Результат интеллектуальной деятельности: РЕЖУЩЕЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО МАТЕРИАЛА
Вид РИД
Изобретение
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область техники
[0001] Настоящее изобретение относится к режущему устройству для листового материала и способу изготовления листового материала.
2. Раскрытие предшествующего уровня техники
[0002] Изобретение, относящееся к технологии изготовления мембранно-электродного блока для топливного элемента, известно обычным образом (см. Опубликованная патентная заявка Японии №2013-178993 (JP 2013-178993 А)). В JP 2013-178993 А раскрыт способ изготовления мембранно-электродного блока, согласно которому мембранно-электродный блок, содержащий газодиффузионный слой, разрезают таким образом, что поверхность среза формируется в направлении укладки. Этот известный способ изготовления характеризуется следующими этапами.
[0003] Первоначально верхнюю матрицу, имеющую первую плоскую поверхность, параллельную поверхности среза, размещают так, чтобы первая плоская поверхность была размещена с одной стороны расположения плоскости, содержащей поверхность среза. Нижнюю матрицу, имеющую вторую плоскую поверхность, параллельную поверхности среза, размещают на другой стороне расположения плоскости, содержащей поверхность среза. Затем верхняя матрица перемещается относительно нижней матрицы в направлении укладки. Таким образом, поверхность среза формируется в процессе режущего воздействия на мембранно-электродный блок в направлении укладки мембранно-электродного блока.
[0004] В соответствии с этим известным способом изготовления мембранно-электродного блока, резание осуществляется в процессе режущего воздействия, использующего верхнюю матрицу и нижнюю матрицу. Хотя процесс режущего воздействия выполняют совмещением соответствующих кромок верхней матрицы и нижней матрицы, не требуется, чтобы эти кромки были острыми. Таким образом, этот способ может замедлить износ части лезвия для продления срока службы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] В описанном выше известном способе изготовления мембранно-электродного блока длинный пакет листов в форме полосы подается в положение резки за счет приведения в движение подающих роликов, и прямоугольный участок, содержащий слой катализатора катодной стороны последовательно вырубается в процессе режущего воздействия, таким образом, чтобы обрезки ступенчатой формы, имеющие несколько прямоугольных отверстий, оставались после этого. Если попытаться уловить такой обрезок за счет скручивания его, этот обрезок прогнется и станет неравномерно растянут во время скручивания, что может привести к таким проблемам, как перекос при скручивании и разламывание обрезка.
[0006] Для того, чтобы с помощью подающих роликов подавать обрезок ступенчатой формы, имеющий несколько прямоугольных отверстий, как описано выше, требуется, чтобы участки, остающиеся с обеих сторон от отверстия после того, как прямоугольный участок вырубается из пакета листов в форме полосы, были достаточно широкими для выдерживания напряжения во время перемещения. По этой причине увеличенные участки остаются в качестве обрезка, в котором остается большое количество слоя катализатора, содержащего дорогостоящую электролитную мембрану и благородные металлы, что повышает стоимость изготовления.
[0007] Настоящее изобретение обеспечивает устройство резки листового материала и способ изготовления листового материала.
[0008] Первый аспект настоящего изобретения относится к режущему устройству, которое содержит нижнюю матрицу и верхнюю матрицу, подвижные относительно друг друга, и вырезает листовой материал из исходного листового материала за счет срезающего усилия. Нижняя матрица имеет первую кромку нижней матрицы, простирающуюся по форме контура листового материала, и несколько вторых кромок нижней матрицы, располагающихся по вертикали ниже первой кромки нижней матрицы, и каждая простирается в направлении пересечения обрезка исходного листового материала, который остается после того, как вырублен листовой материал. Верхняя матрица имеет первую кромку верхней матрицы, которая простирается вдоль первой кромки нижней матрицы, и несколько вторых кромок верхней матрицы, выполненных с возможностью выдвигания по вертикали ниже вторых кромок нижней матрицы. Листовой материал вырезается для вырубания из исходного листового материала между первой кромкой верхней матрицы и первой кромкой нижней матрицы. Обрезок вырезается и разделяется на фрагменты между вторыми кромками верхней матрицы и вторыми кромками нижней матрицы.
[0009] В режущем устройстве в соответствии с данным аспектом, первоначально, исходный листовой материал размещают между нижней матрицей и верхней матрицей в состоянии, когда нижняя матрица и верхняя матрица разомкнуты и отделены друг от друга. В таком положении нижняя матрица и верхняя матрица перемещаются относительно друг друга таким образом, чтобы нижняя матрица и верхняя матрица подходили ближе друг к другу. Таким образом, исходный листовой материал зажимают между первой кромкой нижней матрицы, простирающейся по форме контура листового материала, который вырубается из исходного листового материала, и первой кромкой верхней матрицы, простирающейся вдоль этой первой кромки нижней матрицы. В частных случаях направление протяженности первой кромки нижней матрицы и первой кромки верхней матрицы являются направлениями, практически перпендикулярными направлению относительного движения верхней матрицы и нижней матрицы.
[0010] Когда нижняя матрица и верхняя матрица далее перемещаются относительно друг друга в таком положении в направлении подхода ближе друг к другу, срезающее усилие прикладывается к исходному листовому материалу, зажатому между первой кромкой нижней матрицы и первой кромкой верхней матрицы так, чтобы исходный листовой материал вырезался между первой кромкой нижней матрицы и первой кромкой верхней матрицы. Таким образом, листовой материал, вырубленный из исходного листового материала, остается на первой кромке нижней матрицы, в то время, как обрезок, являющийся остатком исходного листового материала, остается после того, как листовой материал вырубается, отделяется от листового материала и перемещается ниже первой кромки нижней матрицы.
[0011] Обрезок исходного листового материала перемещается ниже первой кромки нижней матрицы, и размещается на вторых кромках нижней матрицы, которые находятся ниже первой кромки нижней матрицы, В этом положении обрезок зажимается между вторыми кромками нижней матрицы и вторыми кромками верхней матрицы. Когда в этом положении вторые кромки верхней матрицы выдвигаются ниже вторых кромок нижней матрицы, срезающее усилие прикладывается к обрезку, зажимаемому между вторыми кромками нижней матрицы и вторыми кромками верхней матрицы, так что обрезок вырезается и разделяется на несколько небольших фрагментов.
[0012] В частных случаях направление протяженности каждой второй кромки нижней матрицы является направлением пересечения первой кромки нижней матрицы, смежной со второй кромкой нижней матрицы, и например, является направлением, перпендикулярным направлению протяженности первой кромки нижней матрицы, смежной с такой второй кромкой нижней матрицы. Направление протяженности каждой второй кромки верхней матрицы является направлением вдоль направления протяженности второй кромки нижней матрицы, обращенной к такой второй кромке верхней матрицы, и например, является направлением, параллельным направлению протяженности второй кромки нижней матрицы, обращенной к такой второй кромке верхней матрицы. В частных случаях, направления протяженности вторых кромок нижней матрицы и вторых кромок верхней матрицы являются направлениями, практически перпендикулярными направлению относительного перемещения верхней матрицы и нижней матрицы.
[0013] Таким образом, в соответствии с описанным выше аспектом режущего устройства настоящего изобретения, обрезок исходного листового материала может быть разделен на несколько небольших фрагментов непосредственно после того, как листовой материал вырубается из исходного листового материала, что может способствовать улавливанию обрезка и уменьшить стоимость изготовления. В частности, если исходный листовой материал представляет собой пакет, который используется для изготовления мембранно-электродных блоков (МЭБ) для топливного элемента и содержит два или более газодиффузионных слоя (ГДС), микропористый слой (МПС), слой катализатора, твердоэлектролитную мембрану (ТЭМ), возможно сократить количество формируемых обрезков, содержащих дорогостоящие материалы, и за счет этого снизить стоимость изготовления топливного элемента.
[0014] В вышеописанном аспекте режущего устройства настоящего изобретения, нижняя матрица может иметь опорную часть, которая поддерживает листовой материал, вырубленный из исходного листового материала. Внешнее ребро верхней торцевой поверхности опорной части может содержать первую кромку нижней матрицы. Верхняя матрица может иметь часть в форме рамки, выполненную так, чтобы охватывать первую кромку нижней матрицы. Внутреннее ребро нижней торцевой поверхности части в форме рамки может содержать первую кромку верхней матрицы.
[0015] В данном случае, когда нижняя матрица и верхняя матрица двигаются друг относительно друга так, что часть в форме рамки верхней матрицы подходит ближе к опорной части нижней матрицы в состоянии, когда исходный листовой материал размещен между нижней матрицей и верхней матрицей, исходный листовой материал зажимается между верхней торцевой поверхностью опорной части нижней матрицы и нижней торцевой поверхностью части в форме рамки верхней матрицы. Когда нижняя матрица и часть в форме рамки верхней матрицы дополнительно перемещаются относительно друг друга в этом положении в направлении подхода ближе друг к другу, верхняя торцевая поверхность опорной части нижней матрицы входит на внутреннюю сторону внутреннего ребра нижней торцевой поверхности части в форме рамки верхней матрицы. В этот момент листовой материал разрезается первой кромкой нижней матрицы, предусмотренной на внешнем ребре верхней торцевой поверхности опорной части нижней матрицы, и первой кромкой верхней матрицы, предусмотренной на внутреннем ребре нижней торцевой поверхности части в форме рамки верхней матрицы. Вырубленный листовой материал остается на верхней торцевой поверхности опорной части нижней матрицы, в то время, как обрезок, остающийся после того, как упомянутый листовой материал вырублен, перемещается ниже верхней торцевой поверхности опорной части нижней матрицы.
[0016] Форма контура верхней торцевой поверхности опорной части нижней матрицы соответствуют форме контура листового материала, который должен быть вырублен из исходного листового материала. В частных случаях, когда форма контура листового материала является прямоугольной, форма контура верхней торцевой поверхности опорной части нижней матрицы также является прямоугольной, а опорная часть имеет практически форму призмы. Форма части в форме рамки верхней матрицы является формой, соответствующей форме опорной части нижней матрицы. Таким образом, если форма контура верхней торцевой поверхности опорной части нижней матрицы является прямоугольной формой, форма контура нижней торцевой поверхности части в форме рамки верхней матрицы является прямоугольной. По крайней мере, тот участок части в форме рамки верхней матрицы, который принимает опорную часть нижней матрицы, имеет прямоугольную коробчатую форму.
[0017] В описанном выше аспекте настоящего изобретения нижняя матрица может иметь третью кромку нижней матрицы, расположенную так, чтобы обрамлять первую кромку нижней матрицы. Верхняя матрица может иметь третью кромку верхней матрицы, простирающуюся вдоль третьей кромки нижней матрицы. При выдвигании вертикально вниз вторые кромки верхней матрицы могут быть вставлены в зазор между первой кромкой нижней матрицы и третьей кромкой нижней матрицы так, чтобы обрезок в форме рамки был вырезан и разделен на фрагменты между вторыми кромками верхней матрицы и вторыми кромками нижней матрицы.
[0018] В данном случае, когда нижняя матрица и верхняя матрица двигаются относительно друг друга таким образом, чтобы подойти ближе к друг другу, в состоянии, когда исходный листовой материал размещен между нижней матрицей и верхней матрицей, третья кромка верхней матрицы, простирающаяся вдоль третьей кромки нижней матрицы, которая проходит так, чтобы обрамлять первую кромку нижней матрицы, входит на внутреннюю сторону третьей кромки нижней матрицы. В частных случаях, направления протяженности третьей кромки нижней матрицы и третьей кромки верхней матрицы являются направлениями, практически перпендикулярными к направлению относительного перемещения верхней матрицы и нижней матрицы.
[0019] Когда нижняя матрица и верхняя матрица дополнительно перемещаются относительно друг друга в этом состоянии в направлении подхода ближе друг к другу, поверхность стенки верхней матрицы, простирающаяся вверх от третьей кромки верхней матрицы, направляется поверхностью стенки нижней матрицы, простирающейся вниз от третьей кромки нижней матрицы. В этот момент, как было описано выше, срезающее усилие прикладывается к исходному листовому материалу, зажатому между первой кромкой нижней матрицы и первой кромкой верхней матрицы, так чтобы исходный листовой материал вырезался между первой кромкой нижней матрицы и первой кромкой верхней матрицы. Внешний периферийный край исходного листового материала расположен на внутренней стороне третьей кромки нижней матрицы, с зазором, оставшимся между внешним периферийным краем исходного листового материала и третьей кромкой нижней матрицы.
[0020] Таким образом, листовой материал вырубается из исходного листового материала, и после этого остается обрезок в форме рамки. Обрезок в форме рамки перемещается вниз через зазор между первой кромкой нижней матрицы и третьей кромкой нижней матрицы, и размещается на вторых кромках нижней матрицы, расположенных ниже первой кромки нижней матрицы. Кроме того, обрезок в форме рамки зажимается между вторыми кромками нижней матрицы и вторыми кромками верхней матрицы ниже зазора между первой кромкой нижней матрицы и третьей кромкой нижней матрицы.
[0021] Когда вторые кромки верхней матрицы выдвигаются ниже вторых кромок нижней матрицы в этом положении, срезающее усилие прикладывается к обрезку в форме рамки, зажатому между вторыми кромками нижней матрицы и вторыми кромками верхней матрицы, обращенными друг к другу в вертикальном направлении, таким образом, обрезок в форме рамки разрезается в нескольких местоположениях и разделяется на несколько небольших фрагментов.
[0022] В описанном выше аспекте настоящего изобретения, нижняя матрица может иметь несколько перемычек, каждая из которых простирается в направлении пересечения направления протяженности первой кромки нижней матрицы и располагается вертикально ниже первой кромки нижней матрицы, а внешняя периферийная часть охватывает опорную часть. Обращенные друг к другу боковые ребра верхних торцевых поверхностей пары перемычек, обращенных друг к другу в направлении протяженности первой кромки нижней матрицы, могут содержать вторые кромки нижней матрицы. Внутреннее ребро верхней торцевой поверхности внешней периферийной части может содержать третью кромку нижней матрицы. Часть в форме рамки может содержать основную часть и выдвижные элементы, а внутреннее ребро и внешнее ребро нижней торцевой поверхности могут содержать, первую кромку верхней матрицы и третью кромку верхней матрицы, соответственно. Выдвижные элементы могут быть предусмотрены такими, чтобы выдвигаться вертикально ниже основной части, и при выдвижении, быть вставленными между парой перемычек, которые являются смежными друг другу, и оба крайних ребра нижней торцевой поверхности выдвижного элемента, которые пересекают направление протяженности первой кромки верхней матрицы и третьей кромки верхней матрицы, могут содержать вторые кромки верхней матрицы.
[0023] В данном случае, когда нижняя матрица и верхняя матрица перемещаются относительно друг друга в состоянии, когда исходный листовой материал размещен между нижней матрицей и верхней матрицей, исходный листовой материал зажимается между верхней торцевой поверхностью опорной части нижней матрицы и нижней торцевой поверхностью части в форме рамки верхней матрицы. Когда нижняя матрица и часть в форме рамки верхней матрицы дополнительно перемещаются относительно друг друга, в этом положении, таким образом, чтобы подходить ближе друг к другу, нижняя торцевая поверхность части в форме рамки верхней матрицы вставляется в зазор нижней матрицы между верхней торцевой поверхностью внешней периферийной части и верхней торцевой поверхностью опорной части.
[0024] Таким образом, исходный листовой материал вырезается между первой кромкой нижней матрицы, предусмотренной на внешнем ребре верхней торцевой поверхности опорной части, и первой кромкой верхней матрицы, предусмотренной на внутреннем ребре нижней торцевой поверхности части в форме рамки. Кроме того, поверхность стенки, простирающаяся вниз от третьей кромки нижней матрицы, предусмотренной на внутреннем ребре верхней торцевой поверхности внешней периферийной части, направляет поверхность стенки, простирающуюся вверх от третьей кромки верхней матрицы, предусмотренной на внешнем ребре нижней торцевой поверхности части в форме рамки. Таким образом, листовой материал вырубается из исходного листового материала, и исходный листовой материал разделяется на листовой материал и обрезок в форме рамки.
[0025] Каждый выдвижной элемент размещен между участками основной части так, чтобы быть способным перемещаться ниже основной части. Однако, в положении, когда выдвижные элементы не выдвинуты ниже основной части, нижняя торцевая поверхность основной части и нижние торцевые поверхности выдвижных элементов располагаются на одном уровне без перепада между ними. В этом положении первая кромка верхней матрицы, которая является сплошной в окружном направлении на внутреннем ребре нижней торцевой поверхности части в форме рамки, сформирована кромкой, которая является внутренним ребром нижней торцевой поверхности основной части и кромками, которые являются внутренними ребрами нижних торцовых поверхностей выдвижных элементов между участками основной части. Кроме того, третья кромка верхней матрицы, которая является сплошной в окружном направлении на внешнем ребре нижней торцевой поверхности части в форме рамки, сформирована внешней кромкой нижней торцевой поверхности основной части и кромками, которые являются внешними ребрами нижних торцовых поверхностей выдвижных элементов между участками основной части.
[0026] Таким образом, если выдвижные элементы не выдвинуты ниже основной части, нижняя торцевая поверхность части в форме рамки верхней матрицы, может быть вставлена в зазор между опорной частью и внешней периферийной частью нижней матрицы, чтобы за счет этого разрезать исходный листовой материал и разделить исходный листовой материал на листовой материал и обрезок в форме рамки. Точнее говоря, исходный листовой материал может быть разрезан первой кромкой верхней матрицы и первой кромкой нижней матрицы, обращенными друг к другу в вертикальном направлении, и в это же время поверхность стенки, простирающейся вверх от третьей кромки верхней матрицы, может направляться поверхностью стенки, простирающейся вниз от третьей кромки нижней матрицы, с внешней стороны от местоположения разреза. Вырезанный из исходного листового материала обрезок в форме рамки перемещается вниз через зазор между опорной частью и внешней периферийной частью нижней матрицы, и размещается на перемычках, каждая из которых простирается в направлении, пересекающем направление протяженности первой кромки нижней матрицы расположенной над перемычками, и затем зажимается между верхними торцевыми поверхностями перемычек и нижней торцевой поверхностью основной части части в форме рамки.
[0027] Обрезок в форме рамки зажимается между вторыми кромками нижней матрицы, расположенными на боковых ребрах верхних торцевых поверхностей перемычек, и вторыми кромками верхней матрицы, расположенными на обоих крайних ребрах нижних торцевых поверхностей выдвижных элементов части в форме рамки в окружном направлении части в форме рамки. В этом положении нижние торцевые поверхности выдвижных элементов части в форме рамки верхней матрицы, выдвигаются ниже нижней торцевой поверхности основной части и верхних торцевых поверхностей перемычек, и вставляются между верхними торцевыми поверхностями перемычек. Таким образом, режущее усилие прикладывается к обрезку в форме рамки, зажимаемому между вторыми кромками нижней матрицы, расположенными на обращенных друг к другу боковых ребрах верхних торцевых поверхностей каждой пары перемычек, смежных друг к другу, и вторыми ребрами верхней матрицы, расположенными на обоих крайних ребрах нижних торцевых поверхностей выдвижных элементов так, чтобы обрезок в форме рамки был разрезан в нескольких местах и разделен на несколько небольших фрагментов.
[0028] В описанном выше аспекте настоящего изобретения нижняя матрица может иметь несколько опорных частей, которые размещены в одном направлении, перпендикулярно направлению относительного движения верхней матрицы и нижней матрицы. Перемычки, каждая, могут простираться в одном направлении от боковой поверхности опорной части, пересекающей это одно направление.
[0029] В случае, когда нижняя матрица и верхняя матрица перемещаются относительно друг друга таким образом, чтобы подходить ближе к друг другу в состоянии, где исходный листовой материал размещается между нижней матрицей и верхней матрицей, исходный листовой материал зажимается между верхними торцевыми поверхностями опорных частей нижней матрицы и нижней торцевой поверхностью части в форме рамки верхней матрицы. В этом положении часть в форме рамки верхней матрицы дополнительно перемещается в направлении к нижней матрице. В частных случаях, часть в форме рамки верхней матрицы предусмотрена таким образом, чтобы обрамлять каждую опорную часть, и вставляется не только в зазор между внешней периферийной частью и опорными частями нижней матрицы, но также и в зазор между одной опорной частью и другой опорной частью, размещенными в одном направлении.
[0030] Таким образом, исходный листовой материал разрезается между первыми кромками нижней матрицы, предусмотренными на внешних ребрах верхних торцевых поверхностей опорных частей нижней матрицы, и первой кромкой верхней матрицы, предусмотренной на внутреннем ребре нижней торцевой поверхности части в форме рамки верхней матрицы. Кроме того, поверхность стенки, простирающейся вверх от третьей кромки верхней матрицы, предусмотренной на внешнем ребре нижней торцевой поверхности части в форме рамки верхней матрицы, направляется поверхностью стенки, простирающейся вниз от третьей кромки нижней матрицы, предусмотренной на внутреннем ребре верхней торцевой поверхности внешней периферийной части нижней матрицы. Как результат, несколько листовых материалов вырубаются из исходного листового материала за один раз, и исходный листовой материал разделяется на листовые материалы и обрезок в форме рамки.
