Результат интеллектуальной деятельности: СПОСОБ ЧАСТИЧНОГО РАДИАЦИОННОГО НАГРЕВА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПОСРЕДСТВОМ ГОРЯЧЕЙ ШТАМПОВКИ И УСТРОЙСТВО ДЛЯ ТАКОГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к изготовлению фасонных компонентов, а именно - к изготовлению посредством горячей штамповки деталей, содержащих области с различной микроструктурой.
Уровень техники
Обычно детали, изготовленные посредством горячей штамповки, демонстрируют равномерное распределение прочности. Такое равномерное распределение прочности может создавать проблемы; особенно это касается деталей, обеспечивающих безопасность, с высокими требованиями к характеристикам разрушения. К примеру, средняя стойка кузова автомобиля при аварии может поглощать больше энергии, когда ее нижняя часть является сравнительно гибкой, в то время как средняя и верхняя части вынуждены обладать высокой прочностью, чтобы не проникать в пассажирский салон. Существуют известные способы управления свойствами в пределах деталей, изготовляемых горячей штамповкой. Например, способы с использованием заготовок специальной прокатки, заготовок специальной сварки, специальной закалки с последующим отпуском в штамповочных машинах и специального нагрева. Указанные способы используют для создания областей с мягкими/твердыми свойствами в горячештампованных деталях.
Недостаток всех указанных способов заключается в том, что они способны придавать специальные свойства только большим областям. Кроме того, недостатки заготовок специальной сварки и заготовок специальной прокатки состоят в том, что они становятся дорогими в изготовлении, что будет увеличивать цену самой детали; они требуют дорогостоящего оборудования, поскольку для них требуется хорошее контактное давление; и они требуют усовершенствованного управления процессом в силу узкого окна допусков процесса.
Специальному отпуску в штамповочной машине свойственны недостатки, заключающиеся в том, что эта операция вызывает деформацию деталей после их снятия со станка, приводит к сильному износу оборудования, и является причиной высокой стоимости оборудования.
Недостатками существующих технологий специального нагрева являются большие переходные зоны между областями с мягкими/твердыми свойствами, трудность обеспечения воспроизводимости, высокие затраты на технологию, и то, что технология подходит только для больших областей детали (например, для 1/3 средней стойки кузова автомобиля),
Следовательно, существует потребность в способе обеспечения специальных свойств детали, изготовляемой посредством горячей штамповки, способе, который является малозатратным, не требует сложного управления процессом, и позволяет управлять свойствами меньших по размеру областей детали.
Сущность изобретения
Задачей настоящего изобретения является улучшенное техническое решение, которое уменьшает упомянутые недостатки существующих технических решений. Кроме того, задачей настоящего изобретение является создание способа и устройства для изготовления деталей способом горячей штамповки с использованием частичного радиационного нагрева.
Согласно первому аспекту настоящего изобретения предложен способ изготовления из термообрабатываемого материала горячештампованной детали, содержащей области с различной структурой, путем частичного нагревания заготовки перед ее обработкой. Способ содержит шаги, на которых помещают заготовку в печь для нагревания заготовки до температуры, равной или превышающей температуру аустенизации материала заготовки, чтобы перевести материал заготовки в аустенитную фазу; в установке радиационного нагрева частично нагревают посредством излучения по меньшей мере одну первую область, тем самым поддерживая материал указанной по меньшей мере одной первой области заготовки в аустенитной фазе; и помещают заготовку в обрабатывающий блок для формовки и закалки заготовки с целью получения горячештампованной детали.
Во время формовки горячештампованной детали материал по меньшей мере одной первой области заготовки может находиться в аустенитной фазе. Заготовка может дополнительно содержать по меньшей мере одну вторую область, которая находится за пределами указанной одной первой области и не подвергается воздействию указанного излучения. Указанное частичное нагревание заготовки с использованием радиационного нагрева может обеспечить то, что область или области горячештампованной детали, соответствующие определенной по меньшей мере одной первой области заготовки, материал которой находится в аустенитной фазе, после формовки и закалки будут обладать другой структурой по сравнению с частями заготовки, принадлежащими к указанной по меньшей мере одной второй области. Частично нагретая по меньшей мере одна первая область заготовки, может стать тверже при формовке и закалке в обрабатывающем блоке. То есть, после формовки и закалки материал по меньшей мере одной первой области заготовки может войти в мартенситную фазу. В указанной по меньшей мере одной второй области заготовка после формовки и закалки может не стать тверже, или, по меньшей мере, может получить другую внутреннюю структуру по сравнению с материалом указанной по меньшей мере одной первой области. Материал указанной по меньшей мере одной второй области после формовки и закалки может войти, например, в ферритную и перлитную фазу. Указанная разная внутренняя структура может представлять собой разную микроструктуру.
В установке радиационного нагрева источники излучения могут быть расположены так, чтобы обеспечить подачу излучения к определенной по меньшей мере одной первой области заготовки. Конструкция источников излучения может быть выполнена так, чтобы направлять излучение только на указанную по меньшей мере одну первую область. Как вариант, установка радиационного нагрева может содержать источники излучения, расположенные так, чтобы охватывать всю заготовку, при этом для нагревания по меньшей мере одной первой области можно включать только те источники излучения, которые освещают указанную по меньшей мере одну первую область заготовки. Например, источники излучения могут быть расположены по матричной схеме, при этом при нагревании заготовки при помощи источников излучения можно управлять конкретными источниками, и включать их, чтобы нагревать заготовку с определенным распределением тепловой энергии.
Благодаря размещению заготовки в установке радиационного нагрева, которая предусмотрена отдельно от печи, можно с высокой точностью управлять частичным нагреванием заготовки. Печь обычно обеспечивает охватывающий нагрев заготовки, доставляя тепло к заготовке с нескольких направлений. По этой причине может быть обеспечено оперативное нагревание заготовки до весьма высокой температуры, необходимой для аустенизации. Поэтому для частичного нагревания может быть энергетически выгодно иметь отдельную установку радиационного нагрева, которая поддерживает аустенитную фазу в материале по меньшей мере одной первой области.
Благодаря использованию способа, в котором всю заготовку нагревают до аустенитной фазы, а затем материал по меньшей мере одной первой области поддерживают в аустенитной фазе, в то время как по меньшей мере одну вторую область оставляют охлаждаться до выхода из аустенитной фазы, можно управлять температурами первой и второй областей при формовке и закалке заготовки. Таким образом можно управлять внутренней структурой в первой и второй областях горячештампованной детали. Кроме того, за счет нагрева материала обеих областей - первой и второй - до аустенитной фазы, можно легче управлять фазой, в которой находится материал по меньшей мере одной второй области при формовке и закалке заготовки. Например, при формовке и закалке заготовки может потребоваться иметь по меньшей мере одну вторую область с ферритной, перлитной или бейнитной фазой, или со смесью указанных фаз, или смесью такой фазы с аустенитом. Это может обеспечить хорошие формовочные свойства всех областей заготовки. Такая комбинация фаз может также требоваться, чтобы управлять уровнем прочности материала заготовки по меньшей мере в одной второй области.
