Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОГО ЛИСТА ИЗ НЕПРЕРЫВНО-ЛИТОГО СЛЯБА
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано для получения толстых листов и полос из непрерывно-литого сляба.
Наиболее близким к изобретению по технической сущности является способ получения толстого листа из непрерывно-литого сляба в реверсивной клети стана «5000», в которой осуществляются черновые и чистовые проходы прокатки в валках с гладкой бочкой (Эфрон Л.И. Металловедение в «большой» металлургии. Трубные стали - М.: Металлургиздат, 2012 - 696 с.). Характерной особенностью способа является применение технологии контролируемой прокатки. Технология контролируемой прокатки направлена на управление формированием микроструктуры металла на разных технологических этапах производства с целью получения продукции с заданными свойствами. Основные этапы процесса: нагрев заготовки, черновая (предварительная) прокатка, междеформационная пауза, чистовая (окончательная) прокатка, последеформационное охлаждение. В первых черновых проходах осуществляется прокатка сляба для снижения разнотолщинности исходной заготовки, что способствует в дальнейшем снижению разноширинности конечного раската. Затем раскат кантуют в горизонтальной плоскости на угол 90° и осуществляют разбивку ширины - прокатку заготовки до длины равной ширине готового листа - Bk. Затем полосу вновь кантуют на 90° в горизонтальной плоскости и обжимают раскат до толщины готового листа - Hk.
Недостатком способа прокатки в реверсивной клети стана «5000» является неравномерность распределения деформации металла по высоте заготовки, вследствие чего в осевой зоне сляба литая структура плохо прорабатывается, поэтому удовлетворительных результатов достигают увеличением толщины литой заготовки в исходном состоянии до (300…350) мм и увеличением числа черновых проходов. Кроме того, при многопроходном процессе продольной прокатки из-за преимущественного течения металла в одном направлении образуются вытянутые зерна и субзерна с малоугловой разориентировкой границ. Это препятствует формированию мелкозернистой структуры и высокодисперсных фаз в результате термомеханической обработки при черновой прокатке с ускоренным охлаждением толстого листа. Кроме того, существующая технология многопроходной прокатки высоких слябов способствует возникновению строчечного расположения неметаллических включений и ликватов, что приводит к анизотропии пластчических и прочностных свойств и к снижению прочностных характеристик изделий проката в поперечном направлении по отношению к дефектам. В результате полученный толстый лист характеризуется наличием дефекта «полосчатость», который отрицательно влияет на ударную вязкость, сопротивление хрупкому разрушению.
Задачей изобретения является повышение качества проката путем обеспечения и интенсификации знакопеременной деформации в объеме литой структуры при незначительном изменении формы и размеров исходной заготовки в черновых проходах прокатки по сравнению с существующей технологией толстолистовой прокатки.
Для решения технической задачи в заявляемом способе получения толстого листа из непрерывно-литого сляба на первом этапе сляб подвергают прессованию на вертикальном гидравлическом прессе с целью профилирования слябы без изменения его длины путем формовки выступов и впадин с цилиндрической формой поверхности радиусом r и шириной b. На втором этапе профилированную заготовку обжимают в валках с гладкой бочкой реверсивной клети «5000», поверхность заготовки выравнивается, высота раската равняется высоте заготовки в исходном состоянии Н, обеспечивая знакопеременную деформацию, которая способствует повышению степени и однородности распределения деформации в объеме полосы. Это позволяет уменьшить высоту заготовки в исходном состоянии и число черновых проходов прокатки, повысить качество готового листа, полученного при последующей контролируемой чистовой прокатке заготовки в реверсивной клети «5000».
