Результат интеллектуальной деятельности: Способ сварки неплавящимся электродом деталей с покрытием
Вид РИД
Изобретение
Область техники
Изобретение относится к области сварочного производства, в частности, к способу автоматической аргонодуговой сварки неплавящимся электродом деталей с внутренним, многослойным защитным покрытием, при котором обеспечивается защита внутренней поверхности основного металла и металла сварного шва от коррозионного воздействия химически активной среды.
Изобретение может быть использовано при изготовлении конструкций в виде замкнутых корпусов, контейнеров, труб, закрытых сосудов и сложнопрофильных оболочек сферического типа, доступ к внутренней поверхности которых после сварки затруднен. В процессе эксплуатации таких конструкций при сверхвысоких температурах, например в металлургии, требуется сохранение их работоспособности при появлении во внутреннем объеме агрессивной среды с температурой 800-1000°C.
Предшествующий уровень техники
Известен способ, на который получен патент РФ №2294271 «Способ соединения материалов с покрытием» МПК: В23К 31/02, В23К 33/00, В23К 101/06, приоритет от 15.08.2005 г., опубликовано 27.02.2007 г., авторы: Сорокин А.Н., Фельдшерова В.В., Агафонов С.А., Исламгулов Ф.Ф. Способ заключается в том, что на участках поверхности деталей без покрытия формируют отбортовки, сваривают с использованием одного источника нагрева, покрытие выполняют многослойным, а в качестве наружного слоя или слоев покрытия используют материал, термопластичный при высоких температурах в процессе сварки.
Недостатками данного способа являются меньшая прочность сварного соединения с отбортовкой кромок по сравнению со стыковым соединением, сложность технологического процесса (наличие большого количества технологических и контрольных операций) и используемого оборудования. Кроме того, такой способ сварки неизбежно увеличивает габаритные размеры деталей из-за наличия отбортовок. Для выполнения отбортовок свариваемых кромок может понадобиться сложное энергоемкое прессовое оборудование (особенно при изготовлении деталей, толщина которых значительна). Также сложно формировать защитные покрытия на радиусах отбортовок из-за возможности отслоения покрытия на участках с малыми радиусами кривизны.
Известен способ, на который получен патент РФ №2503873 «Сварное соединение труб с внутренним антикоррозионным покрытием» МПК: F16L 13/02, приоритет от 24.09.2012 г., опубликовано 10.01.2014 г., авторы: Кунеевский В.В., Страхов Д.В., Смирнов В.П., Шульженко К.А. В данном способе соединяют сваркой встык трубы с антикоррозионным покрытием, которое удалено от торцов труб, и размещают в них под стыком втулку, защищающую от коррозии стык труб. Втулка снаружи посередине длины между фиксаторами защищена жаропрочной композицией. Втулка выполнена из износостойкого материала, покрытого снаружи антикоррозионным покрытием, аналогичным внутреннему покрытию труб, которое удалено от торцов труб. Перед соединением труб втулку вставляют в трубу до упора фиксатора в торец внутреннего антикоррозионного покрытия трубы. Затем торцы труб стыкуют, надевая трубу на втулку до упора другого фиксатора в торец внутреннего антикоррозионного покрытия трубы. Затем торцы труб соединяют сваркой.
Недостатком данного способа является то, что описанным способом соединяют детали, на внутреннюю поверхность которых нанесены защитные покрытия, такие как защитная эмаль, твердый пластик, карбон. Применение данных видов покрытий не позволяет их использовать при плавке, литье и других подобных процессах. Функция, которую выполняет антикоррозионное покрытие, сводится только к защите материала корня сварного шва от коррозии, вызываемой агрессивными жидкостями, проходящими в трубе. Кроме того применение клея-расплава (Forbo HD-6880, Protostik 6503 и др.) в качестве герметика не обеспечивает достаточную коррозионную стойкость против жидкометаллической коррозии расплавов металла, особенно при длительных выдержках и при смачивании материала покрытия расплавом металла при температурах 500-1000°C, так как температура плавления клея-расплава составляет 80-100°C, а при температуре больше 250°C герметик воспламеняется.