[0031] В описанном выше аспекте настоящего изобретения нижняя матрица может иметь две перемычки на боковой поверхности опорной части, с интервалом в направлении протяженности первой кромки нижней матрицы, проходящей вдоль упомянутой боковой поверхности.
[0032] В данном случае обрезок в форме рамки, остающийся после того, как листовые материалы вырубаются, размещается на верхних торцевых поверхностях обеих перемычек, простирающихся в упомянутом одном направлении от боковой поверхности, пересекающей одно направление каждой из опорных частей, размещенных в упомянутом одном направлении. Две перемычки размещены на боковой поверхности каждой опорной части, пересекающей одно направление, которое является направлением размещения опорных частей, с интервалом в направлении протяженности первой кромки нижней матрицы, простирающейся вдоль боковой поверхности.
[0033] В данном случае обрезок в форме рамки простирается в упомянутом одном направлении, которое является направлением размещения опорных частей, и имеет несколько отверстий, которые формируются при том, как листовые материалы вырубаются с интервалами в упомянутом одном направлении. Точнее говоря, обрезок в форме рамки имеет продольные фрагменты рамки, простирающиеся в упомянутом одном направлении, на обеих сторонах отверстий в направлении, пересекающем упомянутое одно направление, и поперечные фрагменты рамки, простирающиеся в направлении, перпендикулярном первому, на обеих сторонах каждого отверстия в упомянутом одном направлении.
[0034] Таким образом, обрезок в форме рамки поддерживается на каждом поперечном фрагменте рамки снизу двумя перемычками, которые расположены на боковой поверхности опорной части, пересекающей упомянутое одно направление, с интервалами в направлении протяженности первой кромки, простирающейся вдоль этой боковой поверхности. В таком положении каждый поперечный фрагмент рамки обрезка в форме рамки зажимается между парой вторых кромок нижней матрицы, предусмотренных на обращенных друг к другу внутренних ребрах верхних торцевых поверхностей двух перемычек, расположенных с интервалом, и парой вторых кромок верхней матрицы, предусмотренных на обоих крайних ребрах нижней торцевой поверхности выдвижного элемента верхней матрицы.
[0035] Когда нижние торцевые поверхности выдвижных элементов верхней матрицы выдвигаются ниже верхних торцевых поверхностей перемычек нижней матрицы в таком положении, каждый поперечный фрагмент рамки обрезка в форме рамки разрезается между парой обращенных друг к другу вторых кромок нижней матрицы двух смежных перемычек, и парой вторых кромок верхней матрицы нижней торцевой поверхности выдвижного элемента. В результате обрезок в форме рамки разделяется на несколько поперечных обрезков рамки, исключая оба конца поперечных фрагментов рамки, первый продольный обрезок рамки, формируемый одним концом каждого поперечного фрагмента рамки и одним продольным фрагментом рамки, и второй продольный обрезок, формируемый другим концом каждого поперечного фрагмента рамки и другим продольным фрагментом рамки.
[0036] Поскольку каждый поперечный обрезок рамки между двумя смежными перемычками не поддерживается этими двумя перемычками, каждый поперечный обрезок рамки падает вниз через зазор между этими двумя перемычками и улавливается. Первый продольный обрезок рамки и второй продольный обрезок рамки, каждый поддерживается на участках концов поперечных фрагментов рамки снизу перемычками, но не поддерживаются перемычками на продольных фрагментах рамки, таким образом, под действием силы тяжести первый продольный обрезок рамки и второй продольный обрезок рамки наклоняются в направлении соответствующих им продольных фрагментов рамки, падают так, чтобы соскользнуть с перемычек, и улавливаются. Таким образом, обрезок исходного листового материала предохраняется от удерживания на нижней матрице, и обрезок может быть надежно уловлен.
[0037] В описанном выше аспекте настоящего изобретения, на боковой поверхности опорной части по вертикали выше перемычки может содержаться выемка.
[0038] В данном случае зазор может формироваться выемкой между боковой поверхностью опорной части и каждым из первых продольных обрезков рамки и вторых продольных обрезков рамки, тогда как под действием силы тяжести, первый продольный обрезок рамки и второй продольный обрезок рамки наклоняются в направлении соответствующих им поперечных фрагментов рамки и падают так, что соскальзывают вниз с перемычек, как описано выше. Таким образом, первый продольный обрезок рамки и второй продольный обрезок рамки предохраняются от прилипания к боковой поверхности опорной части, и первому продольному обрезку рамки и второму продольному обрезку рамки допускается упасть и быть надежно уловленными.
[0039] В описанном выше аспекте настоящего изобретения, верхняя матрица может содержать на внутренней стороне части в форме рамки, направляющий элемент, который направляет движение части в форме рамки. Листовой материал может зажиматься между направляющим элементом и опорной частью нижней матрицы. Направляющий элемент может иметь выступающий участок, предусмотренный на периферийном ребре нижней торцевой поверхности направляющего элемента и выступает вертикально вниз.
[0040] В данном случае движение части в форме рамки верхней матрицы может быть стабилизировано направляющим элементом, и исходный листовой материал может зажиматься между направляющим элементом и опорной частью во время резания исходного листового материала, чтобы более надежно разрезать исходный листовой материал. Поскольку направляющий элемент имеет выступающий участок на периферийном ребре нижней торцевой поверхности направляющего элемента и направленный вниз, внешний край листового материала, по которому выполняется отрезание исходного листового материала, может более надежно удерживаться между выступающим участком и опорной частью так, что листовой материал может быть вырезан более точно и надежно.
[0041] Второй аспект настоящего изобретения относится к способу изготовления путем вырезания листового материала из исходного листового материала за счет срезающего усилия с использованием нижней матрицы и верхней матрицы, которые являются подвижными друг относительно друга. Способ изготовления содержит вырубание листового материала за счет воздействия срезающего усилия на исходный листовой материал между первой кромкой верхней матрицы, простирающейся по форме контура листового материала, и первой кромкой верхней матрицы, проходящей вдоль первой кромки нижней матрицы. В процессе вырубания листового материала, обрезок исходного листового материала, который остается после того, как вырубается листовой материал, вырезается и разделяется на фрагменты между несколькими вторыми кромками верхней матрицы и несколькими вторыми кромками нижней матрицы, которые предусмотрены ниже первой кромки нижней матрицы, за счет выдвигания вторых кромок верхней матрицы по вертикали ниже вторых кромок нижней матрицы.
[0042] На этапе вырезания в рамках настоящего способа изготовления в соответствии с данным аспектом исходный листовой материал размещается между нижней матрицей и верхней матрицей в положении, когда нижняя матрица и верхняя матрица разомкнуты и разделены друг от друга, и нижняя матрица и верхняя матрица перемещаются друг относительно друга так, чтобы нижняя матрица и верхняя матрица подходили ближе друг к другу. Затем исходный листовой материал зажимается между первой кромкой нижней матрицы, простирающейся по форме контура листового материала, чтобы быть вырубленным из исходного листового материала, и первой кромкой верхней матрицы, проходящей вдоль этой первой кромки нижней матрицы.
[0043] Когда в таком положении нижняя матрица и верхняя матрица дополнительно перемещаются друг относительно друга в направлении подхода ближе к друг другу, срезающее усилие прикладывается к исходному листовому материалу, зажатому между первой кромкой нижней матрицы и первой кромкой верхней матрицы, и таким образом исходный листовой материал разрезается между первой кромкой нижней матрицы и первой кромкой верхней матрицы. Таким образом, листовой материал, вырубленный из исходного листового материала, остается на первой кромке нижней матрицы, в то время, как обрезок, являющийся остатком исходного листового материала, оставшимся после того, как листовой материал вырубается, отделяется от листового материала и перемещается ниже первой кромки нижней матрицы.
[0044] Кроме того, обрезок исходного листового материала, перемещаемый ниже первой кромки нижней матрицы, размещается на вторых кромках нижней матрицы, предусмотренных ниже первых кромок нижней матрицы, и каждая простирается в направлении, пересекающем обрезок, и зажимается между вторыми кромками нижней матрицы и вторыми кромками верхней матрицы.
[0045] Далее выполняется этап разделения на фрагменты обрезка. Точнее говоря, в положении, когда обрезок зажимается между вторыми кромками нижней матрицы и вторыми кромками верхней матрицы, как описано выше, вторые кромки верхней матрицы выдвигаются ниже вторых кромок нижней матрицы. Таким образом, срезающее усилие прикладывается к обрезку исходного листового материала, который остается после того, как листовой материал вырублен, и который зажимается между вторыми кромками нижней матрицы и вторыми кромками верхней матрицы, чтобы при этом вырезать и разделить на фрагменты обрезок между вторыми кромками верхней матрицы и вторыми кромками нижней матрицы.
[0046] Таким образом, в соответствии с описанным выше аспектом способа изготовления листового материала настоящего изобретения, обрезок исходного листового материала может быть разделен на несколько небольших фрагментов непосредственно сразу после вырубания листового материала из исходного листового материала, что позволяет эффективно улавливать обрезок и уменьшить стоимость изготовления. В частности, если исходный листовой материал представляет собой пакет, который используется для изготовления мембранно-электродного блока для топливного элемента и содержит два или более газодиффузионных слоя, микропористый слой, слой катализатора, твердоэлектролитную мембрану, возможно сократить количество формируемых обрезков, содержащих дорогостоящие материалы, или снизить расход дорогостоящих материалов, выбрасываемых вместе с обрезком, или надлежащим образом улавливать обрезок, и благодаря этому снизить стоимость изготовления топливного элемента.
[0047] В рассмотренном выше аспекте настоящего изобретения в процессе вырубания листового материала, поверхность стенки, проходящей вниз от третьей кромки нижней матрицы, простирающаяся таким образом, чтобы охватывать первую кромку нижней матрицы, может быть использована для направления поверхности стенки, проходящей вверх от третьей кромки верхней матрицы, которая простирается вдоль третьей кромки нижней матрицы. В процессе вырезания и разделения на фрагменты обрезка исходного листового материала, обрезок в форме рамки может быть вырезан и разделен на фрагменты между вторыми кромками верхней матрицы и вторыми кромками нижней матрицы.
[0048] В этом случае, смещение нижней матрицы и верхней матрицы в то время, когда они перемещаются относительно друг друга так, чтобы подходить ближе друг к другу, подавляется, таким образом, чтобы листовой материал зажимаемый между первой кромкой нижней матрицы и первой кромкой верхней матрицы мог быть вырезан более точно между первой кромкой нижней матрицы и первой кромкой верхней матрицы за счет срезающего усилия, прикладываемого к исходному листовому материалу, как описано выше.
[0049] В соответствии с описанными выше аспектами настоящего изобретения, устройство резки листового материала и способ изготовления листового материала могут сделать возможным упрощение улавливания обрезка за счет разделения обрезка на фрагменты вместо сворачивания, и таким образом уменьшить количество производимых обрезков и уменьшить стоимость изготовления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0050] Отличительные особенности, преимущества, техническая и промышленная значимость примеров осуществления изобретения будут раскрыты ниже со ссылкой на сопроводительные чертежи, в которых одинаковые числовые обозначения обозначают одинаковые элементы и на которых:
На ФИГ. 1 показано схематичное изображение режущего устройства в соответствии с 1-м вариантом осуществления настоящего изобретения;
На ФИГ. 2 показано схематичное изображение в разрезе примера разрезания листовых материалов с помощью режущего устройства, показанного на ФИГ. 1;
На ФИГ. 3 показан схематический вид сверху примера нижней матрицы режущего устройства, показанного на ФИГ. 1;
На ФИГ. 4А представлен схематический объемный вид, показывающий пример нижней матрицы и верхней матрицы режущего устройства, показанного на ФИГ. 1;
На ФИГ. 4В представлен схематический объемный вид, показывающий пример нижней матрицы и верхней матрицы режущего устройства, показанного на ФИГ. 1;
На ФИГ. 5 представлен объемный вид, изображающий конкретный пример режущего устройства, показанного на ФИГ. 1;
На ФИГ. 6А представлен объемный вид верхней поверхности нижней матрицы режущего устройства, показанного на ФИГ. 5;
На ФИГ. 6В представлен объемный вид донной поверхности нижней матрицы режущего устройства, показанного на ФИГ. 5;
На ФИГ. 7А представлен объемный вид нижней поверхности верхней матрицы режущего устройства, показанного на ФИГ. 5;
На ФИГ. 7В представлен объемный вид структуры верхней матрицы, представленной на ФИГ 7А;
На ФИГ. 8А представлен вид сверху, показывающий пример листового материала и обрезка;
На ФИГ. 8В представлен вид сверху, показывающий пример листового материала и обрезка;
На ФИГ. 9А представлен разрез листового материала и обрезка, представленных на ФИГ. 8А;
На ФИГ. 9В представлен разрез листового материала и обрезка, представленных на ФИГ. 8В;
На ФИГ. 10 представлен объемный вид режущего устройства в соответствии со 2-м вариантом исполнения настоящего изобретения;
На ФИГ. 11А представлен объемный вид верхней поверхности нижней матрицы режущего устройства, показанного на ФИГ. 10;
На ФИГ. 11В представлен объемный вид донной поверхности нижней матрицы режущего устройства, показанного на ФИГ. 10;
На ФИГ. 12А представлен объемный вид нижней поверхности верхней матрицы режущего устройства, показанного на ФИГ. 10;
На ФИГ. 12В представлен объемный вид структуры верхней матрицы, представленной на ФИГ. 12А;
На ФИГ. 13 представлен вид сверху, показывающий пример листового материала и обрезка;
На ФИГ. 14 представлено увеличенное изображение части (XIV) нижней матрицы режущего устройства, представленного на ФИГ. 11А;
На ФИГ. 15 представлено увеличенное изображение части (XV) нижней матрицы режущего устройства, представленного на ФИГ. 11А.
ПОДРОБНОЕ РАСКРЫТИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0051] Варианты осуществления режущего устройства и способа изготовления листового материала в соответствии с настоящим изобретением, будут описаны ниже со ссылками на рисунки.
[Первый вариант осуществления изобретения]
[0052] ФИГ. 1 представляет собой схематичное изображение режущего устройства (100) в соответствии с 1-м вариантом осуществления настоящего изобретения. ФИГ. 2 представляет собой схематичное изображение разреза, показывающее пример разрезания фрагментов листовых материалов (S1) и (S2) с помощью режущего устройства, показанного на ФИГ. 1.
[0053] Режущее устройство (100) представляет собой устройство, которое содержит нижнюю матрицу (10) и верхнюю матрицу (20), подвижные относительно друг друга, и отрезает листовые материалы (S1) и (S2) от исходного листового материала (PS) за счет срезающего усилия. Нижняя матрица (10) и верхняя матрица (20) выполнены таким образом, что нижняя матрица (10) и верхняя матрица (20) могут перемещаться относительно друг друга, например, с помощью соответствующего приводного механизма, в направлении сближения друг с другом и в направлении отдаления друг от друга.
[0054] В частных случаях, исходный листовой материал (PS) представляет собой прямоугольный пакет заготовок, используемый для изготовления мембранно-электродного блока (МЭБ) для топливного элемента и подаваемый между нижней матрицей (10) и верхней матрицей (20), например, с помощью подходящего транспортировочного устройства. Листовые материалы (S1) и (S2), вырезанные из исходного листового материала (PS), извлекают из положения между нижней матрицей (10) и верхней матрицей (20) с помощью подходящего транспортировочного устройства.
[0055] Точнее говоря, например, исходный листовой материал (PS) представляет собой пакет, в котором слой анодного катализатора (S12), анодный микропористый слой (S13), анодный газодиффузионный слой (S14) уложены слоями в определенной области на одной стороне прямоугольной твердоэлектролитной мембраны (S11) (ТЭМ), а слой катодного катализатора (S15), габариты которого в одной проекции меньше, чем у слоя анодного катализатора (S12), уложен слоем на другой стороне твердоэлектролитной мембраны (S11) в области, которая перекрывает область, сформированную слоем анодного катализатора (S12).
[0056] В данном случае листовой материал (S1), вырезанный из исходного листового материала (PS), представляет собой пакет из анодного газодиффузионного слоя (S14), анодного микропористого слоя (S12), твердоэлектролитной мембраны (S11), слоя катодного катализатора (S15). Альтернативно, исходный листовой материал (PS) может представлять собой пакет, в котором катодный газодиффузионный слой (S22) уложен слоем в отдельной области прямоугольного катодного микропористого слоя (S21). В этом случае листовой материал (S2), вырезанный из исходного листового материала (PS), представляет собой пакет из катодного микропористого слоя (S21) и катодного газодиффузионного слоя (S22). Например, мембранно-электродный блок (МЭБ) для топливного элемента может быть изготовлен путем соединения вместе этих двух типов листовых материалов (S1), (S2).
[0057] ФИГ. 3 представляет собой схематический вид сверху, показывающий пример нижней матрицы (10) режущего устройства (100), показанного на ФИГ. 1. ФИГ. 4А и ФИГ. 4В представляют собой схематические объемные виды, показывающие пример нижней матрицы (10) и верхней матрицы (20) режущего устройства (100), показанного на ФИГ. 1.
[0058] Как описано выше, режущее устройство (100) представляет собой устройство, которое содержит нижнюю матрицу (10) и верхнюю матрицу (20), подвижные друг относительно друга, и отрезает листовой материал (S1) от исходного листового материала (PS) за счет срезающего усилия. У нижней матрицы (10) имеется первая кромка (11) нижней матрицы, которая простирается по форме контура листового материала (S1), и несколько вторых кромок (12) нижней матрицы, расположенных ниже первой кромки (11) нижней матрицы, при этом каждая из них простирается в направлении, пересекающем обрезок (L) (см. ФИГ 8А) исходного листового материала (PS), который остается после того, как листовой материал (S1) вырублен. У верхней матрицы (20) имеется первая кромка (21) верхней матрицы, которая простирается вдоль первой кромки (11) нижней матрицы, и между которой и первой кромкой (11) нижней матрицы исходный листовой материал (PS) вырезается для вырубания листового материала (S1), при этом несколько вторых кромок (22) верхней матрицы предусмотрены так, чтобы быть выдвижными ниже вторых кромок (12) нижней матрицы, и между которыми и вторыми кромками (12) нижней матрицы обрезок (L) вырезается и разделяется.
[0059] Например, направления протяженности первой кромки (11) нижней матрицы и первой кромки (21) верхней матрицы являются направлениями практически перпендикулярными к направлению (RD) относительного перемещения нижней матрицы (10) и верхней матрицы (20). Например, направление протяженности каждой из вторых кромок (12) нижней матрицы является направлением пересечения направления протяженности первой кромки (11) нижней матрицы, смежной со второй кромкой (12) нижней матрицы, и например, является направлением, перпендикулярным к направлению протяженности первой кромки (11) нижней матрицы, смежной со второй кромкой (12) нижней матрицы. Направление протяженности каждой второй кромки (22) верхней матрицы является направлением вдоль направления протяженности второй кромки (12) нижней матрицы, обращенной к этой второй кромке (22) верхней матрицы, и например, является направлением, параллельным к направлению протяженности второй кромки (12) нижней матрицы, обращенной к этой второй кромке (22) верхней матрицы. Например, направления протяженности вторых кромок (12) нижней матрицы и вторых кромок (22) верхней матрицы являются направлениями практически перпендикулярными к направлению (RD) относительного перемещения нижней матрицы (10) и верхней матрицы (20)
[0060] Точнее говоря, например, нижняя матрица (10) имеет опорную часть (14), которая поддерживает листовой материал (S1), вырубленный из исходного листового материала (PS). Наружный край верхней торцевой поверхности (14а) опорной части (14) нижней матрицы (10) формирует первую кромку (11) нижней матрицы. Верхняя матрица (20) имеет часть (24) в форме рамки, которая выполнена так, чтобы охватывать первую кромку (11) нижней матрицы. Внутренний край нижней торцевой поверхности (24b) части (24) в форме рамки верхней матрицы (20) формирует первую кромку (21) верхней матрицы. Например, опорная часть (14) нижней матрицы (10) имеет форму призмы с верхней торцевой поверхностью (14а), имеющей прямоугольную форму, соответствующую форме листового материала (S1). Например, часть (24) в форме рамки верхней матрицы (20) имеет прямоугольную форму рамы или прямоугольную коробчатую форму, соответствующую форме опорной части (14) нижней матрицы (10), и имеет полость с внутренней стороны части (24) в виде рамки, в которую опорная часть (14) плотно установлена.