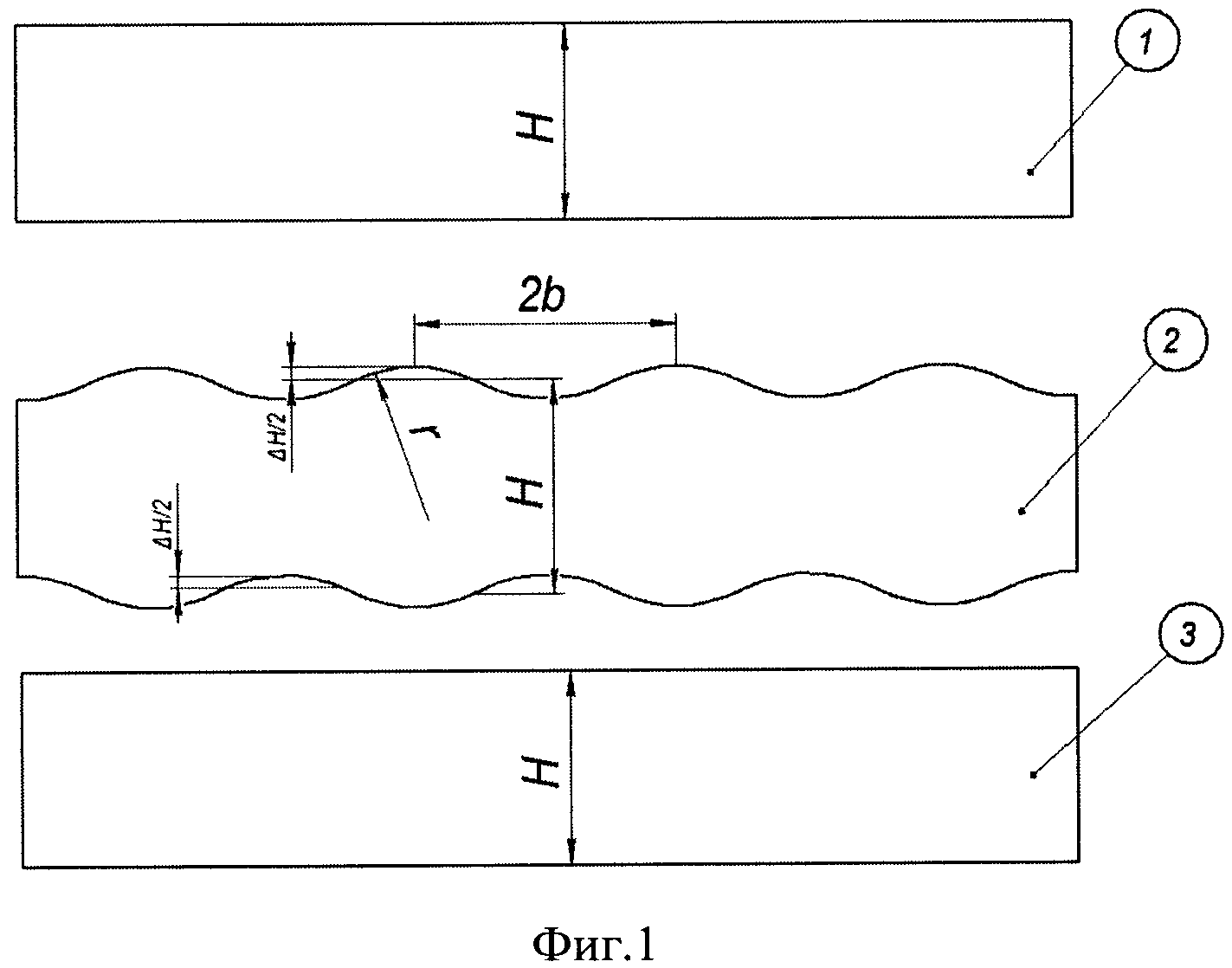
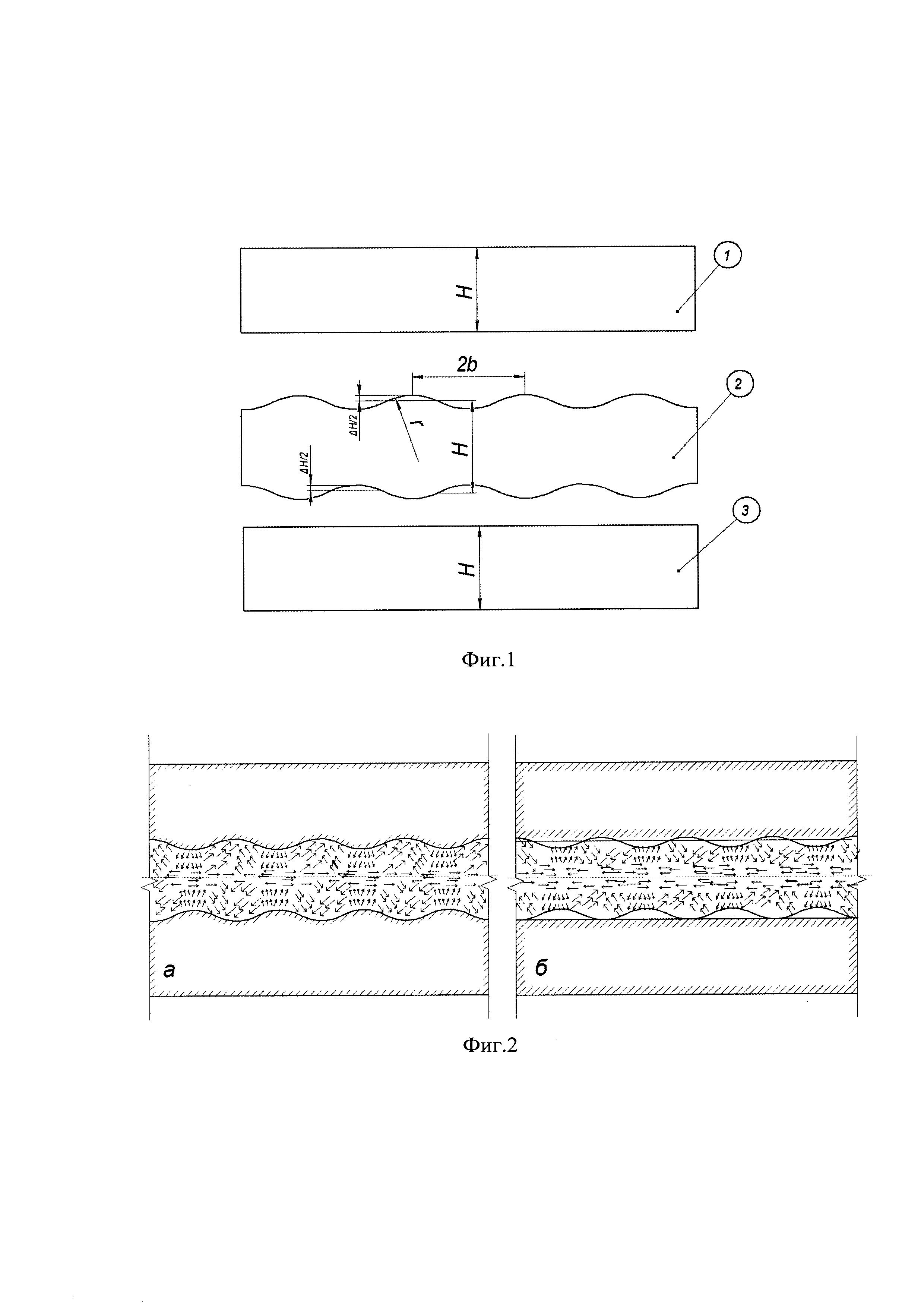
На фиг. 1 представлена схема процесса горячей знакопеременной деформации в два этапа, в соответствии с которой предлагаемый способ осуществляют следующим образом: предварительно нагретую литую заготовку 1 на первом этапе обжимают на вертикальном гидравлическом прессе без изменения длины слябы и формируют на поверхности выступы и впадины цилиндрической формы поверхности с одинаковыми радиусами r и шириной b. Высота заготовки 2, находящаяся под буртами штампа, уменьшается на величину ΔН, которая равна абсолютному обжатию заготовки. Металл под буртами вытесняется в полости углублений штампа пресса, где высота заготовки 2 увеличивается на величину ΔН. На втором этапе заготовка обжимается в гладких валках реверсивной клети «5000», высота заготовки Н уменьшается на 10-15% от исходной высоты сляба. Таким образом, в объеме заготовки осуществляется знакопеременная деформация с сохранением формы заготовки. Схема потоков частиц металла представлена на Фиг. 2. Видно, что деформация знакопеременная: на первом этапе потоки металла направлены из-под буртов в углубления штампа, а на втором этапе - наоборот.
Обжатие сляба с формированием на поверхности выступов и впадин осуществляется с относительным обжатием  в области буртов штампа на (15÷20)%. При прессовании заготовки с относительным обжатием менее 15% не обеспечивается полное заполнение металлом полости углублений штампа, поэтому при выравнивании поверхности заготовки в первом проходе в реверсивной клети «5000» не обеспечивается равномерное течение металла и однородное распределение степени деформации в объеме заготовки. При относительном обжатии более 20%, и последующей прокатке заготовки в реверсивной клети «5000», высота заготовки после выравнивания ее поверхности уменьшается, а длина значительно увеличивается, при этом уменьшается амплитуда знакопеременной деформации и исчезает эффект рациональной деформационной проработки металла заготовки.
