Результат интеллектуальной деятельности: АВТОМАТИЗИРОВАННАЯ СИСТЕМА ИЗМЕРЕНИЯ ВЛАЖНОСТИ СЫПУЧЕГО ПРОДУКТА НА КОНВЕЙЕРЕ
Вид РИД
Изобретение
Изобретение относится к автоматизированной системе измерения влажности сыпучего продукта на конвейере и может быть использовано для контроля качества сыпучего продукта с целью дальнейшего регулирования настроек параметров технологической конвейерной линии для производства указанного сыпучего продукта.
Из уровня техники известна автоматизированная система измерения влажности сыпучего продукта на конвейере, содержащая пробоотборник, устройство для определения влажности сыпучего продукта с весами, оснащенными, по меньшей мере, одним нагревательным элементом, а также блок управления и контроля измерением влажности сыпучего продукта (см. KR 20090091621 А, кл. G01N 5/04, 28.08.2009). Недостатками известного устройства являются сложность конструкции устройства, которое обеспечивает перемещение сыпучего продукта в процессе измерения влажности сыпучего продукта, что приводит к понижению надежности всей системы, при этом отсутствует возможность осуществления одновременного измерения нескольких образцов, что снижает частоту проводимых измерений и увеличивает время реагирования на изменения в результатах измерений, а, следовательно, и время на выявление и исправление ошибок в настройках параметров технологического конвейерной линии, что приводит к снижению качества производимого сыпучего продукта.
Таким образом, технической проблемой является устранение указанных недостатков и создание системы измерения влажности сыпучего продукта, более простой конструкции с повышенной надежностью, а также позволяющей производить одновременное измерение нескольких образцов.
Технический результат заключается в повышении надежности автоматической системы и увеличении частоты проводимых измерений влажности сыпучего продукта.
Поставленная проблема решается, а технический результат достигается тем, что в автоматизированной системе измерения влажности сыпучего продукта на конвейере, содержащей пробоотборник, устройство для определения влажности сыпучего продукта с весами, оснащенными, по меньшей мере, одним нагревательным элементом, а также блок управления и контроля измерением влажности сыпучего продукта, устройство для определения влажности сыпучего продукта содержит заключенные в одном корпусе камеру пробоотбора с отверстием для пробоотбора, измерительную камеру, в которой установлены указанные весы, и камеру очистки, причем в центре указанного корпуса с возможностью вращение относительно его вертикальной оси посредством привода установлено основание с радиально отходящими от него по числу камер штангами, на каждой из которых закреплена горизонтальная платформа, а камеры выполнены по периметру указанного корпуса и разделены между собой и основанием разделительными стенками со щелями для перемещения сквозь них штанг и платформ с сыпучим продуктом. Каждая из штанг, при этом, имеет посадочное место под указанную платформу для сыпучего продукта, выполненное таким образом, чтобы не препятствовать ее перемещению в направление вверх и ограничивать в направлениях вниз и в сторону, а весы выполнены с возможностью их вертикального подъема до соприкосновения весов с платформой для сыпучего продукта и отделения указанной платформы от штанги.
Устройство для определения влажности сыпучего продукта также может содержать камеру внешнего доступа с окном для доступа к сыпучему продукту.
Измерительная камера предпочтительно содержит, по меньшей мере, один дополнительный нагревательный элемент, расположенный сверху измеряемого сыпучего продукта, а также систему вентиляции для удаления из нее влаги.
Для равномерного распределения измеряемого сыпучего продукта камера пробоотбора может содержать отбойник, а пробоотборник-накопитель с шиберной заслонкой.
Причем, предпочтительно, указанные щели разделительных стенок содержат упругие шторки.
