Результат интеллектуальной деятельности: Заменяемая сферическая фреза
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Изобретение, описанное в данном документе, относится к режущим инструментам для металлорежущих станков. Более конкретно, изобретение, описанное в данном документе, относится к режущим инструментам, содержащим переходник и заменяемую режущую часть, выполненную с возможностью присоединения к переходнику для ее установки на станке или механообрабатывающем центре.
УРОВЕНЬ ТЕХНИКИ
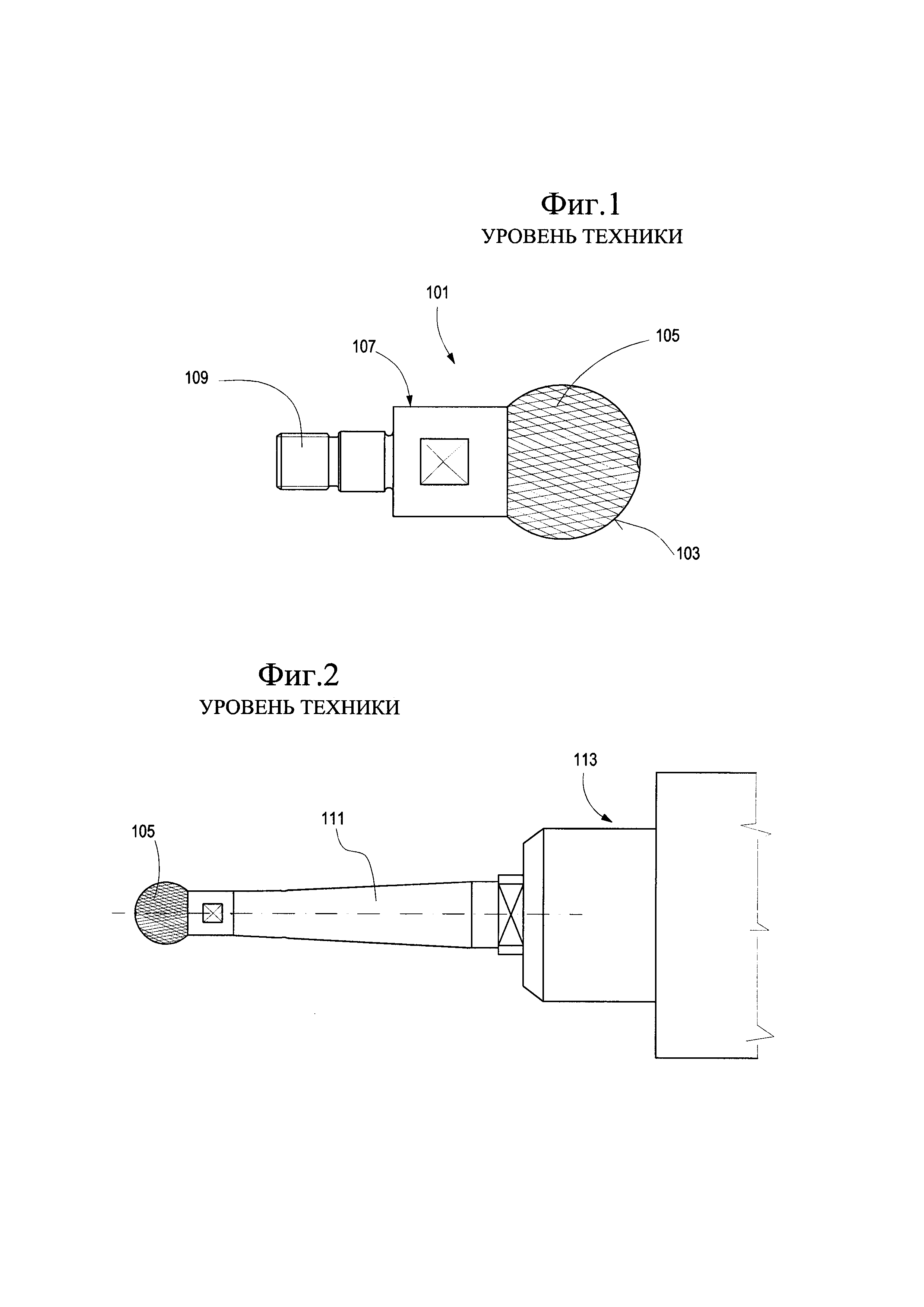
Некоторые процессы механической обработки требуют использования заменяемых режущих инструментов шарообразной формы, поддерживаемых держателем для соединения с вращающейся оправкой станков. На фиг. 1 изображен вид сбоку заменяемого инструмента в соответствии с известным уровнем техники, а на фиг. 2 изображен инструмент, показанный на фиг. 1, присоединенный к оправке механического станка, с расположенным между ними держателем инструмента. Инструмент 101 содержит режущую часть 103, имеющую в целом шарообразную форму, т.е. имеющую режущую поверхность, по меньшей мере часть которой имеет по существу сферическую форму. Режущая поверхность режущей части выполнена с режущими кромками 105, предназначенными для обработки заготовки путем съема стружки, например для обработки рабочего колеса турбомашины. Режущая часть 103 выполнена за одно целое с цапфой 107, имеющей резьбовую часть 109 для резьбового соединения с держателем 111 инструмента, показанным на фиг. 2. Инструмент 101 привинчен к держателю 111, который установлен на вращающуюся оправку 113, например оправку рабочей головки механического станка или механообрабатывающего центра.