Если не нагревать также и вторую область заготовки до температуры аустенитной фазы, то может быть затруднительно контролировать, при какой температуре находится указанная по меньшей мере одна вторая область во время формовки и закалки заготовки. Между указанными по меньшей мере одной первой областью и по меньшей мере одной второй областью может быть образована переходная зона, когда температуры указанных первой и второй областей различаются. В такой переходной зоне заготовки может существовать смешанная фаза из феррита, перлита, бейнита и/или аустенита.
Кроме того, разность температур между первой областью и второй областью может быть слишком большой, т.е. вторая область может быть слишком холодной, когда заготовка попадет на формовку и закалку. Если заготовка выполнена из материала с покрытием, таким как AlSi, может возникнуть необходимость в нагревании также и указанной по меньшей мере одной второй области (т.е. частей заготовки, которые не подлежат повышению твердости) до аустенитной фазы, чтобы обеспечить необходимую реакцию между покрытием и основным материалом заготовки. Заготовка может представлять собой стальную заготовку.
Заготовка может быть нагрета до температуры равной температуре аустенизации или превышающей температуру аустенизации, и выдержана при данной температуре в течение некоторого времени, пока материал заготовки не перейдет в аустенитную фазу.
При частичном радиационном нагреве, используемом в качестве решения для специального нагрева заготовки после аустенизации в печи, оказывается возможным создание, как очень больших областей, разных по своим свойствам, так и очень точно определяемых областей с различными прочностями/свойствами. Также, во время изготовления горячештампованных деталей высокая прочность может вызывать проблемы. Когда после процесса закалки предстоит процедура обрезки, это ограничивает долговечность инструмента. Мягкие области, т.е. области заготовки за пределами указанной по меньшей мере одной первой области, могут уменьшить износ режущего инструмента, уменьшить требуемое машинное усилие, и увеличить срок службы обрабатывающего блока.
Настоящий способ, в котором используется частичный радиационный нагрев, может быть внедрен в существующие линии горячей штамповки. Основной материал не обязательно менять. Становится возможным новый ход мысли о путях передачи нагрузки при авариях, поскольку свойствами детали можно управлять очень локально. Способ, при котором используется частичный радиационный нагрев, может обеспечить возможность как локального нагревания, так и нагревания больших областей заготовки. Это осуществляется благодаря использованию излучения для поддержания температуры в выбранной по меньшей мере одной первой области. Излучение может быть направлено только на конкретные области заготовки, в определенные зоны или линии действия. Тем самым можно управлять температурой заготовки в указанной по меньшей мере одной первой области. Когда затем заготовку помещают в обрабатывающий блок, для формовки посредством инструмента, у указанной по меньшей мере одной первой области, которая за счет радиационного нагрева поддерживается в аустенитной фазе, может быть повышена твердость, в то время как у других областей заготовки, которые были охлаждены до выхода из аустенитной фазы, твердость может не повышаться.
В обрабатывающем блоке формовке и закалке может быть подвергнута вся заготовка, т.е. как указанная по меньшей мере одна первая область, так и остальная часть заготовки.
Согласно способу, соответствующему настоящему изобретению, нагреванию в печи и/или частичному нагреванию в установке радиационного нагрева одновременно можно подвергать более одной заготовки. Печь может содержать ряд нагревательных камер, каждая из которых выполнена с возможностью приема заготовки. Установка радиационного нагрева может быть выполнена с возможностью приема одновременно одной или более заготовок для частичного радиационного нагрева. Тем самым может быть увеличена эффективность производственного процесса.
Согласно одному варианту осуществления, установка радиационного нагрева может представлять собой установку инфракрасного (ИК) нагрева, и шаг частичного нагрева указанной по меньшей мере одной первой области может быть выполнен посредством инфракрасного излучения, инфракрасное излучение может служить эффективным средством нагревания указанной по меньшей мере одной первой области. Установка инфракрасного нагрева может быть оснащена рядом источников ИК света, используемых для облучения по меньшей мере одной первой области. Согласно одному варианту осуществления, под инфракрасным излучением подразумевается электромагнитное излучение с длинами волн, главным образом, между 0,7 мкм и 1 мм. Предпочтительно, может быть использовано инфракрасное излучение с длиной волны, главным образом, между 0,8 мкм и 3 мкм. В более предпочтительном варианте может быть использовано излучение так называемой ближней ИК области спектра (ИК-А) с длиной волны, главным образом, между 0,8 мкм и 1,5 мкм. Излучение ближней ИК области спектра достигает высокой плотности энергии, и тем самым может быть эффективным для радиационного нагрева заготовки. Другим вариантом может служить излучение в коротковолновой ИК области (ИК-В) спектра с длиной волны между 1,4 мкм и 3 мкм. Коротковолновая область спектра также может обеспечивать инфракрасное излучение с высокой плотностью энергии, эффективное для радиационного нагрева заготовки. В итоге, высокую плотность энергии может обеспечивать инфракрасное излучение с длиной волны менее 3 мкм, предпочтительно - менее 2 мкм, или предпочтительно это может быть излучение в диапазоне от 0,7 мкм до 2 мкм, при котором имеет место наиболее эффективное нагревание заготовки. В наиболее предпочтительном варианте излучение со спектральным пиком на длине волны 0,8 мкм может быть использовано, как наиболее эффективное для определенного металлического материала.
Далее, шаг частичного нагревания в установке радиационного нагрева может содержать шаг размещения маски между источником излучения и заготовкой, чтобы задерживать излучение и не давать ему попадать на область, лежащую вне указанной по меньшей мере одной первой области заготовки. Маска может быть выполнена особой конфигурации, чтобы обеспечить требуемую форму указанной по меньшей мере одной первой области. Конфигурация маски может соответствовать требуемой форме указанной по меньшей мере одной первой области заготовки. Маска может быть выполнена из листового материала, и может содержать по меньшей мере одно окно, через которое излучение проходит к заготовке в указанной по меньшей мере одной первой области. Установка радиационного нагрева может быть оснащена источниками излучения, освещающими одну сторону, например верхнюю сторону, заготовки. Маска может быть расположена между источниками излучения и верхней стороной заготовки. В установке радиационного нагрева на нижнюю сторону заготовки излучение может практически не попадать. Заготовка может быть помещена на опору, обеспечивающую экранирование нижней стороны от излучения.
Пользуясь таким способом с установкой маски, можно получить очень подробный и сложный профиль определенной по меньшей мере одной первой области заготовки, нагреваемой излучением, по сравнению с тем, что можно получать известными способами.