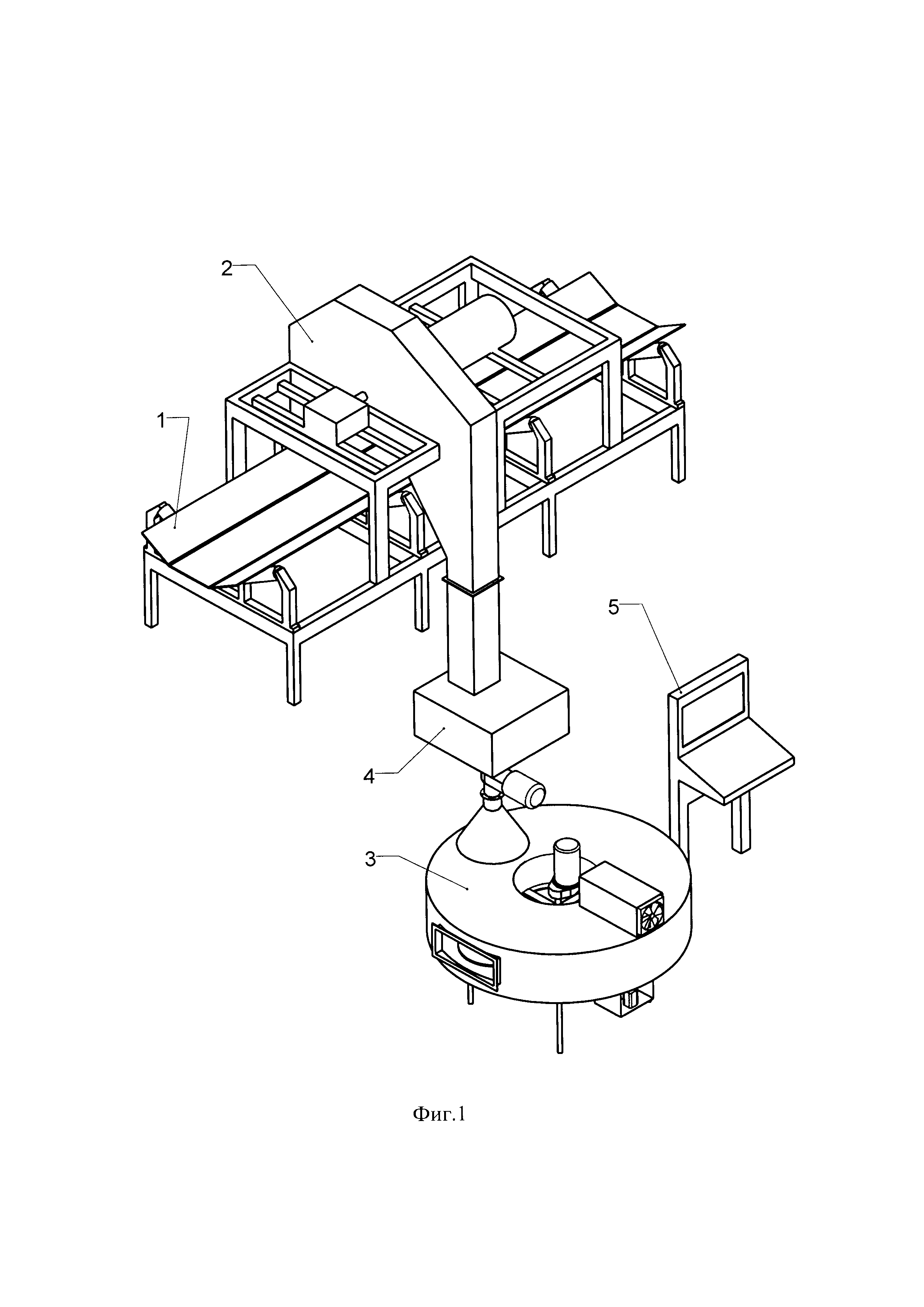
На фиг. 1 представлен общий вид предлагаемой автоматизированной системы измерения влажности сыпучего продукта на конвейере;
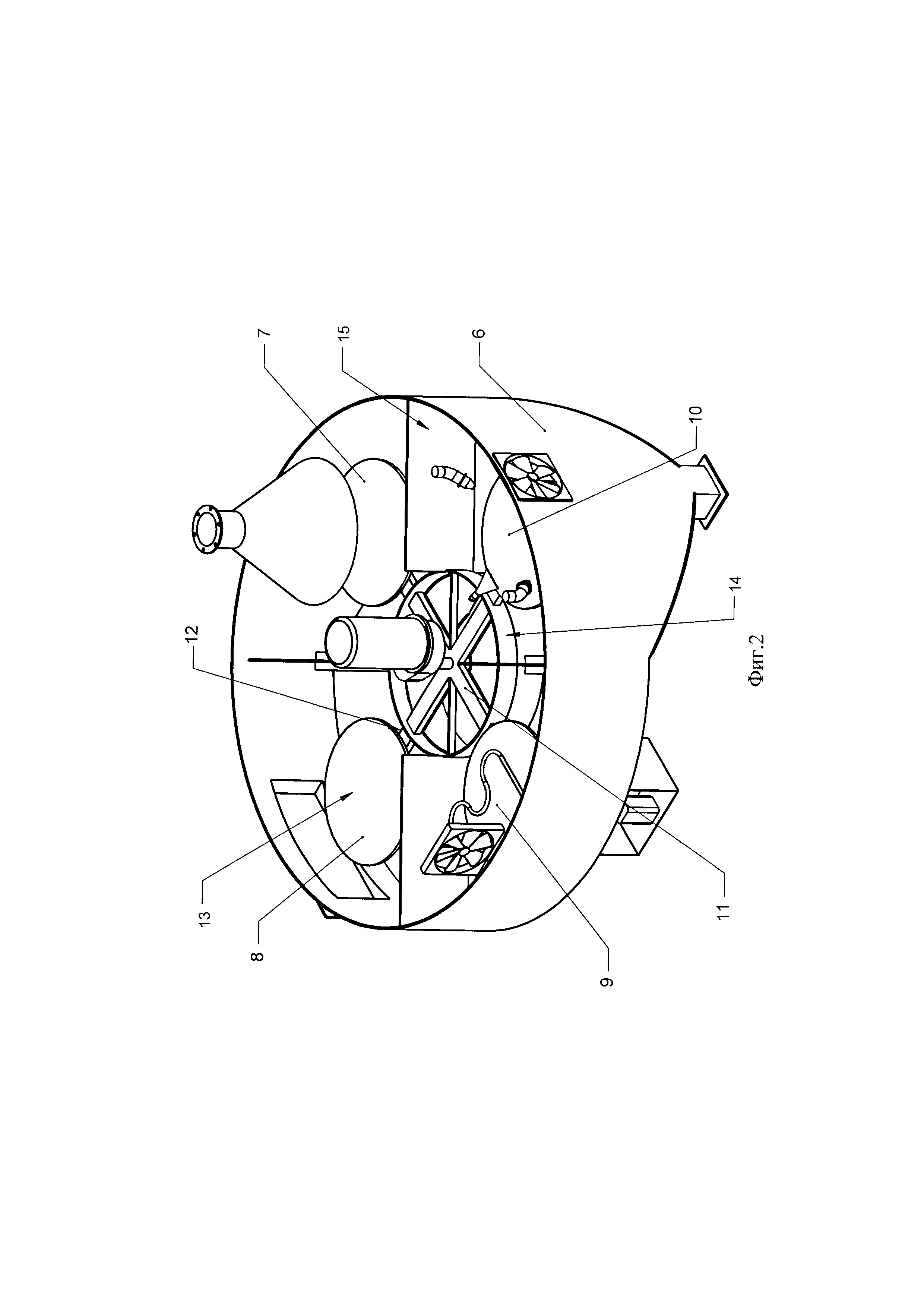
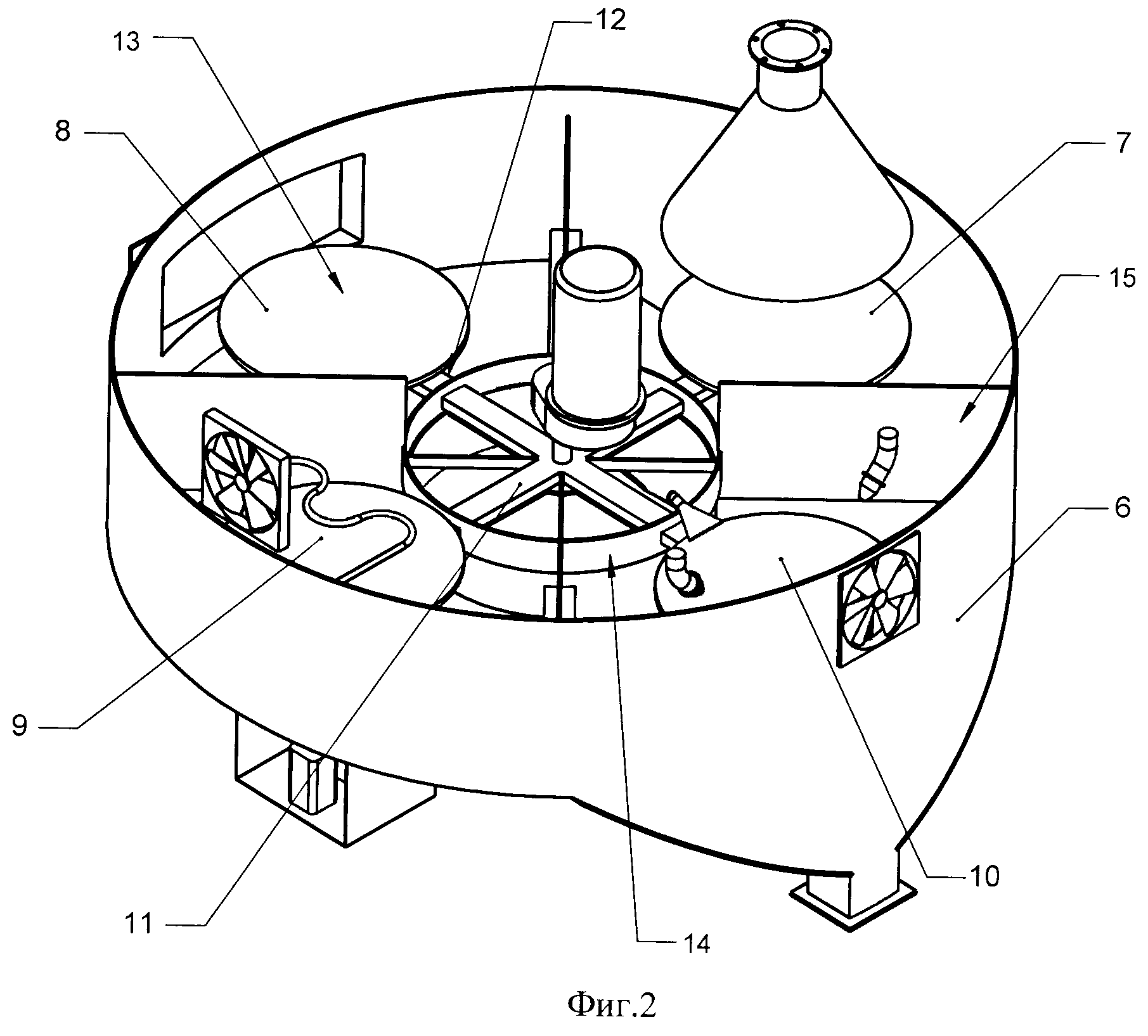
на фиг. 2 - представлен общий вид устройства для определения влажности сыпучего продукта без потолка;