[0061] В частных случаях, нижняя матрица (10) имеет третью кромку (13) нижней матрицы, простирающуюся так, чтобы обрамлять первую кромку (11) нижней матрицы. Верхняя матрица (20) имеет третью кромку (23), простирающуюся вдоль третьей кромки (13) нижней матрицы. Например, направления протяженности третьей кромки (13) нижней матрицы и третьей кромки (23) верхней матрицы являются направлениями практически перпендикулярными к направлению (RD) относительного перемещения нижней матрицы (10) и верхней матрицы (20). При движении вниз вторые кромки (22) верхней матрицы вставляются в зазор между первой кромкой (И) нижней матрицы и третьей кромкой (13) нижней матрицы так, чтобы обрезок (Lf) в виде рамки был вырезан и разделен на фрагменты между вторыми кромками (22) верхней матрицы и вторыми кромками (12) нижней матрицы.
[0062] Точнее говоря, например, нижняя матрица (10) имеет несколько перемычек (15), каждая из которых вытянута в направлении, пересекающем направление первой кромки (11) нижней матрицы, расположенной над перемычкой (15), и внешней периферийной частью (16), охватывающей опорную часть (14). Обращенные друг к другу боковые ребра верхних торцевых поверхностей (15а) двух перемычек (15), обращенных друг к другу в направлении протяженности первой кромки (11) нижней матрицы, формируют вторые кромки (12) нижней матрицы. Внутреннее ребро верхней торцевой поверхности (16а) внешней периферийной части (16) нижней матрицы (10) формирует третью кромку нижней (13) матрицы. Часть (24) в форме рамки верхней матрицы (20) состоит из основной части (25) и выдвижных элементов (26), а внутреннее ребро и внешнее ребро нижней торцевой поверхности (24b) основной части (25) формируют первую кромку (21) верхней матрицы и третью кромку (23) верхней матрицы, соответственно. Выдвижные элементы (26) части (24) в форме рамки выполнены так, чтобы выдвигаться ниже основной части (25), таким образом, чтобы при выдвигании каждая была вставлена между парой перемычек (15), смежных друг с другом, а оба крайних ребра нижней торцевой поверхности каждого выдвижного элемента (26), в направлении протяженности первой кромки (21) верхней матрицы и третьей кромки (23) верхней матрицы формируют вторые кромки (22) верхней матрицы.
[0063] На ФИГ. 5 представлен объемный вид, изображающий конкретный пример режущего устройства (100), показанного на ФИГ. 1. На ФИГ. 6А представлен объемный вид со стороны верхней поверхности нижней матрицы (10) режущего устройства (100), показанного на ФИГ. 5. На ФИГ. 6В представлен объемный вид со стороны донной поверхности нижней матрицы (10) режущего устройства (100), показанного на ФИГ. 5. На ФИГ. 7А представлен объемный вид нижней поверхности верхней матрицы (20) режущего устройства (100), показанного на ФИГ. 5. На ФИГ. 7В представлен объемный вид структуры верхней матрицы (20), представленной на ФИГ. 7А.
[0064] Режущее устройство (100), изображенное на ФИГ. 5, ФИГ. 6А, ФИГ. 6В, ФИГ. 7А и ФИГ. 7В это более характерная реализация режущего устройства (100), представленного на концептуальных объемных видах на ФИГ 3, ФИГ. 4А и ФИГ. 4В. Режущее устройство (100), изображенное на ФИГ. 5, является примером устройства, которое вырезает прямоугольный листовой материал S1, габариты которого в одной проекции меньше, чем размер исходного листового материала (PS), имеющего прямоугольную листовую форму, как показано на ФИГ. 1, из исходного листового материала (PS). В данном случае для нижней матрицы (10) режущего устройства (100) не требуется внешняя периферийная часть (16), как показано на ФИГ. 3.
[0065] Как показано на ФИГ. 6А, в частности, нижняя матрица (10) имеет плоский блок (17) нижней матрицы, прямоугольный держатель (18) матрицы в форме рамы, встроенный в блок (17) нижней матрицы, а форма (19) встроена на внутренней стороне держателя (18) матрицы. Форма (19) нижней матрицы (10) имеет опорную часть (14), в качестве первой формы, расположенную в центральной части, и которая вырезает листовой материал (S1) из исходного листового материала (PS) и поддерживает указанный листовой материал (S1), и вторую форму (19а), расположенную вокруг опорной части (14), и которая поддерживает обрезок (L) исходного листового материала (PS).
[0066] Опорная часть (14), в качестве первой формы (19) нижней матрицы (10) имеет форму практически четырехугольной призмы, и внешнее ребро прямоугольной верхней торцовой поверхности (14а) опорной части (14) формирует первую кромку (11) нижней матрицы, которая простирается по форме контура листового материала (S1), который вырезается из исходного листового материала (PS). Верхняя торцевая поверхность второй формы (19а) нижней матрицы (10) расположена под верхней торцевой поверхностью (14а) опорной части (14) в качестве первой формы. Вторая форма (19а) нижней матрицы (10) имеет перемычки (15) каждая из которых простирается в направлении, пересекающем первую кромку нижней матрицы (11) опорной части (14), расположенной над перемычкой (15). Обращенные друг к другу боковые ребра верхних торцевых поверхностей (15а) каждой пары перемычек (15), обращенных друг к другу в направлении протяженности первой кромки (11) нижней матрицы опорной части (14) формируют вторые кромки (12) нижней матрицы.
[0067] Форма (19) нижней матрицы (10) имеет отверстия (19h) между каждой парой перемычек (15), обращенных друг к другу в направлении протяженности первой кромки (11) нижней матрицы, и в четырех углах опорной части (14), и через которые падает обрезок (L), отделенный от исходного листового материала (PS), после того, как вырезан листовой материал (S1). Как показано на ФИГ. 6В, отверстия (19h) сообщаются с отверстиями (17h), которые предусмотрены в блоке (17) нижней матрицы, и через которые падает сегментированный обрезок (L).
[0068] Как показано на ФИГ. 7А, в частности, верхняя матрица (20) имеет плоский блок (27) верхней матрицы, держатель (27b) пуансона, закрепленный на блоке (27) верхней матрицы посредством задней пластины (27а) и части (24) в форме рамки, как пуансон, удерживаемый в держателе (27b) пуансона. В частности, верхняя матрица (20) дополнительно имеет съемную пластину (28), предусмотренную по периферии части (24) в виде рамки, и направляющий элемент (29), в качестве направляющей пуансона, размещенный на внутренней стороне части (24) в форме рамки.
[0069] Часть (24) в форме рамки, в качестве пуансона, состоит из основной части (25) и выдвижных элементов (26), и внутреннее ребро (24b) нижней торцевой поверхности основной части (25) формирует первую кромку (21) верхней матрицы. Как и выдвижные элементы (26), показанные на рис. 4А и ФИГ. 4В, выдвижные элементы (26) предусмотрены таким образом, чтобы выдвигаться ниже основной части (25), таким образом, чтобы при выдвигании каждая была вставлена между парой перемычек (15), смежных друг другу, а оба крайних ребра нижней торцевой поверхности каждого выдвижного элемента (26), пересекающие направление протяженности первой кромки (21) верхней матрицы, формируют вторые кромки (22) верхней матрицы.
[0070] На ФИГ. 7В показано положение, при котором съемная пластина (28) и основная часть (25) части (24) в форме рамки верхней матрицы (20) показанная на ФИГ. 7А, сняты. Верхняя матрица (20) включает в себя на внутренней стороне части (24) в форме рамки, направляющий элемент (29), который направляет движение части (24) в форме рамки, и между которым и опорной частью (14) нижней матрицы (10) зажимается отрезанный листовой материал (S1). Внутренняя сторона периферийного края нижней торцевой поверхности (29а) направляющего элемента (29) углублена, и таким образом, направляющий элемент (29) имеет приподнятый участок (29b), что предусмотрено на периферийном крае нижней торцевой поверхности (29а), и выступает вниз.
[0071] Далее будет описан способ изготовления листового материала, соответствующий 1-му варианту осуществления настоящего изобретения.
[0072] На ФИГ. 8А и ФИГ. 8В представляют собой вид сверху, показывающий пример вырезания листового материала (S1) и обрезка (L) в соответствии со способом изготовления листового материала в соответствии с 1-м вариантом осуществления настоящего изобретения. На ФИГ. 9А представлен разрез листового материала (S1) и обрезка (L), представленных на ФИГ. 8А. На ФИГ. 9В представлен разрез листового материала (S1) и обрезка (L), представленных на ФИГ. 8В.
[0073] В данном варианте осуществления настоящего изобретения способ изготовления листового материала (S1) является способом, в котором листовой материал (S1) изготавливается за счет срезающего усилия с использованием нижней матрицы (10) и верхней матрицы (20), подвижных друг относительно друга. Этот способ, в частности, может быть применен с использованием режущего устройства (100). Способ изготовления листового материала (S1) предусматривает этап вырезания при вырубании листового материала (S1) за счет срезающего усилия на исходный листовой материал (PS) между первой кромкой (11) нижней матрицы, простирающейся по форме контура листового материала (S1), и первой кромкой (21) верхней матрицы, простирающейся вдоль первой кромки (11) нижней матрицы. Этап вырезания, кроме того, включает в себя также этап разделения на фрагменты обрезка. Этап разделения на фрагменты обрезка является этапом режущего воздействия и разделения на фрагменты обрезка (L)(обрезок Lf в форме рамки) исходного листового материала (PS), который остается, после того, как листовой материал вырубается, между вторыми кромками (22) верхней матрицы и вторыми кромками (12) нижней матрицы, что предусмотрено ниже первой кромки (11) нижней матрицы, за счет выдвигания второй кромки (22) верхней матрицы в направлении ниже второй кромки (12) нижней матрицы.
[0074] Чтобы вырезать листовой материал (S1) из исходного листового материала (PS) с помощью режущего устройства (100) на этапе вырезания, первоначально исходный листовой материал (PS) размещают между нижней матрицей (10) и верхней матрицей (20) в положении, когда нижняя матрица (10) и верхняя матрица (20) разомкнуты и отделены друг от друга. Например, как показано на ФИГ. 1, прямоугольный исходный листовой материал (PS) подается и размещается на верхней торцевой поверхности (14а) опорной части (14) нижней матрицы (10). На данном этапе внешний край прямоугольного исходного листового материала (PS) размещен так, чтобы выступать с внешней стороны верхней торцевой поверхности (14а) опорной части (14) нижней матрицы (10), но лежать на внутренней стороне внутреннего ребра внешней периферийной части (16) нижней матрицы (10) с небольшим зазором слева от внутреннего ребра.
[0075] В этом состоянии, нижняя матрица (10) и верхняя матрица (20) перемещаются относительно друг друга таким образом, чтобы нижняя матрица (10) и верхняя матрица (20) подходили ближе к друг к другу, и исходный листовой материал (PS) зажимается между первой кромкой нижней матрицы (11), простирающейся по форме контура листового материала (S1), который должен быть вырезан из исходного листового материала (PS), и первой кромкой (21) верхней матрицы, простирающейся вдоль первой кромки нижней матрицы (11). Точнее говоря, в состоянии, когда исходный листовой материал (PS) размещен между нижней матрицей (10) и верхней матрицей (20), нижняя матрица (10) и верхняя матрица (20) перемещаются друг относительно друга таким образом, чтобы часть (24) в форме рамки верхней матрицы (20) подходила ближе к опорной части (14) нижней матрицы (10), и исходный листовой материал (PS) зажимается между верхней торцевой поверхностью (14а) опорной части (14) нижней матрицы (10) и нижней торцевой поверхностью (24b) части (24) в форме рамки верхней матрицы (20). Если верхняя матрица (20) оснащена направляющим устройством (29), как показано на ФИГ. 7а, исходный листовой материал (PS) зажимается между направляющим устройством (29) верхней матрицы (20) и опорной частью (14) нижней матрицы (10).
[0076] В таком состоянии нижнюю матрицу (10) и верхнюю матрицу (20) дополнительно перемещают относительно друг друга. Точнее говоря, часть (24) в форме рамки верхней матрицы (20) и опорная часть (14) нижней матрицы (10) перемещаются друг относительно друга до тех пор, пока верхняя торцевая поверхность (14а) опорной части (14) нижней матрицы (10) не войдет на внутреннюю сторону внутреннего ребра нижней торцевой поверхности (24b) части (24) в виде рамки верхней матрицы (20), и нижняя торцевая поверхность (24b) части (24) в форме рамки верхней матрицы (20) не будет размещена ниже верхней торцевой поверхности (14а) опорной части (14) нижней матрицы (10). Таким образом, срезающее усилие прикладывается к исходному листовому материалу (PS), зажатому между первой кромкой (11) нижней матрицы, предусмотренной на внешнем ребре верхней торцевой поверхности (14а) опорной части (14), и первой кромкой (21) верхней матрицы, предусмотренной на внутреннем ребре нижней торцевой поверхности (24b) части (24) в форме рамки, для того, чтобы при этом вырезать исходный листовой материал (PS) между первой кромкой (11) нижней матрицы и первой кромкой (21) верхней матрицы и вырубить листовой материал (S1) из исходного листового материала (PS).
[0077] В данном случае, как описано выше, часть (24) в форме рамки верхней матрицы (20) состоит из основной части (25) и выдвижных элементов (26). Все выдвижные элементы (26) размещены между участками основной части (25), так чтобы быть перемещаемыми ниже основной части (25). Однако, как показано на ФИГ. 4А и ФИГ. 7 а, в положении, когда выдвижные элементы (26) не выступают ниже основной части (25), нижняя торцевая поверхность основной части (25) и нижние торцевые поверхности выдвижных элементов (26) находятся на одном уровне без перепада между ними.
[0078] В этом состоянии первая кромка (21) верхней матрицы, которая является сплошной в окружном направлении на внутреннем ребре нижней торцевой поверхности (24b) части (24) в форме рамки, сформирована кромкой, которая является внутренним ребром нижней торцевой поверхности основной части (25) и кромками, которые являются внутренними ребрами нижних торцовых поверхностей выдвижных элементов (26) между участками основной части (25). Таким образом, в положении, когда выдвижные элементы (26) не выступают ниже основной части (25), нижняя торцевая поверхность (24b) части (24) в форме рамки, верхней матрицы (20) может быть перемещена ниже верхней торцевой поверхности (14а) опорной части (14) нижней матрицы (10) как показано на ФИГ. 9А, чтобы вырезать обрезок Lf в виде рамки из исходного листового материала (PS).
[0079] Если верхняя матрица (20) имеет направляющий элемент (29), как показано на ФИГ. 7А, движение части (24) в форме рамки верхней матрицы (20) может быть стабилизировано направляющим элементом (29), и исходный листовой материал (PS) может быть зажат между направляющим элементом (29) и опорной частью (14) для более надежного вырезания исходного листового материала (PS). Поскольку направляющий элемент (29) имеет приподнятый участок (29b), выполненный на периферийном ребре нижней торцевой поверхности (29а) и выступает вниз, наружный край листового материала (S1), который отрезается от исходного листового материала (PS), может более надежно удерживаться между приподнятым участком (29b) и опорной частью (14), и таким образом, листовой материал может быть вырезан более точно и надежно.
[0080] Как показано на ФИГ. 8А и ФИГ. 9А, листовой материал (S1), вырубленный из исходного листового материала (PS), остается на первой кромке (11) нижней матрицы, то есть верхней торцевой поверхности (14а) опорной части (14) нижней матрицы (10). При этом обрезок Lf в форме рамки, который является остатком исходного листового материала (PS), оставшимся после того, как листовой материал (S1) вырублен, отделяется из листового материала (S1), перемещается ниже первой кромки (11) нижней матрицы, и размещается на вторых кромках (12) нижней матрицы, которые расположены ниже первой кромки (11) нижней матрицы, то есть на верхних торцевых поверхностях (15а) перемычек (15) При этом, ниже первой кромки (11) нижней матрицы обрезок Lf в форме рамки зажат между вторыми кромками (12) нижней матрицы, предусмотренными на боковых ребрах верхних торцевых поверхностей (15а) перемычек (15), и вторыми кромками (22) верхней матрицы, предусмотренными на нижних торцевых поверхностях выдвижных элементов (26) части (24) в форме рамки.
[0081] На этапе вырезания способа изготовления листового материала (S1) данного варианта осуществления, как показано на ФИГ. 4А, поверхность (13w) стенки, простирающаяся вниз от третьей кромки (13) нижней матрицы, которая простирается так, чтобы окружать первую кромку (11) нижней матрицы, может быть использована для направления поверхности (23w) стенки, простирающейся вверх от третьей кромки (23) верхней матрицы, которая простирается вдоль третьей кромки (13) нижней матрицы (13). Таким образом, относительное движение нижней матрицы (10) и верхней матрицы (20) может быть стабилизировано, и обрезок Lf в форме рамки, имеющий форму прямоугольной рамки, и листовой материал (S1), как показано на ФИГ. 8А, могут быть более точно вырезаны из прямоугольного исходного листового материала (PS), как показано на ФИГ. 1, посредством первой кромки (21) верхней матрицы и первой кромки (11) нижней матрицы, обращенных друг к другу в вертикальном направлении.
[0082] Точнее говоря, в положении, когда исходный листовой материал (PS) зажат между нижней матрицей (10) и верхней матрицей (20), нижняя матрица (10) и верхняя матрица (20) перемещаются относительно друг друга так, чтобы подходить ближе друг к другу, а поверхность стенки, простирающаяся вверх от третьей кромки (23) верхней матрицы, которая простирается вдоль третьей кромки (13) нижней матрицы, которая простирается таким образом, чтобы обрамлять первую кромку (11) нижней матрицы, направляется поверхностью (13w) стенки, простирающейся вниз, от третьей кромки (13) нижней матрицы. В таком состоянии нижняя матрица (10) и верхняя матрица (20) перемещаются относительно друг друга в направлении приближения друг к другу. Вследствие этого, исходный листовой материал (PS), зажатый между первой кромкой (11) нижней матрицы и первой кромкой (21) верхней матрицы, как описано выше, вырезается между первой кромкой (11) нижней матрицы и первой кромкой (21) верхней матрицы за счет срезающего усилия, приложенного к исходному листовому материалу (PS), при этом смещение нижней матрицы (10) и верхней матрицы (20) предотвращается.
[0083] Точнее говоря, нижняя торцевая поверхность (24b) части (24) в форме рамки верхней матрицы (20) вставляется в зазор нижней матрицы (10) между верхней торцевой поверхностью (16а) внешней периферийной части (16) и верхней торцевой поверхностью (14а) опорной части (14), исходный листовой материал отрезается между первой кромкой (11) нижней матрицы, предусмотренной на внешнем ребре верхней торцевой поверхности (14а) опорной части (14), и первой кромкой (21) верхней матрицы, предусмотренной на внутреннем ребре нижней торцевой поверхности (24b) части (24) в форме рамки. При этом поверхность (23w) стенки, простирающаяся вверх от третьей кромки (23) верхней матрицы, предусмотренной на внешнем ребре нижней торцевой поверхности (24b) части (24) в форме рамки, направляется поверхностью (13w) стенки, простирающейся вниз от третьей кромки (13) нижней матрицы, предусмотренной на внутреннем ребре верхней торцевой поверхности (16а) внешней периферийной части (16).
[0084] Как показано на ФИГ. 1, листовой материал (S1) вырубается из прямоугольного исходного листового материала (PS), и вырезается обрезок Lf в форме рамки, как показано на ФИГ. 8А. Обрезок Lf в форме рамки перемещается вниз, например, через зазор между первой кромкой (11) нижней матрицы и третьей кромкой (13) нижней матрицы, т.е. зазор между внешней периферийной частью (16) и опорной частью (14) нижней матрицы (10). Теперь, как показано на ФИГ. 9А, обрезок в форме рамки зажимают между вторыми кромками (12) нижней матрицы, предусмотренными на боковых ребрах верхних торцевых поверхностей (15а) перемычек (15), и вторыми кромками (22) верхней матрицы, предусмотренными на нижних торцевых поверхностях выдвижных элементов (26) части (24) в форме рамки.
[0085] Как говорилось выше, обрезок Lf в форме рамки, показанный на ФИГ. 8А, формируется, когда листовой материал (S1) вырезается из исходного листового материала (PS). Как показано на ФИГ. 9А, обрезок Lf в форме рамки зажимается между вторыми кромками (12) нижней матрицы, предусмотренными на боковых ребрах верхних торцевых поверхностей (15а) перемычек (15), и вторыми кромками (22) верхней матрицы, предусмотренными на нижних торцевых поверхностях выдвижных элементов (26) части (24) в форме рамки. На этапе вырезания в способе изготовления листового материала (S1) данного варианта осуществления дополнительно выполняется разделение на фрагменты обрезка.
[0086] В частности, в положении, когда обрезок Lf в форме рамки зажимают между вторыми кромками (12) нижней матрицы и вторыми кромками (22) верхней матрицы, как показано на ФИГ. 9А, вторые кромки (22) верхней матрицы выступают ниже вторых кромок (12) нижней матрицы, как показано на ФИГ. 9В. Более конкретно, нижние торцевые поверхности выдвижных элементов (26) части (24) в форме рамки верхней матрицы (20) выдвигаются ниже нижней торцевой поверхности основной части (25) и верхних торцовых поверхностей (15а) перемычек (15) и каждая вставляется в зазор между верхними торцевыми поверхностями (15а) перемычек (15). Затем срезающее усилие прикладывается к обрезку Lf в форме рамки, зажимаемому между вторыми кромками (12) нижней матрицы, находящимися на обращенных друг к другу боковых ребрах верхних торцевых поверхностей (15а) каждой пары перемычек (15), которые являются смежными друг другу, и вторыми кромками (22) верхней матрицы, находящимися на обоих крайних ребрах нижних торцевых поверхностей выдвижных элементов (26).