Из аналогов, в качестве прототипа, был выбран патент РФ №2600152 «Способ соединения деталей с покрытием» МПК: В23К 31/02, В23К 101/34, F16L 13/02, приоритет 18.11.2014 г., опубликовано 20.10.2016 г., авторы: Белоусов С.В., Писарев М.С., Сорокин А.Н. Согласно данному способу на поверхность втулки и на внутреннюю поверхность соединяемых встык труб наносят плазменно-дуговым способом покрытие из тугоплавкого металла и слой диоксида циркония. Пропитывают плазменно-дуговые покрытия смесью оксидов Al2O3, P2O5, Cr2O3. Образуется внутренний защитный слой, на который наносят легкоплавкий термопластичный слой на основе вольфрамового стекла. Часть внутренней поверхности труб вблизи торцов оставляют непокрытой. Надевают на втулку трубу до упора торца втулки в торец термопластичного слоя. Надевают на втулку трубу с аналогично подготовленным торцом и выполняют сварку труб с обеспечением защиты деталей от коррозионного воздействия высокотемпературной агрессивной среды.
Недостатком данного способа является высокая вероятность нарушения целостности покрытий трубы и втулки в процессе сборки. При посадке втулки на трубу происходит непосредственный контакт покрытия, нанесенного на внешнюю поверхность втулки с покрытием внутренней поверхности трубы. При установке на втулку ответной трубы не исключается вероятность смещения втулки, что может привести к разрушению покрытия в местах их контакта.
Кроме этого, при обеспечении сквозного проплавления свариваемых кромок, наличие полости в виде минимального зазора между втулкой и стыком свариваемых труб не исключает вероятности попадания элементов покрытия в корень сварного шва и их негативного влияния на качество сварки. В этом случае получение шва необходимой конфигурации и ограничение температуры в зоне покрытия будет значительно зависеть от стабильности поддержания режимов сварки, условий сборки и теплоотвода, а также от смещения кромок и наличия зазоров между свариваемыми кромками.
В данном способе рассматривается вариант аргонодуговой сварки, при котором длина дугового промежутка имеет фиксированное значение 0,8 мм, что требует обеспечения повышенной точности при сборке труб по соосности и биению, без смещения свариваемых кромок по высоте и их диаметральной точности. Любое небольшое отклонение геометрии кромок в большую сторону может привести к появлению прожогов или увеличению выступания корня шва и, как следствие, может привести к попаданию покрытия в шов. Уменьшение диаметральных размеров труб и смещение кромок по высоте в меньшую сторону также может привести к нестабильному формированию шва и не гарантирует получение сварного шва необходимой конфигурации на всем протяжении стыка.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является повышение степени защиты внутренней поверхности основного металла свариваемых деталей и металла сварного шва от коррозионного воздействия высокотемпературной агрессивной среды при сварке деталей с покрытием, повышении качества сварного шва, получении герметичного соединения необходимой конфигурации.
Технический результат, достигаемый при решении этой задачи, заключается в уменьшении влияния угара расплавленного металла на качество сварного шва, исключении попадания элементов покрытия в металл сварного шва за счет реализации способа сварки и применения рациональной конструкции втулки, снижении вероятности нарушения защитного покрытия при сборке и сварке деталей.
Технический результат достигается тем, что в способе сварки неплавящимся электродом деталей с покрытием, включающим нанесение перед сборкой отдельно на втулку и на внутреннюю поверхность деталей защитного покрытия, оставление части внутренней поверхности деталей вблизи торца непокрытой, установление втулки между двумя деталями, сварка деталей, согласно изобретению, определяют высоту технологического бурта на втулке по формуле h=t+Δh, где  ψ=1-3% - коэффициент потерь на угар и разбрызгивание расплавленного металла шва для сварки в среде аргона, Hш - требуемая глубина провара, Вш - требуемая ширина шва, t - толщина свариваемых деталей, в - ширина технологического бурта. На втулке с внешней стороны выполняют кольцевые проточки, полки и технологический бурт. Оставляют непокрытыми внутреннюю поверхность деталей на расстоянии термического воздействия сварки, равном ширине полок втулки, поверхности полок и бурта на внешней поверхности втулки. Устанавливают втулку с размещением технологического бурта между торцами свариваемых деталей и обеспечивают плотный контакт свариваемых кромок с технологическим буртом. Перед сваркой задают смещение неплавящегося электрода от одной из кромок бурта на его середину. С помощью системы видеонаблюдения контролируют в процессе сварки перемещение сварочной горелки по всей длине технологического бурта. Поддерживают значения основных параметров сварки в автоматическом режиме.
