Результат интеллектуальной деятельности: Способ получения биметаллической отливки
Вид РИД
Изобретение
Изобретение относится к литейному производству, в частности, к литью по выплавляемым моделям и может быть использовано в машиностроении.
Известен способ литья по выплавляемым моделям (см. https://cyberleninka.ru/article/v/novyy-sposob-litya-po-vyplavlyaemym-modelyam-s-kristallizatsiey-pod-davleniem), принятый заявителем за прототип, при котором на каркас наносят воскообразный модельный материал, затем на модельный материал с каркасом наносят слои огнеупорного материала, которые образуют неразъемную огнеупорную оболочковую форму, производят выплавление воскообразного модельного материала, заформовывают оболочковую огнеупорную форму в огнеупорный наполнитель, осуществляют их совместную прокалку и заливают металл. Заливают металл с температурой плавления ниже температуры плавления материала каркаса.
Данный способ не позволяет получить отливку высокой размерно-геометрической точности, так как воскообразный модельный материал на каркас наносят и формируют вручную.
Указанный недостаток устраняется заявляемым техническим решением.
Задача, решаемая заявленным способом литья биметаллической отливки, заключается в создании на каркасе воскообразной модели с высокой размерно-геометрической точностью, что позволяет получить биметаллическую отливку с высокой размерно-геометрической точностью.
Достигаемый технический результат заключается в создании на каркасе воскообразной модели высокой размерно-геометрической точности, что позволяет получить биметаллическую отливку с высокой размерно-геометрической точностью.
Указанный технический результат достигается тем, что в способе получения биметаллической отливки литьем по выплавляемым моделям, включающем изготовление каркаса, получение воскообразной модели с каркасом, получение неразъемной огнеупорной оболочковой формы на модели с каркасом, выплавление воскообразной модели из формы, заливку металла с температурой плавления меньшей, чем температура плавления материала каркаса, согласно изобретению, изготовляют каркас с размерами меньшими требуемого размера отливки, устанавливают каркас в пресс-форму, полость которой соответствует размерам и конфигурации отливки, в пресс-форму дозируют порошок воскообразного модельного материала, который напрессовывают на каркас под давлением 0,1-5 МПа, полученную воскообразную модель выдерживают в пресс-форме не менее 1 минуты.
Новым в заявленном способе является то, что
- изготовляют каркас с размерами меньшими требуемого размера биметаллической отливки,
- устанавливают каркас в пресс-форму, полость которой соответствует размерам и конфигурации отливки,
- в пресс-форму дозируют порошок воскообразного модельного материала, который напрессовывают на каркас под давлением 0,1-5 МПа,
- полученную воскообразную модель выдерживают в пресс-форме не менее 1 минуты.
Благодаря тому, что изготовляют каркас с размерами меньшими требуемого размера отливки и устанавливают его в пресс-форму, полость которой соответствует размерам и конфигурации биметаллической отливки, получают воскообразную модель высокой размерно-геометрической точности с каркасом внутри. Толщина наплавленного на каркас металла определится как разность в соответствующих точках в размерах биметаллической отливки и каркаса.
В пресс-форму дозируют порошок воскообразного модельного материала, который напрессовывают на каркас под давлением 0,1-5 МПа. При давлении менее 0,1 МПа не обеспечивается требуемое уплотнение модельного материала. Экспериментально было установлено, что при давлении более 5 МПа не достигается требуемая размерно-геометрическая точность ввиду переуплотнения материала и, следовательно, его упругого отклика после разгрузки. Выдерживание уплотненного модельного материала в пресс-форме не менее 1 минуты обеспечивает перераспределение напряжений в объеме прессовки, что минимизирует упругий отклик материала.
Вся совокупность признаков обеспечивает получение биметаллической отливки по выплавляемым моделям с высокой геометрической точностью.
