Результат интеллектуальной деятельности: Способ гранулирования порошков и устройство для его осуществления
Вид РИД
Изобретение
Изобретение относится к химической промышленности, а именно к гранулированию порошков, например окиси цинка, устраняющему присущее порошкам пыление и залипание их в оборудовании.
Известен способ влажного гранулирования порошков, заключающийся в том, что порошок, находящийся на вращающихся поверхностях тарельчатого или трубчатого гранулятора смачивают связующим веществом и окатывают с образованием сферических гранул [Химическая энциклопедия — М.: Советская энциклопедия. Под ред. И. Л. Кнунянца, 1988., стр. 1188].
Однако применение связующего вещества может приводить к изменению химического состава гранулируемого порошка, что недопустимо.
Известен способ сухого гранулирования порошков [Химическая энциклопедия. — М.: Советская энциклопедия. Под ред. И. Л. Кнунянца, 1988., стр. 1188], заключающийся в том, что предварительно уплотнённый порошок прессуют, например, между валками (вальцами) пресса, в брикеты, плитки или полосы, которые далее измельчают ножами и протирают на ситах. При этом образуются гранулы неправильной формы различного размера и пыль. Пыль возвращается в загрузочный бункер гранулятора для повторного гранулирования.
Оборудование для его осуществления состоит из следующих устройств: шнек предварительного прессования, вальцевый или валковый пресс, измельчающие ножи, протирочные сита и транспортные устройства.
Способ и устройство для его осуществления не позволяют получить гранулы сферической формы, которые нужны, например, для обеспечения максимальной сыпучести и минимального истирания во время транспортировки за счёт отсутствия выступающих частей. Высокая твёрдость частиц, полученных при повторном прессовании уплотнённой пыли, ограничивает сферу применения гранул.
Наиболее близким способом получения сферических гранул является способ гранулирования порошков, в соответствии с которым порошок предварительно уплотняют, прессуют, измельчают (дробят) полученные формы (брикеты, полосы, ленты, плитки пластины), протирают через одно или несколько сит для получения частиц определенного размера (калибровка), и дополнительно проводят окатывание полученного уплотнённого порошка неуплотнённым порошком. Оборудование для его осуществления включает последовательно установленные подающий шнек предварительного прессования, один или несколько валковых или вальцевых прессов с прессующими валками или вальцами, измельчитель, протирочные сита, тарельчатый или трубчатый гранулятор [Патент на изобретение РФ № 2613917, МПК B01J 2/22 , 2017г.].
Этот способ позволяет получить гранулы сферической формы с сохранением состава обрабатываемого порошка. Однако, наличие операции измельчения полученных изделий и операции подачи неуплотнённого порошка в зону окатывания приводит к усложнению оборудования, повышению затрат на ремонт и обслуживание. Кроме того, разброс значений твёрдости гранул, измеренных по стандарту ASTM D5230, находится в пределах от 0 до 80-100 г, что ограничивает сферу применения.
Техническим результатом является упрощение процесса гранулирования и оборудования при сохранении сферической формы гранул, состава обрабатываемого порошка и твёрдости гранул до 100 г, а также уменьшение разброса значений твёрдости гранул.
Технический результат достигается способом гранулирования порошков, характеризующимся тем, что порошок уплотняют (осуществляют его предварительное прессование), затем прессуют вальцевым или валковым прессом, вальцы или валки которого имеют волнистую поверхность с взаимным расположением выступа напротив впадины вращающихся навстречу друг к другу валков/вальцев, полученные формы (брикеты, полосы, ленты, плитки, пластины) протирают через одно или несколько сит для получения частиц определенного размера (калибровка) и проводят окатывание полученного порошка.
Уплотнение порошка может быть осуществлено конусным или цилиндрическим шнеком.
Частота вращения шнека поддерживается предпочтительно в диапазоне от 10 до 100 об/мин с разбросом значений в пределах ± 5 об/мин.
Прессование может быть осуществлено двумя способами:
* Давление прессования обеспечивается заданным усилием за счёт приложения усилия к подвижной оси валка (оси подвижного валка/вальца, имеющего возможность перемещения вдоль направления приложения усилия прессования, направленого от центра вращения подвижной оси к центру вращения неподвижной оси), при сохранении неподвижной оси другого валка/вальца.