ψ=1-3% - коэффициент потерь на угар и разбрызгивание расплавленного металла шва для сварки в среде аргона, Hш - требуемая глубина провара, Вш - требуемая ширина шва, t - толщина свариваемых деталей, в - ширина технологического бурта. На втулке с внешней стороны выполняют кольцевые проточки, полки и технологический бурт. Оставляют непокрытыми внутреннюю поверхность деталей на расстоянии термического воздействия сварки, равном ширине полок втулки, поверхности полок и бурта на внешней поверхности втулки. Устанавливают втулку с размещением технологического бурта между торцами свариваемых деталей и обеспечивают плотный контакт свариваемых кромок с технологическим буртом. Перед сваркой задают смещение неплавящегося электрода от одной из кромок бурта на его середину. С помощью системы видеонаблюдения контролируют в процессе сварки перемещение сварочной горелки по всей длине технологического бурта. Поддерживают значения основных параметров сварки в автоматическом режиме.
Совокупность перечисленных существенных признаков обеспечивает получение технического результата - уменьшение влияния угара расплавленного металла на качество сварного шва, исключение попадания элементов покрытия в металл сварного шва за счет реализации способа сварки и применения рациональной конструкции втулки, снижение вероятности нарушения защитного покрытия при сборке и сварке деталей, что влечет за собой повышение степени защиты внутренней поверхности основного металла свариваемых деталей и металла сварного шва от коррозионного воздействия высокотемпературной агрессивной среды при сварке деталей с покрытием, повышение качества сварного шва, получение герметичного соединения необходимой конфигурации.
Формирование технологического бурта с высотой, превышающей толщину свариваемых деталей позволяет компенсировать угар расплавленного металла. За счет точной высоты бурта обеспечивают получение сварного шва оптимальной формы, без выпуклости и вогнутости с внешней стороны.
Выполнение с внешней стороны втулки кольцевых проточек и полок на ширину зоны термического воздействия сварки, оставление непокрытыми внутренней поверхности деталей на расстоянии термического воздействия сварки, равном ширине полок втулки, а так же поверхности полок и бурта на внешней поверхности втулки исключает вероятность попадания элементов покрытия в металл сварного шва, что повышает качество сварного шва, обеспечивает получение герметичного соединения необходимой конфигурации.
Сварной шов может быть сформирован с равномерным оплавлением технологического бурта и свариваемых кромок.
Это позволяет уменьшить влияние угара расплавленного металла на качество сварного шва, получить герметичное соединение необходимой конфигурации.
Возможно, перед нанесением покрытия свариваемые детали и втулку подвергают ультразвуковой обработке в этиловом спирте. Этим доводят свариваемые поверхности до необходимой чистоты и таким образом исключают влияние загрязнений на качество покрытия и сварного шва. Без загрязнений улучшается стойкость покрытия и качество сварного шва.
Возможно, сборку выполняют с допущением зазора в стыке и относительного смещения свариваемых кромок по высоте, не превышающих 10% от толщины деталей. Увеличение зазора в стыке и относительного смещения свариваемых кромок по высоте более 10% может привести к нарушению стабильности формирования шва и образованию прожогов. Наличие зазоров не превышающих 10% от толщины деталей обеспечивает стабильное формирование шва без дефектов в виде прожогов и несплавлений, повышение качества сварного шва, получение герметичного соединения необходимой конфигурации.
Возможно, в процессе сварки поддерживают значения тока сварки, напряжения на дуге и скорости сварки в автоматическом режиме. Этим обеспечивают качественное формирование шва необходимой конфигурации.