[0087] В результате, как показано на ФИГ. 8В, обрезок Lf в форме рамки разрезан в нескольких местах и разделен, например, на прямолинейные фрагменты Lf1 и Г-образные фрагменты Lf2. Как показано на ФИГ. 9В, прямолинейные фрагменты Lf1 из фрагментов Lf1 и Lf2 обрезка Lf в форме рамки падают в отверстия (19h), выполненные между перемычками (15) нижней матрицы (10), и улавливаются. Как показано на ФИГ. 9В, Г-образные фрагменты Lf2 из фрагментов Lf1 и Lf2 обрезка Lf в форме рамки каждый имеет два конца, лежащих на верхних торцевых поверхностях (15а) перемычек (15) нижней матрицы (10), но центр тяжести Г-образных фрагментов Lf2 расположен в углу Г-образной формы. Следовательно, когда нижняя матрица (10) и верхняя матрица (20) разомкнуты при перемещении относительно друг друга в направлении удаления друг от друга, как обозначено двойными пунктирными линиями на рис. 9В, каждый Г-образный фрагмент Lf2 поворачивается с обоих концов, служащих в качестве точек опоры, и падает в отверстие (19h) в нижней матрице (10), и улавливается.
[0088] Как было описано выше, в соответствии с режущим устройством (100) и способом изготовления листового материала настоящего варианта осуществления обрезок (L) в форме рамки исходного листового материала (PS) может быть разделен на фрагменты Lf1 и Lf2 непосредственно после того, как листовой материал (S1) вырубается из исходного листового материала (PS), что позволяет избежать необходимости улавливания обрезка (L) путем скручивания, и таким образом облегчает улавливание обрезка (L) и уменьшает стоимость изготовления. В частности, если исходный листовой материал (PS) представляет собой пакет, используемый для изготовления мембранно-электродного блока (МЭБ) для топливного элемента и включает в себя два или более газодиффузионных слоя, микропористый слой, слой катализатора, твердоэлектролитную мембрану, возможно сократить количество изготовляемых обрезков (L), содержащих дорогостоящие материалы, или снизить количество дорогостоящих материалов, выбрасываемых при изготовлении обрезка (L), или надлежащим образом организовать сбор обрезков (L), и благодаря всему этому снизить стоимость изготовления топливного элемента.
[0089] В некоторых случаях листовой материал (S1), изготавливаемый способом изготовления листового материала в соответствии с настоящим вариантом осуществления, имеет небольшой выступ, сформированный по внешнему краю. В частных случаях, когда часть (24) в форме рамки верхней матрицы (20) состоит из основной части (25) и выдвижных элементов (26), небольшой выступ от внешнего края листового материала (S1) в направлении внешней стороны может быть сформирован в местоположениях, соответствующих зазорам между основной частью (25) и выдвижными элементами 26, то есть в местоположениях, соответствующих зазорам между прямолинейными фрагментами Lf1 и Г-образными фрагментами Lf2 обрезка Lf в форме рамки, показанного на ФИГ. 8В. Однако такой выступ может быть ограничен по размеру, например, не более, чем 20 им. и более предпочтительно не более, чем 5 μм, и, следовательно, не влиять на качество листового материала S1. В частности, как показано на ФИГ. 8В, допуск для измерения X листового материала S1 между Г-образными фрагментами Lf2 обрезка Lf в форме рамки и измерением Y листового материала S1 между прямолинейными фрагментами Lf2 обрезка Lf в форме рамки может быть ограничен, например, не более, чем 20 μм и более предпочтительно не более, чем 5 μм.
[Второй вариант осуществления изобретения]
[0090] Ниже описан вариант осуществления режущего устройства, соответствующий второму варианту осуществления настоящего изобретения со ссылкой на ФИГ. 10, ФИГ. 11А, ФИГ. 11В, ФИГ. 12А, ФИГ. 12В, ФИГ. 13 и ФИГ. 14 и для ссылки ФИГ. 9А и ФИГ. 9B. Режущее устройство (100А), данного варианта осуществления отличается от режущего устройства (100) 1-го варианта осуществления тем, что в нем нижняя матрица (10А) имеет несколько опорных частей (14). Те детали режущего устройства (100А) данного варианта осуществления изобретения, которые не отличаются от аналогов в режущем устройстве (100А) 1-го варианта, будут отмечены теми же ссылочными обозначениями, и, где возможно, их описание будет пропущено.
[0091] ФИГ. 10 представляет собой объемный вид режущего устройства (100А) во втором варианте исполнения настоящего изобретения. На ФИГ. 11А и ФИГ. 11В представлены объемные виды, соответственно, верхней и нижней сторон поверхности нижней матрицы (10А) режущего устройства (100А), показанного на ФИГ. 10. На ФИГ. 12А представлен объемный вид нижней поверхности верхней матрицы (20А) режущего устройства (100А), показанного на ФИГ. 10. На ФИГ. 12В представлен объемный вид, иллюстрирующий структуру верхней матрицы (20А), представленной на ФИГ. 12А. На ФИГ. 12В показано положение, при котором съемная пластина (28) и основная часть (25) части (24А) в форме рамки верхней матрицы (20А) показанные на ФИГ. 7А, сняты.
[0092] Как показано на ФИГ. 10 и ФИГ. 11А на нижней матрице (10А) режущего устройства (100А) данного варианта осуществления имеются две опорные части (14), которые расположены в одном направлении (D1), перпендикулярном направлению движения относительно друг друга нижней матрицы (10А) и верхней матрицы (20). Число опорных частей (14) может быть любым, больше, чем одна, и может быть три или больше. Перемычки (15) нижней матрицы (10А) каждая простирается в одном направлении (D1), которое является направлением расположения опорных частей (14), от боковой поверхности опорной части (14), пересекающей одно направление опорных частей (D1). На нижней матрице (10А) предусмотрены две перемычки (15) на каждой боковой поверхности каждой опорной части (14), пересекающей одно направление поддерживающих частей (D1), с интервалом в направлении протяженности первой кромки (11) нижней матрицы, простирающейся вдоль боковой поверхности. Нижняя матрица (10А) имеет две перемычки (15) также между первой опорной частью (14) и второй опорной частью.
[0093] Однако нижняя матрица (10А) режущего устройства (100А), данного варианта осуществления изобретения не имеет перемычек (15) на боковых поверхностях опорных частей (14), простирающихся в одном направлении (D1), которое является направлением расположения опорных частей (14). В форме (19А) нижней матрицы (10А) предусмотрены отверстия (19h) по обе стороны от опорных частей (14) в направлении (D2), пересекающем одно направление (D1), и между каждой парой перемычек (15), и через которые падает обрезок (L) исходного листового материала (PS). Как показано на ФИГ. 11В, отверстия (19h) формы (19А) нижней матрицы (10А) сообщаются с отверстиями (17h), проходящими через блок (17) нижней матрицы.
[0094] Как показано на ФИГ. 12А и ФИГ. 12В, верхняя матрица (20А) режущего устройства (100А) в данном варианте осуществления содержит два направляющих элемента (29) и часть (24А) в форме рамки, размещенную по периферии направляющих элементов (29). Часть (24А) в форме рамки имеет основные части (25) и выдвижные элементы (26). Выдвижные элементы (26), размещены между двумя направляющими элементами (29) и по обе стороны от них в одном направлении (D1), которое является направлением размещения направляющих устройств (29). Основные части (25) размещены по обеим сторонам от двух направляющих элементов (29) в направлении (D2), пересекающем одно направление (D1). В частных случаях, часть (24А) в форме рамки верхней матрицы (20А) размещена так, чтобы обрамлять каждую опорную часть (14) нижней матрицы (10А).
[0095] В данном варианте осуществления настоящего изобретения в режущем устройстве (100А), когда нижняя матрица (10А) и верхняя матрица (20А) перемещаются относительно друг друга таким образом, чтобы подходить ближе друг к другу в положении, когда исходный листовой материал (PS) размещается между нижней матрицей (10А) и верхней матрицей (20А), исходный листовой материал (PS) зажимается между верхними торцевыми поверхностями (14а) опорных частей (14) нижней матрицы (10А) и нижней торцевой поверхностью (24b) части (24А) в форме рамки, и нижними торцевыми поверхностями (29А) направляющих элементов (29) верхней матрицы (20А). Когда часть (24А) в форме рамки верхней матрицы (20А) дополнительно относительно перемещается в направлении нижней матрицы (10А) в этом состоянии, нижняя торцевая поверхность (24b) части (24А) в форме рамки верхней матрицы (20А) перемещается ниже верхних торцевых поверхностей (14а) двух опорных частей (14) нижней матрицы (10А), вокруг опорных частей (14) и между опорными частями (14).
[0096] Таким образом, исходный листовой материал (PS) разрезается между первыми кромками (11) нижней матрицы, предусмотренными на внешних ребрах верхних торцевых поверхностей (14а) опорных частей (14) нижней матрицы (10а), и первой кромкой верхней матрицы (21), предусмотренной на внутреннем ребре нижней торцевой поверхности (24b) части (24А) в форме рамки верхней матрицы (20А). В результате несколько листовых материалов (S1) вырубаются из исходного листового материала (PS) одновременно, и исходный листовой материал (PS) разделяется на листовой материал (PS) и обрезок (L) (обрезок Lf в форме рамки).
[0097] На нижней матрице (10А) может быть предусмотрена внешняя периферийная часть (16), как показано на ФИГ. 3, вокруг опорных частей (14). В данном случае, как в примере, показанном на ФИГ. 4А, исходный листовой материал (PS) разрезается, а обрезок Lf в форме рамки вырезается в положении, когда поверхность (23w) стенки, простирающаяся вверх от третьей кромки (23) верхней матрицы, предусмотренной на внешнем ребре нижней торцевой поверхности (24b) части (24А) в форме рамки верхней матрицы (20А), направляется поверхностью (13w) стенки, простирающейся вниз от третьей кромки (13) нижней матрицы, предусмотренной на внутреннем ребре верхней торцевой поверхности внешней периферийной части (16) нижней матрицы (10А). В частных случаях, направление подачи прямоугольного исходного листового материала (PS) является направлением (D2), перпендикулярным одному направлению (D1), которое является направлением расположения опорных частей (14).
[0098] В соответствии с режущим устройством (100А) настоящего варианта осуществления нижняя матрица (10А) имеет несколько опорных частей (14), которые позволяют, чтобы несколько листовых материалов (S1) было вырезано из исходного листового материала (PS) одновременно, и что может улучшить производительность изготовления листового материала (S1).
[0099] Обрезок L (обрезок Lf в форме рамки) исходного листового материала (PS), который остается после того, как листовой материал (S1) вырубается, размещается на верхних торцевых поверхностях (15а) обеих перемычек (15), простирающихся в одном направлении (D1), от пересекающих упомянутое одно направление (D1) боковых поверхностей опорных частей (14), размещенных в одном направлении (D1). По две перемычки (15) размещены на каждой боковой поверхности каждой опорной части (14), пересекающих одно направление (D1), являющееся направлением расположения опорных частей (14), в промежутке в направлении протяженности первой кромки (И) нижней матрицы, простирающейся вдоль боковой поверхности. Таким образом, этап сегментации обрезка Lf в форме рамки выполнен.
[0100] На ФИГ. 13 представлен вид сверху, показывающий пример листового материала (S1) и обрезка Lf в форме рамки после этапа разделения на фрагменты, использующего режущее устройство (100А) настоящего варианта исполнения. Обрезок Lf в форме рамки простирается в одном направлении (D1), которое является направлением расположения опорных частей (14) и имеет несколько отверстий, сформированных при вырубании листового материала (S1), с интервалами в одном направлении (D1). Точнее говоря, обрезок Lf в форме рамки имеет продольные фрагменты Lfa рамки, простирающиеся в одном направлении (D1), по обе стороны от отверстий в направлении, пересекающем упомянутое одно направление (D1), и поперечные фрагменты Lfb рамки, простирающиеся в направлении (D2), пересекающем упомянутое одно направление (D1), по обе стороны от каждого отверстия, простирающегося в одном направлении (D1), и между отверстиями.
[0101] Таким образом, обрезок Lf в форме рамки поддерживается на каждом поперечном фрагменте Lfb рамки снизу двумя перемычками (15), которые расположены на боковой поверхности каждой опорной части (14), пересекающей одно направление (D1), с интервалами в направлении протяженности первой кромки (11) нижней матрицы, простирающейся вдоль боковой поверхности, как показано на ФИГ. 9А. В таком состоянии каждый поперечный фрагмент Lfb рамки обрезка Lf в форме рамки зажимается между парой из вторых кромок (12) нижней матрицы, предусмотренных на обращенных друг к друг внутренних ребрах верхних торцевых поверхностей (15а) двух перемычек (15), расположенных с интервалом, и парой вторых кромок (22) верхней матрицы, предусмотренных на обоих ребрах нижней торцевой поверхности выдвижного элемента (26) верхней матрицы (20А).
[0102] Когда в этом положении нижняя торцевая поверхность выдвижного элемента (26) верхней матрицы (20А) выдвинута ниже верхних торцевых поверхностей (15а) перемычек (15) нижней матрицы (10А), как показано на ФИГ. 9В, поперечный фрагмент Lfb рамки обрезка Lf в форме рамки вырезается между парой обращенных друг к другу вторых кромок (12) нижней матрицы двух смежных перемычек (15) и парой вторых кромок (22) верхней матрицы нижней торцевой поверхности выдвижного элемента (26). В результате, как показано на ФИГ. 13, обрезок Lf в форме рамки разделяется на несколько поперечных обрезков Lf3 рамки, исключая оба конца поперечных фрагментов Lfb рамки, первый продольный обрезок Lf4 рамки, формируемый одним концом каждого поперечного фрагмента Lfb рамки и одним продольным фрагментом Lfa рамки, и второй продольный обрезок Lf5 рамки, формируемый другим концом каждого поперечного фрагмента Lfb рамки и другим продольным фрагментом Lfa рамки.
[0103] Как показано на ФИГ. 9 В, каждый поперечный обрезок Lf3 рамки между двумя смежными перемычками (15) не поддерживается этими двумя перемычками (15), таким образом, что каждый поперечный обрезок Lf3 рамки падает в зазор между этими двумя перемычками (15) и улавливается. Кроме того, первый продольный обрезок Lf4 рамки и второй продольный обрезок Lf5 рамки, каждый поддерживается на участках концов поперечных фрагментов Lfb рамки снизу перемычками (15), но не поддерживаются перемычками (15) на продольных фрагментах Lfa рамки, в результате чего под воздействием силы тяжести первый продольный обрезок Lf4 рамки и второй продольный обрезок Lf5 рамки наклоняются в направлении их соответствующих продольных фрагментов Lfa рамки, падают так, чтобы соскользнуть с перемычек (15), и улавливаются. Таким образом, обрезок (L) исходного листового материала (PS) предохраняется от удерживания на нижней матрице (10А), и обрезок (L) может быть эффективно уловлен.
[0104] На ФИГ. 14 представлено увеличенное изображение части (XIV) нижней матрицы (10А) режущего устройства (100А), представленного на ФИГ. 11А. На ФИГ. 15 представлено увеличенное изображение части (XV) нижней матрицы (10А) режущего устройства (100А), представленного на ФИГ. 11А. В режущем устройстве (100А) данного варианта осуществления в частных случаях выемка (14b) формируется на боковой поверхности опорной части (14) над перемычкой (15). В частных случаях выемка (14b) предусмотрена между второй кромкой (12) нижней матрицы верхней торцевой поверхности (15а) перемычки (15) и первой кромкой (11) нижней матрицы внешней торцевой поверхности (14а) опорной части (14), как видно в направлении (RD) относительного движения нижней матрицы (10А) и верхней матрицы (20А), и формируется от внутренних ребер верхних торцевых поверхностей (15а) двух смежных перемычек (15) вдоль первой кромки (11) нижней матрицы верхней торцевой поверхности (14а) опорной части (14). В примере, показанном на ФИГ. 14 и ФИГ. 15, каждая выемка (14b) предусмотрена в углу между боковыми поверхностями опорной части (14) в форме четырехугольной призмы.
[0105] В данном случае зазор может быть сформирован выемкой (14b) между боковой поверхностью опорной части (14) и каждым из первых продольных обрезков Lf4 рамки и вторым продольным обрезком Lf5 рамки, когда под воздействием силы тяжести первый продольный обрезок Lf4 рамки и второй продольный обрезок Lf5 рамки наклоняются в направлении соответствующих поперечных фрагментов Lfa, и падают так, чтобы соскользнуть с перемычек (15). Таким образом, первый продольный обрезок Lf4 рамки и второй продольный обрезок Lf5 рамки предохраняются от прилипания к боковой поверхности опорной части (14), и первому продольному обрезку Lf4 рамки и второму продольному обрезку Lf5 рамки допускается упасть и быть надежно уловленными.
[0106] В то время, как варианты осуществления настоящего изобретения подробно описаны выше с использованием чертежей, возможные конфигурации, не ограничены этими вариантами осуществления. Любые изменения в конструкции и т.п. входящие в объем притязаний настоящего изобретения, входят в состав изобретения.