* Давление прессования обеспечивается величиной зазора между валками/вальцами, частотой вращения валков/вальцев и частотой вращения шнекового подпрессовщика, обеспечивающего изменение количества подаваемого порошка в зону прессования между двумя вращающимися друг навстречу друга валками/вальцами с неподвижными осями. Для увеличения усилия необходимо увеличить количество подаваемого порошка в зону уплотнения, для уменьшения усилия необходимо уменьшить количество порошка подаваемого в зону уплотнения. Усилие на оси одного из валков или вальцев измеряется тензодатчиками.
Предпочтительный диапазон усилия прессования поддерживается на уровне, обеспечивающем плотность порошка после прессования предпочтительно в пределах 1,0 -2.0 кг/дм3 и составляет от 10 до 60 кН с разбросом усилий в пределах ± 10 % от номинального значения. Для этого, частота вращения вальцев (валков) поддерживается в диапазне от 10 до 100 об/мин с разбросом значений в пределах ± 5 об/мин. Для этих же целей и частота вращения шнека поддерживается в указанных выше пределах: диапазон от 10 до 100 об/мин с разбросом значений в пределах ± 5 об/мин.
Протирка спрессованного порошка может быть осуществлена протиранием его через сито с ячейкой от 1,5 до 5 мм.
Окатывание может быть осуществлено на тарельчатом грануляторе, с частотой вращения тарели от 5 до 40 об/мин, диаметром тарели от 0,5 до 3 метров, высотой бурта от 0,2 до 1 метра, с осью вращения тарели наклонённой по отношению к горизонту на угол от 10 до 55 градусов.
Окатывание может быть осуществлено на трубчатом грануляторе, с частотой вращения трубы от 5 до 40 об/мин, диаметром трубы от 0,3 до 3 метров, длиной трубы от 1 до 15 метров, углом наклона оси вращения трубы по отношению к горизонту от 1 до 15 градусов.
После окатывания, при необходимости, возможно проведение сортировки готовых гранул, например, рассеиванием их на вибрационных ситах.
Отличием предлагаемого способа от прототипа является проведение прессования вальцевым или валковым прессом, вальцы или валки которого имеют волнистую поверхность с взаимным расположением выступа напротив впадины вращающихся навстречу друг к другу валков, а также исключение операции измельчения и проведение окатывания без использования уплотнённого порошка.
Технический результат достигается также устройством для осуществления способа, включающим последовательно установленные конический или цилиндрический шнек, один или несколько валковых или вальцевых прессов с прессующими валками или вальцами, имеющими волнистую поверхность с возможностью взаимного расположения одного валка/вальца напротив впадины другого валка/вальца при их вращении навстречу друг другу, а также протирочные сита и тарельчатый или трубчатый гранулятор.
Валки или выльцы могут иметь неподвижными или две или одну ось.
Зазор между рабочими поверхностями валков или вальцев предпочтительно устанавливается от 1 до 5 мм.
В предпочтительном варианте протирочные сита имеют ячейки от 1,5 до 5 мм.
В предпочтительном варианте ось вращения тарели наклонена по отношению к горизонту на угол от 10 до 55 градусов, диаметр тарели составляет от 0,5 до 3 метров, высота бурта составляет от 0,2 до 1 метра.
В предпочтительном варианте угол наклона оси вращения трубы по отношению к горизонту составляет от 1 до 15 градусов, диаметр трубы составляет от 0,3 до 3 метров, длина трубы от 1 до 15 метров.
Устройство может содержать сортировочные сита для разделения полученных гранул по фракциям.
Устройство может содержать устройства транспортирования и упаковки.
Отличием предлагаемого устройства от прототипа является то, что валки /вальцы имеют насечку в виде последовательно чередующихся выступов и впадин, выполненных таким образом, чтобы выступы одного вальца при вращении находились напротив впадины другого вальца, вращающегося ему навстречу. Кроме того, отсутствие необходимости подачи неуплотнённого порошка в зону окатывания не требует шнекового дозатора. Устройство не содержит измельчитель.