Таким образом, можно задавать специальную структуру горячештампованной детали, соответственно подробным и сложным образом. При использовании маски для блокирования попадания излучения на области, лежащие вне требуемых областей или линий заготовки, никакого управления конкретными источниками излучения может не потребоваться. Даже если включены все источники излучения, маска обеспечит попадание излучения только на намеченную определенную по меньшей мере одну первую область заготовки. Чтобы управлять величиной потока излучения, который проходит через маску, маска может быть выполнена из хорошо отражающего материала. Таким материалом может быть алюминий или нержавеющая сталь, возможно полированная. Дополнительно материал маски может быть покрыт слоем хрома. Согласно одному варианту осуществления, маска может быть выполнена с возможностью блокирования инфракрасного излучения, и не позволять излучению попадать на области, лежащие вне по меньшей мере одной первой области заготовки. Кроме того, маска может быть расположена в непосредственном контакте с заготовкой. Плоскость верхней поверхности заготовки может находиться в контакте с плоскостью нижней поверхности маски.
Согласно одному варианту осуществления, в установке радиационного нагрева маска может быть расположена, по существу, параллельно заготовке, или, по существу, перпендикулярно направлению распространения излучения. Тогда излучение может быть эффективно блокировано от попадания за пределы требуемых областей заготовки, т.е. за пределы по меньшей мере одной первой области, материал которой требуется поддерживать в аустенитной фазе.
Согласно еще одному варианту осуществления, маска может быть расположена так, чтобы она охватывала наружные границы заготовки и при этом содержала окна и/или вырезы, чтобы излучение могло достигать по меньшей мере одной первой области заготовки. Таким образом можно специализировать нагрев всей заготовки, чтобы обеспечить требуемый профиль нагрева.
Согласно другому варианту осуществления, маска может быть расположена в непосредственном контакте с заготовкой. Это может улучшить ИК-нагрев, при котором меньше излучения будет уходить за пределы первой области заготовки. Согласно еще одному варианту, плоскость верхней поверхности заготовки может быть расположена в контакте с плоскостью нижней поверхности маски. Таким образом, заготовка и маска могут быть расположены параллельно в непосредственном контакте друг с другом. Наружные границы маски могут заходить за наружные границы заготовки. Непосредственный контакт между плоскими поверхностями заготовки и маски может обеспечивать тщательный контроль ИК нагрева в по меньшей мере первой области, позволяя получить профиль первой и второй областей с высоким разрешением.
В одном из вариантов осуществления изобретения, заготовку можно выдерживать в установке инфракрасного нагрева в течение времени от 8 с до 100 с, обеспечивая охлаждение второй области заготовки до температуры между 550°С и 750°С в зависимости от скорости охлаждения. Время, в течение которого следует выдерживать заготовку в инфракрасной установке, можно выбирать в зависимости от скорости охлаждения, которая может быть достигнута в инфракрасной установке. Быстрое охлаждение, когда заготовку выдерживают в течение приблизительно 8 с, может потребовать температуры второй области приблизительно 550°С. При такой скорости охлаждения необходимое превращение в материале заготовки происходит при температуре приблизительно 550°С. Если заготовку выдерживать в инфракрасной установке более продолжительное время, например, около 100 с при более низкой скорости охлаждения, то может быть приемлемой более высокая температура второй области, поскольку тогда то же самое превращение происходит уже при температуре приблизительно 750°С.
Согласно второму аспекту настоящего изобретения предложено устройство для изготовления из термообрабатываемого материала горячештампованной детали, содержащей области с различной структурой. Устройство содержит печь, выполненную с возможностью приема заготовки и нагревания заготовки до температуры равной температуре аустенизации или выше температуры аустенизации материала заготовки, чтобы перевести материал заготовки в аустенитную фазу; установку радиационного нагрева, выполненную с возможностью частичного нагревания по меньшей мере одной первой области заготовки посредством излучения, и тем самым поддержания материала первой области заготовки в аустенитной фазе; и обрабатывающий блок, выполненный с возможностью приема частично нагретой заготовки, формовки и закалки заготовки с целью получения горячештампованной детали. Устройство может быть выполнено с возможностью реализации вышеуказанного способа для изготовления горячештампованной детали. Устройство может обладать свойствами и преимуществами, аналогичными свойствам и преимуществам рассмотренного выше способа.
Устройство может содержать транспортирующий блок, выполненный с возможностью перемещения заготовки между печью, установкой радиационного нагрева и обрабатывающим блоком. Транспортирующий блок может быть выполнен с возможностью перемещения заготовки таким образом, чтобы тепловые потери заготовки были возможно минимальными. Аналогично тому, как это рассматривалось выше в отношении способа, устройство может быть способно одновременно принимать одну или более заготовок для нагревания в печи и/или частичного нагревания в установке радиационного нагрева.
Согласно одному из вариантов осуществления изобретения, установка радиационного нагрева может представлять собой установку инфракрасного нагрева, выполненную с возможностью частичного нагревания заготовки инфракрасным излучением, инфракрасное излучение может быть эффективным способом нагрева по меньшей мере одной первой области. Установка инфракрасного нагрева может быть оснащена рядом источников инфракрасного излучения, которые используют для облучения указанной по меньшей мере одной первой области. Кроме инфракрасного может быть использован любой тип излучения, пригодный для нагревания указанной по меньшей мере одной первой области заготовки до температуры аустенитной фазы. Такой другой тип излучения может представлять собой теплоту от резистивного нагревательного элемента или лучистое тепловое излучение.
Согласно одному из вариантов осуществления, установка радиационного нагрева может содержать маску, расположенную между источником излучения и заготовкой, причем маска выполнена с возможностью блокирования попадания излучения в область, находящуюся вне по меньшей мере одной первой области заготовки. В таком устройстве маска может быть использована для создания заданных требуемых профилей или линий указанной по меньшей мере одной первой области, и структуры конечной горячештампованной детали, как это пояснялось выше.
Согласно одному из вариантов осуществления, в установке радиационного нагрева маска может быть расположена параллельно заготовке. Тем самым маска может управлять всем излучением, которое может достичь заготовки. Маска может быть дополнительно оснащена по меньшей мере одним окном или вырезом. Конструкция окна или выреза может обеспечивать требуемый профиль излучения или путь для распространения излучения, которое может достичь заготовки, и тем самым -профиль или линию указанной по меньшей мере одной первой области заготовки.
Кроме того, маска может быть расположена в непосредственном контакте с заготовкой, о чем говорилось ранее. Также, плоскость нижней поверхности маски может быть выполнена с возможностью непосредственного контакта с плоскостью верхней поверхности заготовки, подлежащей приему в установке инфракрасного нагрева, как это было рассмотрено выше.