Инструмент 101 в соответствии с известным уровнем техники является дорогостоящим с точки зрения изготовления. Кроме того, затруднена подача охлаждающей или смазочной текучей среды в рабочую область инструмента 101, особенно во время механической обработки сложных заготовок, таких как лопатки рабочего колеса.
Таким образом, существует необходимость в режущем инструменте, который по меньшей мере частично устраняет один или более недостатков известных режущих инструментов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с некоторыми вариантами выполнения предложен инструмент, содержащий заменяемый режущий элемент и переходник, к которому режущий элемент прикреплен с возможностью замены. Заменяемый режущий элемент имеет по существу шарообразный корпус с режущей поверхностью, внутри которого выполнена внутренняя резьба. Переходник может иметь часть с наружной резьбой, выполненную и расположенную с возможностью резьбового взаимодействия с указанной внутренней резьбой. Кроме того, в заменяемом режущем элементе может быть выполнен по меньшей мере один проход для охлаждающей или смазочной текучей среды, который заканчивается у режущей поверхности шарообразного элемента. В переходнике выполнен канал для подачи охлаждающей или смазочной текучей среды, который проточно соединен с указанным проходом, когда заменяемый режущий элемент и переходник свинчены друг с другом. Кроме того, переходник преимущественно может быть выполнен с первой конической поверхностью, а заменяемый режущий элемент выполнен со второй конической поверхностью, предназначенной для взаимного центрирования переходника и режущего элемента при их свинчивании друг с другом.
Переходник также может иметь первую осевую контактную поверхность, а заменяемый режущий элемент может иметь вторую осевую контактную поверхность. Первая осевая контактная поверхность и вторая осевая контактная поверхность выполнены с возможностью взаимодействия друг с другом для осевого позиционирования заменяемого режущего элемента и переходника относительно друг друга при их свинчивании друг с другом. В соответствии с некоторыми вариантами выполнения первая осевая контактная поверхность и вторая осевая контактная поверхность перпендикулярны оси вращения инструмента.
В соответствии с некоторыми вариантами выполнения изобретения, описанного в данном документе, первая коническая поверхность на переходнике предпочтительно является вогнутой, и часть переходника, имеющая внутреннюю резьбу, частично расположена в полости, образованной вогнутой первой конической поверхностью, и выступает из нее. Кроме того, вторая коническая поверхность на заменяемом режущем элементе может представлять собой выпуклую поверхность, образованную на выступе режущего элемента, при этом внутренняя резьба проходит в указанный выступ, который предназначен для вхождения в указанную полость, образованную вогнутой первой конической поверхностью, при свинчивании переходника и режущего элемента друг с другом.
В соответствии с другим аспектом изобретение, описанное в данном документе, относится к инструментальному узлу, содержащему инструмент, описанный выше, и держатель инструмента, при этом переходник инструмента содержит первый соединительный элемент, взаимодействующий со вторым соединительным элементом, выполненным на указанном держателе.
Особенности и варианты выполнения описаны ниже и дополнительно изложены в прилагаемой формуле изобретения, составляющей неотъемлемую часть данного описания. В вышеприведенном кратком описании изложены особенности различных вариантов выполнения данного изобретения для лучшего понимания нижеследующего подробного описания и для лучшей оценки предложенных усовершенствований известного уровня техники. Разумеется, данное изобретение обладает и другими особенностями, которые рассмотрены ниже и изложены в прилагаемой формуле изобретения. В связи с этим перед подробным объяснением нескольких вариантов выполнения изобретения следует отметить, что различные варианты выполнения изобретения не ограничены их применением к элементам конструкции и компоновкам элементов, рассмотренным в нижеследующем описании или изображенным на чертежах. Изобретение может иметь другие варианты выполнения, которые могут быть реализованы на практике и осуществлены различными способами. Кроме того, следует понимать, что формулировки и терминология, используемые в данном документе, служат для описания и не должны рассматриваться как ограничительные.
