Результат интеллектуальной деятельности: СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, может быть использовано для проведения ремонта и восстановления изделий из композиционного материала, имеющих дефект, в частности, оснастки, предназначенной для формования изделий из полимерных композиционных материалов (ПКМ), и найти применение в аэрокосмической, автомобильной, судостроительной и других отраслях промышленности.
Оснастка является одной из ключевых составляющих технологии производства изделий из ПКМ, поскольку она задает форму получаемого изделия.
На сегодняшний день наиболее приемлемым материалом для изготовления технологических оснасток для формования изделий из полимерных композиционных материалов (ПКМ) являются также ПКМ, благодаря возможности обеспечения высоких требований к допускам и деформациям наиболее ответственных изделий авиационной и другой техники, изготавливаемых на них. Преимуществами композиционных оснасток являются близость их свойств к свойствам формуемой детали, меньший вес и стоимость по сравнению, например, с оснастками из металла. Кроме того, к оснастке предъявляется ряд эксплуатационных требований, от которых зависит срок ее применения, в частности, высокая твердость и сохранение формы поверхности, герметичность для формования качественных деталей на ней. Длительная эксплуатация композитной оснастки, большое количество съемов с нее целевых изделий, а также возможные механические воздействия могут приводить к возникновению различных дефектов ее рабочей поверхности, таких как царапины, вмятины, трещины, с возможной последующей потерей ее герметичности.
Известен способ ремонта изделий из полимерных композиционных материалов, который характеризуется тем, что в месте дефекта с поверхности изделия удаляют поврежденную часть, вокруг места дефекта по контуру приклеивают герметизирующий жгут, внутри контура, образованного герметизирующим жгутом, укладывают слой жертвенного материала, полученную конструкцию покрывают слоем вакуумной пленки, края которой фиксируют по всему периметру посредством герметизирующего жгута с образованием соответствующего вакуумного пакета, собранный вакуумный пакет соединяют посредством вакуумной линии с насосом (заявка US 20170028655, В29С 73/08, 02.02.2017). Данный способ принят в качестве прототипа. В указанном способе перед сборкой вакуумного пакета на место дефекта изделия, с поверхности которого удалена механической обработкой поврежденная часть, накладывают ремонтную деталь из композиционного материала, которая представляет собой стопку предварительно пропитанных волокнистых слоев, при этом перед установкой указанной ремонтной детали на место, эту последнюю и/или поверхность изделия, подлежащую ремонту, покрывают смолой, которая облегчает соединение ремонтной детали с ремонтируемой поверхностью изделия. Для полимеризации и уплотнения ремонтной детали и ее успешного прикрепления к поверхности изделия в месте дефекта между вакуумным пакетом и ремонтной деталью устанавливают нагревательную крышку, а для поджатия ремонтной детали используют прижимную пластину, размещенную сверху вакуумного пакета и по меньшей мере один натяжной ремень с системой регулирования его натяжения.
Технической проблемой описанного выше способа является сложность оборудования для его осуществления, необходимость нагрева ремонтной детали для ее приклеивания, сложность процесса разборки оборудования после закрепления ремонтной детали на поверхности изделия.
Технический результат достигается посредством способа ремонта изделий из полимерных композиционных материалов, характеризующегося тем, что в месте дефекта с поверхности изделия удаляют поврежденную часть на глубину (h), ремонтируемый участок очищают техническим низкокипящим растворителем (типа ацетон со степенью чистоты ч.д.а. или х.ч.), сверху места дефекта выкладывают один на другой, по меньшей мере, два листа углеродной ткани, вокруг которых по контуру от них прикрепляют клейкую ленту, поверхность изделия между клейкой лентой и листами углеродной ткани обрабатывают антиадгезионным составом, затем клейкую ленту удаляют и на ее место на расстоянии (S) приклеивают в два ряда герметизирующий жгут, внутри контура, образованного герметизирующим жгутом, поверх листов углеродной ткани укладывают слой жертвенного материала, сверху которого размещают распределительную сетку, поверх распределительной сетки размещают соединенную с ней линию подачи связующего, полученную конструкцию покрывают двумя слоями вакуумной пленки, края каждого из слоев которой фиксируют по всему периметру посредством соответствующего герметизирующего жгута с образованием соответствующего вакуумного пакета, каждый из собранных вакуумных пакетов соединяют посредством своей вакуумной линии с соответствующим ему насосом, и в каждом из указанных вакуумных пакетов создают вакуум, по линии подачи связующего осуществляют подачу эпоксидного связующего и пропитку им листов углеродной ткани, осуществляют отверждение эпоксидного связующего при комнатной температуре в течение 24 часов, затем удаляют вакуумную пленку, линию подачи связующего, распределительную сетку и жертвенный материал и осуществляют пост отверждение изделия при температуре 180°С, после чего ремонтируемый участок изделия шлифуют с целью получения ровной рабочей поверхности.