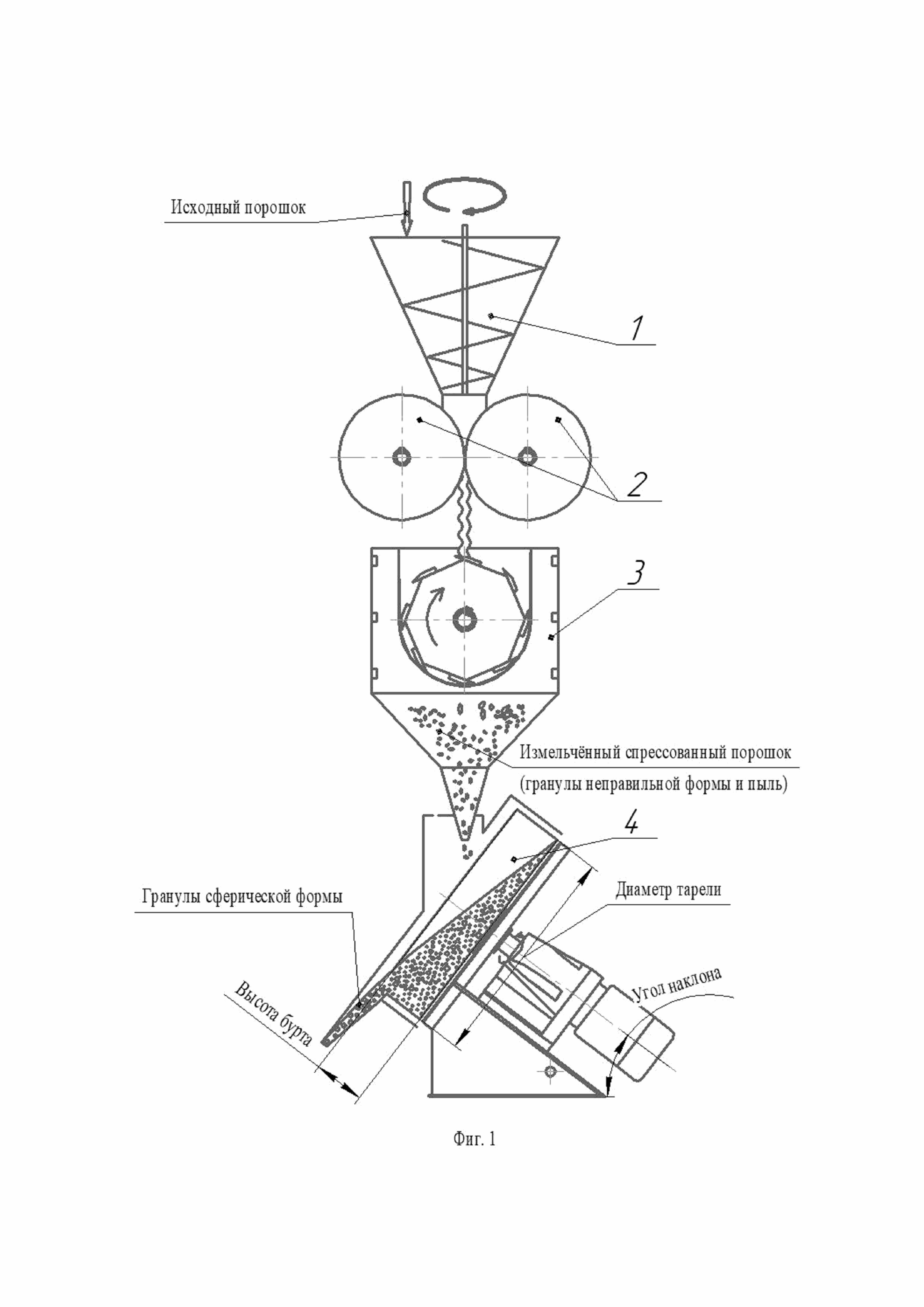
На фиг. 1 представлена схема устройства, содержащая тарельчатый гранулятор, где 1 –конусный шнек уплотнения; 2 – прессующие валки (вальцы); 3 – протирочное сито; 4 – тарельчатый гранулятор.
