Результат интеллектуальной деятельности: Способ контроля геометрических параметров резьбы
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к средствам контрольно-измерительной техники, а именно к способам контроля геометрических параметров профиля поверхности, в частности, резьбы труб, замковых муфт и подобных изделий, включающих резьбу. Изобретение может быть использовано, в частности, в металлургической и нефтегазовой промышленности.
Уровень техники
Из уровня техники известны различные технические решения, позволяющие осуществить измерение и контроль эксплуатационных характеристик изделий, в частности, изделий, на поверхность которых нанесена резьба. Так, известно контролирующее устройство, описанное в патенте на полезную модель RU182588 (опубл. 23.08.2018, МПК G01B 11/24). Известное устройство позволяет определить широкий перечень параметров, на основе которых может быть сделан вывод о техническом состоянии контролируемого изделия. Также из уровня техники известен измерительный прибор, раскрытый в патенте RU2477453 (опубл. 10.03.2013, МПК G01B11/24). В конструкциях двух упомянутых решений использованы датчик для сканирования поверхности изделия и контролирующее устройство, предназначенное для перемещения и координации датчика в пространстве.
Наиболее близким аналогом к заявляемому изобретению является способ измерения параметров резьбы, раскрытый в патенте на изобретение RU2477453 (опубл. 10.03.2013, МПК G01B11/24). В известном способе используется контролирующее устройство, позволяющее перемещать в пространстве датчик для сканирования поверхности изделия. Перемещение датчика осуществляется вдоль контролируемого изделия по заранее определенной траектории вдоль точек измерения, выбранных таким образом, чтобы матрица, рассчитанная по этим значениям, имела максимальный ранг. Для проведения измерений применяются две системы координат, одна из которых определяется контролируемым объектом, а вторая – измерительным прибором. Затем осуществляется процедура определения относительного положения контролируемого объекта в системе координат измерительного прибора.
Известное решение позволяет получить количественные данные о параметрах резьбы и решить проблему разориентации между измерительным прибором и резьбовой деталью. Однако известное изобретение не позволяет обеспечить контроль резьбы изделия в оперативном режиме, а также характеризуется значительным числом вычислительных операций, вызванных необходимостью применения двух разных систем координат с последующим их согласованием.
Раскрытие сущности изобретения
Техническая задача, на решение которой направлено настоящее изобретение, заключается в создании способа контроля геометрических параметров резьбы, позволяющего получить данные контроля в оперативном режиме.
Технический результат – повышение оперативности получения данных контроля резьбы.
Технический результат достигается за счет способа контроля геометрических параметров резьбы, в котором используют контролирующее устройство, предназначенное для перемещения оптоэлектронного датчика в пространстве и выявления расхождений в контролируемых параметрах резьбы на основе измерений указанного датчика путем сравнения с эталоном, при этом способ содержит следующие этапы:
– получают показатели, характеризующие типоразмер резьбового объекта, на который нанесена контролируемая резьба;
– обеспечивают эталонное облако точек, соответствующее эталонному состоянию резьбового объекта, при этом эталонное облако точек сформировано в соответствии с положением точек в пространстве, в системе координат контролирующего устройства;
– помещают оптоэлектронный датчик к торцу резьбового объекта, определяют на основе показаний датчика расхождение оси вращения датчика и оси резьбового объекта по координатам X и Y, обеспечивают соосность положения объекта и положения датчика при помощи контролирующего устройства;
– осуществляют сканирование поверхности резьбового объекта путем одновременного перемещения датчика вглубь такого объекта и его вращения, при этом шаг вращения и шаг передвижения датчика устанавливают таким образом, чтобы сканирование происходило по спирали, а каждый следующий шаг захватывал часть поверхности объекта, отсканированной при предыдущем вращении;
– осуществляют формирование облака точек, полученных в результате сканирования поверхности резьбового объекта, в соответствии с положением точек в пространстве, в системе координат контролирующего устройства;
– осуществляют выявление расхождений в геометрических параметрах контролируемой резьбы от эталона путем сопоставления сформированного и эталонного облака точек;
– осуществляют визуализацию выявляемых расхождений.