В процессе работы в металлургическом производстве, или реакторов на АЭС, такие конструкции как замкнутые корпуса, контейнеры, трубы и т.д. должны выдерживать воздействие агрессивных сред с повышенной температурой. При температурах эксплуатации деталей в диапазоне 500-1000°C требуется применять многослойное покрытие, содержащее внутренний защитный слой и легкоплавкий термопластичный слой. Многослойное жаростойкое покрытие защищает от высокотемпературной коррозии внутреннюю поверхность основного металла свариваемых деталей и металл сварного шва.
Изготовление технологического бурта на наружной поверхности втулки упрощает процесс сборки свариваемых деталей, позволяет надежно закрепить втулку в соединении за счет расположения технологического бурта между торцами деталей и тем самым уменьшить вероятность нарушения защитного покрытия при сборке и сварке деталей.
Контролирование с помощью видеонаблюдения положения неплавящегося электрода и корректировка его положения относительно середины технологического бурта в сторону свариваемых деталей позволяет формировать качественное сварное соединение с отсутствием неровностей и искажений формы шва.
Краткое описание фигур чертежа
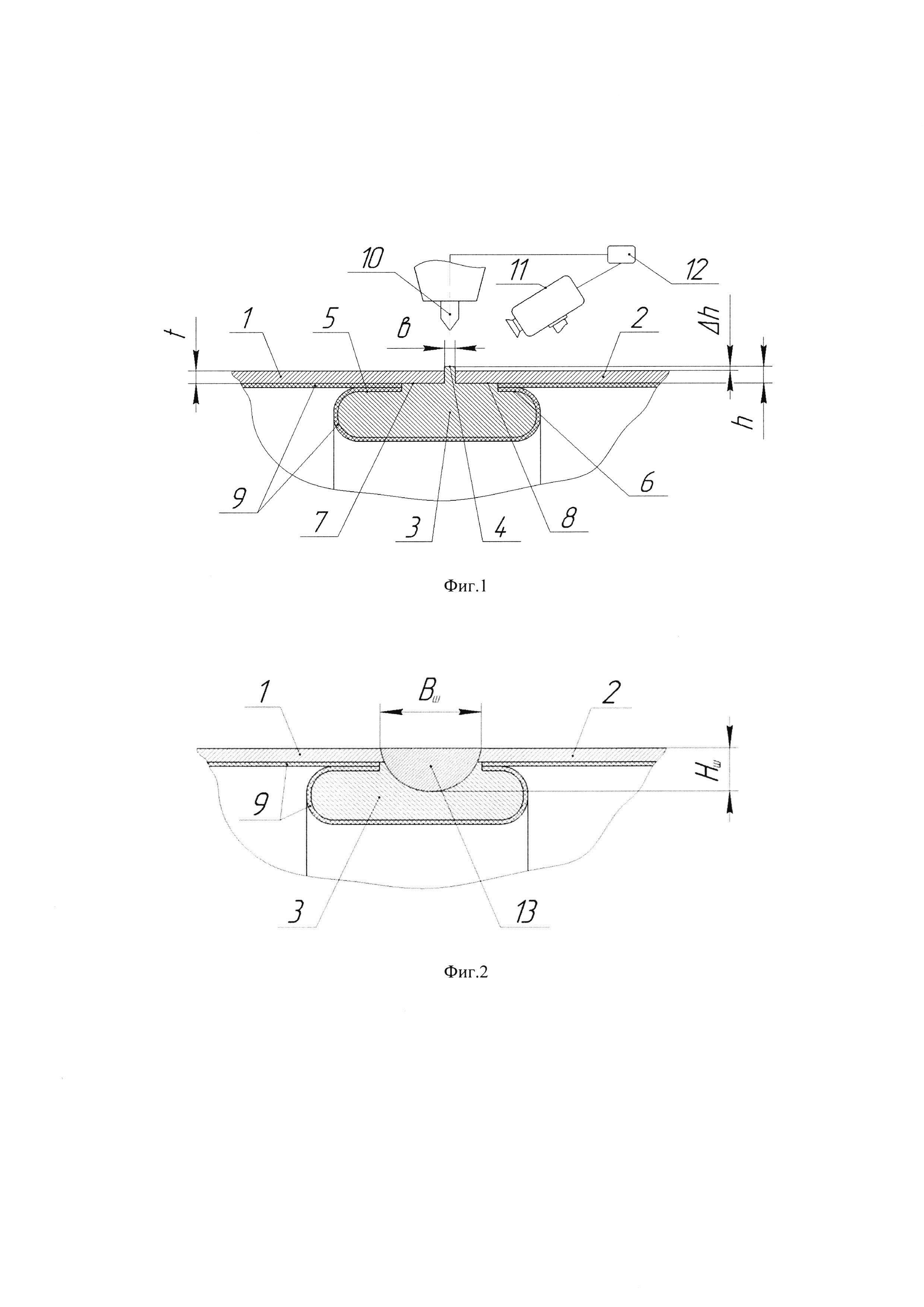
На фиг. 1 показано поперечное сечение сварного соединения с втулкой перед сваркой.