По существу, специалистам в данной области техники должно быть понятно, что принцип, на котором основано изобретение, может быть легко использован в качестве основы для создания других конструкций, способов и/или устройств для достижения нескольких целей данного изобретения. Соответственно, формулу изобретения необходимо рассматривать как охватывающую такие эквивалентные конструкции ввиду того, что они не выходят за рамки сущности и объема данного изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Более полная оценка описанных вариантов выполнения изобретения и множества сопутствующих преимуществ будет легко достигнута по мере их лучшего понимания при рассмотрении нижеследующего подробного описания совместно с прилагаемыми чертежами, на которых:
фиг. 1 изображает вид сбоку режущего инструмента известного уровня техники,
фиг. 2 иллюстрирует использование режущего инструмента, показанного на фиг. 1, в электроприводной оправке механического станка,
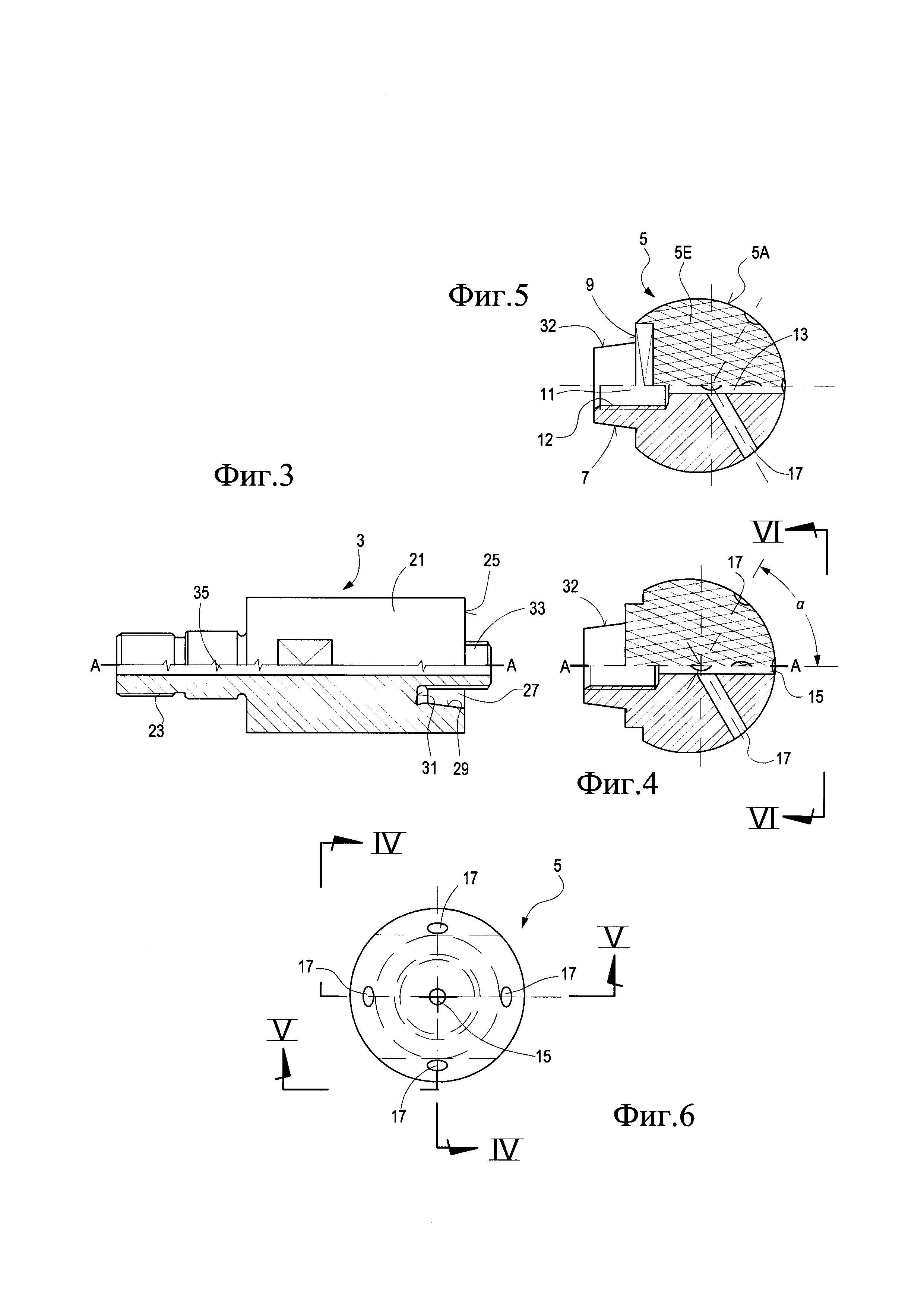