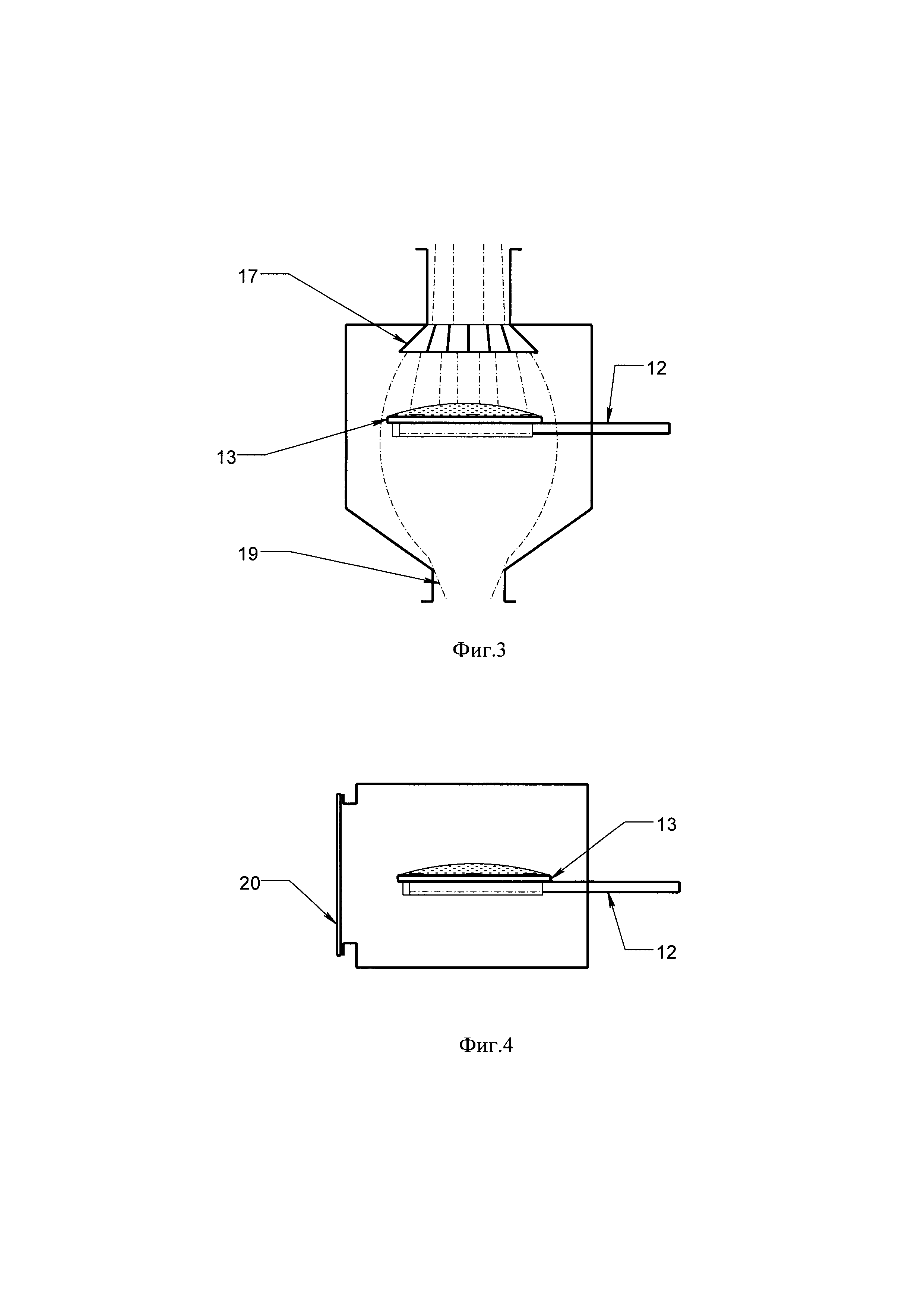
на фиг. 3 - показан схематически вид сбоку камеры пробоотбора;
на фиг. 4 - показан схематически вид сбоку камеры внешнего доступа;
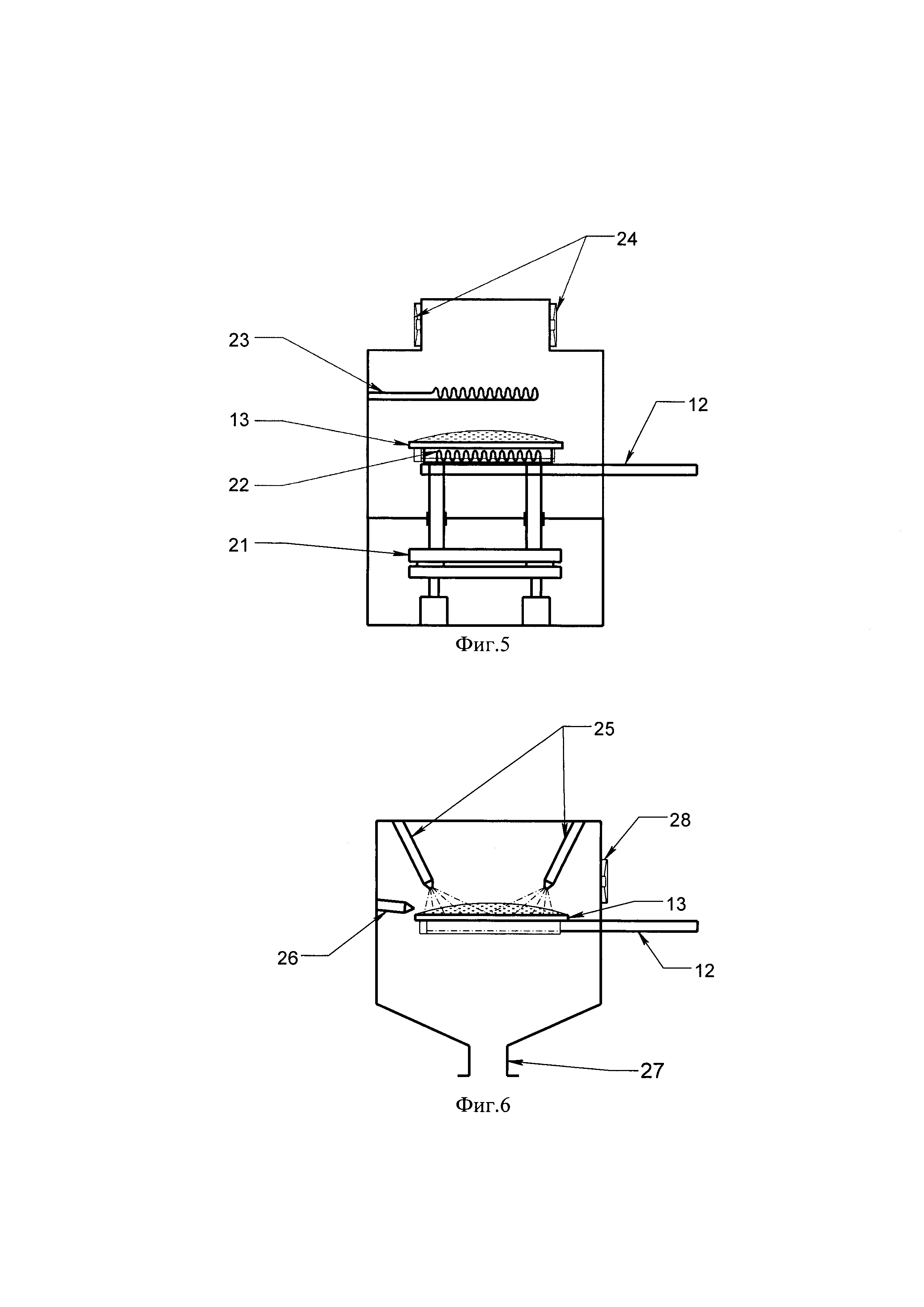
на фиг. 5 - показан схематически вид сбоку измерительной камеры;
на фиг. 6 - показан схематически вид сбоку камеры очистки;