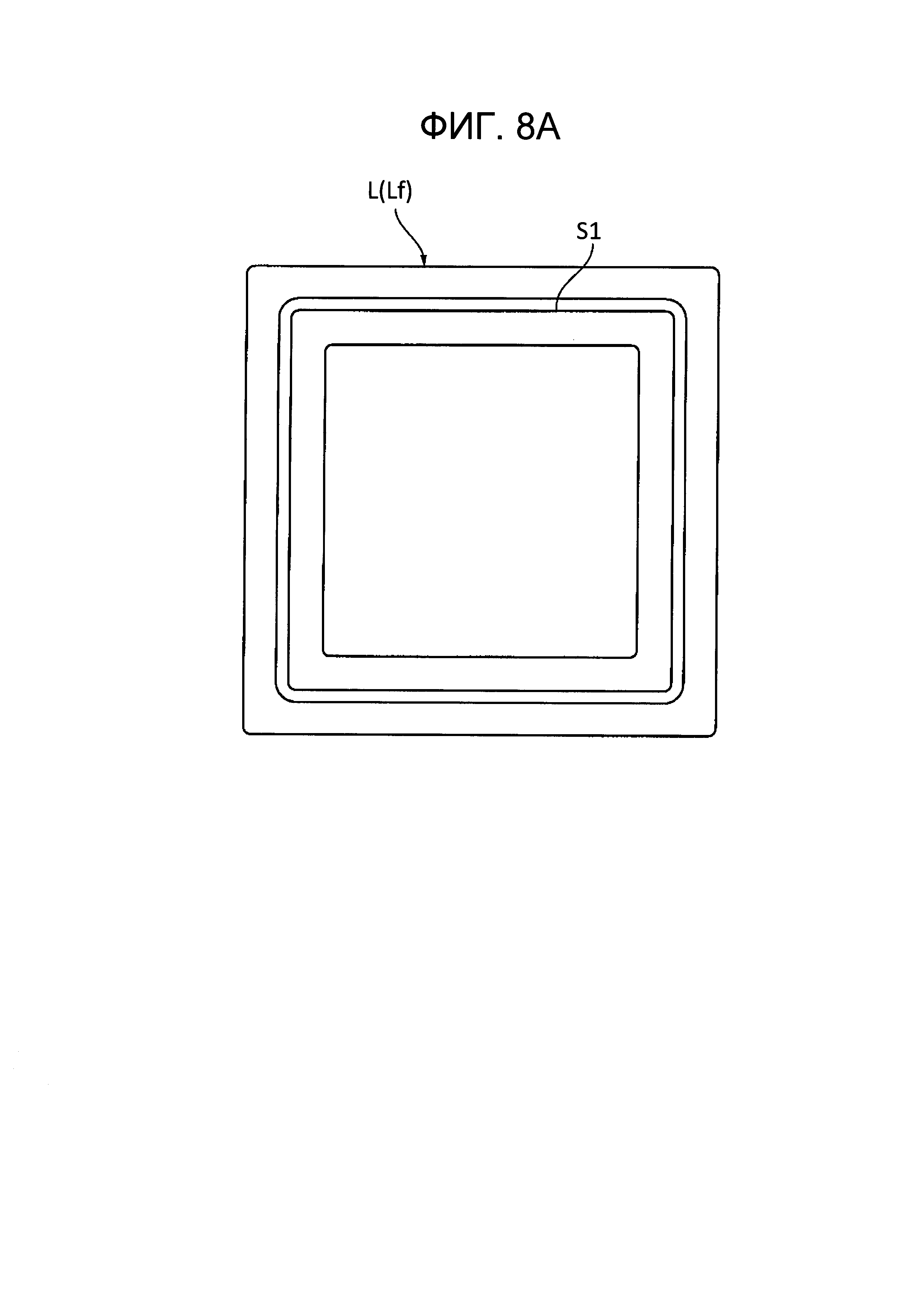
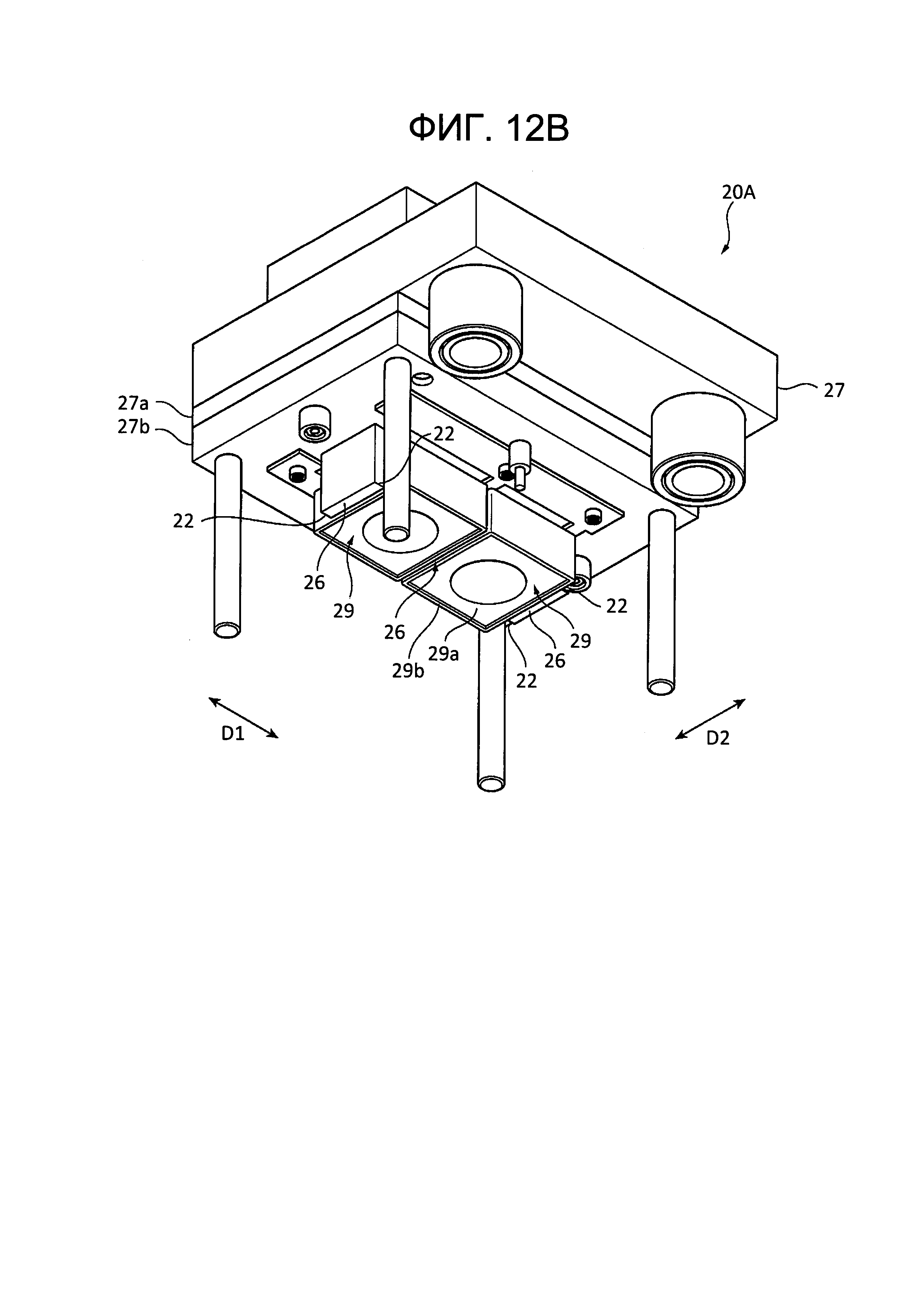
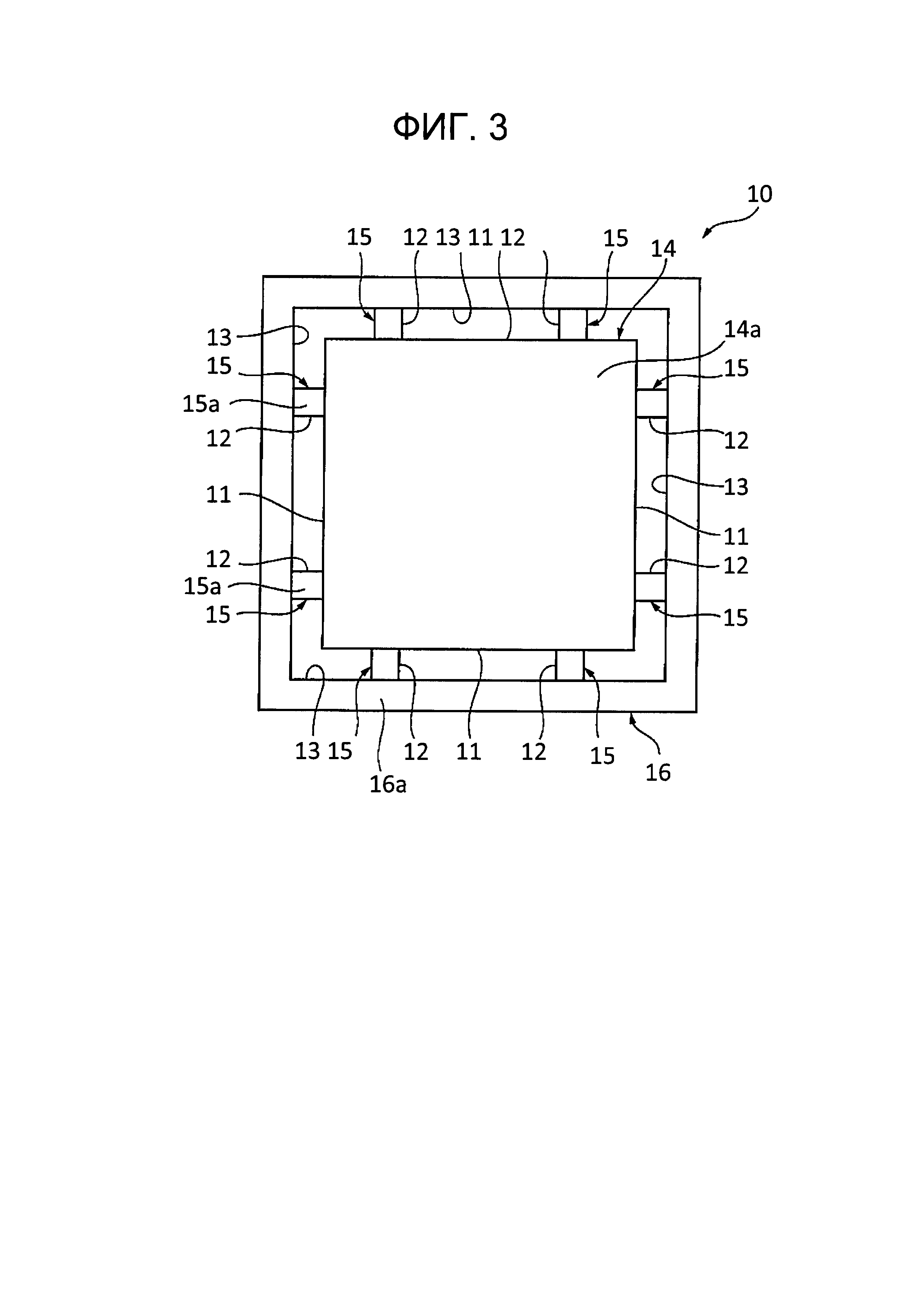
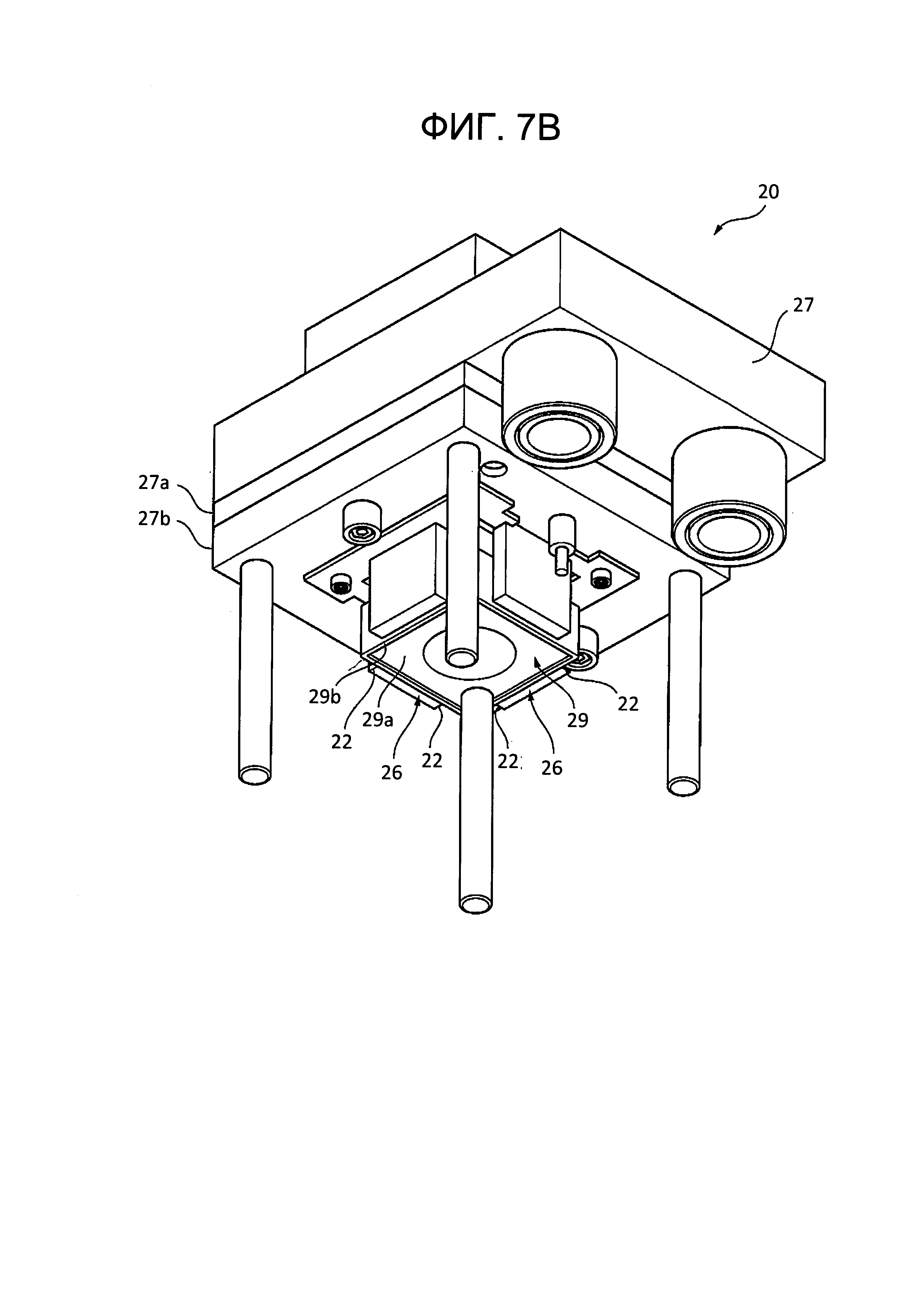
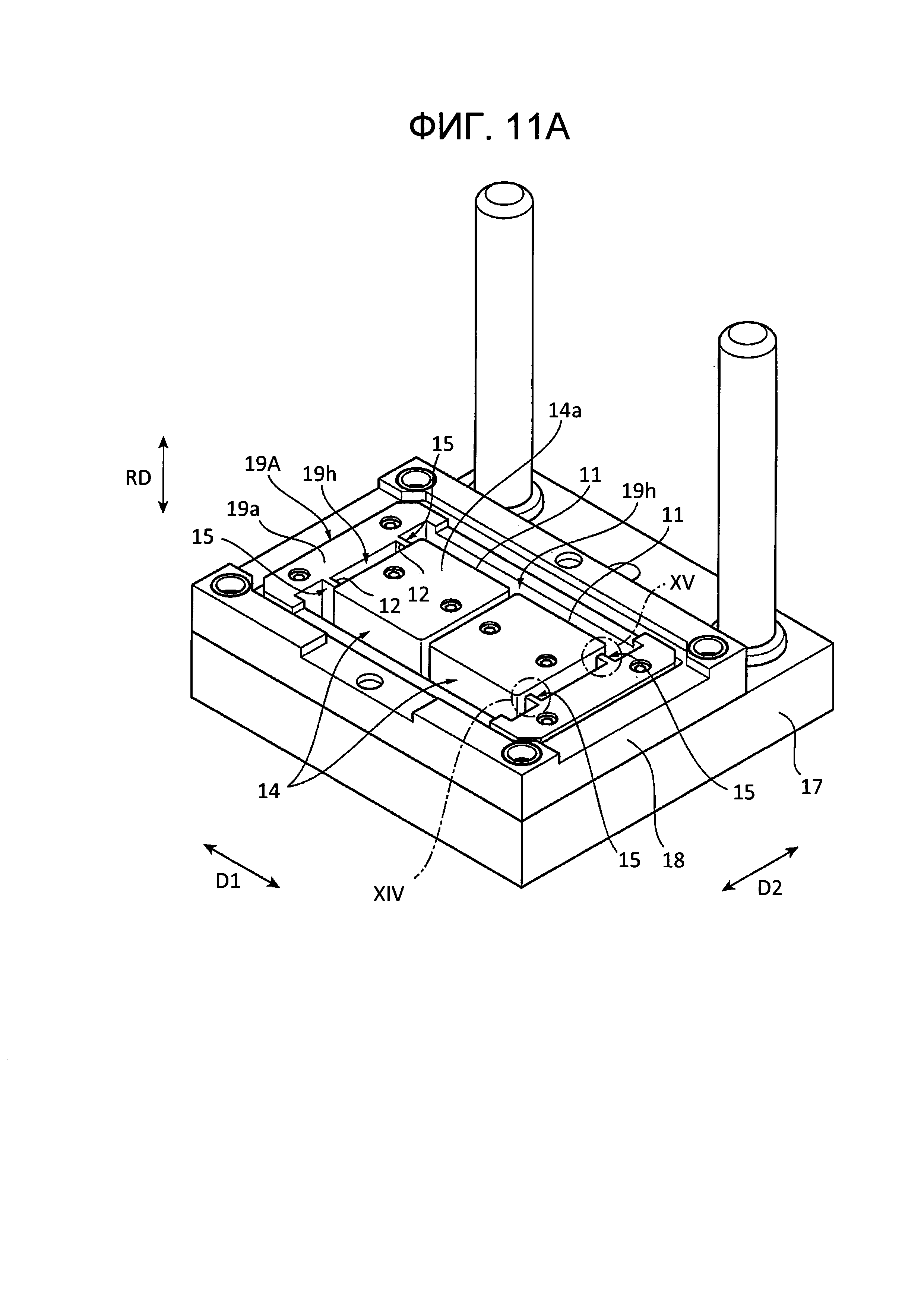
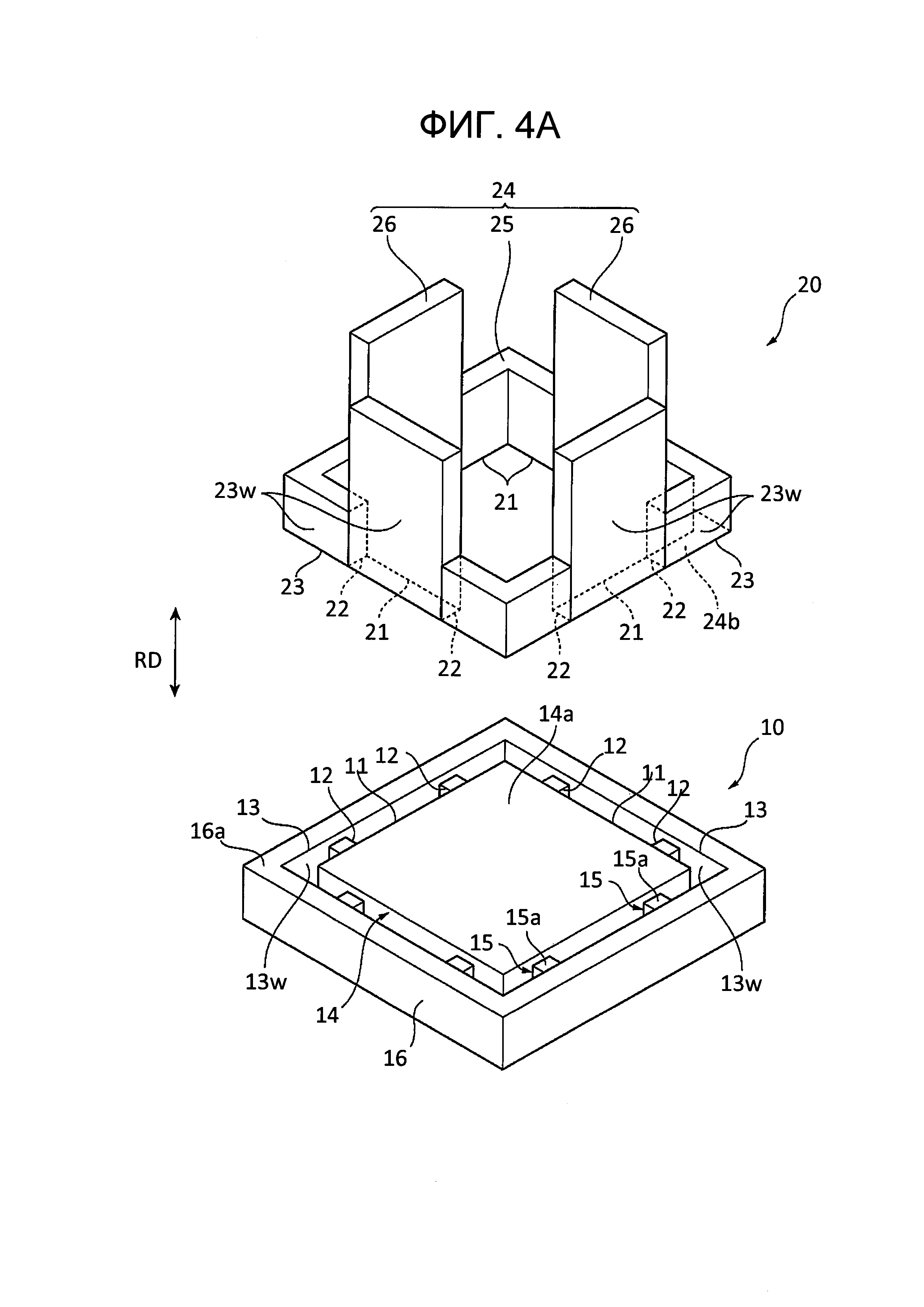
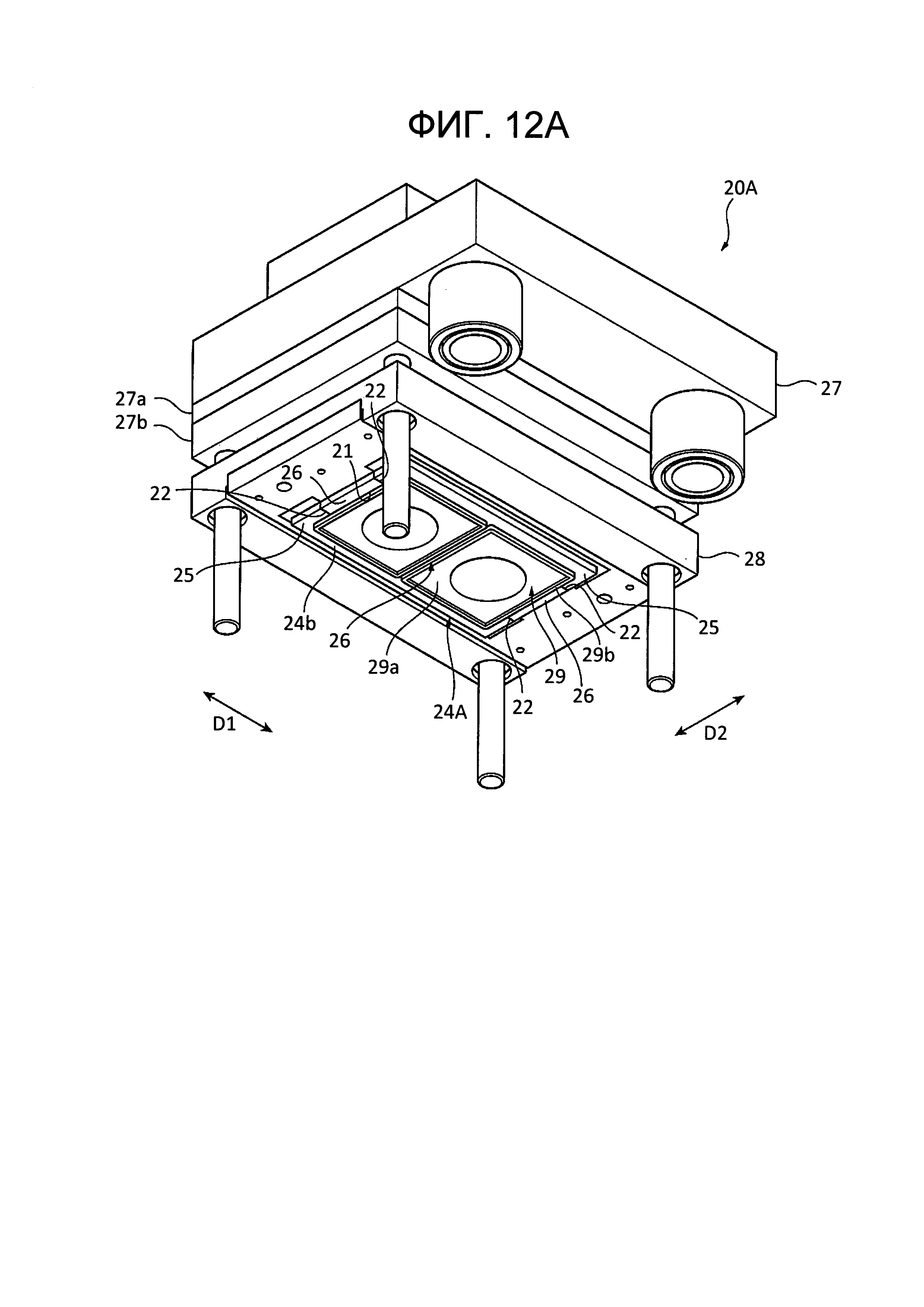
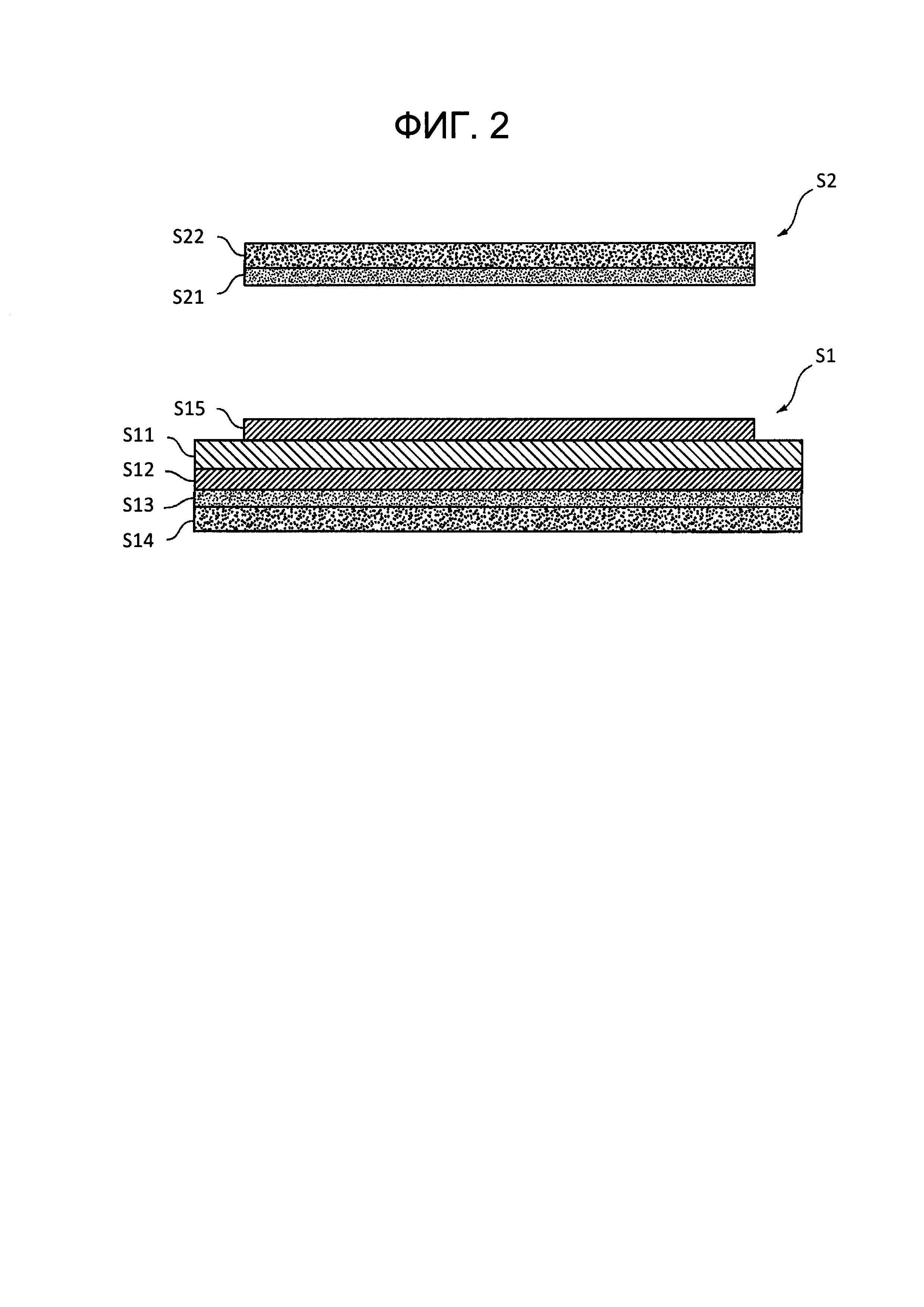
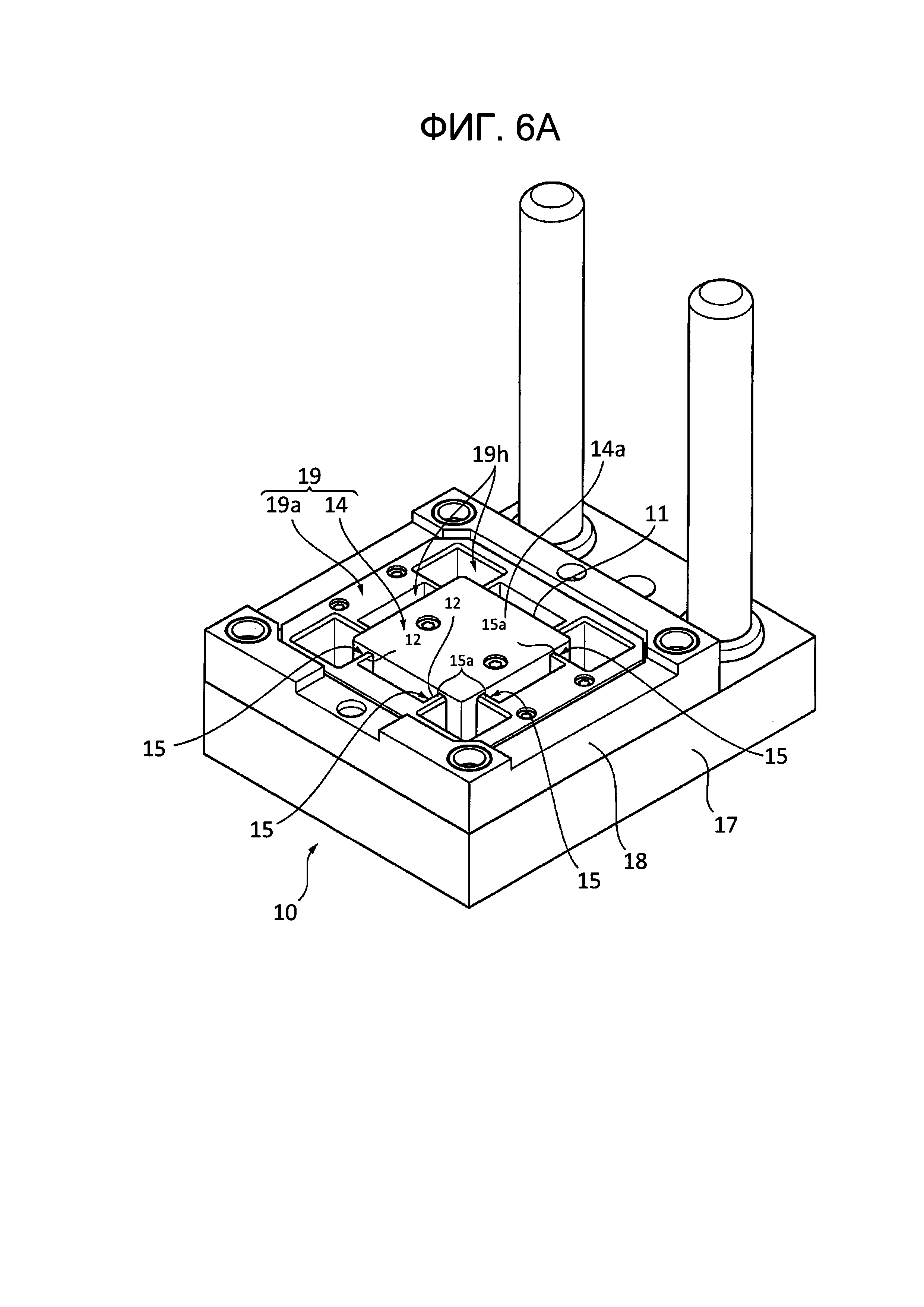
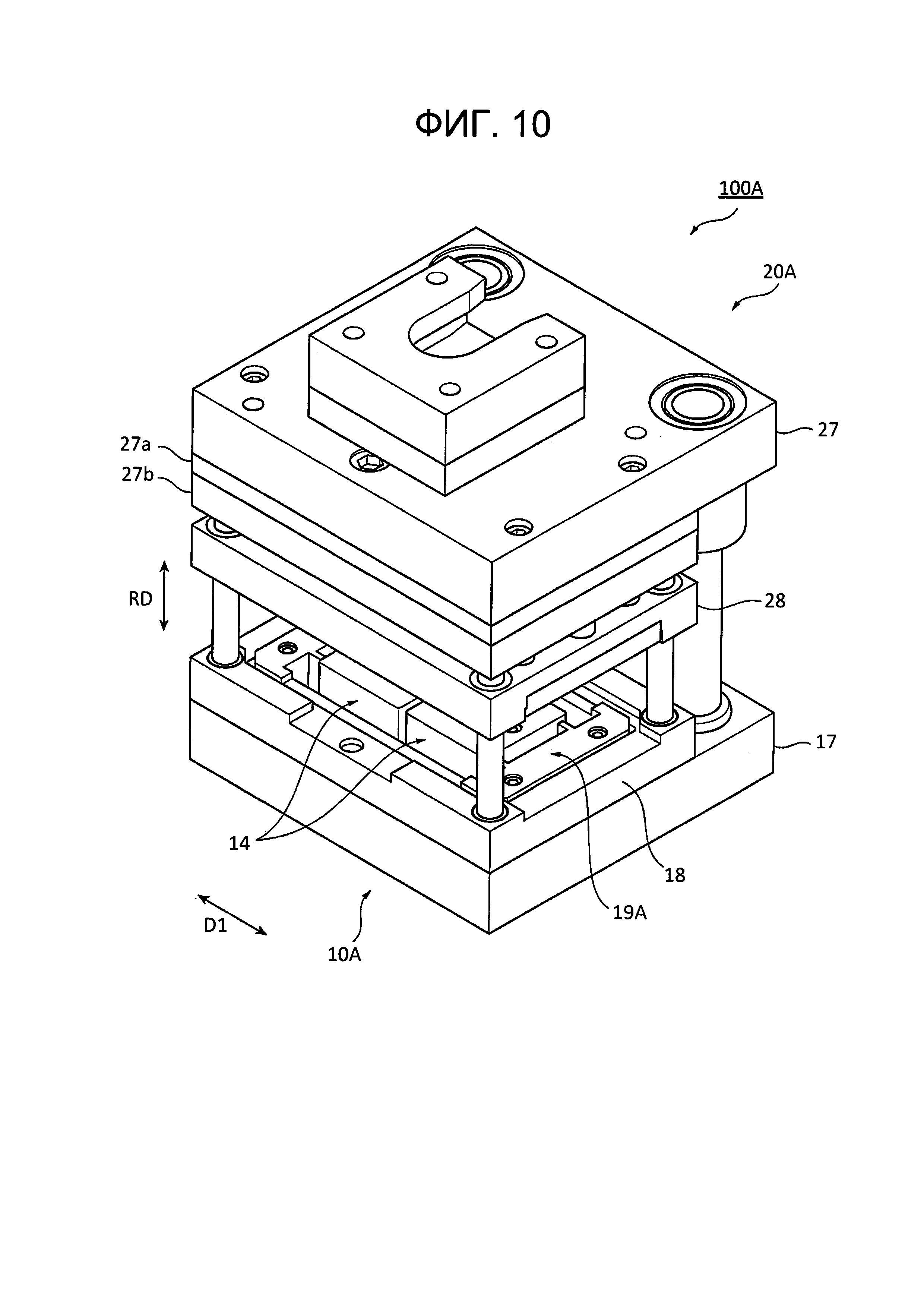