фиг. 3 изображает вид сбоку с частичным разрезом переходника инструмента в соответствии с одним вариантом выполнения данного изобретения,
фиг. 4 и 5 изображают виды сбоку с частичным разрезом по линиям IV-IV и V-V на фиг. 6,
фиг. 6 изображает вид спереди в соответствии с линией VI-VI на фиг. 4,
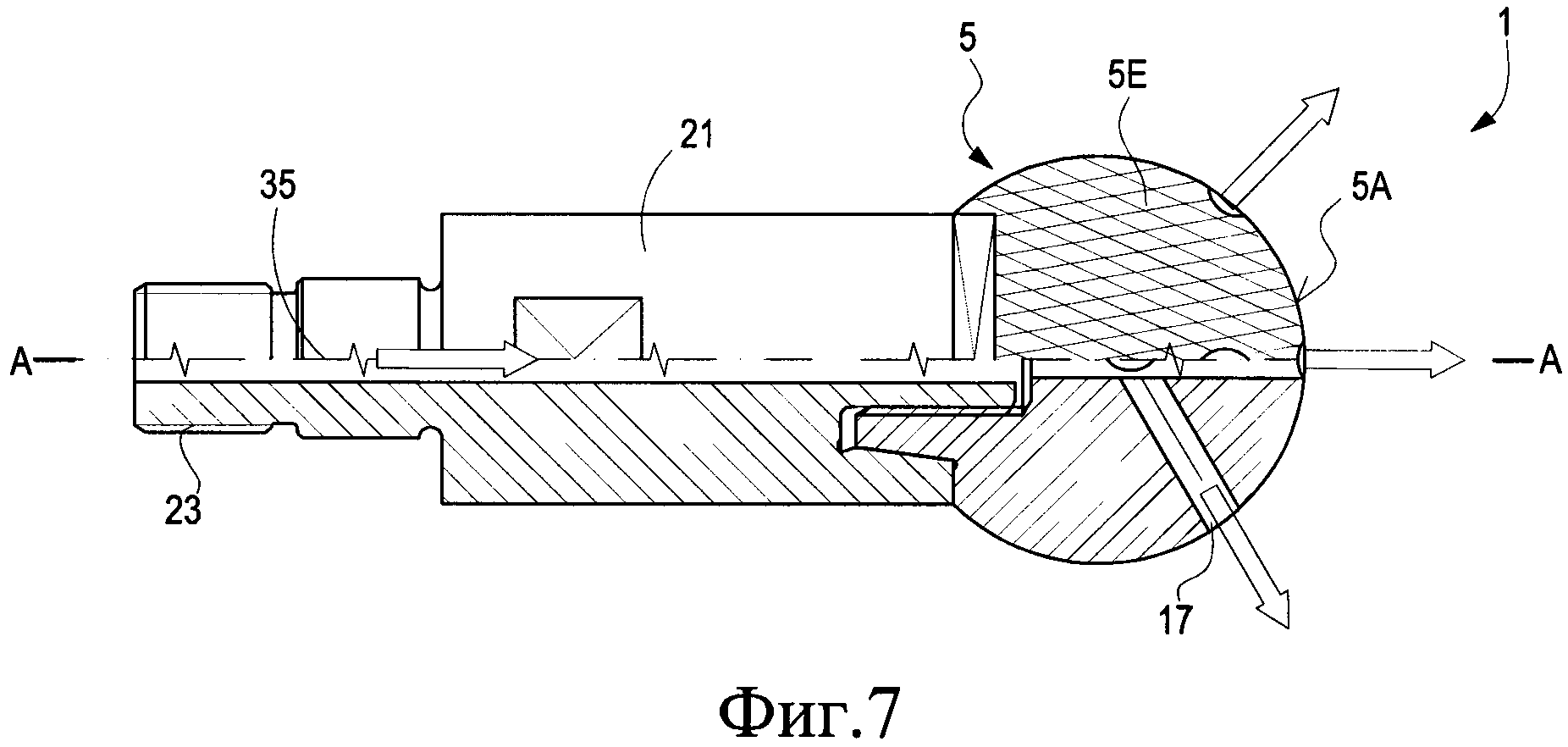
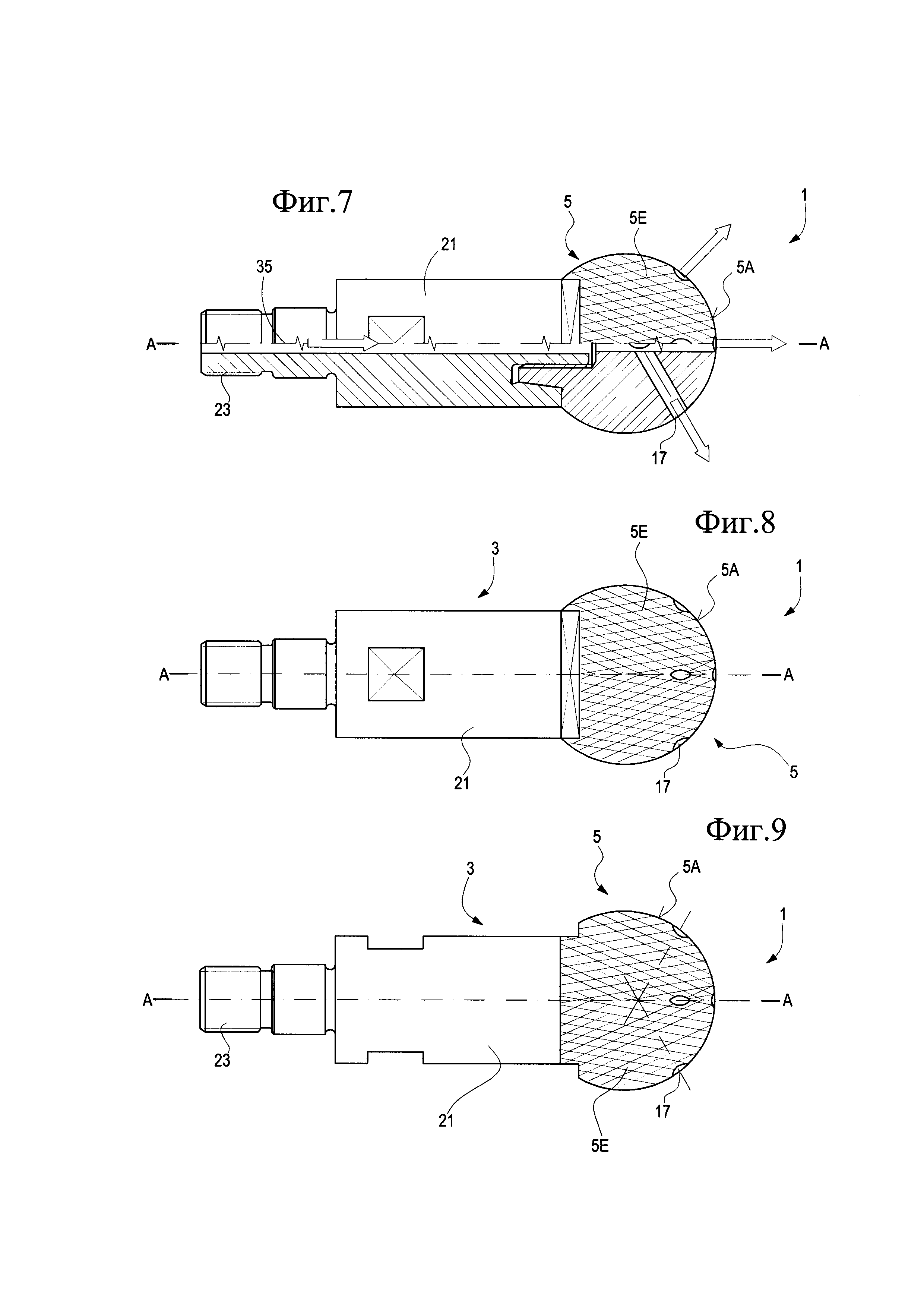
фиг. 7 изображает вид сбоку с частичным разрезом инструмента, показанного на фиг. 3-6, в собранном состоянии,
фиг. 8 и 9 изображают виды сбоку, ориентированные под углом 90°, инструментов, показанных на фиг. 3-7,
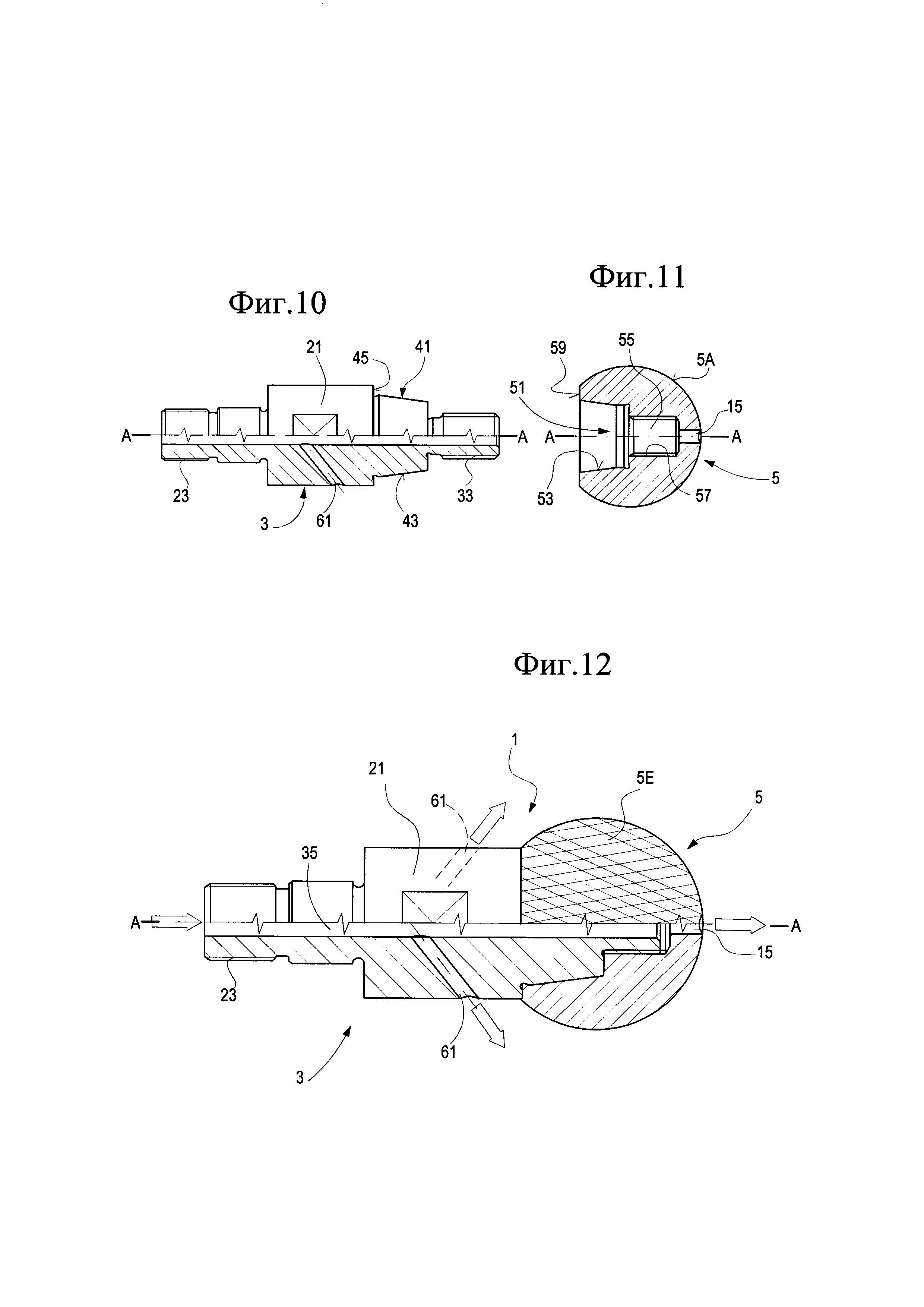
фиг. 10 изображает вид сбоку с частичным разрезом переходника инструмента в соответствии со вторым вариантом выполнения изобретения,
фиг. 11 изображает режущий элемент инструмента в соответствии со вторым вариантом выполнения, и
фиг. 12 изображает вид сбоку с частичным разрезом инструмента, показанного на фиг. 10 и 11, с режущим элементом, прикрепленным к переходнику.