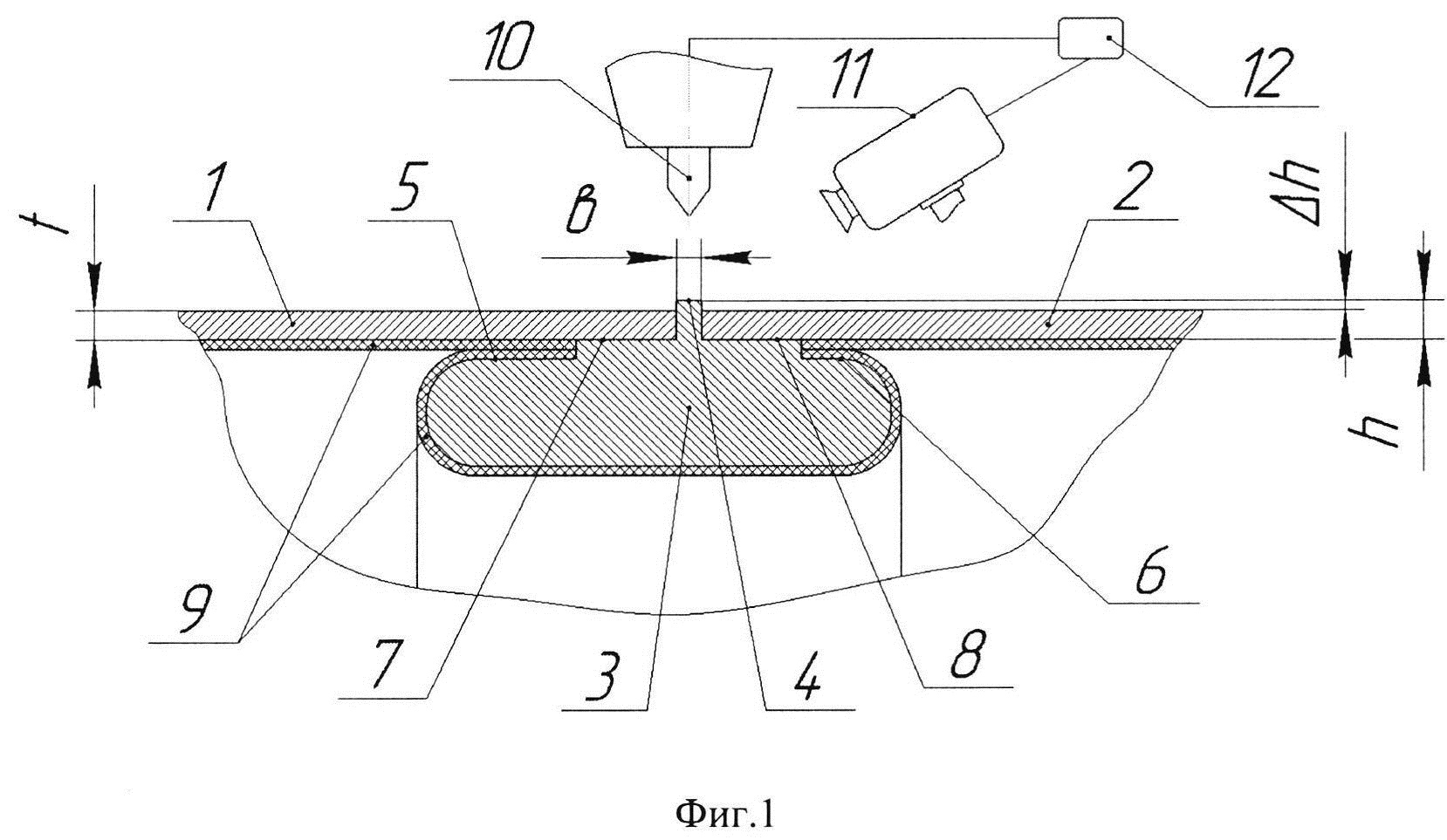
На фиг. 2 показано схематичное изображение конфигурации сварного шва.
