выполнения могут быть соответственно обеспечены также на державке инструмента.
[0029] Согласно одному варианту выполнения радиальная контактная поверхность, обеспеченная на державке инструмента, расположена в отверстии державки.
[0030] В альтернативном варианте выполнения на контактной поверхности, расположенной на торцевой поверхности державки инструмента, расположена втулка, которая выступает от фронтального конца державки инструмента и симметрична продольной оси державки, причем по меньшей мере одна радиальная контактная поверхность державки инструмента расположена на внешней стороне, обращенной от продольной оси втулки. В этом варианте выполнения впадины, обеспеченные на лицевой стороне державки инструмента, продолжаются предпочтительно радиально наружу от периферии втулки.
[0031] В соответствии с еще одним вариантом выполнения осевые контактные поверхности державки инструмента лежат в общей плоскости, которая проходит по существу перпендикулярно, предпочтительно точно перпендикулярно продольной оси державки.
[0032] Во многом также как и с режущей вставкой, поверхности передачи крутящего момента державки инструмента работают предпочтительно по существу перпендикулярно осевым контактным поверхностям и по существу параллельно продольной оси державки.
[0033] В соответствии с вариантом выполнения, указанным выше для режущей вставки, в одном варианте выполнения державки инструмента углубления содержат первое углубление и второе углубление, причем первое углубление имеет другую форму и/или размер по сравнению с вторым углублением.