Краткое описание чертежей
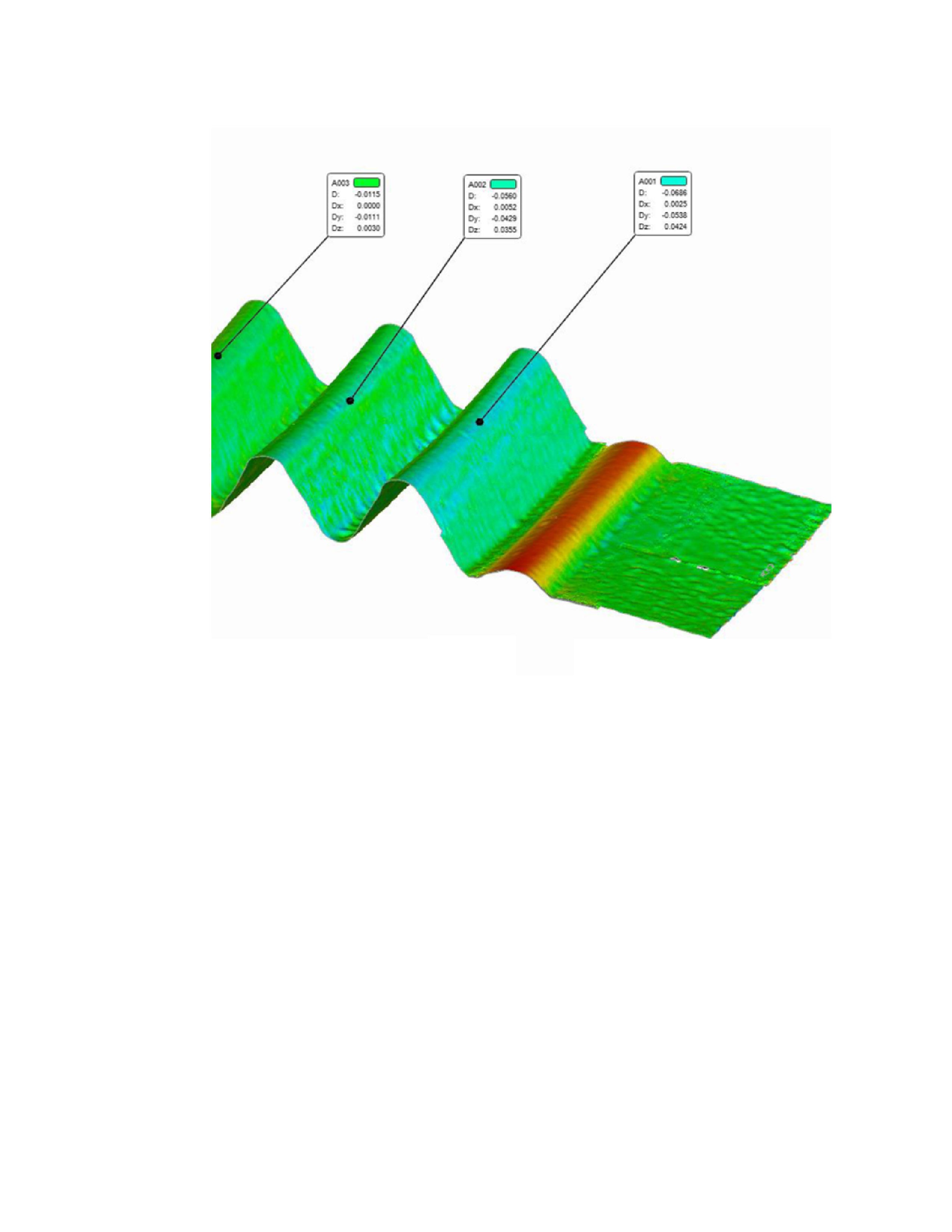
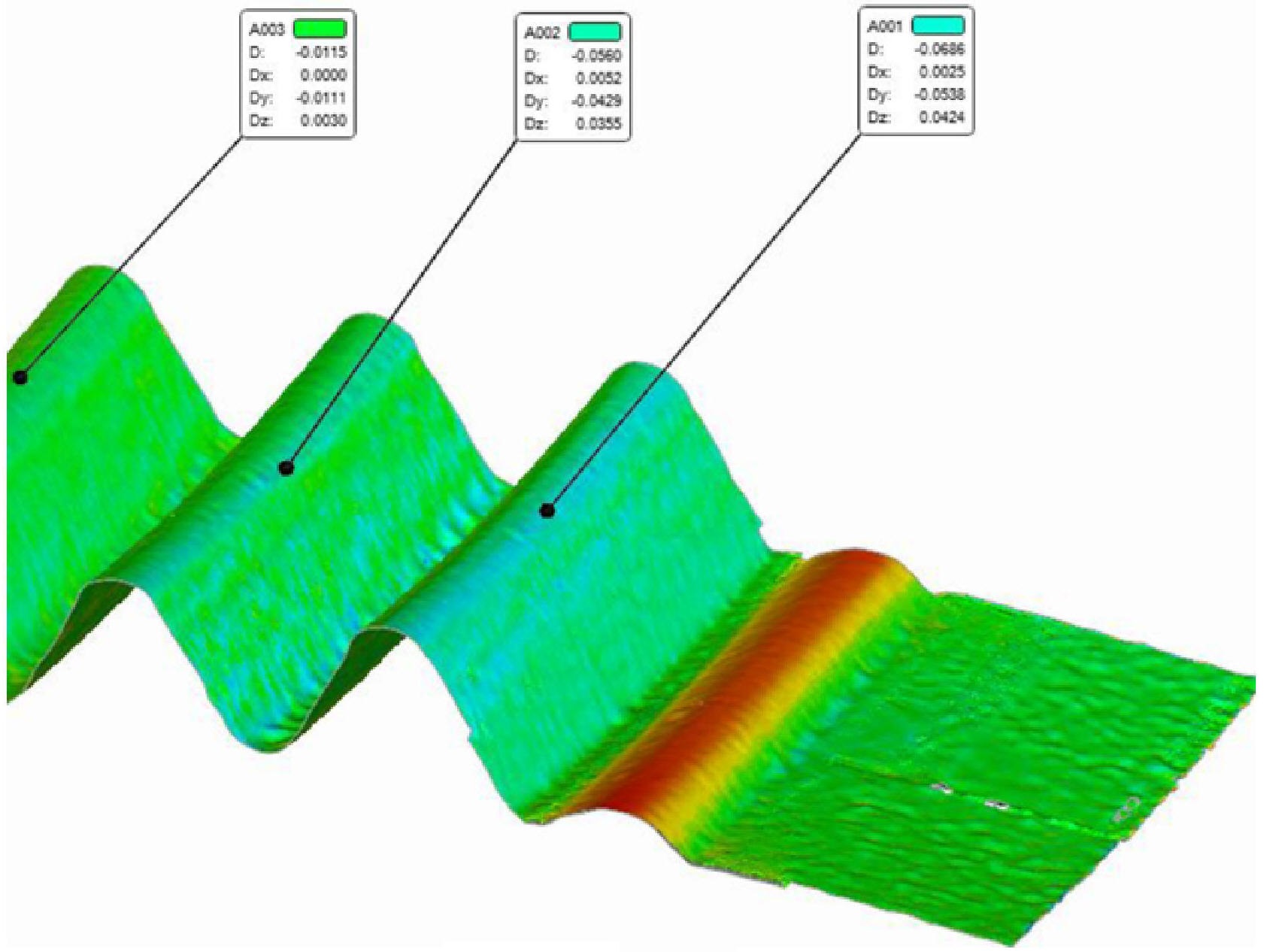
На фиг. представлено изображение результатов контроля резьбы муфты.
Осуществление изобретения
Настоящее изобретение предназначено для бесконтактного контроля геометрических параметров резьбы с высокой точностью, что позволяет выявить многие виды брака, а также степень износа резьбового объекта.