Варианты осуществления изобретения
Описанным в патенте способом можно сваривать детали в виде замкнутых корпусов, контейнеров, труб, закрытых сосудов и сложнопрофильных оболочек сферического типа доступ к внутренней поверхности которых после сварки затруднен. Далее будет описан один из вариантов осуществления изобретения - автоматическая аргонодуговая сварка неплавящимся электродом деталей в виде тонкостенных трубных заготовок.
Как показано на фиг. 1, для соединения труб 1 и 2 используют втулку 3.
Определяют высоту технологического бурта 4 по формуле: h=t+Δh, где  ψ=1-3% - коэффициент потерь на угар и разбрызгивание расплавленного металла шва для сварки в среде аргона, Нш - требуемая глубина провара (фиг. 2), Вш - требуемая ширина шва, t - толщина свариваемых деталей, в - ширина технологического бурта.
ψ=1-3% - коэффициент потерь на угар и разбрызгивание расплавленного металла шва для сварки в среде аргона, Нш - требуемая глубина провара (фиг. 2), Вш - требуемая ширина шва, t - толщина свариваемых деталей, в - ширина технологического бурта.
В рассматриваемом примере при сварке труб 1, 2 толщиной 0,2 мм для формирования сварного шва с требуемыми геометрическими параметрами, а именно шириной шва не более Вш=2,2 мм, глубиной провара не менее Нш=0,12 мм и при минимальном значении ψ=1% минимальная высота технологического бурта 4 должна составлять: 
При ψ=3% максимальная высота должна составлять: 
Таким образом, высота технологического бурта 4 втулки 3 должна составлять 0,21…0,23 мм.
При высоте технологического бурта 4 меньше рассчитанной величины бурт 4 не выступает над поверхности труб 1, 2 возможно уменьшение сечения шва 13 из-за угара расплавленного металла сварного шва или образование дефектов в виде прожогов и концентраторов напряжения.
При высоте технологического бурта 4 больше рассчитанной величины образуется избыток расплавленного металла шва и возможно формирование сварного шва 13 выпуклостью с внешней стороны, что требует введения дополнительной операции в виде механической доработки шва 13. Однако доработка поверхности шва 13 может быть недопустима по конструктивному исполнению.
За счет точного расчета высоты бурта 4 обеспечивают получение сварного шва 13 оптимальной формы, без выпуклости и вогнутости с внешней стороны.
На втулке 3 с внешней стороны по концам выполняют кольцевые проточки 5, 6, полки 7, 8 и технологический бурт 4.
Трубы 1, 2 и втулку 3 подвергают ультразвуковой обработке в этиловом спирте перед нанесением покрытия. На внутреннюю поверхность труб 1, 2 и на втулку 3 наносят защитное покрытие 9. При этом покрытие 9 не наносят на внутреннюю поверхность труб 1 и 2 на расстоянии, равном ширине полок 7, 8 втулки 3, а так же на поверхность полок 7 и 8 и технологического бурта 4 на внешней поверхности втулки 3. Суммарная ширина полок 7, 8 и бурта 4 должна соответствовать ширине зоны термического воздействия сварки.