[0034] На державке инструмента предпочтительно обеспечено всего три, шесть или девять указанных углублений.
[0035] Конечно, те признаки настоящего изобретения, которые были описаны выше и которые еще предстоит описать ниже, могут также использоваться не только в конкретно заявленной комбинации, но и в любых других выбранных комбинациях без отклонения от объема охраны настоящего изобретения.
[0036] Иллюстративные варианты выполнения инструмента в соответствии с изобретением представлены на следующих далее чертежах и более подробно объясняются в следующем далее описании, где:
На фиг.1 показан вид в перспективе первого иллюстративного варианта выполнения инструмента, соответствующего изобретению;
Фиг.2 показывает в разобранном виде этот иллюстративный вариант выполнения инструмента в соответствии с изобретением, который показан на фиг.1;
На Фиг.3 показан вид в перспективе режущей вставки в соответствии с изобретением в соответствии с первым вариантом выполнения;
На фиг.4 показана деталь режущей вставки, показанной на фиг.3;
На фиг.5 показан вид в перспективе державки инструмента в соответствии с изобретением согласно первому варианту выполнения;
На фиг.6 показана деталь державки инструмента, показанного на фиг.5;
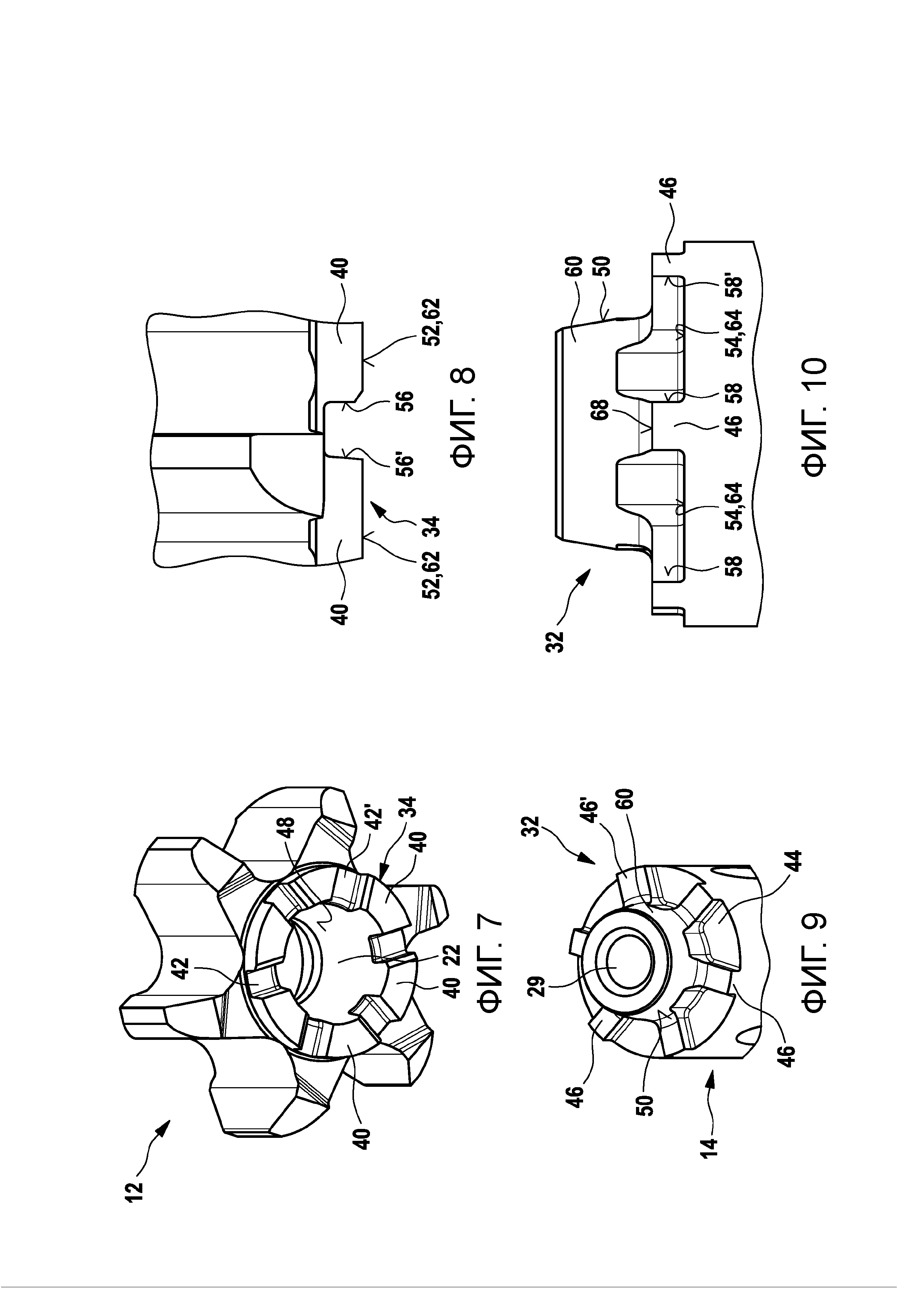
На фиг.7 показан вид в перспективе режущей вставки согласно изобретению в соответствии со вторым вариантом выполнения;