Перед началом этапа сканирования поверхности резьбового объекта, в частности, трубы или муфты, осуществляется настройка контролирующего устройства на типоразмер объекта. Контролирующее устройство может получить необходимые данные, такие как диаметр трубы, из внешнего источника данных, например автоматизированной системы управления технологическими процессами. Одновременно с этим, в память контролирующего устройства могут быть занесены результаты сканирования эталонного объекта в виде эталонного облака точек.
Облако точек представляет собой трехмерное компьютерное отображение поверхности реального контролируемого объекта.
Эталонное облако точек соответствует отображению эталонной поверхности контролируемого объекта, может быть получено путем обработки соответствующих чертежей объекта или иных сведений об объекте, например, полученных на основе геометрических характеристик, закрепленных в нормативных документах, таких как государственные стандарты (ГОСТ) или технические условия (ТУ). Типоразмер контролируемой трубы и соответствующие ему геометрические величины также могут быть заданы в соответствии с принятыми в нормативных документах обозначениями.
При помощи контролирующего устройства оптоэлектронный датчик помещают перед торцом резьбового объекта таким образом, чтобы ось вращения датчика совпадала с осью резьбового объекта.
Далее начинается основной измерительный цикл, в котором контролирующее устройство обеспечивает перемещение датчика вглубь объекта и его вращение. Сканирование осуществляется по спирали.
В результате сканирования датчиком поверхности резьбового объекта осуществляется получение облака точек, соответствующих координатам в пространстве точек поверхности резьбового объекта.
Все действия способа выполняются в единой системе координат контролирующего устройства.
Сопоставление эталонного и полученного облаков точек осуществляется следующим образом. При условии известного типоразмера достигается уменьшение числа вычислительных операций, необходимых для контроля геометрических параметров контролируемого объекта. В противном случае, сопоставление полученного в результате сканирования облака точек осуществлялось бы по всему массиву известных эталонных значений.
Сопоставление начинается с наложения двух объектов по оси.
Выполняемое далее сопоставление по длине объектов (шагу резьбы) может считаться оптимальным, если соблюдается следующее условие:

где  – функция, соответствующая положению точек контролируемого объекта в системе координат контролирующего устройства;
– функция, соответствующая положению точек контролируемого объекта в системе координат контролирующего устройства;
 – функция, соответствующая положению точек эталонного объекта в системе координат контролирующего устройства.
– функция, соответствующая положению точек эталонного объекта в системе координат контролирующего устройства.
На практике это означает, что при условии, если расстояния между точками эталонного и контролируемого объекта являются минимальными, то с наибольшей долей вероятности можно судить о том, что в результате сопоставления контролируемые показатели, указывающие на дефект или износ контролируемого объекта, будут определены верно.
На фиг. представлено изображение результатов контроля резьбы муфты. На изображении облако точек, полученное в результате сканирования поверхности муфты, сопоставлено с эталонным облаком точек, соответствующего типоразмеру контролируемой муфты.
Участки, отмеченные зеленым цветом, свидетельствуют о том, что геометрические параметры резьбы находятся в допуске, синими – толщина участка выше допустимого значения (исправимый брак), желтыми и красными – толщина участка меньше допустимого значения (износ или дефект).
Таким образом, настоящее изобретение позволяет получить компьютерное отображение, обладающее высокой точностью, как внутренней, так и внешней поверхности резьбового объекта, провести бесконтактный автоматизированный контроль его поверхности, выявить расхождения в геометрических параметрах объекта в сравнении с эталоном и осуществить наглядную визуализацию данных контроля, что приводит, помимо прочего, к повышению оперативности получения данных контроля резьбы.
Фреза (варианты)
Электролитический способ получения рениевых пленок
Способ восстановления меди из сульфидных соединений
Способ продольной прокатки труб с натяжением
Способ переработки бокситов на глинозем
Способ и устройство измельчения сыпучих материалов
Способ потенциометрического определения антиоксидантной емкости раствора
Устройство для пассивного отвода избыточной тепловой энергии от объекта
Способ закрепления щитов к балке-ферме инвентарной опалубки перекрытия и соединительный элемент для его осуществления
Способ и состав для получения нанопокрытий на парогенерирующих поверхностях в тепловых трубах