При сборке трубы 1, втулки 3 и трубы 2 устанавливают технологический бурт 4 втулки 3 между торцами труб 1 и 2, обеспечивая плотный контакт свариваемых кромок труб 1, 2 с буртом 4. При этом исключают образование воздушных полостей между кромками труб 1, 2 и буртом 4, наличие которых являются причиной прожога труб 1, 2. Зазор в стыке и относительное смещение свариваемых кромок труб 1, 2 по высоте, не должен превышать 10% от толщины труб 1 и 2. То есть, наличие технологического бурта 4 упрощает процесс сборки, обеспечивает точное расположение труб 1, 2 относительно друг друга, снижает вероятность нарушения защитного покрытия 9 при сборке труб 1, 2 и втулки 3.
За счет рациональной конструкции втулки 3 с буртом 4 происходит перераспределение взаимного воздействия между трубами 1, 2 и втулкой 3. Втулка 3 воздействует не на защитное покрытие 9, разрушая его, а на трубы 1 и 2.
Перед сваркой задают смещение неплавящегося электрода 10 от одной из кромок бурта 4 на его середину. При помощи системы видеонаблюдения 11 контролируют в процессе сварки перемещение электрода 10 по всей длине бурта 4. При отклонении электрода 10 от середины бурта 4 оператор 12 с помощью пульта управления возвращает электрод 10 на середину бурта 4. При этом значения основных параметров сварки поддерживают в автоматическом режиме. В результате, сварной шов 13 (на фиг. 2) формируют с равномерным оплавлением технологического бурта 4 и свариваемых кромок труб 1, 2.
Предлагаемое техническое решение обеспечивает возможность соединения труб 1 и 2, покрытых защитным покрытием 9, при надежной защите свариваемых труб 1 и 2.
В процессе сварки обеспечивают получение сварного шва 13 необходимой конфигурации по ширине шва, глубине провара и без выпуклости и вогнутости с внешней стороны с помощью технологических режимов сварки, таблица 1.
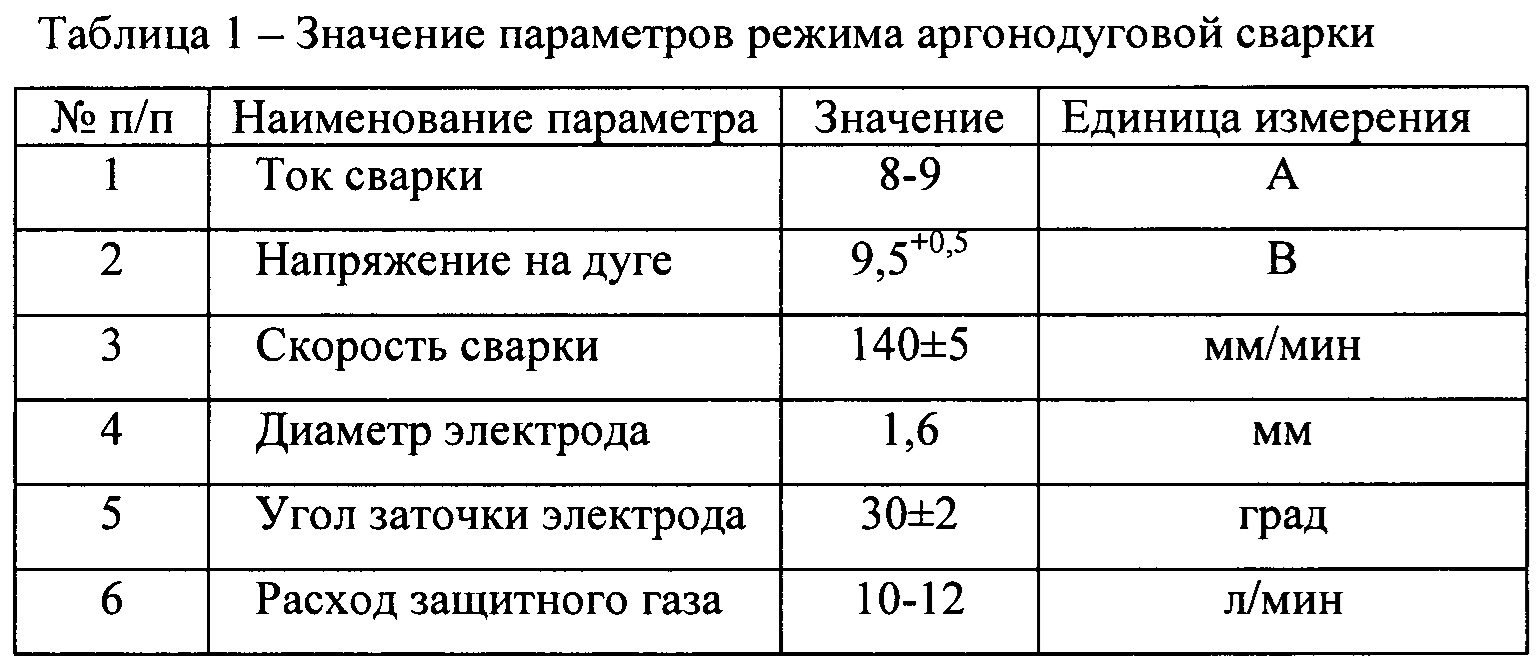
За счет оптимальных параметров режима сварки и заданной ширине полок 7 и 8 обеспечивают необходимую зону термического воздействия сварки, ширина которой не превышает суммарную ширину полок 7, 8 и бурта 4. Тем самым исключают перегрев и нарушение защитного покрытия 9 в зоне шва 13 и вероятность попадания элементов покрытия 9 в сварной шов 13. Все это повышает степень защиты внутренней поверхности основного металла труб 1 и 2 и металла сварного шва 13.