На фиг.8 показана деталь режущей вставки, показанной на фиг.7;
На фиг.9 показан вид в перспективе державки инструмента в соответствии с изобретением согласно второму варианту выполнения;
На фиг.10 показана деталь державки инструмента, показанного на фиг.9;
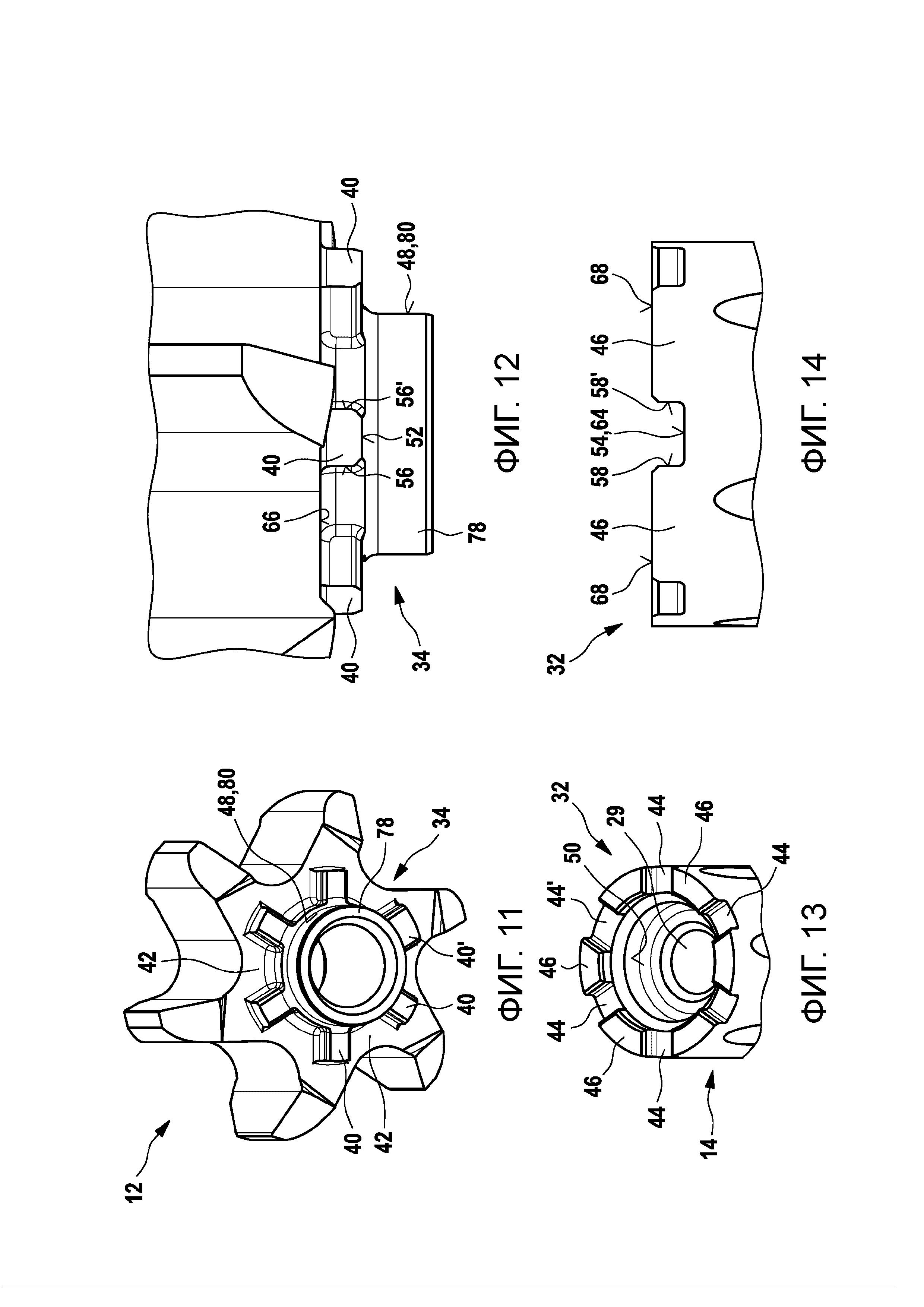
На фиг.11 показан вид в перспективе режущей вставки согласно изобретению в соответствии с третьим вариантом выполнения;
На фиг.12 показана деталь режущей вставки, показанной на фиг.11;
На Фиг.13 показан вид в перспективе державки инструмента в соответствии с изобретением согласно третьему варианту выполнения;
На фиг.14 показана деталь державки инструмента, показанного на фиг.13;
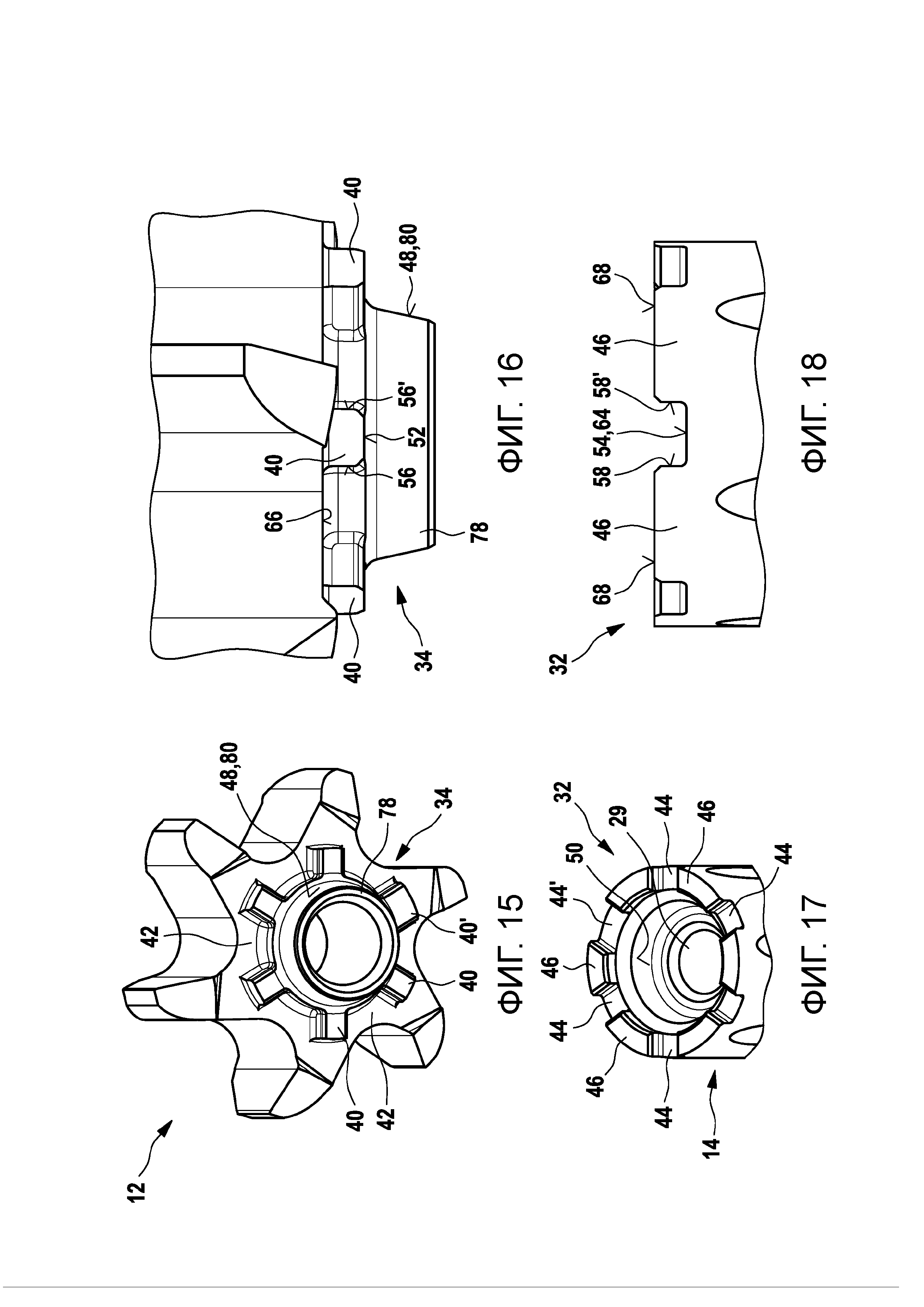
На Фиг.15 показан вид в перспективе режущей вставки согласно изобретению согласно четвертому варианту выполнения;
На фиг.16 показана деталь режущей вставки, показанной на фиг.15;
На фиг.17 показан вид в перспективе державки инструмента согласно изобретению согласно четвертому варианту выполнения;
На фиг.18 показана деталь державки инструмента, показанного на фиг.17.
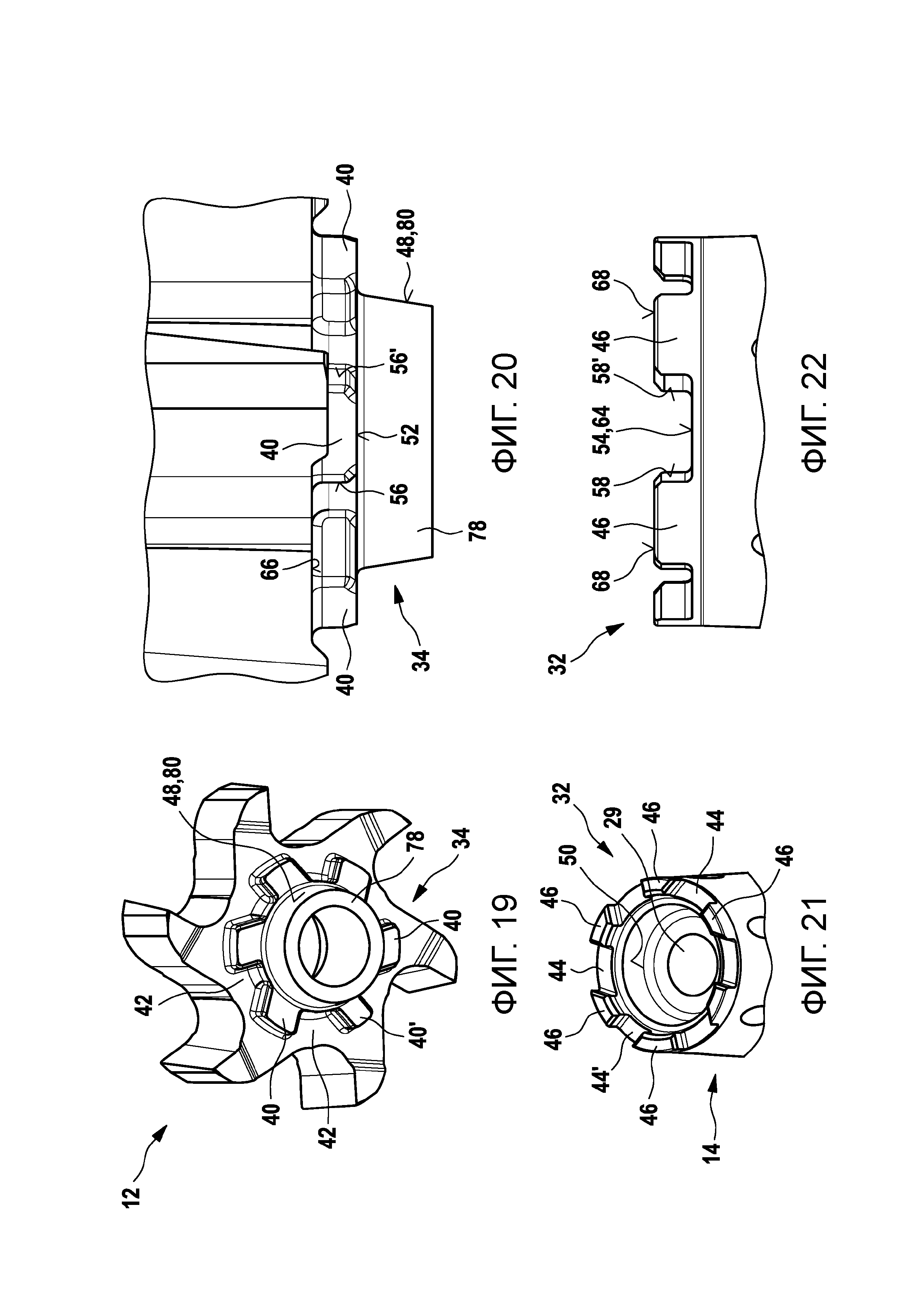
Фиг.19 показан вид в перспективе режущей вставки согласно изобретению согласно пятому варианту выполнения;
На фиг.20 показана деталь режущей вставки, показанной на фиг.19;
На фиг.21 показан вид в перспективе державки инструмента согласно изобретению согласно пятому варианту выполнения; а также
На фиг.22 показана деталь державки инструмента, показанного на фиг.21.