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Нижеследующее подробное описание иллюстративных вариантов выполнения приведено со ссылкой на прилагаемые чертежи. Одинаковые номера позиций на разных чертежах обозначают одинаковые или аналогичные элементы. Кроме того, чертежи не обязательно выполнены в масштабе. Также, нижеследующее подробное описание не ограничивает изобретение, объем которого определяется прилагаемой формулой изобретения.
Используемое на протяжении всего описания выражение «один вариант выполнения», или «вариант выполнения», или «некоторые варианты выполнения» означает, что конкретный признак, конструкция или характерная особенность, описанные в связи с вариантом выполнения, присущи по меньшей мере одному варианту выполнения рассматриваемого объекта изобретения. Таким образом, фразы «в одном варианте выполнения», или «в варианте выполнения», или «в некоторых вариантах выполнения», встречающиеся в разных местах на протяжении всего описания, не обязательно все относятся к одному и тому же варианту выполнения (одним и тем же вариантам выполнения). Кроме того, конкретные признаки, конструкции или характерные особенности могут сочетаться любым соответствующим образом в одном или более вариантах выполнения.
На фиг. 3-9 изображен первый вариант выполнения инструмента согласно данному изобретению. Инструмент в целом обозначен номером 1 позиции. В некоторых вариантах выполнения инструмент 1 содержит переходник 3 и режущий элемент 5. В некоторых вариантах выполнения режущий элемент 5 и переходник присоединены друг к другу с помощью винтовой резьбы, как описано более подробно ниже.
Элемент 5 имеет наружную поверхность 5А с режущими кромками, схематически показанными только на фиг. 7 под номером 5Е позиции.
Наружная режущая поверхность 5А элемента 5 в данном варианте выполнения имеет приблизительно сферическую форму.
Режущий элемент 5 имеет выступ 7, проходящий от плоской кольцевой поверхности 9, имеющейся на элементе 5. Кольцевая поверхность 9 перпендикулярна оси Α-A элемента 5.
В некоторых вариантах выполнения выступ 7 имеет полость, образованную резьбовым отверстием 11, на внутренней поверхности которого выполнена внутренняя винтовая резьба 12.