Краткое описание чертежей
Изобретение далее будет рассмотрено более подробно со ссылками на прилагаемые чертежи, из которых:
фиг. 1 изображает блок-схему алгоритма осуществления способа согласно одному из вариантов осуществления настоящего изобретения,
фиг. 2 изображает блок-схему алгоритма осуществления способа согласно одному из вариантов осуществления настоящего изобретения,
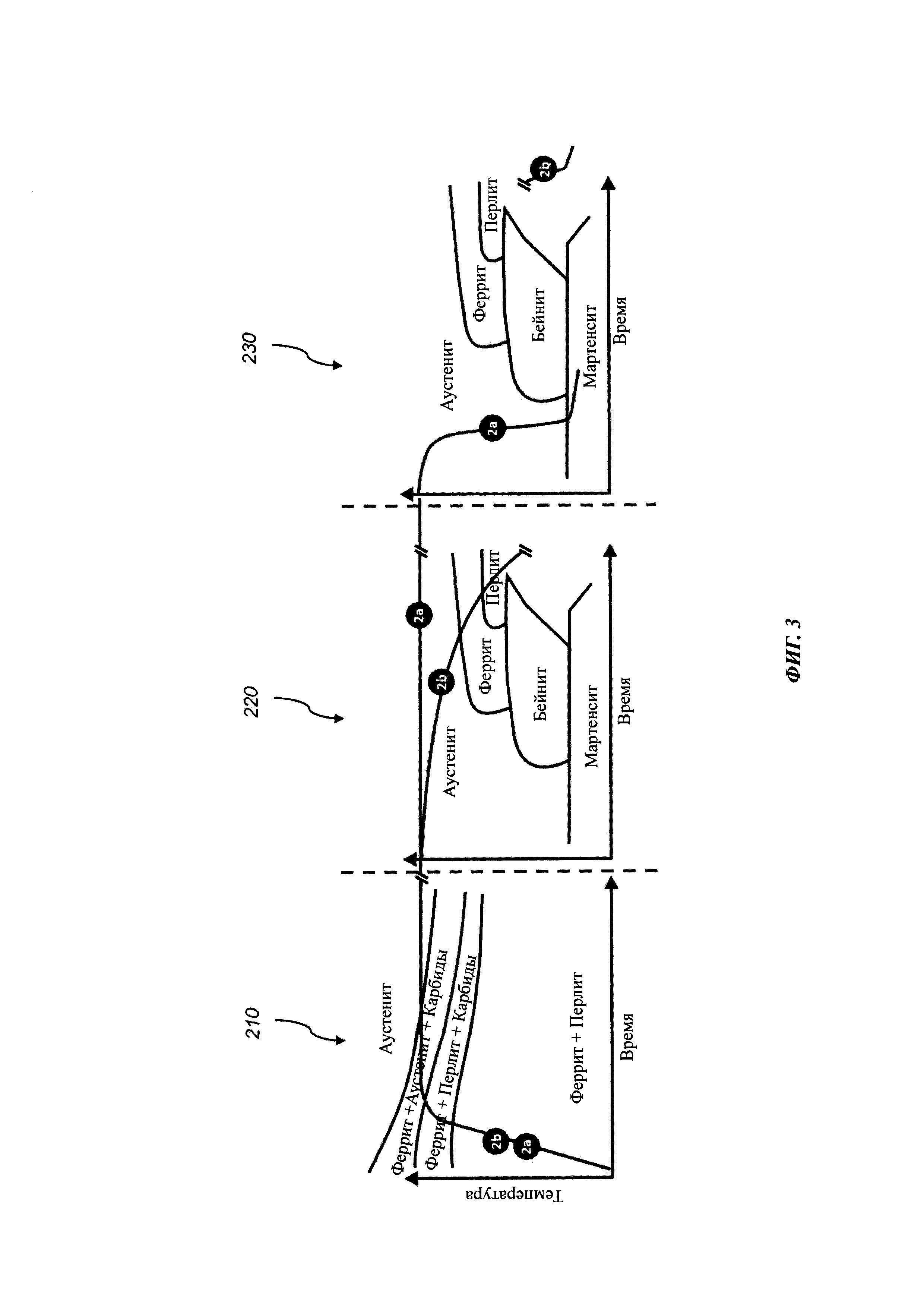
фиг. 3 изображает диаграммы состояния для внутренней структуры заготовки во время осуществления способа согласно одному из вариантов осуществления настоящего изобретения,
фиг. 4а представляет блок-схему устройства согласно одному из вариантов осуществления настоящего изобретения,
фиг. 4b представляет блок-схему части устройства согласно одному из вариантов осуществления настоящего изобретения,
фиг. 5а представляет блок-схему устройства согласно одному из вариантов осуществления настоящего изобретения,
фиг. 5b представляет блок-схему части устройства согласно одному из вариантов осуществления настоящего изобретения,
фиг. 6 в аксонометрии представляет часть устройства согласно одному из вариантов осуществления настоящего изобретения,
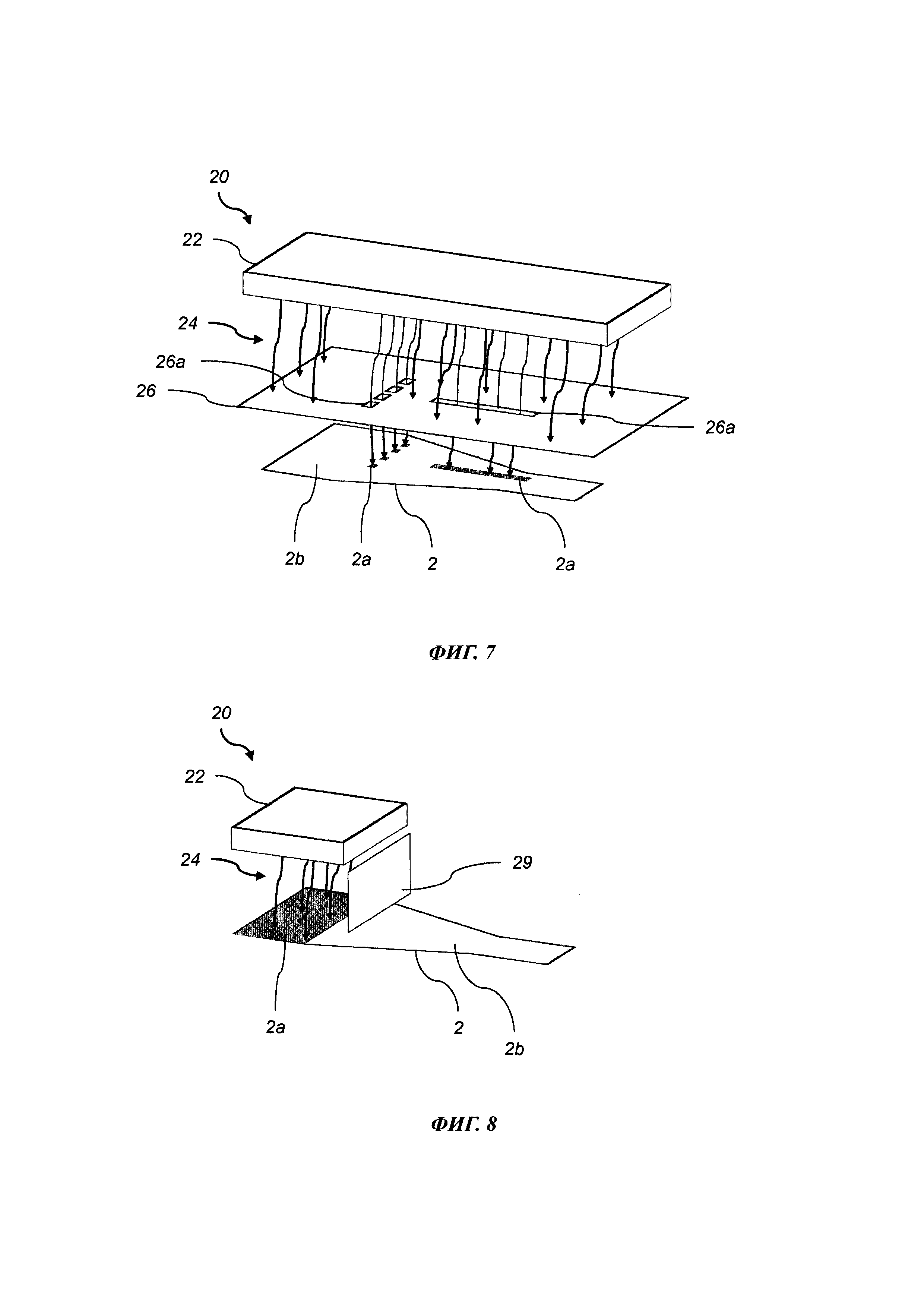
фиг. 7 в аксонометрии представляет часть устройства согласно одному из вариантов осуществления настоящего изобретения,
фиг. 8 в аксонометрии представляет часть устройства согласно одному из вариантов осуществления настоящего изобретения, и
фиг. 9 схематически сбоку изображает часть устройства согласно одному из вариантов осуществления настоящего изобретения.