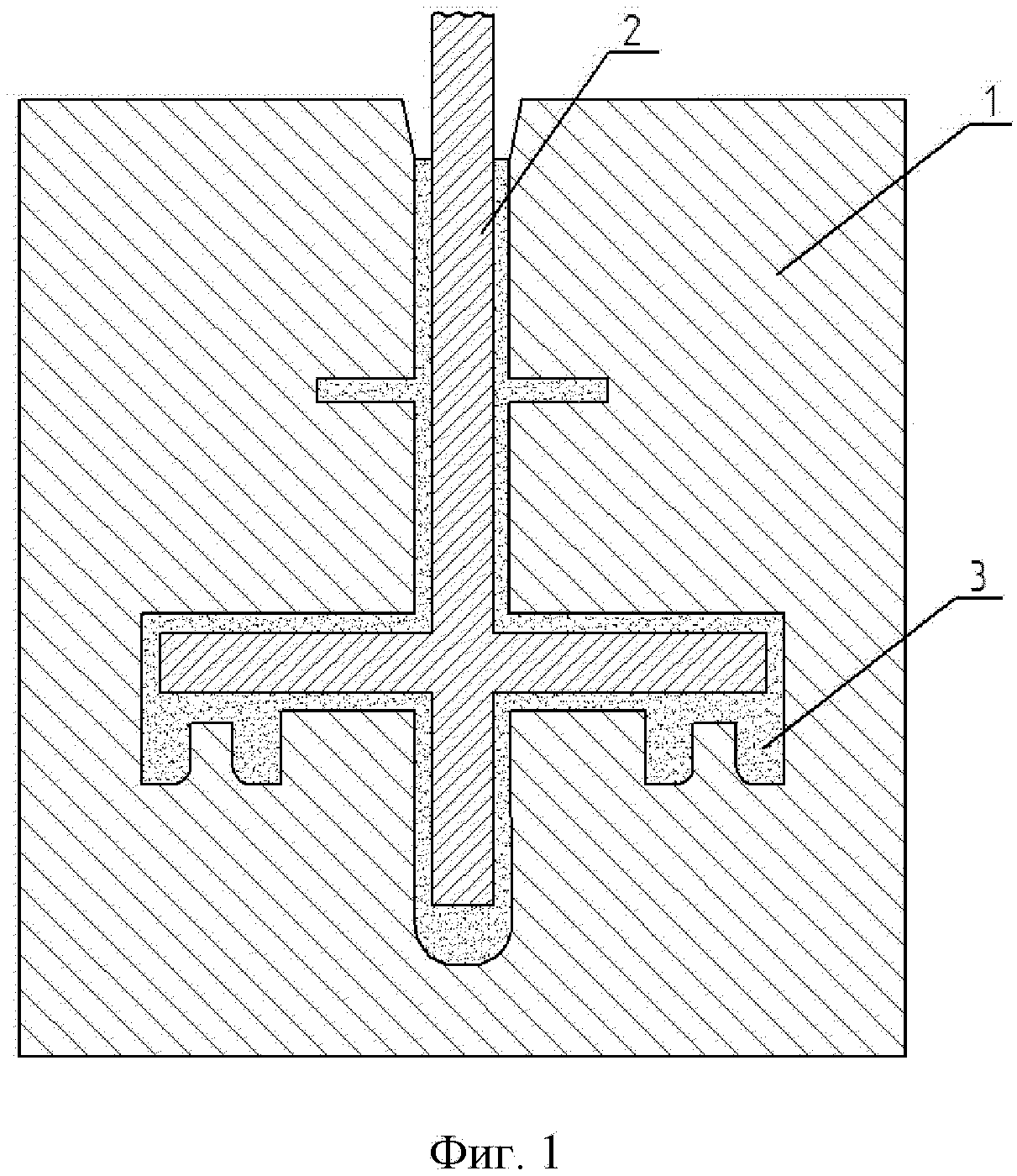
Заявляемый способ получения биметаллической отливки по выплавляемым моделям осуществляют с помощью устройства, представленного на чертеже. На фиг.1 показан разрез пресс-формы 1, в которую помещен каркас 2, с напрессованной на нем воскообразной моделью 3; на фиг.2 – разрез неразъемной оболочковой формы 4 с размещенным в ней каркасом 2, на котором сформирована отливка 5, выполненная из металла с требуемыми свойствами и температурой плавления меньшей, чем температура плавления материала каркаса 2.
Заявляемый способ получения биметаллической отливки литьем по выплавляемым моделям осуществляют следующим образом. Изготавливают каркас 2 размерами меньшими размеров биметаллической отливки. Каркас 2 помещают в пресс-форму 1, полость которой соответствует размерам и конфигурации требуемой биметаллической отливки. В пресс-форму 1 дозируют порошок воскообразного модельного материала, который напрессовывают на каркас 2 под давлением 0,1-5 МПа (например, 2,5 МПа). Полученную воскообразную модель 3 выдерживают в пресс-форме 1 не менее 1 минуты (например, 3 минуты). Воскообразную модель 3 с каркасом 2 внутри извлекают из пресс-формы 1 и наносят на нее слои неразъемной огнеупорной оболочковой формы 4. Оболочковую форму 4 сушат, выплавляют воскообразную модель 3. Оболочковую форму 4 прокаливают и нагревают до температуры плавления металла отливки 5. В полость неразъемной оболочковой формы 4, содержащей каркас 2, заливают расплавленный металл отливки 5, температура плавления которого меньше температуры плавления материала каркаса. Полученную биметаллическую отливку охлаждают и извлекают из оболочковой формы 4.