В некоторых вариантах выполнения во внутренней части режущего элемента 5 выполнен распределительный канал 13 для охлаждающей или смазочной текучей среды. Канал 13 предпочтительно проходит параллельно оси Α-A элемента 5, которая соответствует оси вращения инструмента, и коаксиально с ней. В некоторых вариантах выполнения канал 13 проходит от дна отверстия 11 и заканчивается проходом 15 для охлаждающей и/или смазочной текучей среды, ведущим к наружной поверхности 5А элемента 5.
В некоторых вариантах выполнения в корпусе элемента 5 выполнены вспомогательные или дополнительные проходы для охлаждающей и/или смазочной текучей среды. В варианте выполнения, изображенном на фиг. 1-9, выполнены четыре таких дополнительных прохода 17 для охлаждающей и/или смазочной текучей среды. Проходы 17 проходят от центрального распределительного канала 13 в направлении поверхности 5А элемента 5.
В некоторых вариантах выполнения проходы 17 распределены с одинаковым угловым интервалом вокруг оси Α-A и предпочтительно ориентированы так, что они образуют с осью Α-A инструмента угол а, отличный от 90°. В частности, проходы 17 предпочтительно наклонены так, что они заканчиваются у наружной поверхности 5А элемента 5 в полусферической части режущей поверхности 5А напротив выступа 7.
В некоторых вариантах выполнения переходник 3 содержит центральный корпус 21, от которого отходит резьбовая цапфа 23. Цапфа 23 предназначена для соединения с держателем, например держателем 111, как показано на фиг. 2.
На конце центрального корпуса 21, противоположном цапфе 23, переходник 3 имеет предпочтительно плоскую переднюю поверхность 25. Поверхность 25 может быть кольцевой и окружать внутреннюю полость 27, проходящую внутри корпуса 21.
В некоторых вариантах выполнения полость 27 имеет внутреннюю боковую поверхность 29 в форме усеченного конуса и заканчивается дном 31. Наклон поверхности 29 по существу совпадает с наклоном наружной поверхности 32 в форме усеченного конуса, расположенной на наружной стороне выступа 7.
От дна 31 внутренней полости 27 переходника 3 проходит часть 33 с наружной резьбой, коаксиальная с поверхностью 29 и выступающая за пределы плоской кольцевой поверхности 25.
Как можно лучше понять из фиг. 7, когда режущий элемент 5 соединен с переходником 3, часть 33 переходника 3 входит в резьбовое взаимодействие с резьбой 12 на внутренней поверхности полости 11, образованной в элементе 5, для обеспечения соединения между переходником 3 и элементом 5.
Режущий элемент 5 и переходник 3 свинчиваются друг с другом до тех пор, пока кольцевая плоская поверхность 25 не упрется в кольцевую плоскую поверхность 9 на элементе 5, при этом поверхности 25 и 9 образуют соответственно первую и вторую контактные поверхности, определяющие осевое положение режущего элемента 5 относительно переходника 3, когда указанные два компонента инструмента 1 присоединены друг к другу.
Вогнутая поверхность 29 в форме усеченного конуса взаимодействует с выпуклой поверхностью 32 в форме усеченного конуса для обеспечения центрирующего и поддерживающего действия во время резьбового присоединения переходника 3 к режущему элементу 5.
Глубина внутренней полости 27 и размер выступа 7, а также длина части 33 с наружной резьбой и глубина полости 11 выбираются так, что в собранном стоянии (фиг. 7) режущий элемент 25 и переходник 3 находятся во взаимном контакте только вдоль двух поверхностей 29 и 32 и в области взаимно сопряженных резьб, выполненных на части 33 и в полости 11.
В некоторых вариантах выполнения переходник 3 выполнен с распределительным каналом 35 для охлаждающей и/или смазочной текучей среды. В некоторых вариантах выполнения канал 35 коаксиален с переходником 3, т.е. ось канала 35 совпадает с осью Α-A переходника 3 и, соответственно, с осью Α-A режущего элемента 5 и собранного инструмента 1 (см. фиг. 7, 8 и 9).
Канал 35 проходит от одного конца переходника 3 к его противоположному концу. Более конкретно, канал 35 проходит от оконечной торцевой поверхности цапфы 23 к передней поверхности части 33.
При резьбовом соединении элемента 5 и переходника 3 друг с другом (фиг. 7) образуется распределительная система, предназначенная для подачи охлаждающей или смазочной текучей среды и проходящая от цапфы 23 к режущей поверхности 5А элемента 5. Таким образом, охлаждающая и/или смазочная текучая среда может быть распределена через держатель 111 (который, аналогичным образом, может быть выполнен со сквозным проходом), по переходнику 3 и элементу 5 и в итоге подана точно к требуемому месту, а именно в область контакта между режущей поверхностью 5А и заготовкой, обрабатываемой инструментом 1. Таким образом, подача охлаждающей и/или смазочной текучей среды облегчена во всех ситуациях, при которых ее подача через наружную форсунку затруднена или является опасной, например, внутри лопатки рабочего колеса.