Раскрытие вариантов осуществления изобретения
Далее настоящее изобретение будет раскрыто более полно со ссылками на прилагаемые чертежи, на которых показаны предпочтительные варианты осуществления изобретения. Однако, изобретение может быть осуществлено во множестве других форм, и не следует делать вывод, что изобретение ограничено только набором рассмотренных вариантов осуществления; напротив, указанные варианты приведены так, чтобы настоящее описание было всеобъемлющим и полным, и полностью передавало для специалистов защищаемую область изобретения. В чертежах подобным элементам присвоены подобные позиционные номера.
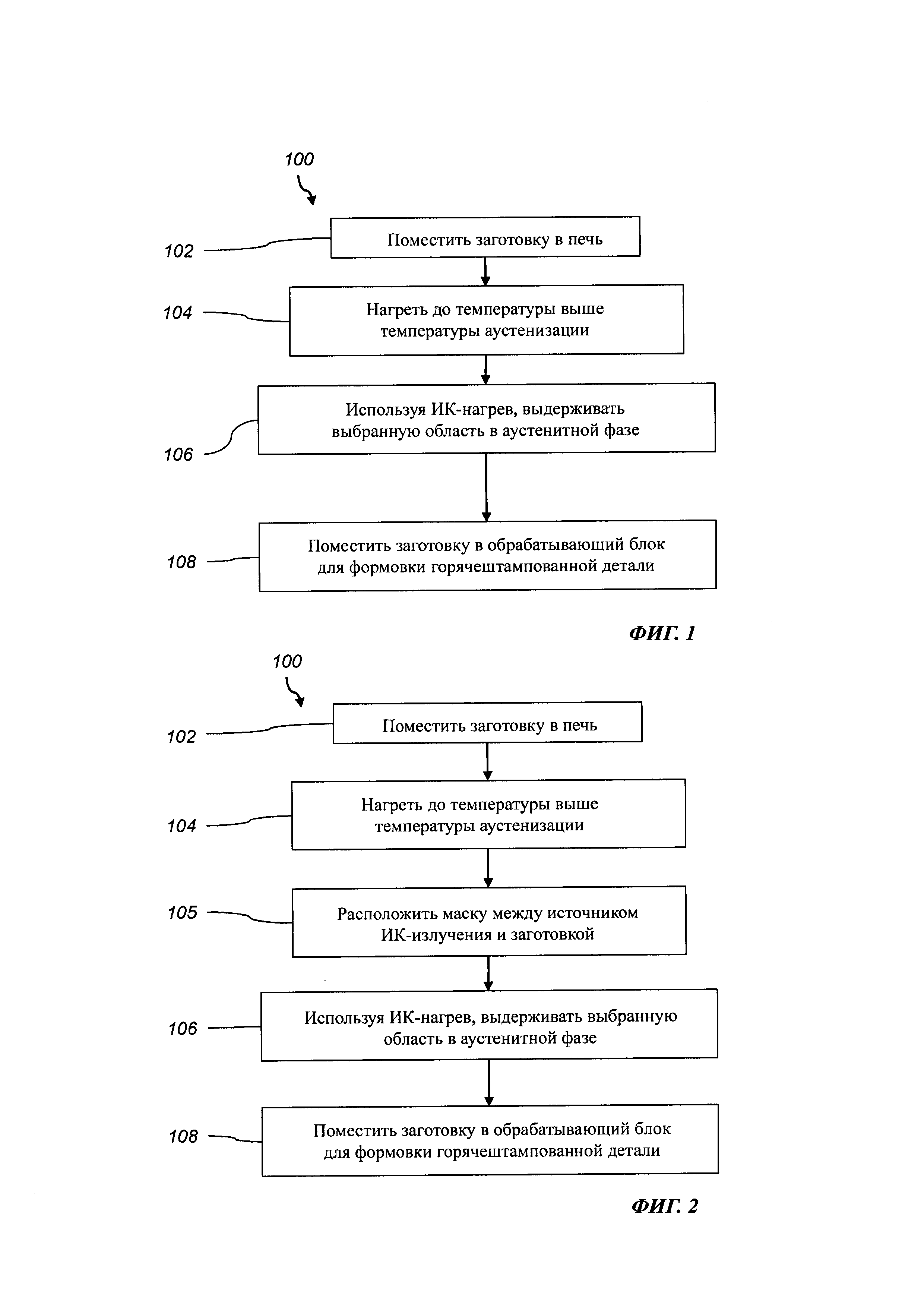
Фиг. 1 иллюстрирует способ 100 изготовления детали посредством горячей штамповки, согласно одному из вариантов осуществления настоящего изобретения. Способ 100 содержит шаг 102, на котором заготовку помещают в печь. В печи на шаге 104 заготовку нагревают до температуры аустенизации или выше температуры аустенизации материала заготовки. Такой нагрев переводит материал заготовки в аустенитную фазу. В печи может быть нагрета вся заготовка или в печи может быть нагрет участок заготовки. Например, в печь для нагрева может быть вставлен первый участок, в то время как второй участок заготовки во время нагрева может выступать из печи наружу. Заготовку можно удерживать на месте в печи при помощи устройства, которое держит заготовку за второй участок.
Способ 100 далее содержит шаг 106, на котором поддерживают по меньшей мере одну первую область заготовки при температуре для аустенитной фазы, используя радиационный нагрев. В то же самое время, частям заготовки, находящимся за пределами указанной по меньшей мере одной первой области дают охладиться до температуры выхода из аустенитной фазы.
После шага 106 нагрева излучением указанной по меньшей мере одной первой области заготовку на шаге 108 помещают в обрабатывающий блок с целью формования и закалки до получения конечной горячештампованной детали. Когда заготовку подвергают формовке, указанная по меньшей мере одна первая область находится в аустенитной фазе. Далее, во время формовки в обрабатывающем блоке заготовку охлаждают так, что указанная по меньшей мере одна первая область заготовки, находящаяся в аустенитной фазе, приобретает повышенную твердость.