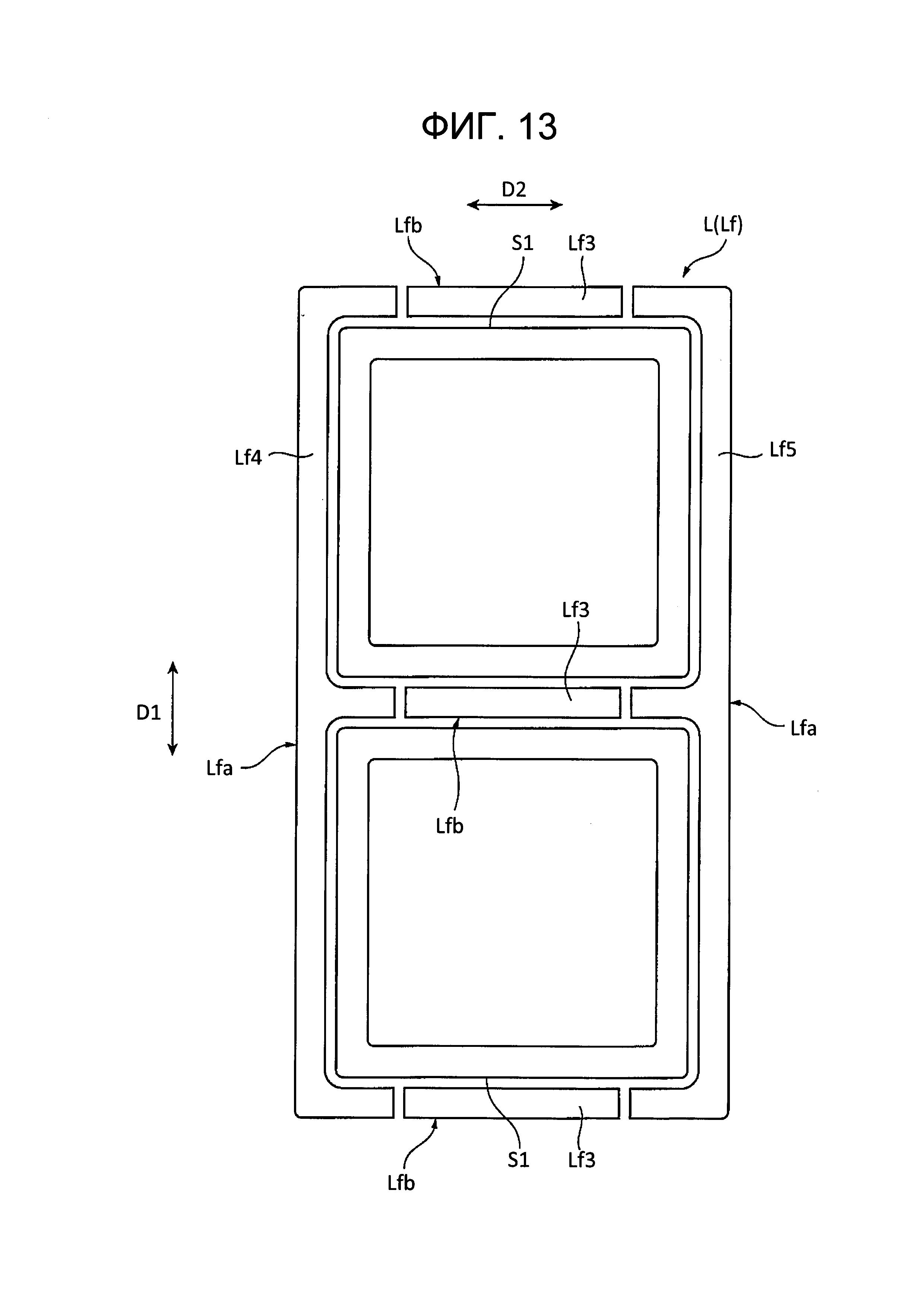
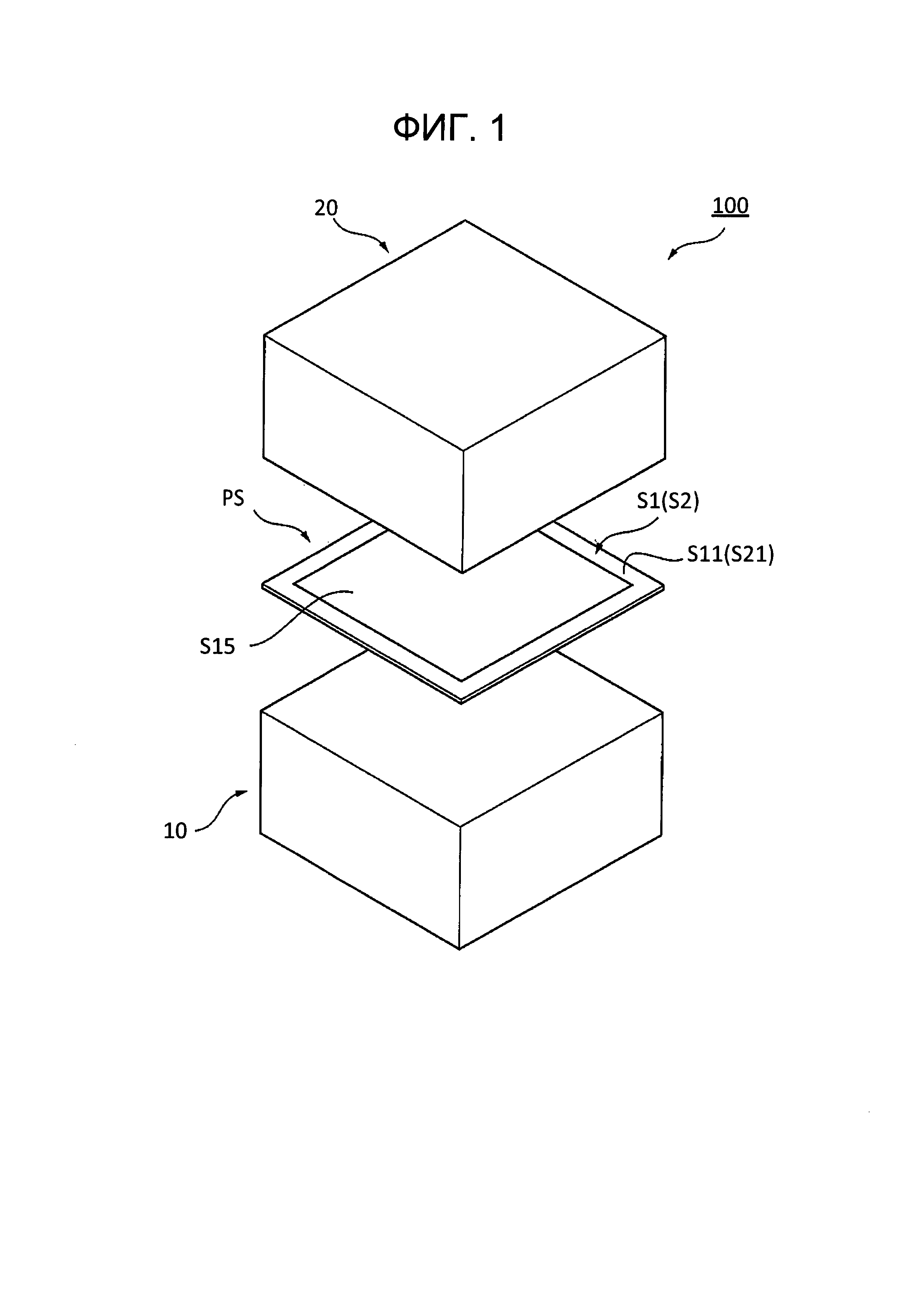
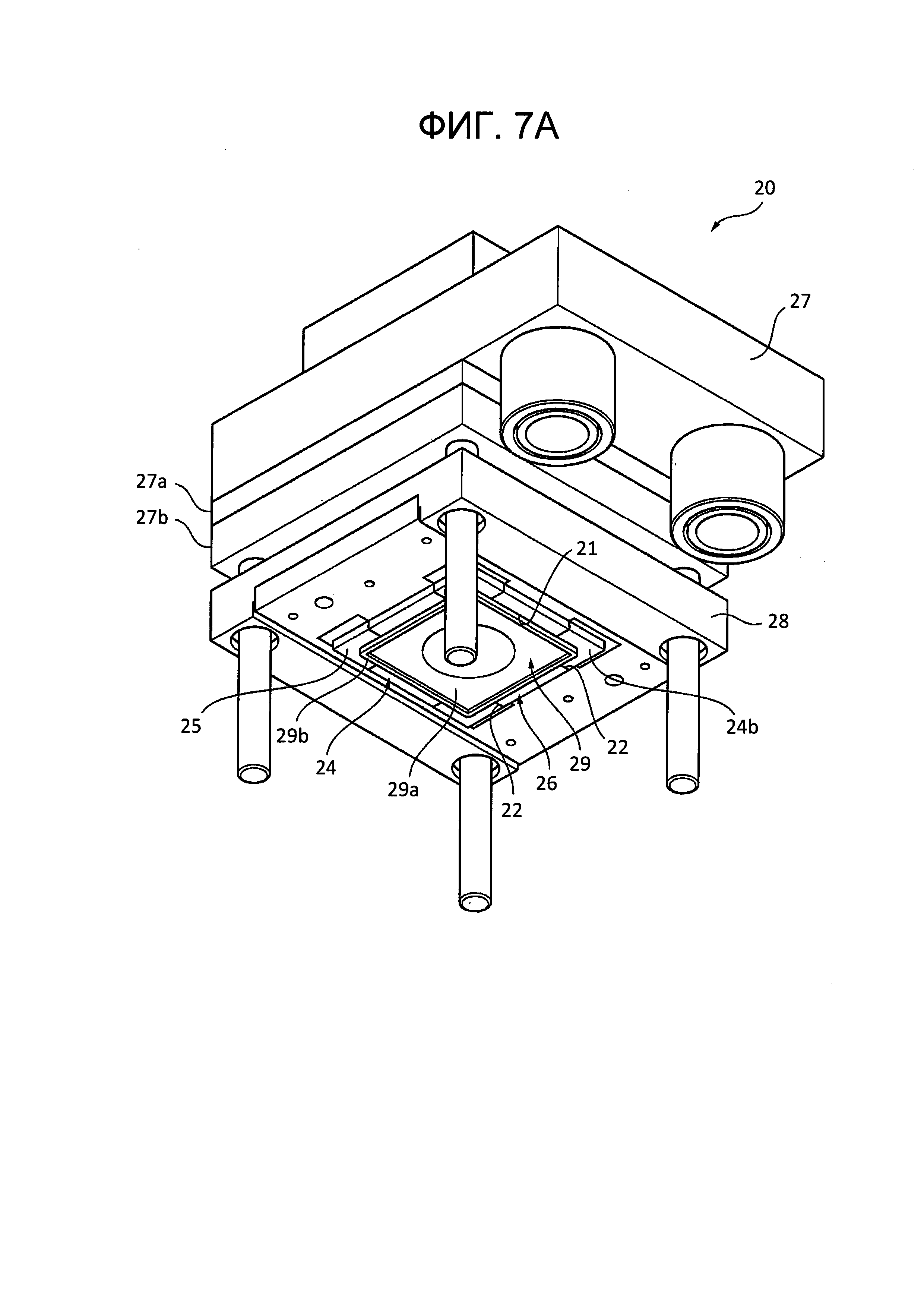
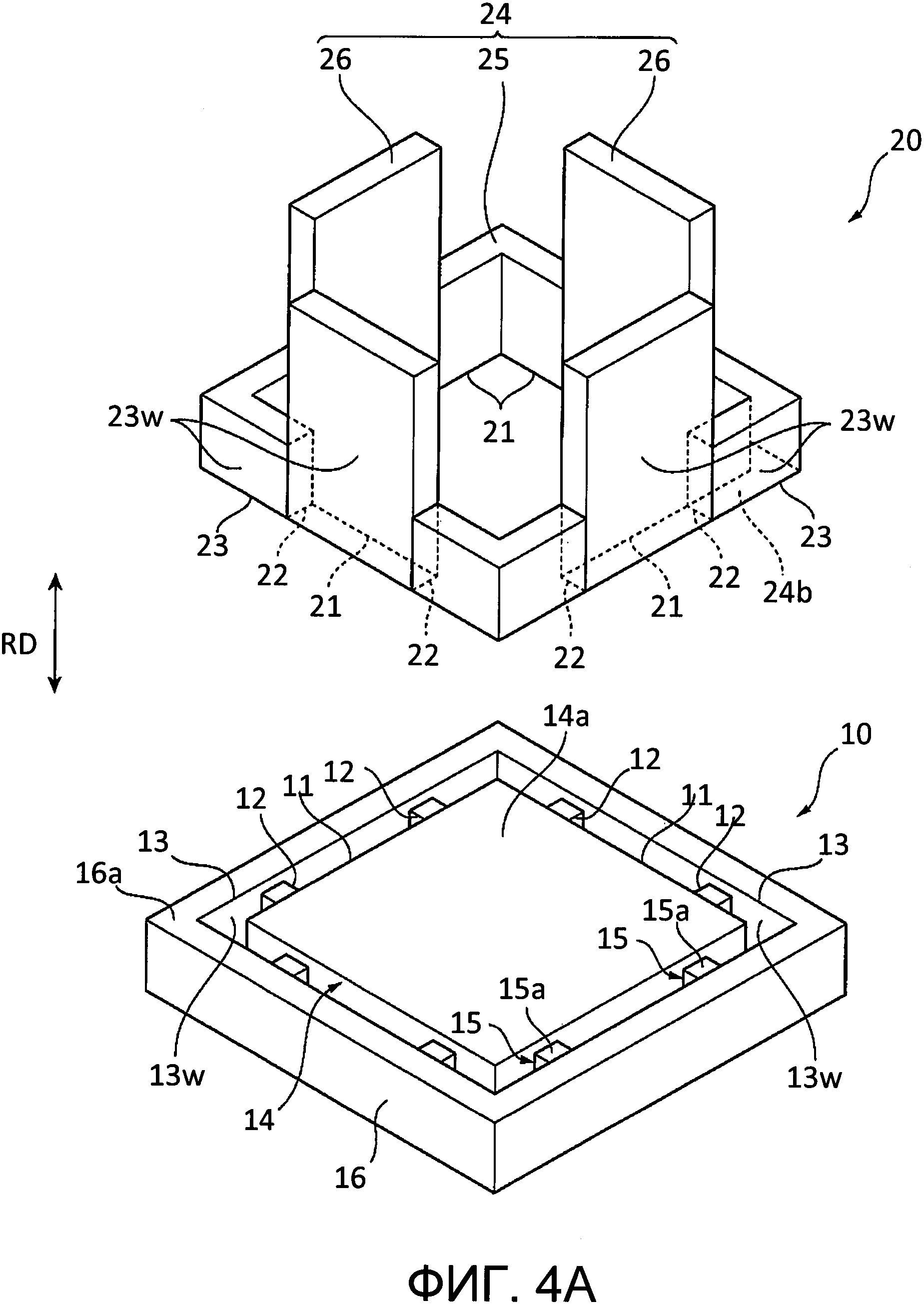
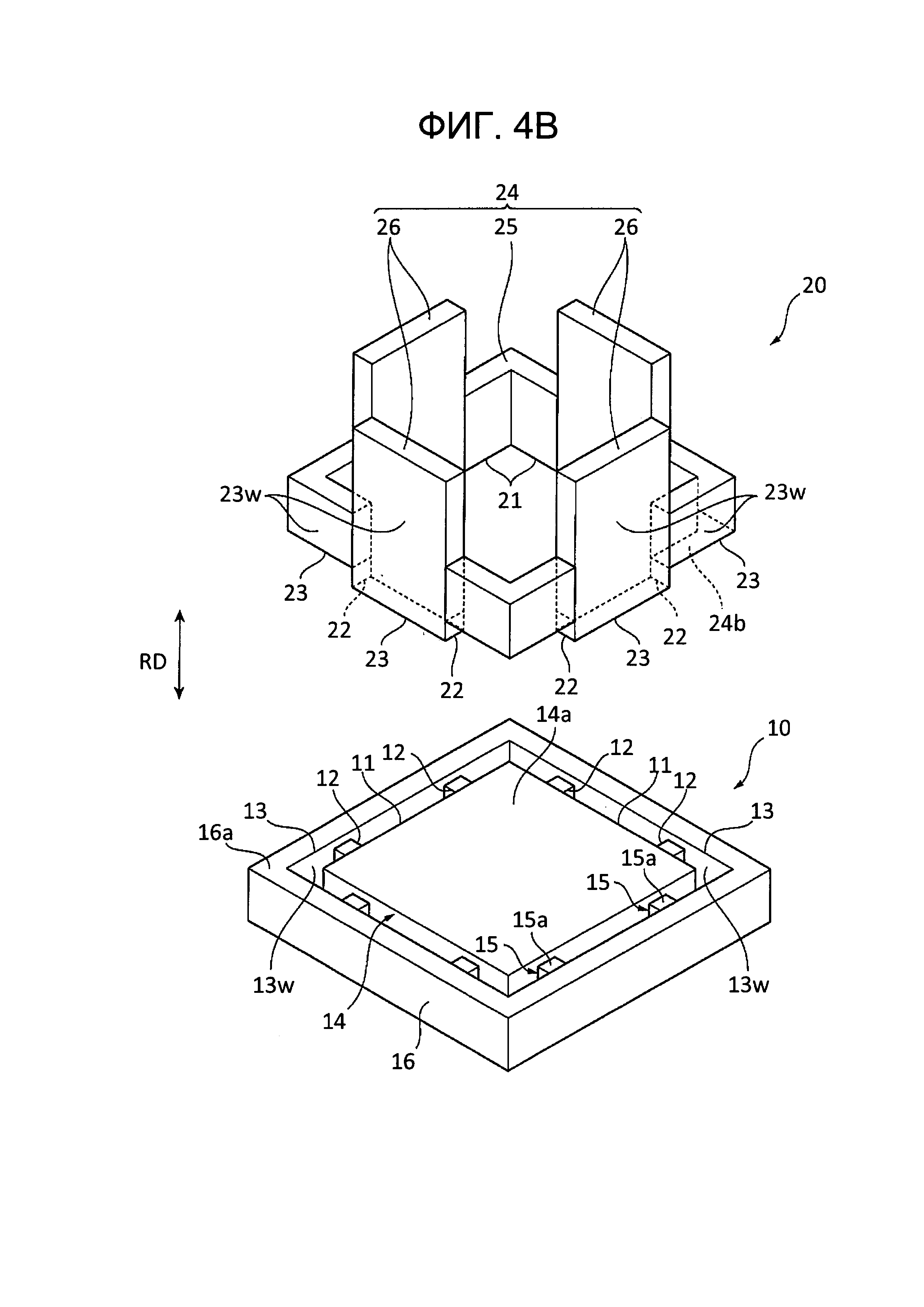
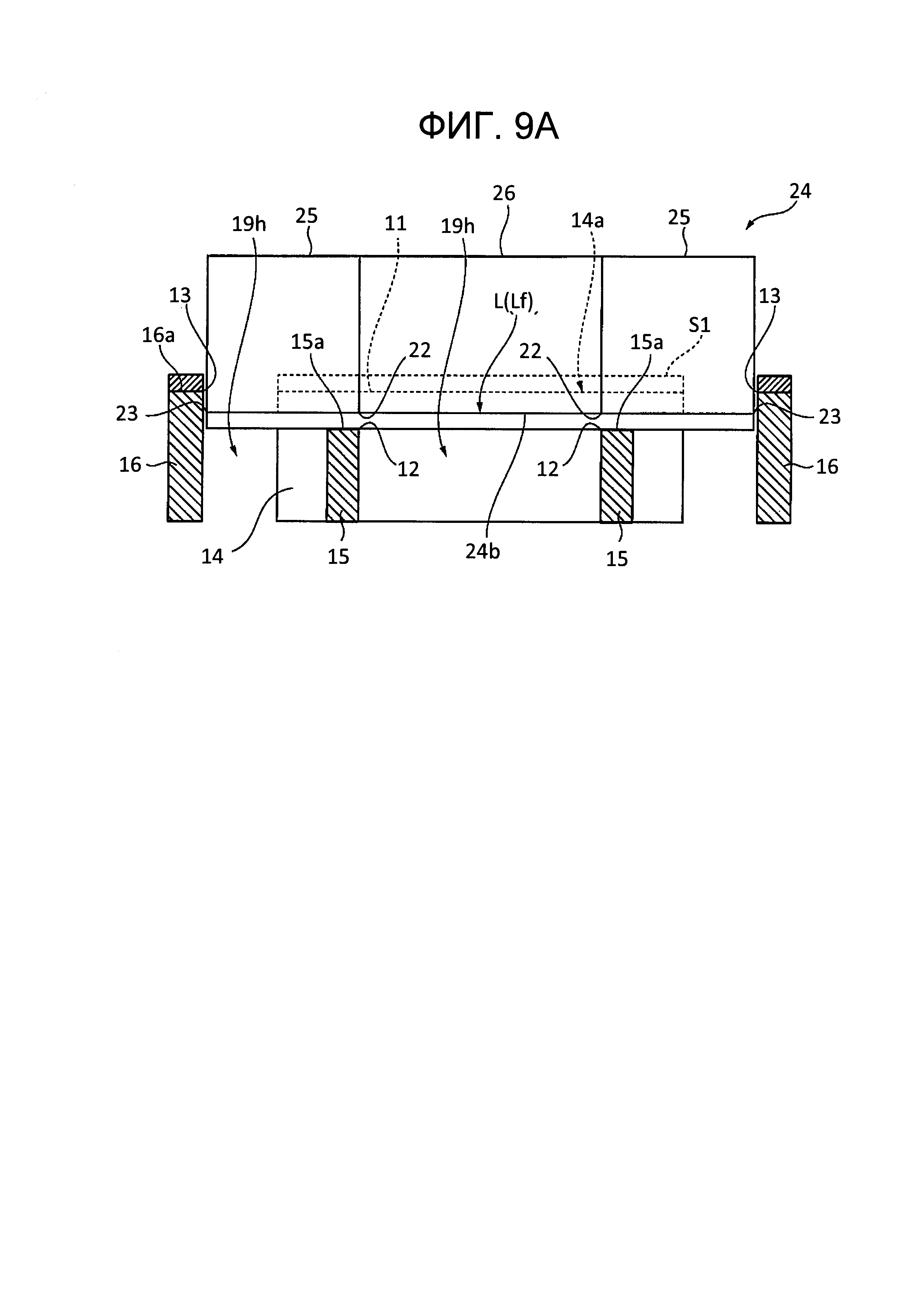
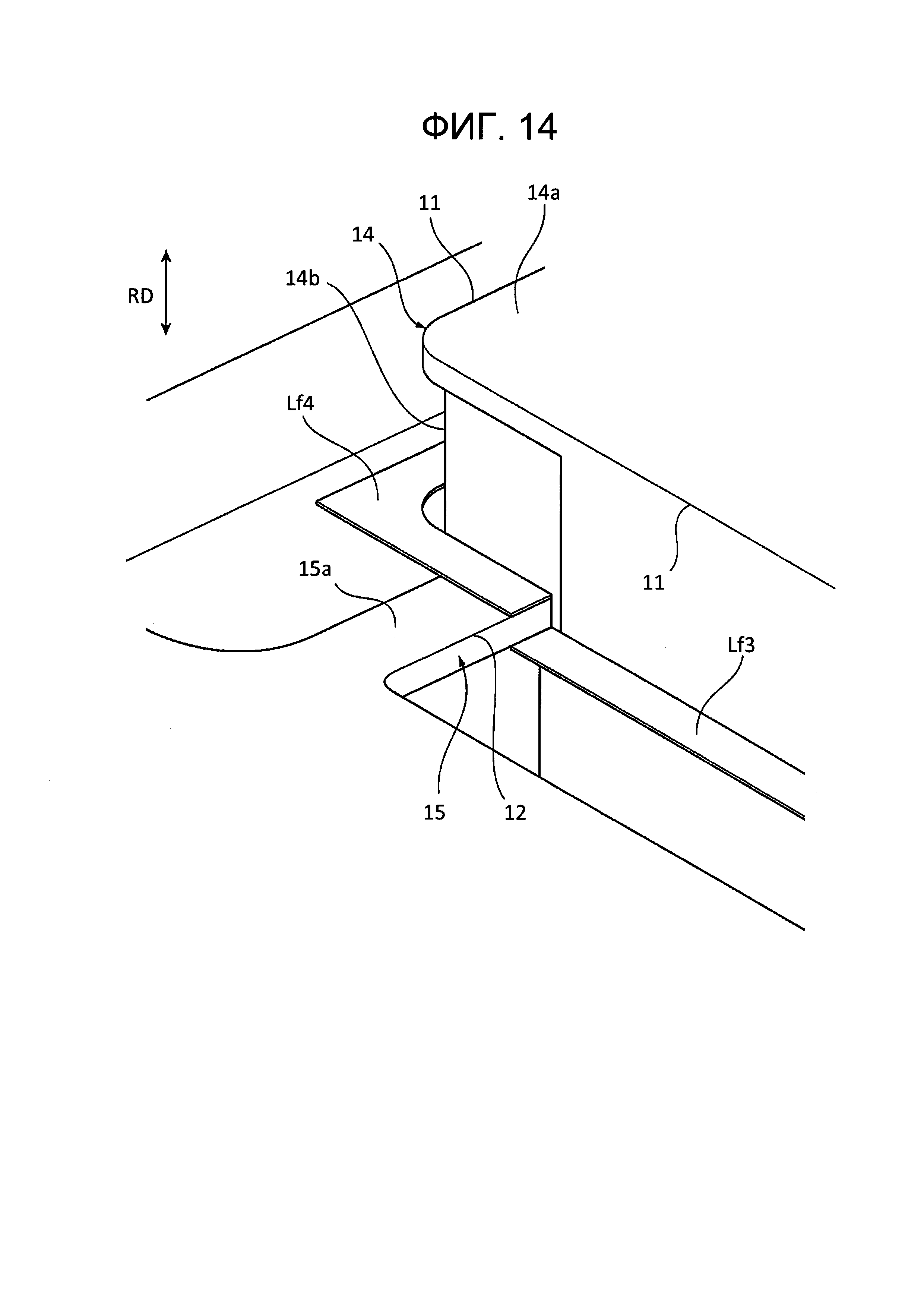
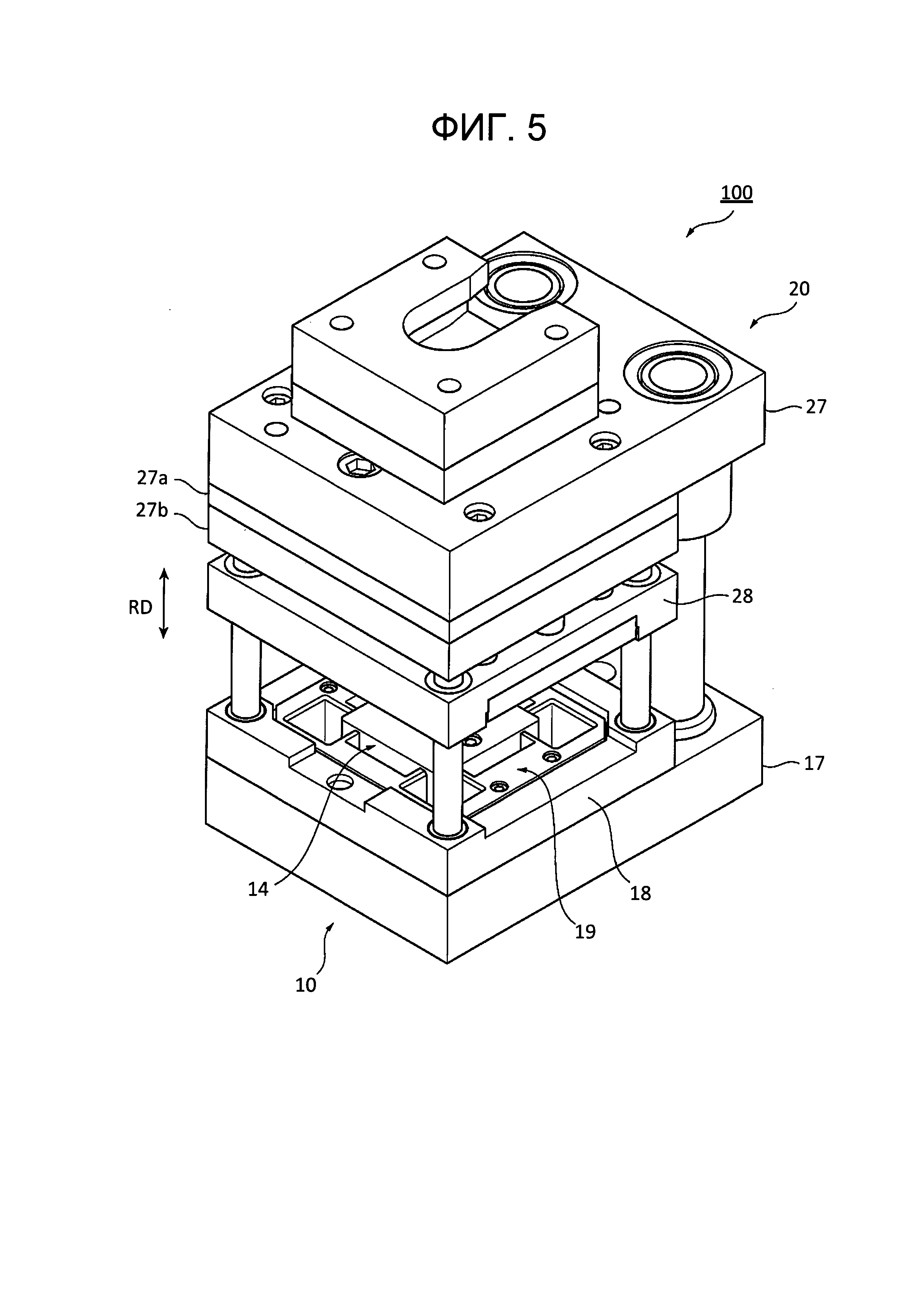
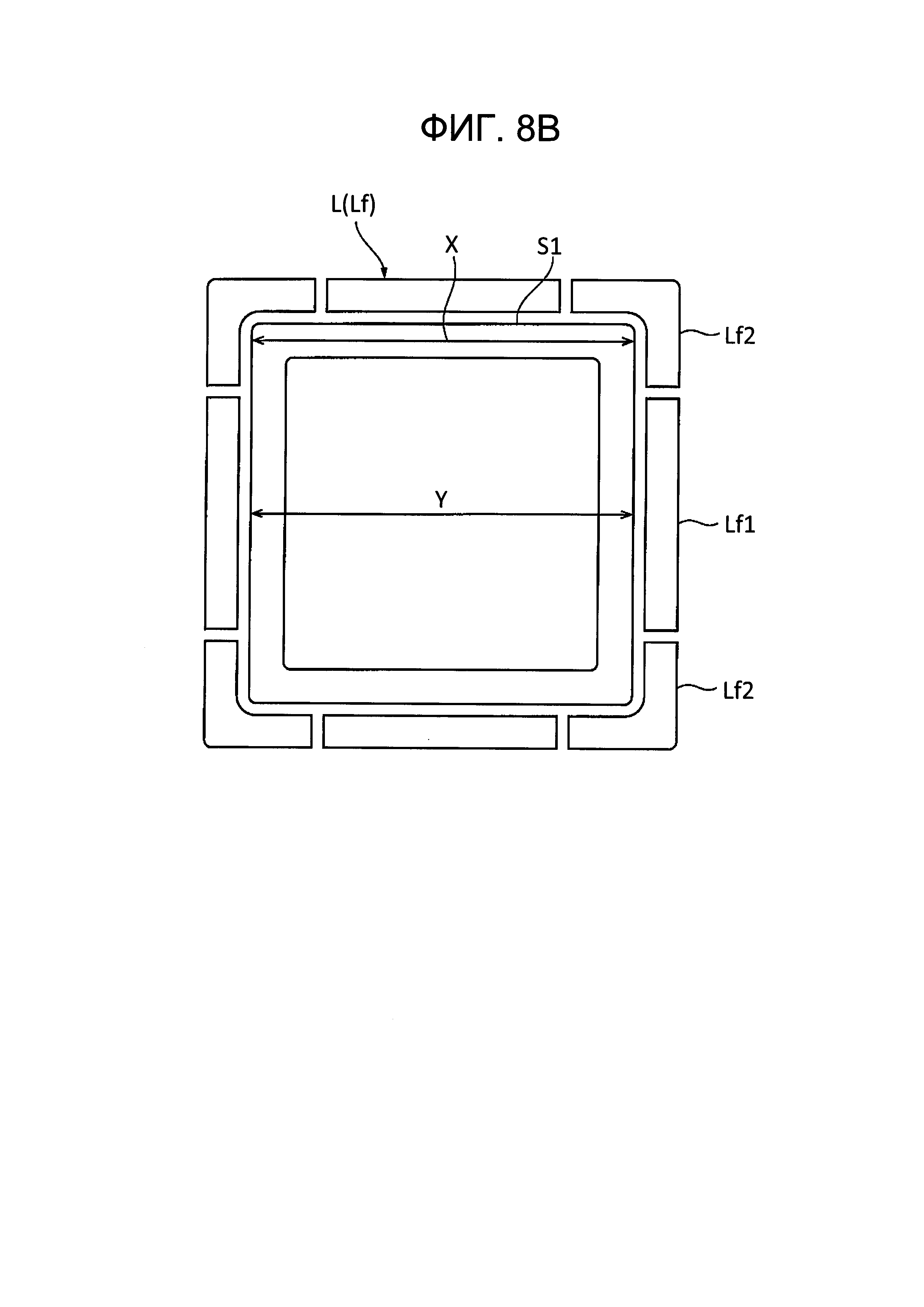
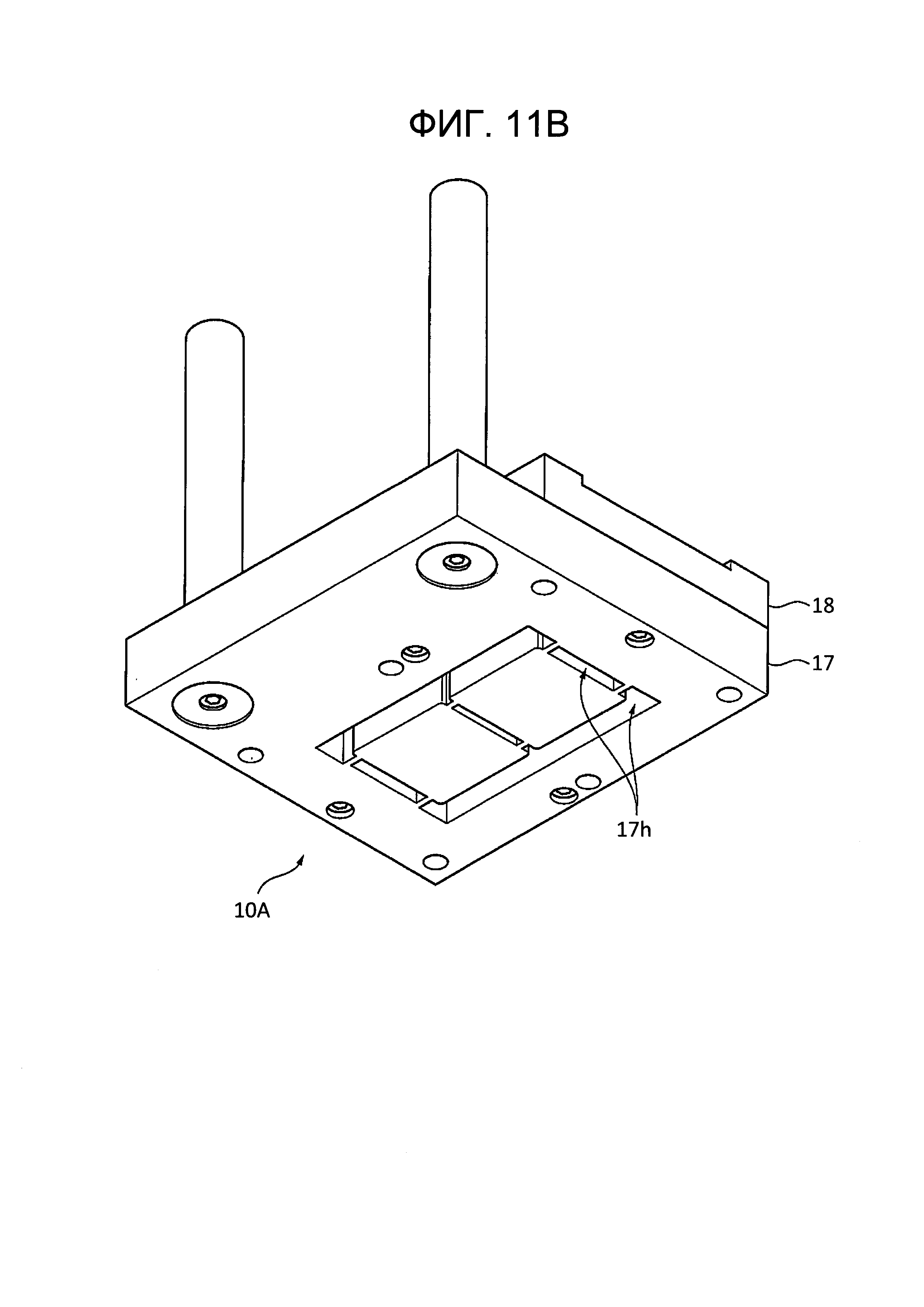