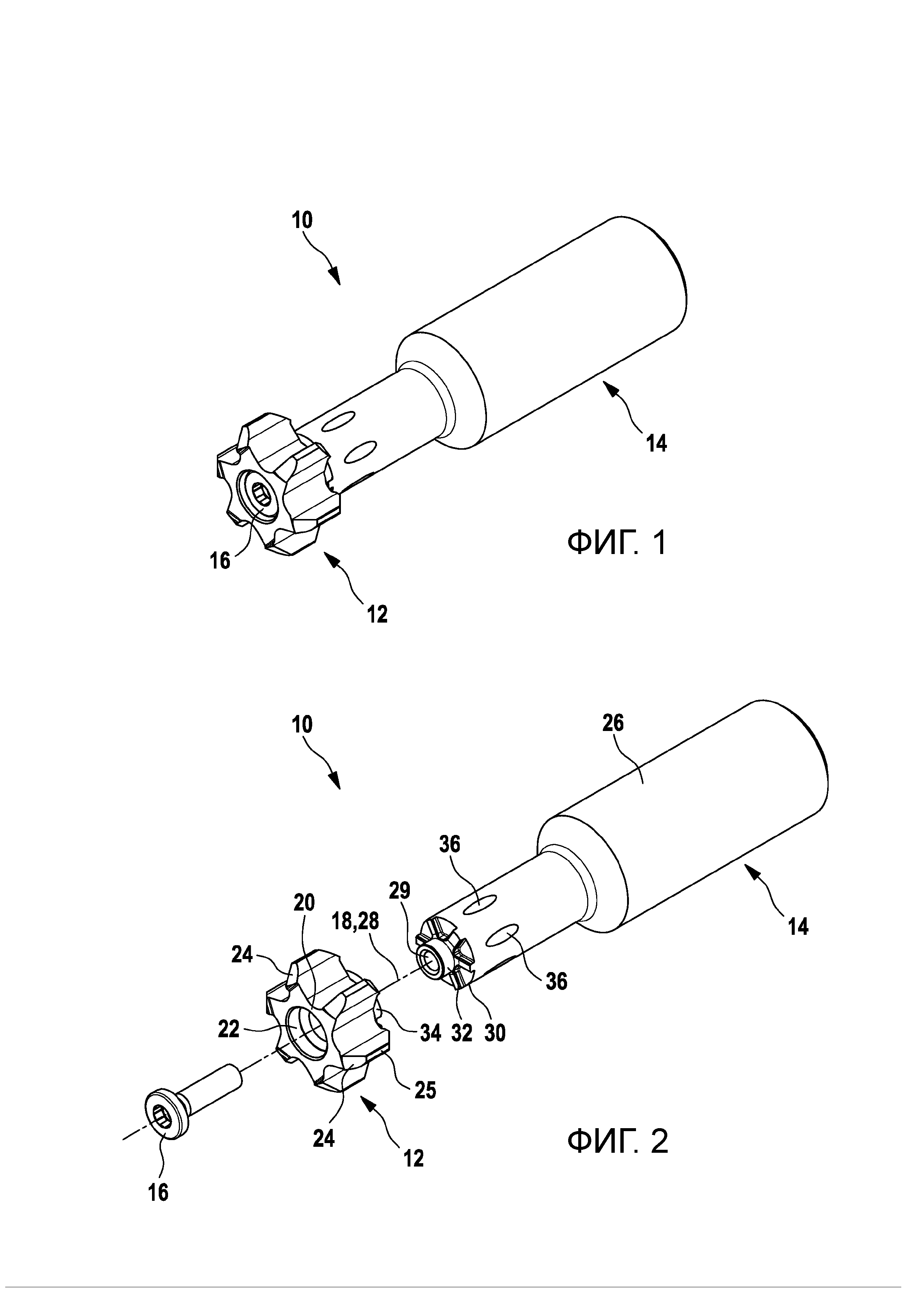
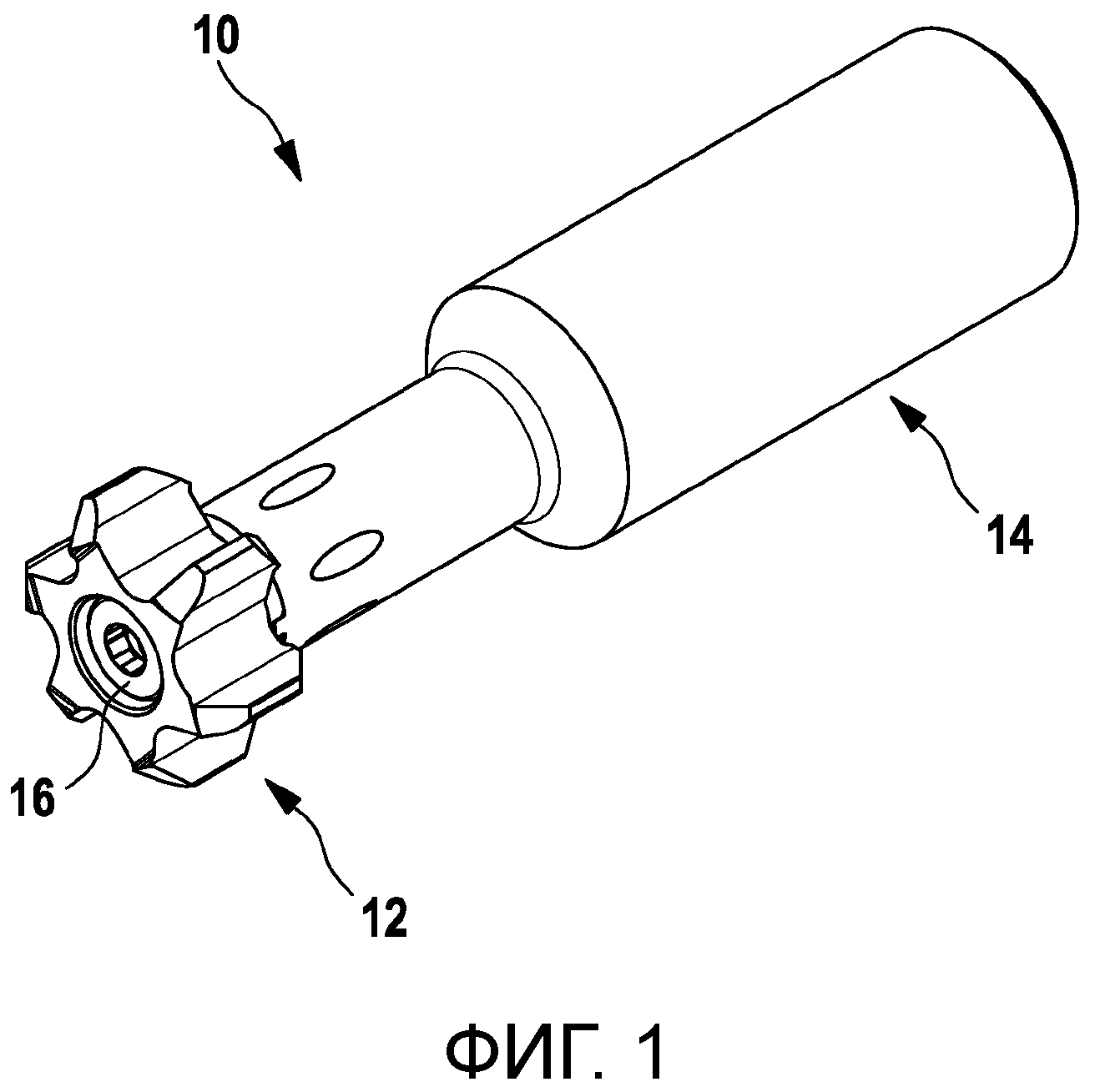
[0037] На фиг.1 и 2 показана основная конструкция инструмента в согласно изобретению. Инструмент в нем обозначен в целом ссылочной позицией 10.
[0038] Инструмент 10 содержит режущую вставку 12 и державку 14 инструмента. Режущая вставка 12 предпочтительно выполнена из карбида. Державка 14 инструмента предпочтительно выполнена из стали.
[0039] Режущая вставка 12 крепится посредством крепежного элемента 16 к державке 14 инструмента. Крепежный элемент 16 предпочтительно представляет собой зажимной винт, который зацепляется в соответствующей резьбе, обеспеченной в державке 14 инструмента.
[0040] Режущая вставка 12 предпочтительно, но не абсолютно обязательно симметрична по отношению к продольной оси 18 режущей вставки. Она имеет основной корпус 20, который проходит вокруг продольной оси 18 режущей вставки. Основной корпус 20 содержит отверстие 22 режущей вставки. Отверстие 22 режущей вставки проходит через основной корпус 20 и проходит вдоль продольной оси 18 режущей вставки. Таким образом, отверстие 22 режущей вставки выполнено как сквозное отверстие.
[0041] Кроме того, режущая вставка 12 содержит множество режущих элементов 24, которые выступают в сторону от периферии основного корпуса 20. Режущие элементы 24 выступают наружу от основного корпуса 20 по существу в радиальном направлении. Очевидно, однако, что режущие элементы 24 не должны выступать от основного корпуса 20 точно в радиальном направлении. Они также могут быть слегка изогнутыми или наклонными относительно радиального направления. На каждом режущем элементе 24 обеспечена по меньшей мере одна режущая кромка 25. В вариантах выполнения, показанных на чертежах, режущая вставка 12 содержит в общей сложности шесть режущих элементов 24, которые выступают в сторону от основного корпуса 20. Однако режущая вставка 12 может иметь только один, два, три, четыре, пять или более шести режущих элементов 24, которые выступают в сторону от основного корпуса 20. Предпочтительно режущая вставка 12 содержит три, шесть или девять режущих элементов 24.