При этом в месте дефекта с поверхности изделия поврежденную часть удаляют механической обработкой, например, посредством шлифования.
Также при очистке ремонтируемого участка в качестве технического низкокипящего растворителя может быть использован ацетон со степенью чистоты ч.д.а. или х.ч.
Линия подачи связующего может быть выполнена в виде спиральной полиэтиленовой трубки.
А в качестве жертвенного материала может быть использована перфорированная пленка.
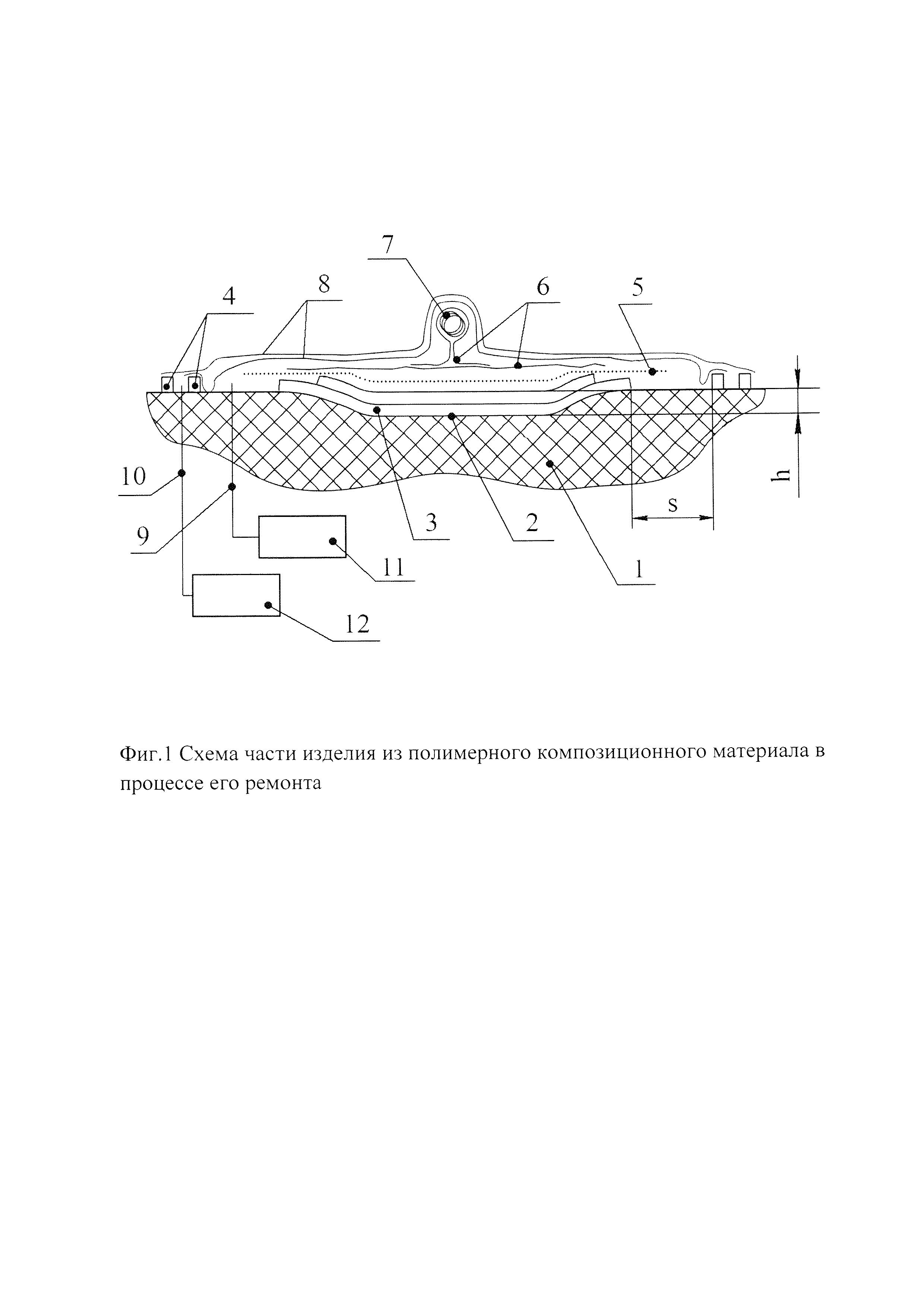
Вышеизложенные особенности и преимущества изобретения будут понятны из последующего описания предпочтительного примера его осуществления со ссылками на прилагаемый чертеж, на котором изображена схема части изделия из полимерного композиционного материала в процессе его ремонта, в соответствии с настоящим изобретением и для представления одинаковых элементов используются одинаковые позиции.