Способ получения биметаллической отливки литьем по выплавляемым моделям, включающий изготовление каркаса, получение воскообразной модели с каркасом, получение неразъемной огнеупорной оболочковой формы на модели с каркасом, выплавление воскообразной модели из формы, заливку металла с температурой плавления меньшей, чем температура плавления материала каркаса, отличающийся тем, что изготовляют каркас с размерами меньшими размеров получаемой отливки, устанавливают каркас в пресс-форму, полость которой соответствует размерам и конфигурации отливки, в пресс-форму дозируют порошок воскообразного модельного материала, который напрессовывают на каркас под давлением 0,1-5 МПа, и полученную воскообразную модель выдерживают в пресс-форме не менее 1 минуты.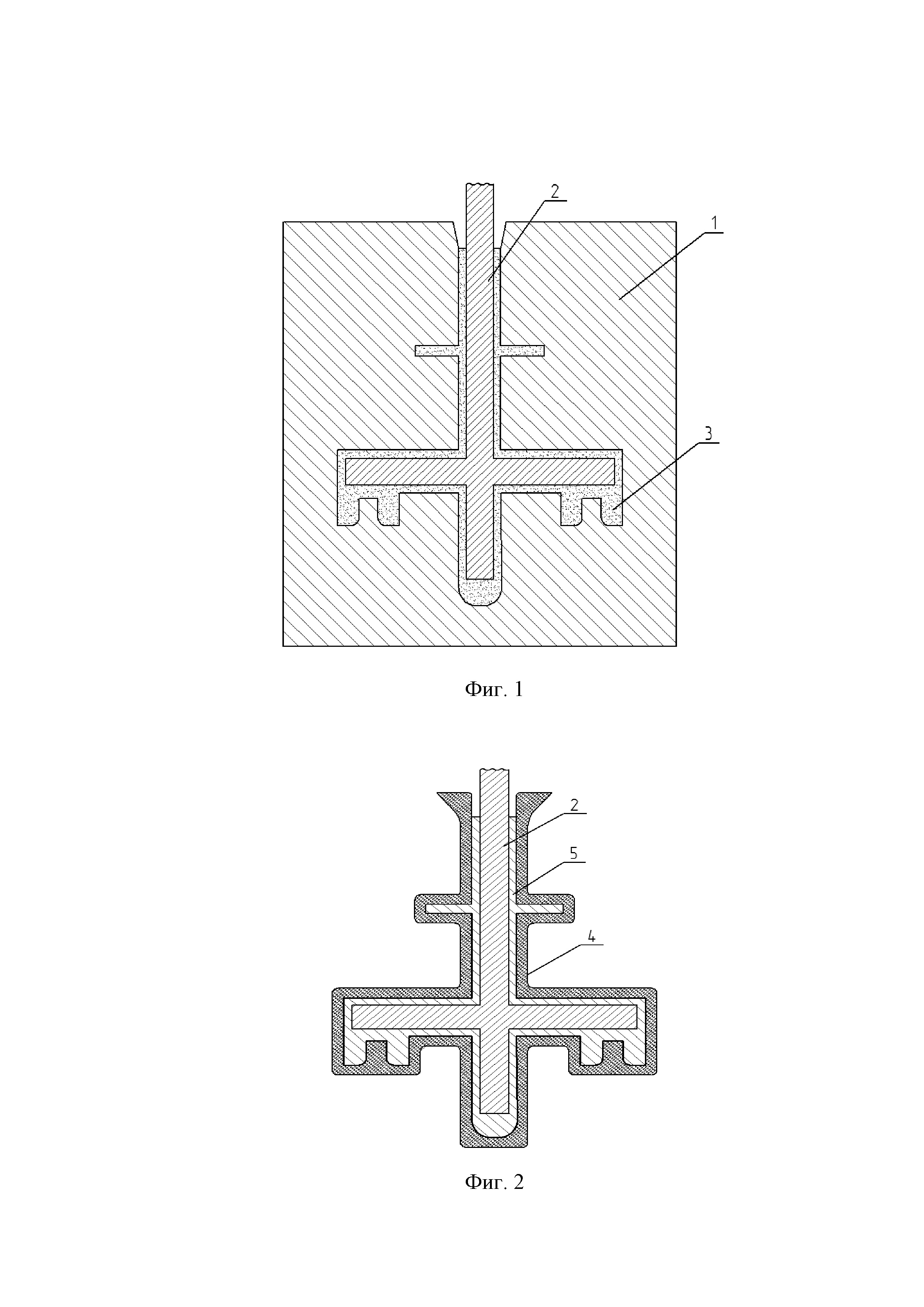
Способ изготовления керамической оболочки для литья по выплавляемым моделям
Устройство для создания ледяной переправы
Способ увеличения несущей способности ледяного покрова
Способ увеличения несущей способности ледяного покрова
Способ увеличения несущей способности ледяного покрова
Способ получения биметаллической отливки
Способ получения огнеупорного изделия при алюмотермитном восстановлении металла
Способ определения работоспособности труб пароперегревателя
Порошковая проволока