[0042] Державка 14 инструмента имеет хвостовик 26, который по меньшей мере на некоторых участках имеет цилиндрическую конструкцию. Этот хвостовик 26 проходит вдоль продольной оси 28 державки. В смонтированном состоянии инструмента 10 продольная ось 28 державки совпадает с продольной осью 18 режущей вставки. Вдоль продольной оси 28 державки внутри хвостовика 26 продолжается отверстие 29 державки. Это предпочтительно реализуется как глухое отверстие, но также может быть реализовано как сквозное отверстие через всю державку 14 инструмента.
[0043] На фронтальном конце 30 хвостовика 26 державка 14 инструмента содержит контактную поверхность 32 для соединения режущей вставки 12. Эта контактная поверхность 32 может быть соединена с соответствующей контактной поверхностью 34, которая расположена на режущей вставке 12.
[0044] Хвостовик 26 державки 14 инструмента дополнительно содержит множество отверстий внутри резервуара охлаждающей жидкости (не показано явно), посредством которых охлаждающая жидкость может проходить внутри державки 14 инструмента к режущей вставке 12. Эти каналы охлаждающей жидкости заканчиваются выпускными отверстиями 36 для охлаждающей жидкости, которые в области фронтального конца 30 расположены в периферийном направлении на хвостовике 26.
[0045] Существенные признаки изобретения проистекают из конструкции контактной поверхности 34, которая расположена на режущей вставке 12, и от конструкции контактной поверхности 32, которая расположена на державке инструмента 14. Контактные поверхности 32, 34 представляют собой две взаимно сопрягаемых детали. На фиг.3-18 показаны четыре различных варианта выполнения контактных поверхностей 32, 34.