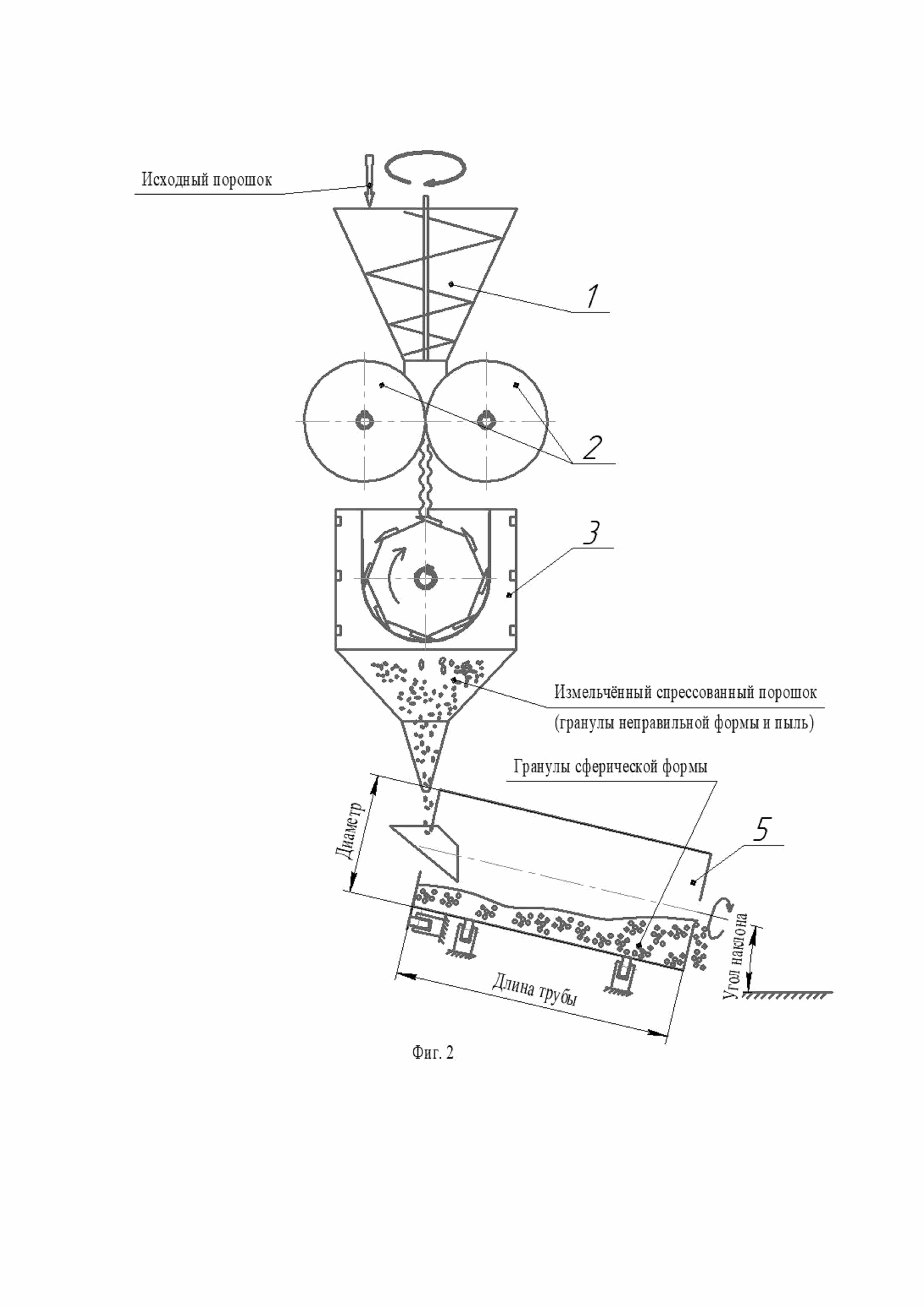
На фиг. 2 представлена схема устройства, содержащая трубчатый гранулятор, где 1 –конусный шнек предварительного прессования; 2 – прессующие валки/вальцы) 3 – протирочное сито; 5 – трубчатый гранулятор.