Таким образом, использование рациональной конструкции втулки 3 и реализация способа автоматической аргонодуговой сварки повышает степень защиты основного металла труб 1, 2 и металла сварного шва 13 от коррозионного воздействия агрессивной среды, обеспечивает получение качественных сварных соединений требуемой формы и исключает попадание элементов покрытия 9 в металл сварного шва 13.
Промышленная применимость
Предложенный способ может быть использован в машиностроении, металлургии, также при изготовлении оборудования для АЭС и космической техники, где предъявляются высокие требования по обеспечению жаростойкости и герметичности сварных соединений деталей. А также там, где в конструкции присутствует необходимость соединения деталей с многослойным защитным покрытием с использованием втулки, и присутствуют повышенные требования к геометрии изделия, в целом, и к качеству сварных швов, в частности.
Предлагаемый способ обеспечивает технический эффект, заключающийся в получении надежных и герметичных соединений, и в исключении проникновения высокотемпературной агрессивной среды к сварному шву и поверхности деталей в процессе эксплуатации конструкций, исключении попадания элементов покрытия в металл сварного шва в процессе сварки.
Предложенный вариант осуществления способа может быть реализован на существующем в настоящее время оборудовании с использованием имеющихся материалов. Это доказывает работоспособность и подтверждает промышленную применимость способа.
Двухдиапазонная микрополосковая антенна круговой поляризации
Способ контроля электронно-лучевой сварки
Исполнительное коммутирующее устройство
Оптическая усилительная головка с диодной накачкой
Сцинтилляционный материал на основе zno-керамики, способ его получения и сцинтиллятор
Способ балансировки ротора в одной плоскости коррекции
Устройство фиксации сложенных аэродинамических поверхностей летательного аппарата
Устройство для испытания изделий, содержащих взрывчатые материалы
Способ измерения линейных перемещений
Ампульное облучательное устройство
Способ аргонодуговой сварки неплавящимся электродом
Способ сварки деталей разной толщины из разнородных металлов
Способ совмещения электронного луча со стыком кругового соединения (варианты)
Способ электронно-лучевой сварки круговых стыков
Способ сварки деталей различного диаметра и разной толщины
Способ соединения деталей с покрытием
Способ автоматической сварки неплавящимся электродом
Способ получения герметичного корпуса микроэлектронного устройства с контролируемой средой в его внутреннем объеме
Способ сварки горловины с тонкостенной оболочкой
Способ сварки неплавящимся электродом алюминиевых сплавов