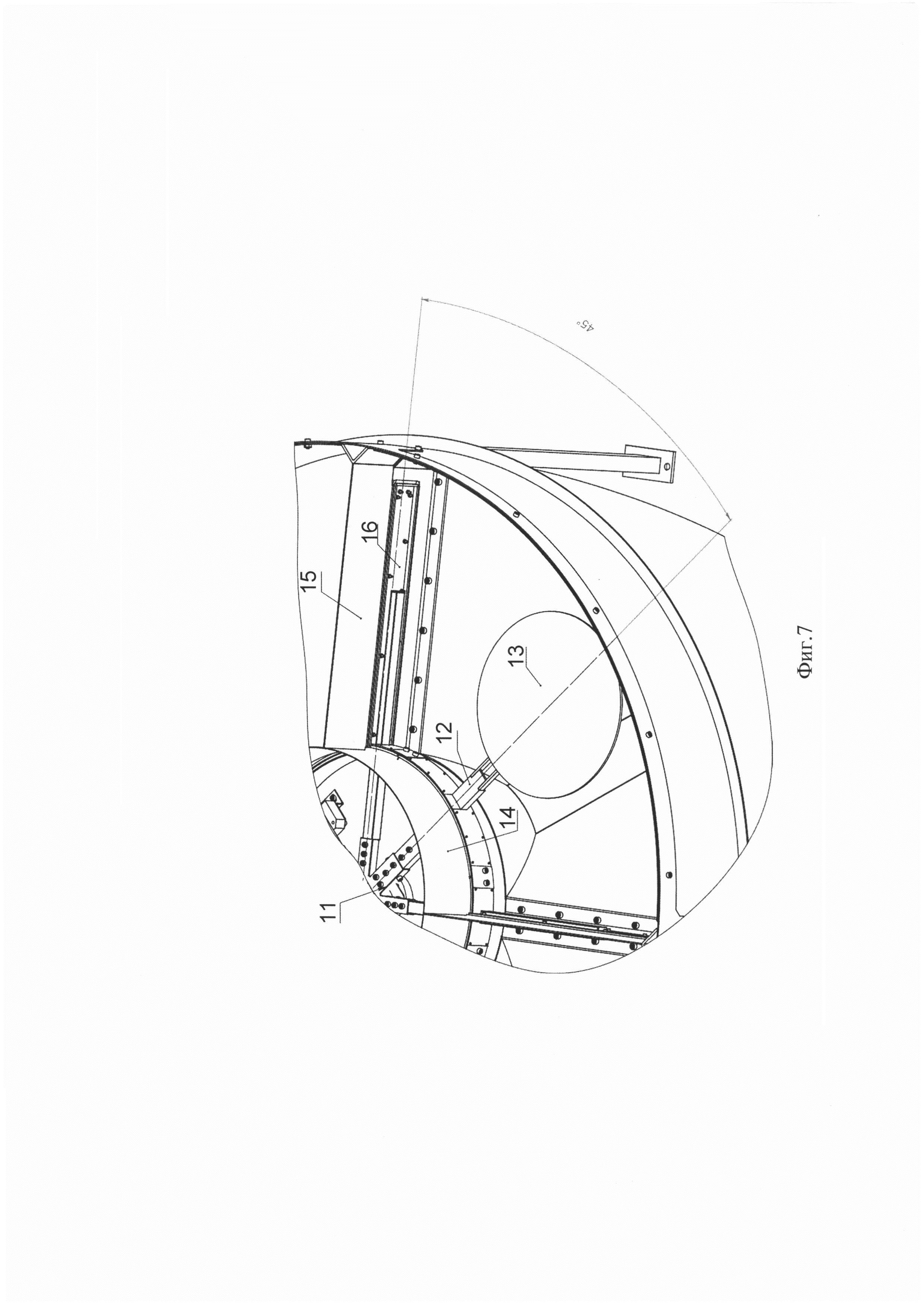
на фиг. 7 - представлено выполнение стенок камер.
Предлагаемая автоматическая система измерения влажности сыпучего продукта предназначена для использования в составе технологической линии производства сыпучего продукта (см. фиг. 1), который может выступать как в качестве отдельного готового изделия, так и как часть продукта с более сложным составом. Система измерения влажности сыпучего продукта содержит пробоотборник 1, выполненный с возможностью забора пробы сыпучего продукта (на фигурах не показан) на работающем конвейере 2 для его производства и/или транспортировки (непосредственно с конвейерной ленты, либо в точке пересыпки с конвейера), и устройство 3 для определения влажности сыпучего продукта, в которое через вспомогательное устройство 4, например, бункерный накопитель, бункерный накопитель с шиберный заслонкой, ленточный питатель, шнековый питатель, или напрямую из пробоотборника 2 поступает отобранный для замера сыпучий продукт.