в области буртов штампа на (15÷20)%. При прессовании заготовки с относительным обжатием менее 15% не обеспечивается полное заполнение металлом полости углублений штампа, поэтому при выравнивании поверхности заготовки в первом проходе в реверсивной клети «5000» не обеспечивается равномерное течение металла и однородное распределение степени деформации в объеме заготовки. При относительном обжатии более 20%, и последующей прокатке заготовки в реверсивной клети «5000», высота заготовки после выравнивания ее поверхности уменьшается, а длина значительно увеличивается, при этом уменьшается амплитуда знакопеременной деформации и исчезает эффект рациональной деформационной проработки металла заготовки.
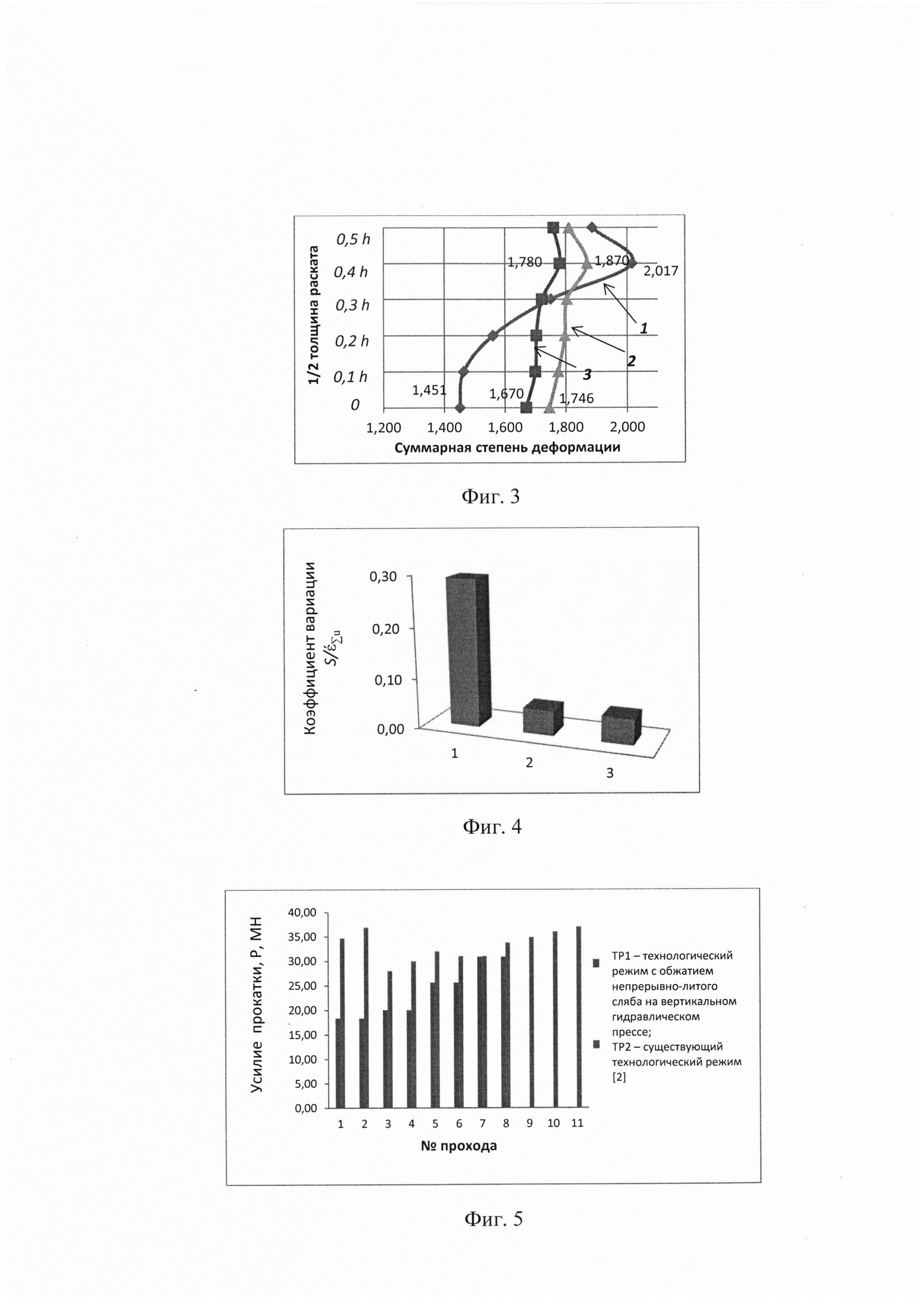
Пример. На основе предлагаемого способа получения толстого листа из непрерывно-литого сляба был разработан технологический режим прокатки с обеспечением и интенсификацией знакопеременной деформации непрерывно-литого сляба уменьшенных размеров (высота сляба Н0=160 мм, ширина - В0=2500 мм и длина - L0=4200 мм). В основе расчетов был принят технологический режим прокатки на стане 5000 ОАО «ММК» для листов размерами 15,0×4378×11800 мм из стали категории прочности К60 по ТУ 14-1-5574-2009. Результаты расчетов показали, что прокатка сляба по новой схеме, с протяжкой заготовки на вертикальном гидравлическом прессе, позволит получить раскат размерами 15,0×4504,5×24862,3 мм за 23 прохода (8 черновых и 15 чистовых проходов). Предлагаемая схема прокатки позволит снизить количество черновых проходов с одиннадцати до восьми. Реализация нового технологического режима позволит обеспечить