Изделие 1 фиг. 1 из полимерного композиционного материала, имеющее дефект 2 на его поверхности, нуждается в ремонте.
Ремонт такого изделия осуществляют следующим образом.
Сначала подготавливают поверхность ремонтируемого участка. Для этого в месте дефекта с поверхности изделия удаляют поврежденную часть на всю глубину дефекта. Эта операция может быть выполнена механической обработкой, например, посредством шлифования. Весь ремонтируемый участок - зашлифованное место дефекта и зону вокруг него - для обеспечения наибольшей адгезии между ремонтируемым участком изделия и ремонтными материалами обрабатывают техническим низкокипящим растворителем, предпочтительно ацетоном со степенью чистоты х.ч. или ч.д.а.
Обработанное место дефекта накрывают, по меньшей мере, двумя листами 3 углеродной ткани, выкладывая их один на другой. Количество листов углеродной ткани зависит от размеров дефекта, т.е. от того, на какую глубину пришлось удалить поврежденную часть изделия. При этом листы должны полностью закрывать обработанное место дефекта.
Затем осуществляют пропитку листов углеродной ткани эпоксидным связующим. Для этого вокруг уложенных листов углеродной ткани по их периметру и на расстоянии от них с образованием зазора прикрепляют клейкую ленту. В качестве клейкой ленты может быть использована малярная лента - бумажная лента на шероховатой основе с нанесенным на нее клеевым слоем. Поверхность изделия между клейкой лентой и листами углеродной ткани обрабатывают антиадгезионным составом.
Затем клейкую ленту удаляют и на ее место приклеивают в два ряда герметизирующий жгут 4, образуя вокруг ремонтируемого участка два контура один в другом.
Внутри контура, образованного герметизирующим жгутом, поверх листов углеродной ткани укладывают слой 5 жертвенного материала. В качестве жертвенного материала может быть использована перфорированная пленка. Сверху жертвенного материала размещают распределительную сетку 6, которую соединяют с расположенной сверху линией 7 подачи связующего. Линия 7 подачи связующего может быть выполнена в виде спиральной полиэтиленовой трубки.
Собирают первый и второй вакуумные пакеты. Для этого уложенные листы 3 углеродной ткани с размещенными на ней слоем 5 жертвенного материала и распределительной сеткой 6 с расположенной сверху линией 7 подачи связующего накрывают двумя слоями вакуумной пленки 8, при этом край каждого слоя вакуумной пленки 8 совмещают по всему ее периметру с соответствующим ей герметизирующим жгутом 4.
Каждый из собранных вакуумных пакетов соединяют посредством своей вакуумной линии 9, 10 с соответствующим ему насосом 11, 12, и в каждом из указанных вакуумных пакетов создают вакуум. По линии 7 подачи связующего осуществляют подачу эпоксидного связующего и пропитку им листов 3 углеродной ткани.
По окончании пропитки линию 7 подачи связующего перекрывают и осуществляют отверждение эпоксидного связующего при комнатной температуре 25±3°С в течение 24 часов.
По окончании отверждения эпоксидного связующего выполняют разборку вакуумных пакетов, удаляют вспомогательные материалы (слои 9 вакуумной пленки, распределительную сетку 6 с линией 7 подачи связующего и слой 5 жертвенного материала) и осуществляют пост отверждение изделия при температуре 180°С.
Затем ремонтируемый участок изделия шлифуют с целью получения ровной рабочей поверхности.
Пример осуществления
Оснастка 1 фиг. 1 для формования изделий из полимерных композиционных материалов (ПКМ), изготовленная из полимерного композиционного материала, имеет дефект 2 на ее поверхности. Для устранения указанного дефекта ремонт оснастки осуществляют следующим образом.
Сначала подготавливают поверхность ремонтируемого участка оснастки. Для этого в месте дефекта с поверхности оснастки посредством шлифования удаляют поврежденную часть на всю глубину дефекта (h). При этом на поверхности оснастки образуется выемка. Весь ремонтируемый участок - поверхность выемки зашлифованного места дефекта и зону вокруг него - для обеспечения наибольшей адгезии между ремонтируемым участком оснастки и ремонтными материалами обрабатывают ацетоном (по ГОСТ 2603-79) со степенью чистоты х.ч. Ацетон является наиболее доступным и эффективным растворителем для проведения обезжиривания поверхности, при этом достаточно быстро испаряется с обрабатываемой поверхности благодаря низкой температуре кипения. Качество поверхности отремонтированной оснастки в большой степени зависит от того, насколько хорошо была подготовлена для ремонта ее поверхность.
Обработанное место дефекта 2 накрывают двумя листами 3 углеродной ткани, выкладывая их один на другой. При этом листы 3 углеродной ткани полностью закрывают обработанное место дефекта 2.