Автоматическая система измерения влажности сыпучего продукта также содержит блок 5 управления и контроля измерением влажности сыпучего продукта, который может быть интегрирован в пульт оператора (вариант представлен на фиг. 1), в устройство 3 для определения влажности сыпучего продукта или установлен отдельно. Указанный блок 5 управления и контроля обеспечивает управление всеми операциями автоматической системы измерения влажности сыпучего продукта, расчет данных измерения, если это необходимо, и взаимодействие с автоматической системой управления технологическим процессом производства сыпучего материала или со станцией оператора.
Устройство 3 для определения влажности сыпучего продукта (см. фиг. 2-6) содержит корпус 6 и заключенные в него камеру пробоотбора 7, камеру внешнего доступа 8 (в случае ее наличия), измерительную камеру 9 и камеру очистки 10. Если смотреть на него сверху, то по центру корпуса 6 установлено основание 11 с возможностью вращения, обеспечиваемого посредством привода (на фигурах не показан), относительно вертикальной оси корпуса 6, а указанные камеры 7-10 расположены по периметру корпуса 6, вокруг указанного основания 11. Основание 11 (см. фиг. 2, 7) снабжено радиально отходящими от него по числу камер 7-10 штангами 12, на каждой из которых закреплена горизонтальная платформа 13, предназначенная для размещения на ней измеряемого сыпучего материала, то есть штанги 12 с платформами 13 находятся внутри камер 7-10. Указанные камеры 7-10 разделены с основанием И стенкой 14, а между собой стенками 15 со щелями 16 для перемещения сквозь них штанг 12 с платформами 13. Щели 16 выполнены такого размера, чтобы штанги 12 и платформы 13 с сыпучим продуктом беспрепятственно перемещались из одной камеры в другую. Для повышения герметичности изоляции камер 7-10 между собой, каждая щель 16 снабжена упругой шторкой, которая выполнена таким образом, что при прохождении через нее штанги 12 с платформой 13 она отгибаются ими, не затрагивая размещенный на платформах 13 сыпучий продукт, а после прохождения их через щель 16 плотно ее закрывает.
Камера пробоотбора 7 содержит отверстие 17, через которое из пробоотборника 2 в нее поступает отобранный сыпучий продукт, причем для равномерного распределения измеряемого сыпучего продукта на указанной платформе 13 камера пробоотбора 7 может быть снабжена отбойником 18, выполненным в виде нескольких вставленных друг в друга деталей, по своей форме являющихся боковыми поверхностями усеченного конуса, с различающимися у разных деталей углами раствора конуса. Геометрические параметры конкретных деталей подбираются таким образом, чтобы массовое распределение продукта по площади тарелки было максимально возможно равномерным. Камера пробоотбора 7 может быть снабжена ссыпкой 19 для удаления продукта, просыпавшегося мимо платформы 13 или упавшего с нее при начале движения штанги 12.
Камера 8 внешнего доступа предназначена для обеспечения забора пробы сыпучего продукта в лабораторию, для чего она снабжена люком 20, через который пользователь может осуществить данную операцию.
Измерительная камера 9 снабжена весами 21, на которые установлен нагревательный элемент 22, теплоизолированный от механизма весов. Указанные весы 23 расположены под платформой 13 для сыпучего продукта и выполнены с возможностью их вертикального подъема до соприкосновения с платформой 13 для сыпучего продукта и отделения указанной платформы от штанги, при этом нагревательный элемент 22 входит в контакт с платформой. Для этого, весы 21 снабжены подъемным механизмом, например, электрическим сервоприводом, либо пневматическими или гидравлическими поршнями, а каждая из штанг 12 имеет посадочное место под указанную платформу 13 для сыпучего продукта, выполненное таким образом, чтобы не препятствовать ее перемещению в направление вверх и ограничивать в направлениях вниз и в сторону.
Для равномерного нагрева измерительной камеры 9 и сыпучего продукта она может содержать, по меньшей мере, один дополнительный нагревательный элемент 23, расположенный сверху измеряемого сыпучего продукта, а также систему вентиляции 24 для удаления из нее влаги.
В камере 10 очистки происходит удаление измеряемого сыпучего продукта с платформы 13, для чего она снабжена системой 25 подачи воды под давлением на платформу 13, посредством которой осуществляется смывание продукта с платформы 13, и системой 26 продувки воздухом для последующей просушки платформы 13. Для удаления отходов предусмотрены сливное отверстие 27 и вентиляционная система 28 камеры очистки 10.
Предлагаемое устройство работает следующим образом.