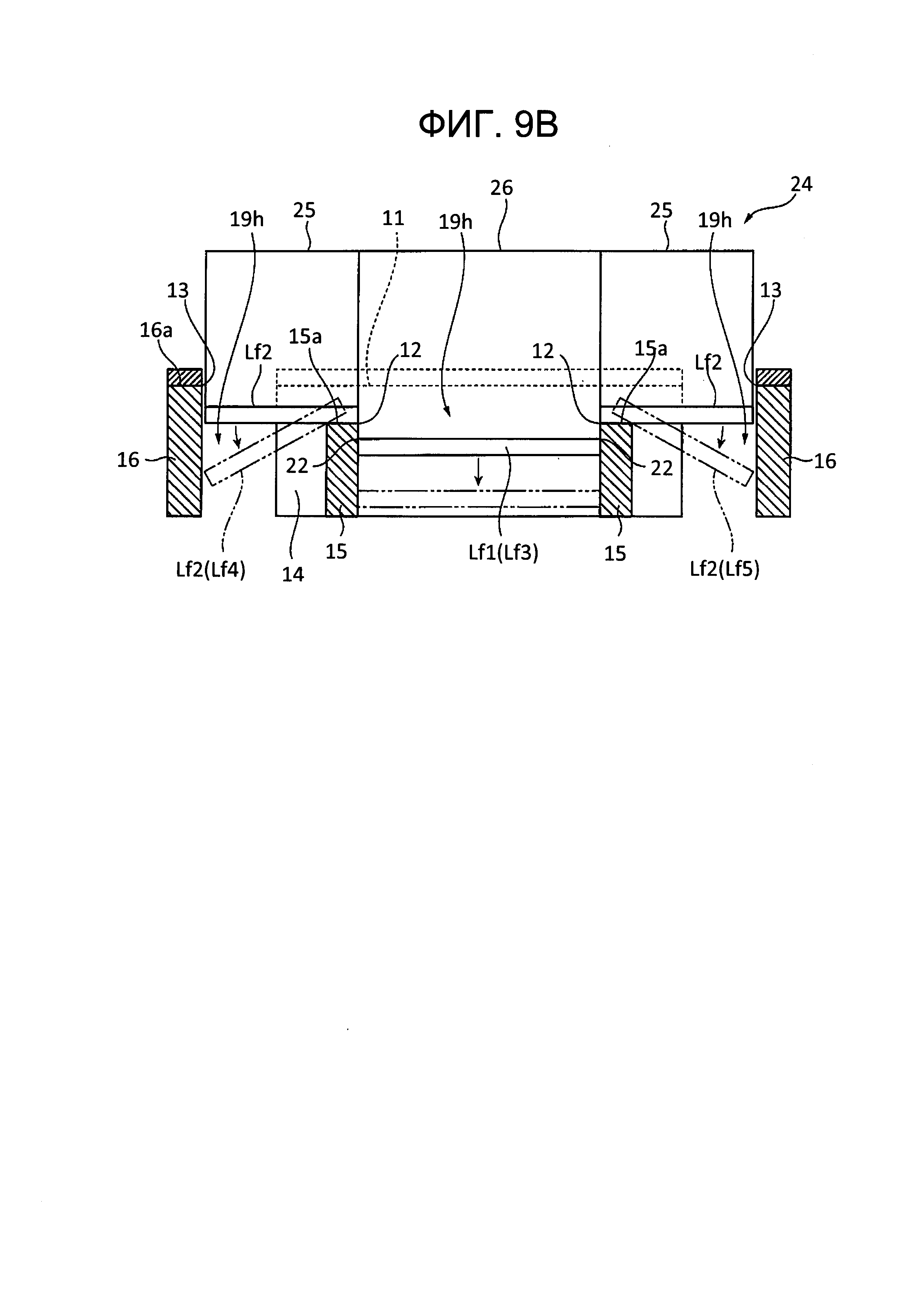
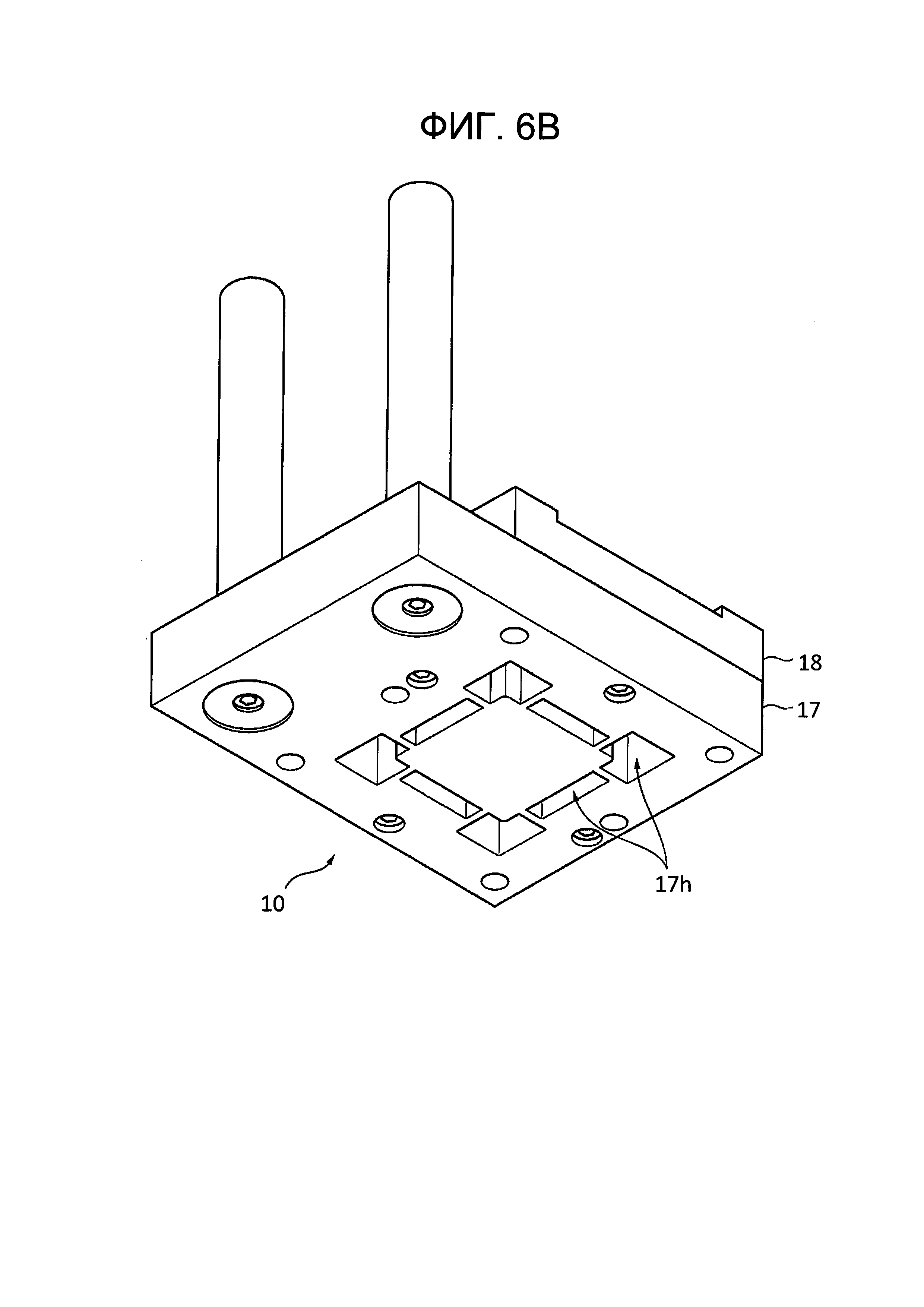
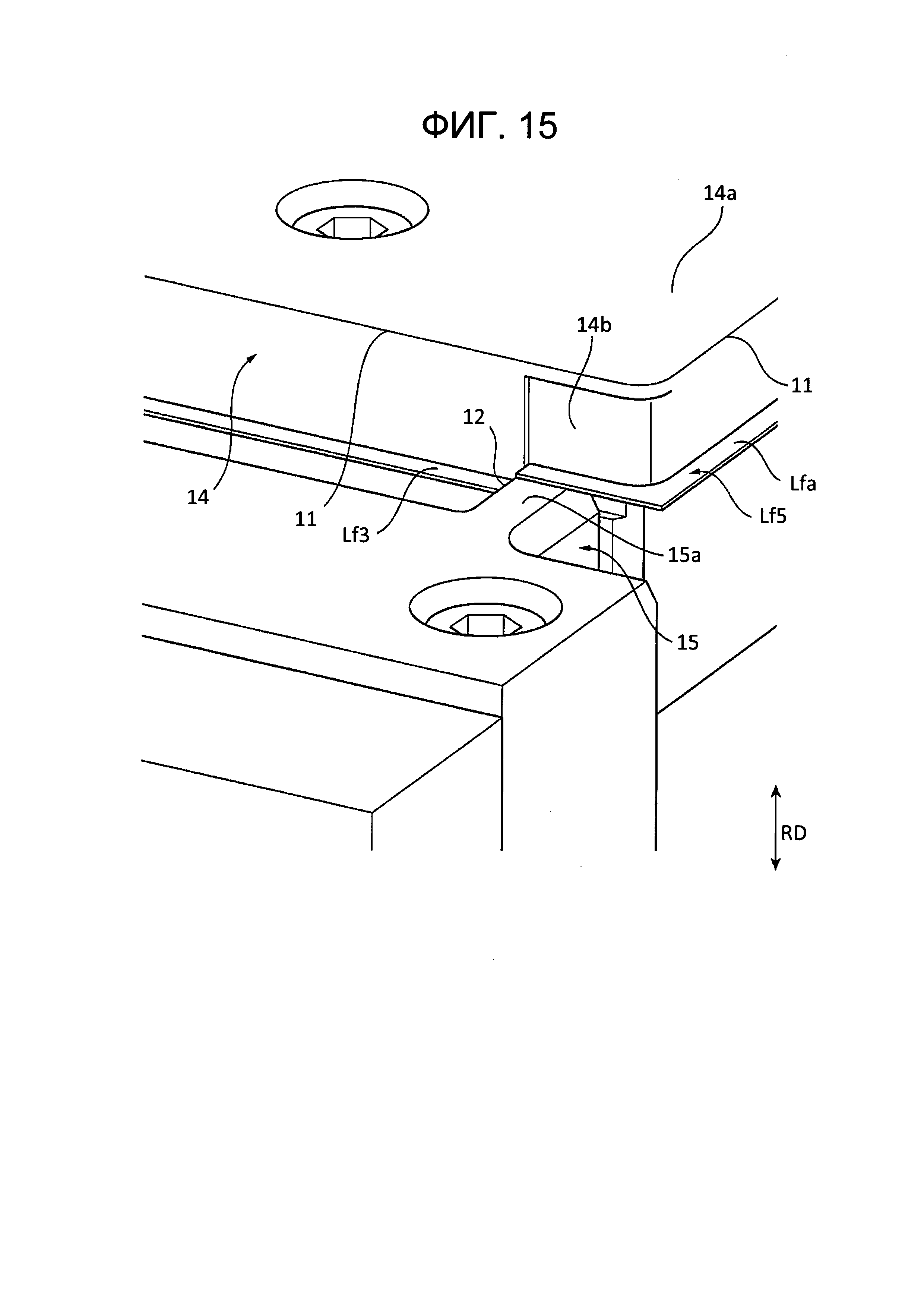
Устройство управления разрядкой для вторичной батареи
Устройство дифференциала
Устройство для очистки выхлопного газа двигателя внутреннего сгорания
Устройство управления амортизацией колебаний в транспортном средстве и транспортное средство, оснащенное устройством управления амортизацией колебаний
Контроллер для двигателя внутреннего сгорания
Система очистки выхлопных газов двигателя внутреннего сгорания
Устройство регулирования теплообмена транспортного средства
Гибридное транспортное средство
Тормозное устройство транспортного средства, подавляющее чрезмерное скольжение колеса в ходе торможения
Система очистки выхлопных газов двигателя внутреннего сгорания