Затем вокруг уложенных листов 3 углеродной ткани по их периметру и на расстоянии от них с образованием зазора не менее 50 мм прикрепляют клейкую ленту. В качестве клейкой ленты может быть использована малярная лента - бумажная лента на шероховатой основе с нанесенным на нее клеевым слоем. Поверхность изделия между клейкой лентой и листами 3 углеродной ткани обрабатывают антиадгезионным составом. В качестве антиадгезионного состава используют антиадгезионную жидкость марки Release Аll®45. При этом следует следить за тем, чтобы антиадгезионный состав не попал под листы 3 выложенной углеродной ткани.
Затем клейкую ленту удаляют и на ее место приклеивают два ряда герметизирующего жгута 4, образуя вокруг ремонтируемого участка два контура один в другом.
Внутри контура, образованного двумя рядами герметизирующего жгута 4, поверх листов 3 углеродной ткани укладывают слой 5 жертвенного материала, в качестве которого используют перфорированную пленку, поскольку она в дальнейшем может быть легче удалена с поверхности ремонтируемого участка, по сравнению, например, с традиционно используемой жертвенной тканью, без повреждения приформованных материалов. Сверху перфорированной пленки выкладывают распределительную сетку 6. Линию 7 подачи связующего в виде спиральной полиэтиленовой трубки располагают сверху распределительной сетки 6 по ее середине и соединяют с распределительной сеткой 6.
Собирают первый и второй вакуумные пакеты. Для этого уложенные листы 3 углеродной ткани с размещенной на них перфорированной пленкой 5 и распределительной сеткой 6 накрывают двумя слоями вакуумной пленки 8. И край каждого слоя вакуумной пленки 8 совмещают по всему ее периметру с соответствующим ей герметизирующим жгутом 4.
Каждый из собранных вакуумных пакетов соединяют посредством своей вакуумной линии 9, 10 с соответствующим ему насосом 11, 12, и в каждом из указанных вакуумных пакетов создают вакуум. По линии 7 подачи связующего осуществляют подачу эпоксидного связующего и пропитку им листов 3 углеродной ткани.
По окончании пропитки линию 7 подачи связующего перекрывают и осуществляют отверждение эпоксидного связующего при комнатной температуре 25±3°С в течение 24 часов.
По окончании отверждения эпоксидного связующего выполняют разборку вакуумных пакетов: удаляют вспомогательные элементы - оба слоя вакуумной пленки 8, распределительную сетку 6 с линией 7 подачи связующего и перфорированную пленку, являющуюся слоем жертвенного материала 5. При этом предварительная обработка поверхности изделия между клейкой лентой и листами 3 углеродной ткани антиадгезионным составом обеспечила более легкое удаление вакуумной пленки 8 с поверхности оснастки после проведения пропитки и формования ремонтных материалов.
Затем осуществляют пост отверждение изделия при температуре 180°С.
В конце ремонтируемый участок оснастки шлифуют с целью получения ровной рабочей поверхности.
Таким образом, предлагаемый способ ремонта изделий из полимерных композиционных материалов позволяет восстанавливать дефектную поверхность изделия без нагрева ремонтируемого участка, используя более простое оборудование для его осуществления. При этом он обеспечивает более надежное соединение заплаты с ремонтируемым участком, а внешний вид отремонтированной зоны и механические характеристики конструкции в этой зоне соответствуют механическим характеристикам неповрежденной части изделия, что приводит к повышению качества ремонта.
В качестве примера ремонта изделия из композиционного материала было представлено описание ремонта оснастки для формования изделий из полимерных композиционных материалов, изготовленной из полимерного композиционного материала. Но также предложенный способ ремонта может быть использован и для ремонта других изделий, например, части фюзеляжа летательного аппарата, части системы крыла, любой другой части летательного аппарата и т.п., изготовленных из полимерного композиционного материала. Описанный выше пример осуществления следует во всех аспектах рассматривать лишь как иллюстративный и не обуславливающий никаких ограничений. Следовательно, могут быть использованы другие примеры осуществления настоящего изобретения и примеры внедрения, которые не выходят за пределы описанных здесь существенных признаков.
Способ получения терморасширенного графита
Катализатор для отверждения модифицированного связующего на основе новолачных смол
Способ отверждения связующего
Модифицированное связующее на основе новолачных и резольных смол и способ его изготовления
Оснастка для формования изделий из полимерных композиционных материалов и способ ее изготовления
Способ изготовления панели с ребрами жесткости из полимерных композиционных материалов
Теплораспределяющая панель и способ ее изготовления
Теплораспределяющая панель и способ ее изготовления
Модифицированный фосфорорганическими фрагментами мономер фталонитрила, способ его получения, связующее на его основе и препрег
Оснастка для формования изделий из полимерных композиционных материалов и способ ее изготовления