проникновение деформации в осевую зону проката: суммарная степень деформации εΣu в осевой зоне в 1,15-1,2 раза выше (кривая 2 и 3, Фиг. 3), чем по существующему режиму прокатки толстого листа (кривая 1, Фиг. 3), а неоднородность деформации по сечению снизить в 6 раз (Фиг. 4). Реализация технологического режима прокатки обеспечивает снижение суммарных усилий черновой прокатки в 1,8 раза (Фиг. 5), а работы (энергии) прокатки на выполнение черновых проходов - в 2 раза (Фиг. 6).
Технический результат заключается в повышении степени и однородности деформации в объеме непрерывно-литого сляба за счет обеспечения и интенсификации знакопеременной деформации. В предлагаемом способе получения толстого листа из непрерывно-литого сляба, по сравнению с существующим способом многопроходной прокатки на стане «5000», число черновых проходов уменьшается в два раза, а степень деформации в осевой зоне листа увеличивается на (15÷20)%, однородность деформации по высоте листа повышается в 6 раз. Кроме того, реализация нового способа позволит снизить энерго-и трудозатраты при производстве толстого листа на стане «5000»: суммарные усилия черновой прокатки снижаются в 1,8 раза, а работы (энергии) прокатки на выполнение черновых проходов - в 2 раза.
Способ получения толстого листа из непрерывно-литого сляба, включающий нагрев непрерывно-литого сляба до температуры аустенитизации, прокатку сляба в реверсивной клети стана «5000» путем многопроходных черновых и чистовых контролируемых проходов, отличающийся тем, что перед первым черновым проходом прокатки осуществляют профилирование непрерывно-литого сляба путем формовки выступов и впадин с