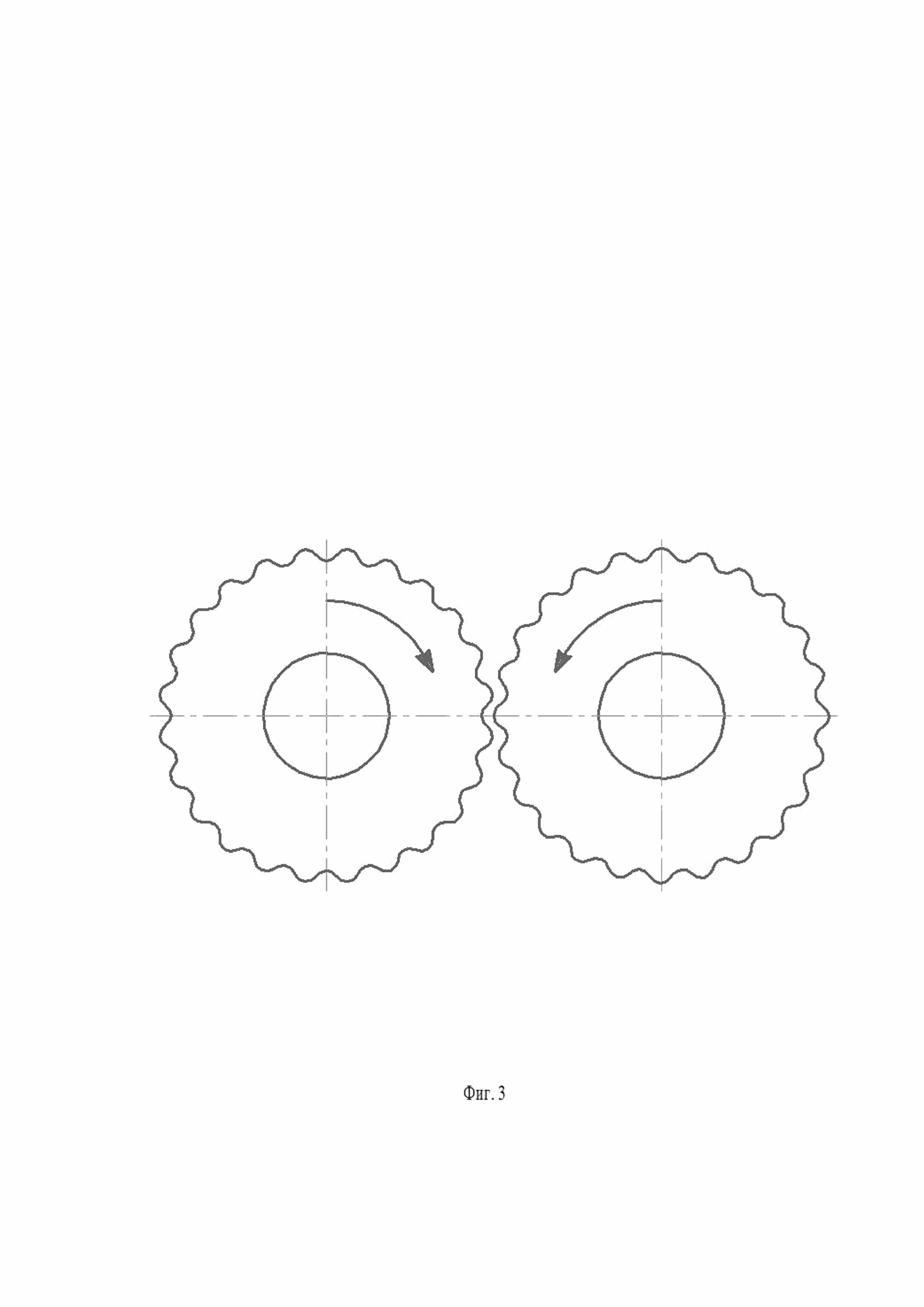
На фиг. 3 представлен профиль рабочей поверхности валков/валцев и взаимное расположение валков /вальцев.