На фиг. 10-12 изображен второй вариант выполнения инструмента согласно данному изобретению. Для обозначения аналогичных, идентичных или эквивалентных частей, компонентов или элементов используются те же номера позиций, что и на фиг. 3-9.
В варианте выполнения, изображенном на фиг. 10-12, переходник 3 также выполнен с резьбовой цапфой 23 и распределительным каналом 35 для охлаждающей и/или смазочной текучей среды, проходящим по всей осевой длине переходника 3.
На стороне корпуса 21, противоположной цапфе 23, переходник 3 выполнен с промежуточной частью 41, образующей наружную поверхность 43 в форме усеченного конуса. Большее основание поверхности 43 окружено плоской кольцевой поверхностью 45, которая предпочтительно коаксиальна с ней, а также с цапфой 23 и с корпусом 21 переходника 3. От меньшего основания части 41 в форме усеченного конуса из переходника 3 выступает часть с наружной резьбой, обозначенная номером 33 позиции.
Режущий элемент 5 имеет внутреннюю полость 51, проходящую коаксиально с элементом 5. Полость 51 имеет первую часть или секцию с внутренней боковой поверхностью 53 в форме усеченного конуса. Поверхность 53 имеет по существу такую же форму, что и выпуклая поверхность 43 в форме усеченного конуса, для образования пары поддерживающих и направляющих поверхностей.
Полость 51 проходит дальше внутрь корпуса режущего элемента 5 с образованием резьбового отверстия 55, в котором выполнена внутренняя резьба 57. От дна отверстия 55 в направлении поверхности элемента 5 проходит проход 15 для охлаждающей и/или смазочной текучей среды.
На фиг. 12 изображен второй вариант выполнения инструмента 1 с режущим элементом 5, навинченным на переходник 3. Две поверхности 32 и 53 в форме усеченного конуса взаимодействуют друг с другом с обеспечением направляющего и центрирующего действия между двумя компонентами 3 и 5 инструмента 1. Часть 33 с наружной резьбой завинчена в резьбовое отверстие 55, при этом наружная резьба взаимодействует с внутренней резьбой 57. Кольцевая плоская поверхность 45 образует упор, взаимодействующий с плоской кольцевой поверхностью 59, имеющейся на режущем элементе 5 и окружающей полость 51.
Глубина полости 51, отверстия 55, а также осевая длина конической части 41 и части 33 переходника 3 выбраны так, что в собранном состоянии (фиг. 12) два компонента 3 и 5 прилегают друг к другу только на поверхностях 45 и 59.
Через канал 35 осуществляется подача охлаждающей и/или смазочной текучей среды из держателя 111 к проходу 15.
В некоторых вариантах выполнения могут быть предусмотрены дополнительные проходы 61 для охлаждающей и/или смазочной текучей среды. В некоторых вариантах выполнения такие дополнительные проходы 61 могут быть выполнены в переходнике 3, например в его корпусе 21. Эти дополнительные проходы 61 наклонены так, что струя охлаждающей и/или смазочной текучей среды направляется к режущему элементу 5 и вокруг него для обеспечения охлаждения и смазки, а также для удаления стружки из области обработки.
Несмотря на то что раскрытые в данном документе варианты выполнения предложенного изобретения изображены на чертежах и полностью обстоятельно и подробно описаны выше в отношении нескольких иллюстративных вариантов выполнения, специалистам в данной области техники должно быть понятно, что возможно выполнение множества модификаций, изменений и опущений без существенного отклонения от новых идей, принципов и концепций, изложенных в данном документе, и преимуществ изобретения, перечисленных в прилагаемой формуле изобретения. Соответственно, надлежащий объем раскрытых нововведений должен определяться только самым широким толкованием прилагаемой формулы изобретения с охватом всех таких модификаций, изменений и опущений. Кроме того, порядок или последовательность выполнения любых этапов процесса или способа могут быть изменены или переупорядочены в соответствии с альтернативными вариантами выполнения.
Лопастное колесо с защитными элементами и центробежный компрессор
Рабочее колесо центробежного компрессора, лопатки которого имеют непрямолинейную переднюю кромку, и соответствующий способ проектирования
Центробежные компрессоры со встроенным промежуточным охлаждением
Способ предотвращения коррозии узла вала с рабочим колесом турбомашины
Внутренний корпус с активной и реактивной ступенями для паротурбинного двигателя
Уплотнительное устройство для турбомашин
Способ изготовления компонента турбомашины
Многоточечная система крепления для вращающихся машин
Способ полировки деталей аэродинамических устройств
Лопатка для турбомашины, содержащая аэродинамическую часть, способ изготовления такой лопатки и турбомашина, содержащая такие лопатки