В качестве радиационного нагрева в способе 100 можно использовать инфракрасный нагрев для поддержания первой области в аустенитной фазе.
Фиг. 2 иллюстрирует другой вариант осуществления способа 100 фиг. 1, дополнительно содержащий шаг 105 размещения маски между источником излучения и заготовкой в установке радиационного нагрева. Маска и ее использование будут дополнительно рассмотрены ниже.
В рассмотренном выше способе 100 в качестве радиационного нагрева можно использовать инфракрасный нагрев для поддержания первой области в аустенитной фазе.
Фиг. 3 иллюстрирует, как может изменяться внутренняя структура стальной заготовки в различных областях при использовании способа согласно настоящему изобретению. На фиг. 3 показана температура второй области 2b заготовки 2, находящейся за пределами по меньшей мере одной первой области, и температура указанной по меньшей мере одной первой области 2а заготовки. На первом шаге 210 всю заготовку нагревают в печи до аустенитной фазы. Это включает в себя нагревание заготовки до температуры, равной или превышающей температуру АС3, и выдерживание заготовки при указанной температуре в течение некоторого времени. На втором шаге 220 заготовку перемещают в установку радиационного нагрева, в которой указанную по меньшей мере одну первую область 2а выдерживают при температуре, сохраняя ее в аустенитной фазе. Такая температура может быть выше температуры АС3. Вторая область 2b охлаждается, достигая фазы феррита, перлита и бейнита. На третьем шаге 230 заготовку 2 формуют и закаливают в обрабатывающем блоке. Когда указанную по меньшей мере одну первую область 2а быстро охлаждают из аустенитной фазы, она достигает фазы мартенсита. Когда вторую область 2b подвергают закалке, она остается в перлитной фазе, которой она достигла при предшествующем охлаждении. Однако, перед закалкой вторая область 2b может представлять собой смесь феррита, перлита, бейнита и/или аустенита. В зависимости от фазового состава второй области 2b перед закалкой, внутренняя структура и уровень прочности материала оказываются различными.
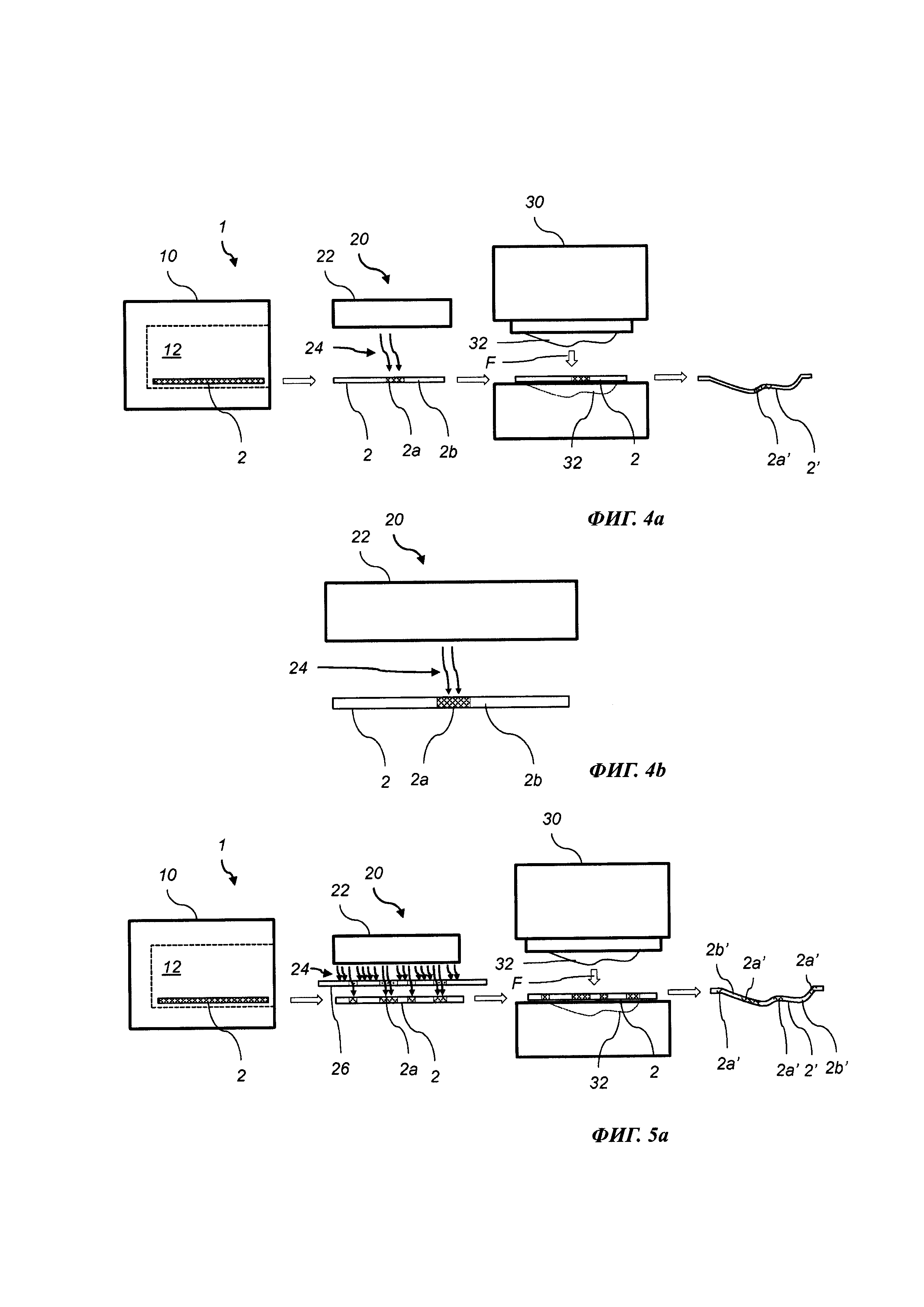
Фиг. 4а иллюстрирует устройство 1 согласно одному из вариантов осуществления настоящего изобретения, а фиг. 4b подробно изображает установку 20 инфракрасного нагрева, соответствующую тому же варианту осуществления.
Устройство 1 содержит печь 10, выполненную с возможностью приема заготовки 2, или нескольких заготовок сразу. Заготовку 2 нагревают в печи 10 до температуры равной температуре аустенизации или превышающей температуру аустенизации материала заготовки 2. Таким образом материал заготовки 2 переводят в аустенитную фазу.
Устройство 1 дополнительно содержит установку 20 инфракрасного нагрева, выполненную с возможностью приема заготовки 2 в полость 12 печи. Далее будет рассмотрен вариант осуществления системы 1, содержащей установку инфракрасного нагрева, и использующую нагрев инфракрасным излучением. Однако, то, о чем будет сказано ниже, может быть также применено к варианту осуществления, в котором для частичного нагрева заготовки используются другой вид излучения и установка радиационного нагрева.