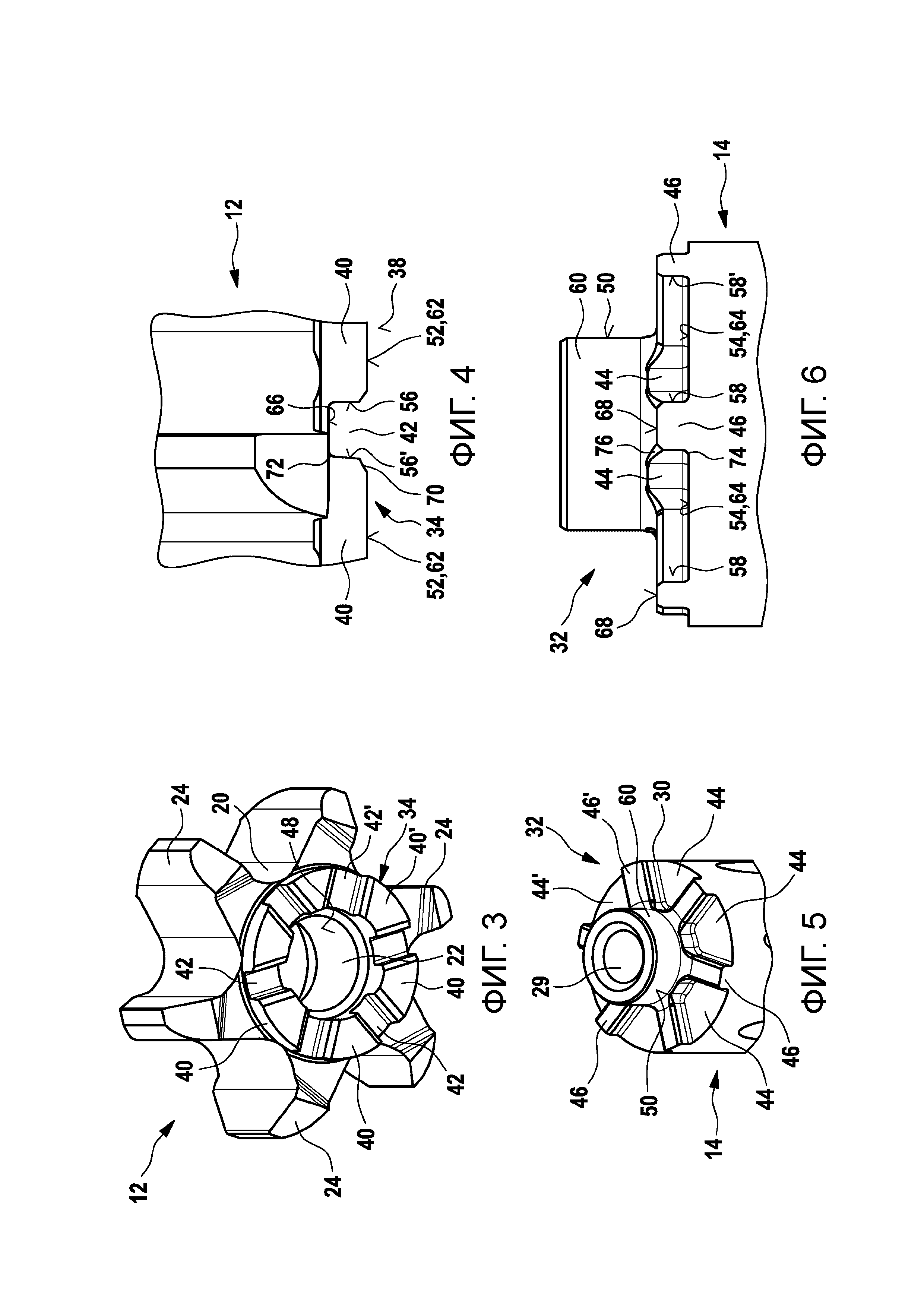
[0046] На фиг.3-6 показан первый вариант режущей вставки 12 и державки 14 инструмента, а также контактной поверхности 34 и контактной поверхности 32. На фиг.3 и 4 показана режущая вставка 12 на виде в перспективе от наклонного ниже и в подробном виде в области контактной поверхности 34. На фиг.5 и 6 показан державка 14 инструмента в области контактной поверхности 32 на виде в перспективе и на виде сбоку.
[0047] Контактная поверхность 34 расположена на нижней стороне основного корпуса 20 режущей вставки 12. Контактная поверхность 32 расположена в области фронтального конца 30 державки 14 инструмента.
[0048] Контактная поверхность 34 содержит множество выступов 40, которые выступают вниз от нижней стороны 38 основного корпуса 20 параллельно продольной оси 18. Эти выступы или области выступов 40 расположены разнесены в периферийном направлении на режущей вставке 12. Между этими выступами 40 получены углубления 42, которые в данном случае относятся к относительным углублением, так как они необязательно должны быть реализованы как вырезы материала, которые утоплены в основной корпус 20 режущей вставки 12, но просто должны быть углублены относительно смежных выступов 40. Таким образом, углубления 42 расположены в периферийном направлении на режущей вставке 12. Количество углублений 42 соответствует числу выступов 40. В настоящем примере, соответственно существуют шесть выступов 40 и шесть углублений 42. Количество выступов 40 и углублений 42 предпочтительно соответствует числу режущих элементов 24, которые выступают в сторону от основного корпуса 20.
[0049] В соответствии с выступами 40 и углублениями 42, обеспеченными на режущей вставке 12, контактная поверхность 32, обеспеченная на державке 14 инструмента, также содержит углубления 44 и выступы 46. Очевидно, что количество углублений 44, обеспеченных на державке инструмента, абсолютно обязательно соответствует количество выступов 40, которые обеспечены на режущей вставке 12. Аналогично, количество выступов 46, обеспеченных на державке 14 инструмента, соответствует числу углублений 42, обеспеченных на режущей вставке 12.
[0050] Для передачи сил, действующих между державкой инструмента 14 и режущей вставкой 12 во время использования инструмента 10, контактные поверхности 32, 34 имеют множество контактных поверхностей, которыми режущая вставка 12 прилегает к державке 14 инструмента. Контактная поверхность 32, а также контактная поверхность 34 имеют соответственно три разных типа контактных поверхностей. Соответственно, радиальная контактная поверхность 48, 50 служит для передачи сил в радиальном направлении режущей вставки 12 или державки 14 инструмента. Множество осевых контактных поверхностей 52, 54 служат для передачи сил в осевом направлении, т.е. параллельно продольной оси 18 режущей вставки или продольной оси 28 державки. Множество поверхностей 56, 58 передачи крутящего момента служат для передачи силы или передачи крутящего момента в периферийном направлении режущей вставки 12 и державки инструмента 14 соответственно.