В процессе работы технологической конвейерной линии производства сыпучего продукта необходимо с достаточной частотой контролировать количество содержащейся в нем влаги, пробоотбор сыпучего продукта осуществляется в соответствии с требованиями ГОСТ Р ИСО 11648-2-2009 по репрезентативности пробоотбора. Предложенная автоматизированная система измерения влажности сыпучего продукта позволяет обеспечить надлежащий контроль качества сыпучего продукта, а также обработку измеренной информации и отправку ее в автоматическую систему управления технологической конвейерной линий производства сыпучего материала, где на ее основе в случае необходимости происходит регулирования настроек параметров технологической конвейерной линии.
Цикл осуществления одного замера выглядит следующим образом. По сигналу блока 5 управления и контроля измерением влажности сыпучего продукта проба сыпучего продукта отбирается с конвейера 2 конвейерным пробоотборником 1, предпочтительно маятниковым пробоотборником (также возможно использование пересечного пробоотборника или иных вариантов). После этого проба, в случае ее наличия, попадает во вспомогательное устройство 4, например, бункерный накопитель с шиберной заслонкой. Путем открытия на короткое время шиберной заслонки, эта проба делится на 2 или более частей и через отверстие 17 попадает на одну из платформ 13 в камеру пробоотбора 7 устройства 3 для определения влажности сыпучего материала. После завершения этой операции, блок 5 управления и контроля измерением влажности сыпучего подает сигнал на закрытие шиберной заслонки и включение привода основания 11 для его поворота, в результате чего платформа 13 с сыпучем продуктом, пройдя через щель 16 в стенки 14, перемещается в камеру внешнего доступа 8 (предпочтительно, поворот на 90°) и указанный привод выключается. Включение и выключение привода может происходить как автоматически, так и посредством команды с блока 5 управления и контроля измерением влажности сыпучего продукта.
При необходимости ручного извлечения отобранной пробы на лабораторный анализ, через люк 20 осуществляется изъятие образца расположенного на платформе 13 сыпучего продукта, при этом происходит отправка блоком 5 команды на игнорирование этой платформы 13 в последующих операциях до ее возврата в начало цикла (камеру пробоотбора 7).
При отсутствии извлечения пробы в камере внешнего доступа 8, цикл продолжается, и блок 5 управления и контроля измерением влажности сыпучего продукта дает команду на перемещение платформы 13 с сыпучим продуктом в измерительную камеру 9.
После того, как платформа 13 займет требуемое положение в измерительной камере 9, привод основания 11 выключается. Блок 5 управления и контроля измерением влажности сыпучего продукта начинает замер, весы 21 с нагревательным элементов 22 поднимаются до соприкосновения с платформой 13 и далее, до поднятия ее над штангой 12. После поднятия платформы 13 с сыпучим продуктом на заданную высоту, весы 21 останавливаются, и осуществляется взвешивание находящегося на платформе 13 сыпучего материала, данные отправляются в блок 5 управления и контроля измерением влажности сыпучего продукта, после чего включается нагревательный элемент 22 и дополнительный нагревательный элемент 23. Процесс выпаривания влаги из сыпучего материала происходит, предпочтительно, при температуре 105°С, и включенной системе 24 вентиляции измерительной камеры 9. Когда удаление влаги из сыпучего продукта завершено, производится повторное его взвешивание, информация с результатами повторного взвешивания также передается в указанный блок 5 управления и контроля измерением влажности сыпучего продукта, где производятся необходимые расчеты о содержании влаги в сыпучем продукте, результаты которых передаются в автоматическую систему управления технологической линии производства сыпучего материала.
Платформа 13 с сыпучим продуктом при этом перемещается в камеру 10 очистки, где она моется и сушится, после чего перемечается в камеру 7 пробоотбора для осуществления следующего измерения и цикл начинается заново.
Аналогичные операции и действия осуществляются с остальными платформами 13 с учетом сдвига их на одну камеру.
При этом следует отметить, что все временные рамки, проводящихся во время измерения операций, во всех камерах и остальных элементах системы система измерения влажности сыпучего продукта синхронизированы во времени. Начало, конец и длительность операций могут быть частично запрограммированы с целью снятия нагрузки с блока 5 управления и контроля измерением влажности сыпучего продукта, но контролируются им, например, при помощи установленных в камерах датчиков.
Способ нанесения лакокрасочного покрытия
Блок детектирования ионизирующего излучения
Синхронизатор для рентгеновского профилемера металлического проката
Способ работы и определения параметров работы прокатного стана
Способ нанесения лакокрасочного покрытия
Блок детектирования ионизирующего излучения
Синхронизатор для рентгеновского профилемера металлического проката
Способ работы и определения параметров работы прокатного стана