Заготовку 2, нагретую в печи 10, перемещают к установке 20 инфракрасного нагрева. В установке 20 инфракрасного нагрева по меньшей мере одна первая область 2а подвергается воздействию инфракрасного излучения 24 от источника 22 инфракрасного излучения. В данном варианте осуществления указанную по меньшей мере одну первую область можно также называть областью инфракрасного нагрева (или областями инфракрасного нагрева). Тем самым, область 2а инфракрасного нагрева подвергают нагреванию, чтобы поддерживать ее в аустенитной фазе. Второй области 2b (или вторым областям 2b), которая не подвергается воздействию инфракрасного излучения 24, дают охладиться до температуры ниже температуры аустенизации, и далее выйти из аустенитной фазы.
Установка инфракрасного нагрева содержит множество источников инфракрасного излучения. Когда заготовку подвергают действию инфракрасного излучения, источниками инфракрасного излучения можно управлять, чтобы подавать излучение к первой области 2а. Чтобы создать требуемое распределение излучения в указанной по меньшей мере одной первой области, можно включать конкретные источники излучения.
Кроме того, устройство 1 содержит обрабатывающий блок 30, выполненный с возможностью приема нагретой заготовки 2. Частично нагретую заготовку 2 предпочтительно быстро перемещают из установки 20 инфракрасного нагрева в обрабатывающий блок 30. В обрабатывающем блоке 30 заготовку 2 помещают в приспособление 32. Путем штамповки с давящим усилием F и закалки заготовке 2 придают форму, соответствующую конечной горячештампованной детали 2'. Горячештампованная деталь 2' содержит область 2а' с повышенной твердостью, соответствующую области 2а инфракрасного нагрева на заготовке 2.
Согласно примерному варианту осуществления, заготовка 2 в печи 10 может быть нагрета до температуры приблизительно 930°С, и выдержана в печи для перевода заготовки в аустенитную фазу. Температура аустенизации для заготовки 2 в типовом случае может составлять приблизительно 850°С. При использовании нагрева инфракрасным излучением, область 2а инфракрасного нагрева заготовки поддерживается в аустенитной фазе, и, когда заготовка 2 попадет в обрабатывающий блок 30 для формования и закаливания, температура области 2а может достигать приблизительно 780°С, т.е. оставаться в аустенитной фазе.
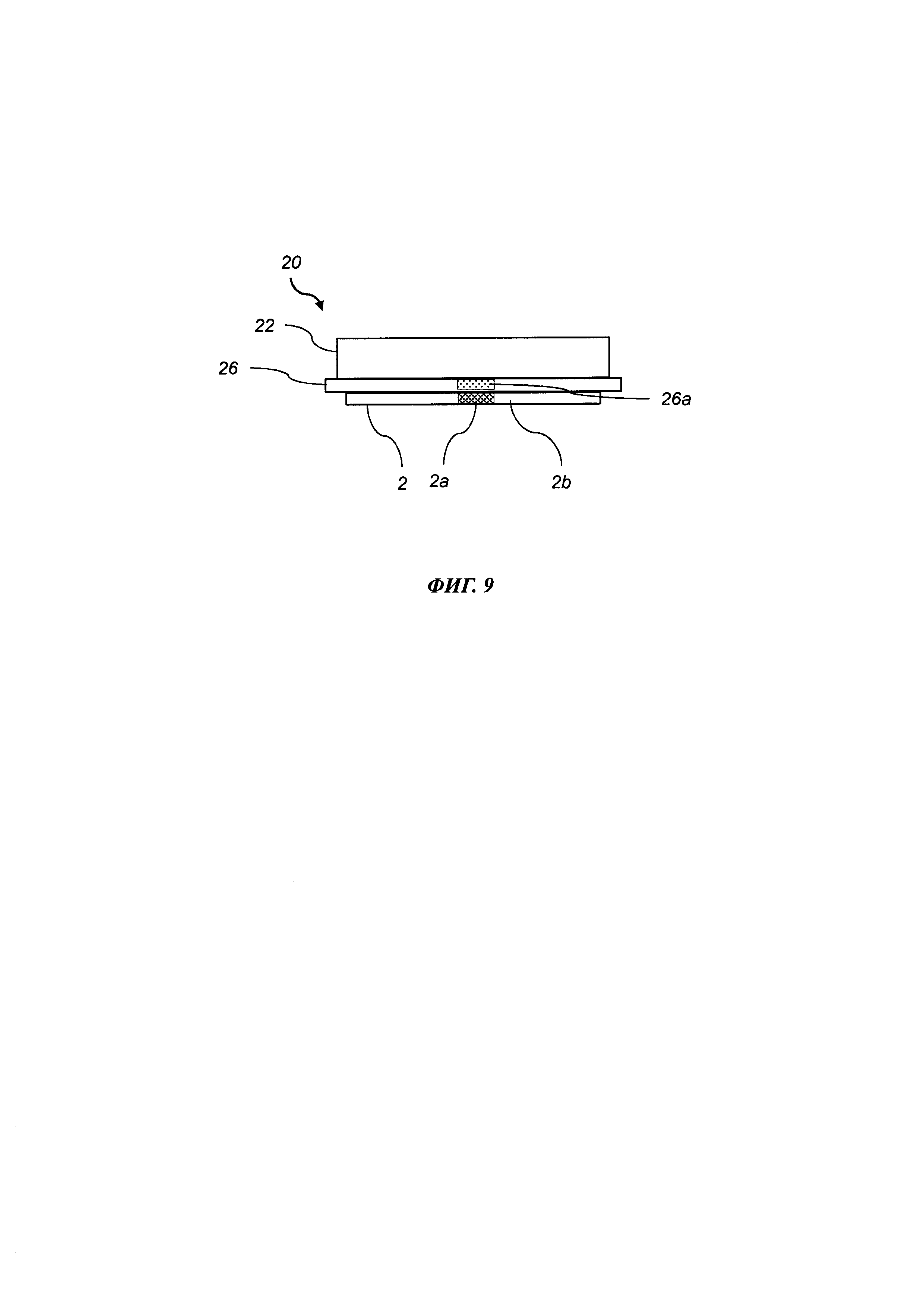
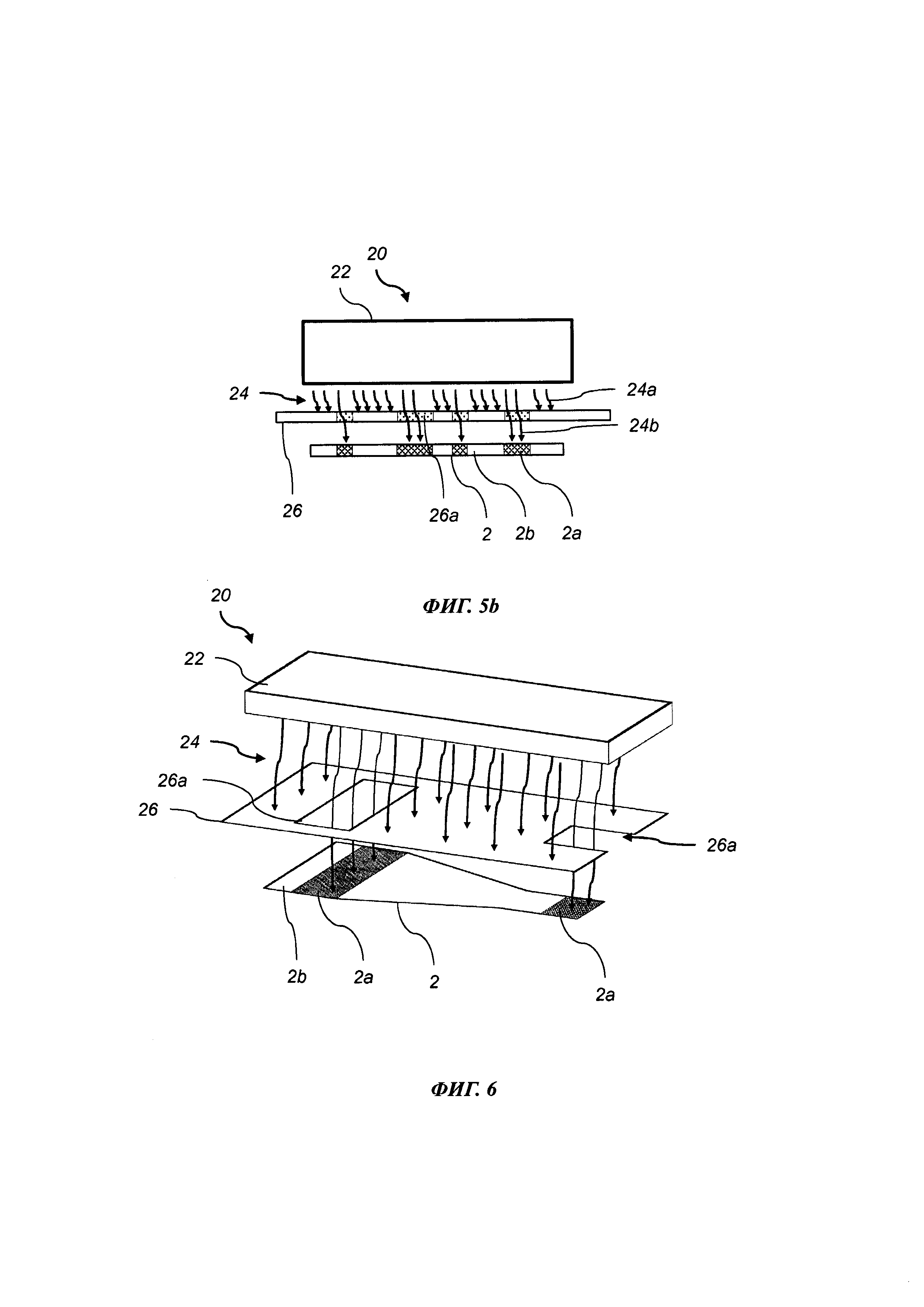
Фиг. 5а иллюстрирует устройство 1, соответствующее другому варианту осуществления настоящего изобретения, в котором установка 20 инфракрасного нагрева дополнительно содержит маску 26 инфракрасного излучения. Фиг. 5b дополнительно более подробно показывает установку 20 инфракрасного нагрева, соответствующую тому же варианту осуществления. Маска 26 инфракрасного излучения расположена между источником 22 инфракрасного излучения и заготовкой 2. Маска 26 оснащена одним или более окнами или вырезами 26а. Таким образом, маска 26 перекрывает инфракрасное излучение 24 и не дает ему достигать заготовки 2 за исключением окон 26а, через которые инфракрасное излучение 24 проходит к заготовке 2.