[0051] В этом первом варианте выполнения режущей вставки 12, которая представлена на фиг.3 и 4, радиальная контактная поверхность 48 контактной поверхности 34 расположена в отверстии 22 режущей вставки. Соответственно этой радиальной контактной поверхности 48, обеспеченной на режущей вставке 12, контактная поверхность 32 державки 14 инструмента содержит радиальную контактную поверхность 50. Согласно этому первому варианту выполнения державки 14 инструмента, который показан на фиг.5 и 6, эта радиальная контактная поверхность 50 расположена на втулке 60, которая выступает от фронтального конца 30 державки 14. Втулка 60 и радиальная контактная поверхность 50 ориентирована предпочтительно параллельно и симметрично продольной оси 28 державки. В соответствии с первым вариантом выполнения радиальные контактные поверхности 48, 50 представляют собой соответственно цилиндрические поверхности.
[0052] Осевые контактные поверхности контактной поверхности 34 режущей вставки 12 предпочтительно расположены на верхних сторонах 62, проходящих поперечно продольной оси 18 режущей вставки с выступами 40 (см. Фиг.4). Осевые контактные поверхности 54 контактной поверхности 32 державки 14 инструмента соответственно расположены на основных поверхностях 64, выровненных поперечно продольной оси 28 державки, углублений 44 или образованных ими. Осевые контактные поверхности 52, 54 предпочтительно соответственно выполнены в виде плоских поверхностей. Осевые контактные поверхности 52 предпочтительно выровнены ортогонально продольной оси 18 режущей вставки. Осевые контактные поверхности 54 предпочтительно выровнены ортогонально продольной оси 28 державки.
[0053] В принципе, также можно было бы использовать основные поверхности 66 углублений 42 контактной поверхности 34 и поверхности, соответственно обеспеченные на верхней стороне 68 выступов 46 контактной поверхности 32 вместо поверхностей 52, 54, как осевые контактные поверхности.
[0054] Поверхности 56 передачи крутящего момента контактной поверхности 34 режущей вставки 12 расположены на боковых сторонах выступов 40. Соответствующие поверхности 58 передачи крутящего момента контактной поверхности 32 державки 14 инструмента расположены на боковых сторонах углублений 44. Поверхности 56, 58 передачи крутящего момента предпочтительно выровнены ортогонально осевым контактным поверхностям 52, 54. Поверхности 56, 58 передачи крутящего момента предпочтительно проходят параллельно продольной оси 18 режущей вставки или параллельно продольной оси 28 державки. Однако они также могут быть наклонены под углом к продольной оси 18 или 28.
[0055] На противоположных поверхностях 56 передачи крутящего момента на смежном выступе 40 соответственно имеется дополнительная поверхность 56' передачи крутящего момента (см. Фиг.4). Аналогично, каждое углубление 44 контактной поверхности 32 содержит не только боковую поверхность, на которой расположены поверхности 58 передачи крутящего момента, но и противоположную сторону, на которой расположена другая поверхность 58' передачи крутящего момента (см. Фиг.6). Эти поверхности 56', 58' передачи крутящего момента могут также использоваться в зависимости от направления вращения инструмента 10 и предпочтительно выполнены или совмещены соответственно с поверхностями 56, 58 передачи крутящего момента. Расстояние между двумя противоположными поверхностями 56 передачи крутящего момента, 56' углубления 42 контактной поверхности 34 предпочтительно больше, чем расстояние, разделенное двумя смежными поверхностями 58, 58' передачи крутящего момента, которые образуют боковые стороны выступа 46 контактной поверхности 32. Выступы 46 контактной поверхности 32, таким образом, предпочтительно выполнены более узкими, чем углубления 42 контактной поверхности 34. Таким образом, в противоположность направлению вращения инструмента 10, создается определенный зазор между режущей вставкой 12 и державкой 14.
[0056] Кроме того, предпочтительно, чтобы углубление 42' контактной поверхности 34 имело другую форму и/или размер по сравнению с другими углублениями 42. Соответственно, предпочтительно, чтобы выступ 46' контактной поверхности 32 имел другую форму и/или по сравнению с другими выступами 46. Это служит для обеспечения возможности крепления режущей вставки 12 к державке 14 инструмента только в одном положении. В частности, обеспечивается, таким образом, правильное выравнивание выпускных отверстий 36 для охлаждающей жидкости по отношению к режущим элементам 24 режущей вставки 12. Вместо различных типов углублений 42, 42' контактная поверхность 34 также может иметь разные большие выступы 40, 40', при этом на контактной поверхности 32 также обеспечены различные большие углубления 44, 44'. Также можно обеспечить совместно разные большие углубления 42, 42' и разные большие выступы 46, 46'.
[0057] Осевые контактные поверхности 52 контактной поверхности 34 режущей вставки 12 предпочтительно непосредственно не соприкасаются с поверхностями 56 передачи крутящего момента, а отделяются от них фаской 70 (см. Фиг.4). Аналогично, радиус 72 предпочтительно также существует между поверхностями 56 передачи крутящего момента и основными поверхностями 66 углублений 42 (см. Фиг.4). То же самое относится и к контактной поверхности 32 державки 14 инструмента. Между осевыми контактными поверхностями 54 и поверхностями 58 передачи крутящего момента здесь также обеспечена фаска и/или радиус 74 (см. Фиг.6). Также между поверхностями 58 передачи крутящего момента и верхней стороной 68 выступов 46 предпочтительно расположены фаска и/или радиус 76 (см. Фиг.6).
[0058] Дополнительные иллюстративные варианты выполнения режущей вставки 12 и державки 14 инструмента представлены на фиг.7-18. Основная концепция четкого разделения на радиальные контактные поверхности, осевые контактные поверхности и поверхности передачи крутящего момента также поддерживается в этих иллюстративных вариантах выполнения. Точно также поддерживается идея сегментированной осевой контактной поверхности, в которой отдельные сегменты осевой контактной поверхности отделены друг от друга выступами или углублениями. Кроме того, также в иллюстративных вариантах выполнения на фиг.7-18 предпочтительно, чтобы осевые контактные поверхности проходили ортогонально поверхностям передачи крутящего момента. Следовательно, только различия между отдельными иллюстративными вариантами выполнения более подробно рассматриваются ниже.