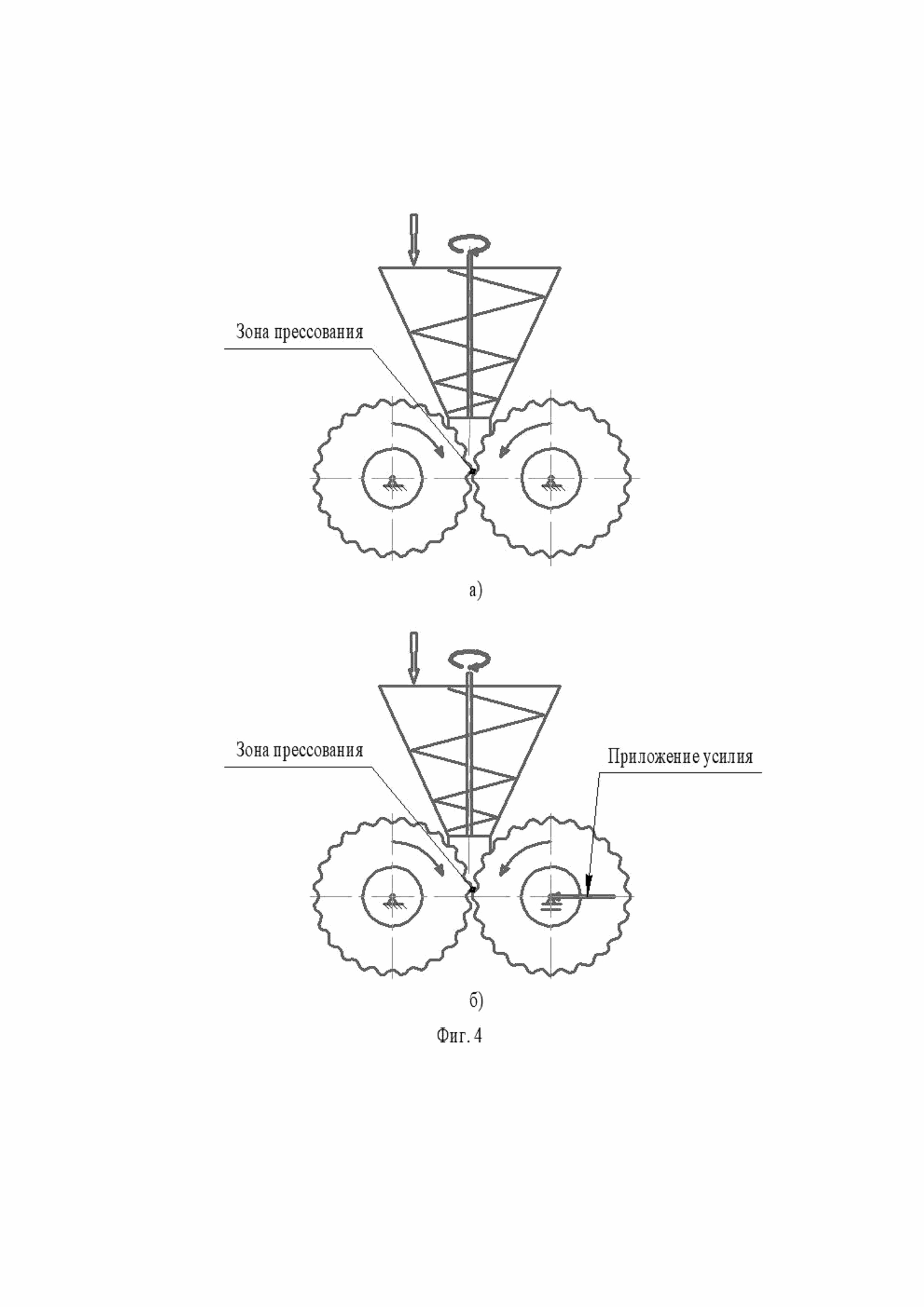
На фиг. 4(а) и 4(б) представлена схема обеспечения заданного усилия прессования при неподвижных двух (а) и одной (б) осях валков/вальцев.
Устройство работает следующим образом. Порошок подаётся коническим или цилиндрическим шнеком (1) в зону прессования между прессующими валками/вальцами (2), где порошок спрессовывается в волнистую полосу. Затем спрессованная полоса протирается через сито (3). Полученная масса поступает, в тарельчатый гранулятор (4), или трубчатый гранулятор (5), где происходит накатывание сферических гранул.