Окна 26а в маске 26 инфракрасного излучения могут быть расположены по схеме, соответствующей конкретной первой области или областям 2а заготовки 2, которые намечено подвергнуть воздействию излучения 24, чтобы увеличить их твердость во время формовки и закалки. Таким образом, первые области 2а заготовки 2 нагреваются, в то время как вторые области 2b за пределами первых областей 2а, не нагреваются. Когда после этого заготовку 2 перемещают в обрабатывающий блок 30 и формуют, чтобы получить горячештампованную деталь 2', в различных областях 2а, 2b заготовки 2 получают различную структуру материала, благодаря разным температурам в разных областях 2а, 2b. Указанные разные температуры могут быть соотнесены с тем, находится материал областей 2а, 2b в аустенитной фазе или нет. Области 2а, 2b заготовки 2 с разной структурой приводят к получению на горячештампованной детали 2' областей 2а', 2b' с различной структурой или различной твердостью.
Это дополнительно иллюстрируют фиг. 6 и 7, где маска 26 содержит окно/вырез 26а, чтобы дать возможность инфракрасному излучению 24 от источника 22 инфракрасного излучения достигать заготовки 2 в намеченной области 2а ИК нагрева, и чтобы блокировать попадание инфракрасного излучения 24 за пределы (2b) намеченной области 2а ИК нагрева. Маску 26 располагают в плоскости параллельно заготовке 2. Размер маски 26 превышает размер заготовки 2, чтобы дать возможность осуществлять индивидуальный нагрев в области всей заготовки 2. Маску 26 оснащают окнами и вырезами 26а, которые могут быть небольшими, чтобы можно было точно задать область 2а (или области 2а) инфракрасного нагрева на заготовке 2. Однако, согласно некоторым вариантам осуществления, окна и вырезы 26а могут быть большими, т.е., чтобы  площадь заготовки 2 была не прикрыта маской 26, а прикрыты были лишь небольшие площади, чтобы создать охлажденные области с мягкими свойствами.
площадь заготовки 2 была не прикрыта маской 26, а прикрыты были лишь небольшие площади, чтобы создать охлажденные области с мягкими свойствами.
Как показано на фиг. 8, вариант осуществления изобретения может содержать установку 20 радиационного нагрева, в которой источник 22 излучения покрывает только часть заготовки 2. Таким образом, излучение 24 будет достигать только первой области 2а заготовки 2 у которой повысится твердость. Опционально, чтобы блокировать попадание излучения 24 за пределы намеченной первой области 2а, может быть использован экран 29. Таким образом вторая область 2b может быть защищена от воздействия излучения и не будет нагреваться излучением 24.
Как показано на фиг. 9, установка 20 радиационного нагрева содержит маску 26, расположенную параллельно заготовке 2 и в непосредственном контакте с заготовкой 2. Таким образом окно 26а с высокой точностью управляет распространением излучения от источника 22 к первой области 2а заготовки 2. Кроме того, маска 26 может также находиться в плоскости источника 22 излучения и в непосредственном контакте с источником излучения 22.
На чертежах и в описании были раскрыты предпочтительные варианты осуществления и примеры изобретения, и, хотя были использованы специальные термины, они использовались только в общем и описательном смысле, а не в целях ограничения, так как объем охраны изобретения сформулирован в пунктах прилагаемой формулы изобретения.