цилиндрической формой поверхности на вертикальном гидравлическом прессе с относительным обжатием сляба по высоте в области буртов штампа на 15÷20%, после чего осуществляют обжатие сляба в реверсивной клети стана «5000» с обеспечением знакопеременной деформации металла и выравнивают поверхность полученного листа.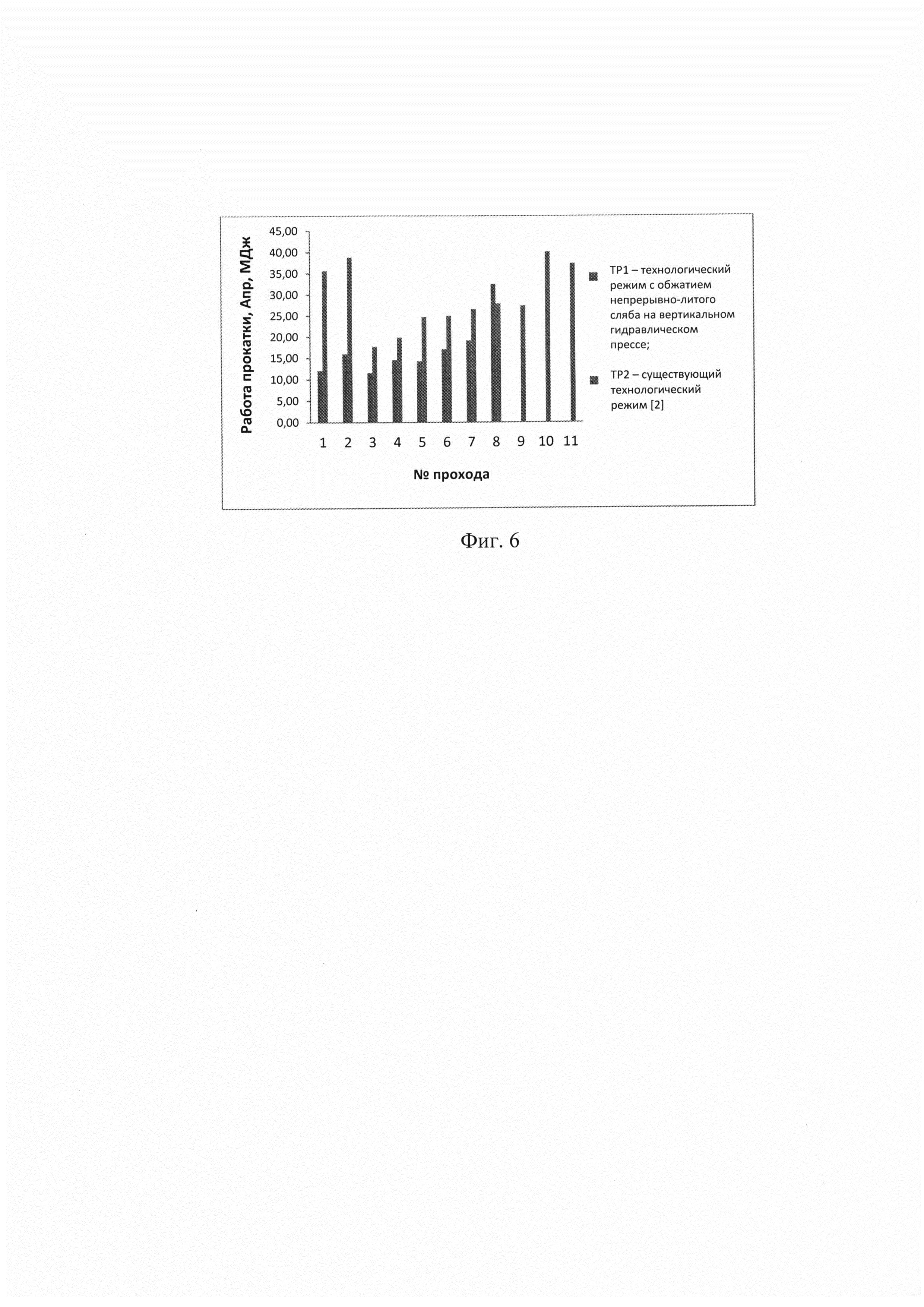
Способ коррекции постгеморрагической анемии
Амортизирующий элемент обуви
Система оценки готовности специалиста к проведению строительной экспертизы
Инструментальный материал на основе оксида алюминия и способ его получения
Руль аэродинамический гиперзвукового летательного аппарата в условиях его аэродинамического нагрева
Способ оценки равновесности металлических расплавов
Способ калибровки слитка полупроводникового материала
Якорь многофазной электрической машины
Способ изготовления впадины зуба круглой протяжки
Способ получения толстослойного керамического теплозащитного покрытия на металлической подложке
Способ восстановления служебных свойств насосно-компрессорных труб лейнированием
Способ производства биметаллического проката на основе низкоуглеродистой стали и алюминиевого сплава
Способ продольной прокатки труб
Оправка для калибрования внутреннего канала труб
Способ прокатки трубной заготовки
Способ изготовления металлического изделия из порошкового материала методом послойного лазерного синтеза с применением деформационной обработки
Способ профилирования заднего конца цилиндрической трубной заготовки для прокатки в трехвалковых станах винтовой прокатки
Способ изготовления цельнокатаных железнодорожных колес
Способ прокатки в валках с волнообразным профилем бочки