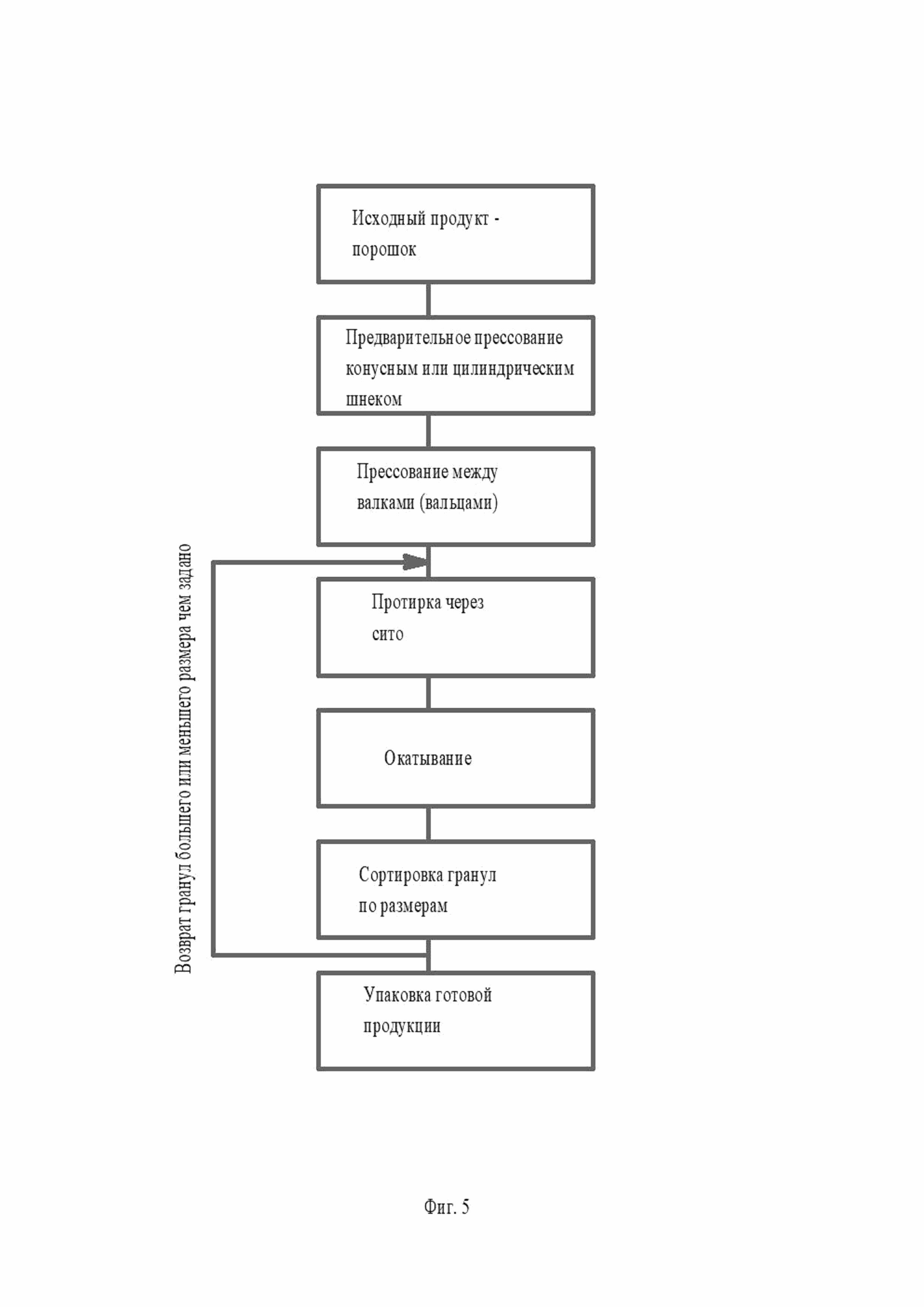
При необходимости разделения гранул по заданным размерам, гранулы сортируют, например, на сортировочных виброситах. Гранулы больше и меньше заданных размеров возвращаются на протирочные сита, гранулы заданных размеров подаются на упаковку.