[0059] На фиг.7-10 показан второй иллюстративный вариант выполнения режущей вставки 12 (см. Фиг.7 и 8) и державки 14 инструмента (см. Фиг.9 и 10). Основное различие относительно первого варианта выполнения, показанного на фиг.3-6, состоит в том, что радиальная контактная поверхность 48 контактной поверхности 34 режущей вставки 12 выполнена не как цилиндрическая поверхность, а как коническая поверхность. Соответственно, и радиальная контактная поверхность 50 контактной поверхности 32 державки 14 инструмента выполнена не как цилиндрическая поверхность, а как коническая поверхность. Эти конические, радиальные контактные поверхности 48, 50 должны быть сделаны несколько более крупными по сравнению с цилиндрическими радиальными контактными поверхностями первого иллюстративного варианта выполнения. Тем не менее, они уменьшают радиальный зазор рабочей поверхности, поэтому они выгодны с точки зрения дизайна.
[0060] Еще одно различие между двумя первыми вариантами выполнения состоит в том, что фаски/радиусы 70, 76, которые были описаны выше в связи с первым вариантом выполнения, не являются или только частично присутствуют во втором варианте выполнения.
[0061] На фиг.11-14 показан третий вариант выполнения режущей вставки 12 (фиг.11 и 12) и державки 14 инструмента (фиг.13 и 14). Фундаментальное отличие от первых двух вариантов выполнения состоит в том, что профиль выступов 40, 46 и углублений 42, 44 контактных поверхностей 34, 32 отменяется или заменяется. Выступы 40 выполнены более узкими в периферийном направлении по сравнению с первыми двумя вариантами выполнения. Соответственно, углубления 42 выполнены шире в периферийном направлении. Обратное относится к выступам 44 и углублениям 46, которые обеспечены на державке 14 инструмента. По сравнению с первыми двумя вариантами выполнения выступы 46 выполнены шире в периферийном направлении. Углубления 44 выполнены сравнительно узкими в периферийном направлении. Однако еще более фундаментальным является разница в том, что контактная поверхность 32 державки 14 инструмента теперь больше не содержит втулку 60. Вместо этого контактная поверхность 34 режущей вставки 12 содержит втулку 78, которая выступает вниз от нижней стороны основного корпуса 20 режущей вставки 12. Радиальная контактная поверхность 48 расположена на этой внешней стороне 80 втулки 78, которая обращена от продольной оси режущей вставки. Во многом также, как и в первом варианте выполнения, радиальная контактная поверхность 48 имеет в соответствии с третьим вариантом выполнения цилиндрическую форму. Радиальная контактная поверхность 50 контактной поверхности 32 державки 14 инструмента расположена в отверстии 29 державки (см. Фиг.13). Он также имеет цилиндрическую форму. Расположение осевых контактных поверхностей 52, 54 и поверхностей 56, 58 передачи крутящего момента не отличается по сравнению с первыми двумя вариантами выполнения, за исключением различных размеров и/или форм выступов 40, 46 и углублений 42, 44. Также в третьем варианте выполнения в принципе можно использовать вместо осевой контактной поверхности 52 на верхней стороне выступа 40 основную поверхность 66 углублений 42 в качестве осевых контактных поверхностей. Соответственно, одинаково можно было бы использовать верхние боковые стороны 68 выступов 46 вместо опорных поверхностей 64 углублений 44 в качестве осевых контактных поверхностей. В зависимости от направления вращения, также в третьем варианте выполнения передача момента происходит либо через поверхности 56 и 58 передачи крутящего момента, либо через поверхности 56' и 58' передачи крутящего момента.
[0062] На фиг.15-18 показан четвертый вариант выполнения режущей вставки 12 (фиг.15 и 16) и державки 14 инструмента (фиг.17 и 18). Этот четвертый вариант выполнения очень похож на третий вариант выполнения, который представлен на фиг.11-14. Существенное различие между этими двумя вариантами выполнения состоит в том, что эта радиальная контактная поверхность 48 контактной поверхности 34, которая расположена на внешней стороне 80 втулки 78, является конической, а не цилиндрической (см. Фиг.16). Соответственно, эта радиальная контактная поверхность 50 контактной поверхности 32, которая обеспечена в отверстии 29 державки, также имеет коническую форму. В противном случае остальная часть конструкции не будет или по меньшей мере существенно не отличается от третьего варианта выполнения. Здесь также выступ 40 контактной поверхности 34 продолжается, начиная с втулки 78, радиально наружу.
[0063] На фиг.19-22 показан пятый вариант выполнения режущей вставки 12 (фиг.19 и 20) и державки 14 инструмента (фиг.21 и 22). Этот пятый вариант выполнения очень похож на четвертый вариант выполнения, который представлен на фиг.15-18. Существенное различие между этими двумя вариантами выполнения состоит в том, что выступы, расположенные на нижней стороне 38 основного корпуса 20 режущей вставки, сформированы несколько иначе. В четвертом варианте выполнения, показанном на фиг.15-18, центральная ось выступов 40 проходит соответственно в радиальном направлении. Это не относится к пятому варианту выполнения, показанному на фиг. 19-22. Вместо этого поверхности 56 передачи крутящего момента, расположенные на выступах 40, проходят в радиальном направлении. То же самое относится к поверхностям 58 передачи крутящего момента, обеспеченным на державке 14. Это обеспечивает улучшенную передачу усилия между державкой 14 и режущей вставкой 12. Кроме того, боковые поверхности 56', 58', противоположные поверхностям 56, 58 передачи крутящего момента, тем самым освобождаются нагрузки.
[0064] В заключение, следует отметить, что количество выступов 40 абсолютно необязательно должно соответствовать количеству режущих элементов 24. Также возможно, чтобы количество выступов 40 было больше или меньше количества режущих элементов 24.
Режущий инструмент
Фрезерный инструмент
Инструмент для вихревой обработки
Режущая пластина, инструментальная державка и инструмент для механической обработки детали
Державка для инструмента для обработки резанием, в частности для проходного токарного резца
Режущая пластина и инструмент для обработки резанием
Режущая пластина для фрезерного инструмента и фрезерный инструмент
Режущая пластина и инструмент для обработки заготовки резанием
Режущий инструмент и металлорежущий станок с таким режущим инструментом
Устройство магнетронного распыления
Режущая пластина, инструментальная державка и инструмент для механической обработки детали
Режущий инструмент и металлорежущий станок с таким режущим инструментом