Схема процесса показана на фиг. 5.
Ниже приведены примеры осуществления способа с помощью предлагаемого устройства.
Исходный материал – порошок оксида цинка марки БЦ0М ГОСТ 202-84.
Пример 1а.
Режим работы устройства:
Усилие прессования на роликах вальцевого пресса - 60 ±6кН;
- Диаметр вальцов - 0,9 м;
- Зазор - 5 мм;
- Частота вращения уплотняющего конического шнека 100±5 об/мин;
- Частота вращения вальцов - 10± 5 об/мин;
- Протирочное сито с ячейкой - 4,5 мм;
- Диаметр тарели - 3 м;
- Частота вращения тарели - 5 об/мин;
- Угол наклона тарели - 55 град.;
- Высота бурта тарели - 1,0 м.
Результаты:
Получены гранулы сферической формы имеющие следующие характеристики:
|
- Влажность 0,1%.
- Насыпная плотность 1284 г/дм.
- Химический состав и удельная поверхность соответствуют исходному материалу.
Пример 1б.
Режимы работы устройства:
- Усилие прессования на роликах вальцевого пресса - 10±1 кН;
- Диаметр вальцов - 0,10 м;
- Зазор -1 мм;
- Частота вращения уплотняющего цилиндрического шнека 10±5 об/мин;
- Частота вращения вальцов - 100±5 об/мин;
- Протирочное сито с ячейкой - 1,5 мм;
- Диаметр тарели - 0,5 м;
- Частота вращения тарели - 40 об/мин;
- Угол наклона тарели - 10 град.;
- Высота бурта тарели - 0,2 м.
Результаты:
Получены гранулы сферической формы имеющие следующие характеристики:
|
- Влажность 0,1%.
- Насыпная плотность 1018 г/дм.
- Химический состав и удельная поверхность соответствуют исходному материалу.
Пример 2а
Режимы работы устройства:
- Усилие прессования на роликах вальцевого пресса - 60±6кН;
- Диаметр вальцов - 0,9 м;
- Зазор - 5 мм;
- Частота вращения уплотняющего конического шнека 100±5 об/мин;
- Частота вращения вальцов - 10± 5 об/мин;
- Протирочное сито с ячейкой - 4,5 мм;
- Диаметр трубы окомкователя - 3 м;
- Частота вращения трубы - 5 об/мин;
- Угол наклона трубы - 15 град.;
- Длина трубы - 15 м.
Результаты:
Получены гранулы сферической формы имеющие следующие характеристики:
|
- Влажность 0,1%.
- Насыпная плотность 1171 г/дм.
- Химический состав и удельная поверхность соответствуют исходному материалу.
Пример 2б.
Режимы работы устройства:
- Усилие прессования на роликах вальцевого пресса - 10±1 кН;
- Диаметр вальцов - 0,10 м;
- Зазор - 1 мм;
- Частота вращения уплотняющего цилиндрического шнека 10±5 об/мин;
- Частота вращения вальцов - 100±5 об/мин;
- Протирочное сито с ячейкой - 1,5 мм;
- Диаметр трубы – 0,3 м;
- Частота вращения трубы - 40 об/мин;
- Угол наклона трубы - 1 град.;
- Длина трубы - 1 м.
Результаты:
Получены гранулы сферической формы имеющие следующие характеристики:
|
- Влажность 0,1%.
- Насыпная плотность 1108 г/дм3.
- Химический состав и удельная поверхность соответствуют исходному материалу.
Аналогичные результаты получают при использовании валкового пресса.
Таким образом, предлагаемый способ позволяет получить гранулы сферической формы с сохранением состава обрабатываемого порошка и твёрдостью, измеренной по стандарту ASTM D5230, до 100 г. Разброс (разность между максимальным и минимальным значении в партии) твёрдости гранул предлагаемым способом не превышает 50 г (в способе прототипа до 80 г). Способ не требует проведение операции измельчения и подачи неуплотнённого порошка в зону окатывания, что упрощает процесс и делает менее сложным оборудование.
Способ гранулирования порошков и оборудование для его осуществления
Способ гранулирования порошков и оборудование для его осуществления

