Результат интеллектуальной деятельности: СПОСОБ ОБРАЗОВАНИЯ КЛЕЕВИНТОВОГО СОЕДИНЕНИЯ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ И КЛЕЕВИНТОВОЕ СОЕДИНЕНИЕ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ
Вид РИД
Изобретение
Предлагаемый способ образования клеевинтового соединения деревянных конструкций и клеевинтовое соединение деревянных конструкций относятся к строительству и предназначены для сопряжения деревянных элементов в узлах конструкций.
Известен способ клеевинтового соединения, включающий высверливание отверстия в деревянном элементе, частичное заполнение отверстия клеевой композицией, ввинчивание рабочего стержня с винтовой нарезкой по длине и продольными пазами на части вкручиваемой длины, по которым клеи распределяется по стенкам отверстия [Клееболтовое соединение элементов конструкций из клееной древесины. - Научно-реферативный сборник "Строительные конструкции, строительная физика", сер. 8, вып. 21, ЦИНИС, М. 1980, с. 12, рис. 7].
Недостатком такого способа является пониженная прочность соединения из-за неравномерной по длине и глубине отверстия пропитки древесины, уменьшение поперечного сечения винта с канавками для удаления клея и вследствие этого снижение несущей способности винта, невозможность использования стандартных типов винтов.
Наиболее близким к предлагаемому способу соединения по совокупности признаков является способ образования клеевинтового соединения, включающий высверливание отверстия в деревянном элементе, заполнение отверстия клеем и пропитка его стенок под давлением, ввинчивание рабочего винта с наружной резьбой и продольными технологическими канавками [RU Патент на изобретение №2478157 С1 МПК Е04В 1/38, публ. 27.03.2013 Бюл. №9 - прототип].
Недостатком этого соединения является низкая эффективность такого способа из-за необходимости использования специального оборудования или оснастки для пропитки клем отверстия под давлением, сложность обеспечения герметичности отверстия при использовании технологии пропитки клеем под давлением, особенно при необходимости выполнении отверстия под углом к поверхности деревянного элемента,
Техническая задача заключается в повышении прочности, жесткости, надежности и технологичности соединения за счет упрощения технологии пропитки древесины клеем, повышения ее качества и в разработке способа равномерности распределения клеевой смеси.
Решение технической задачи достигается тем, что в способе образования клеевинтового соединения деревянных конструкций, включающий высверливание отверстия в деревянном элементе, заполнение отверстия клеем, ввинчивание рабочего винта с метрической резьбой, согласно изобретению, перед ввинчиванием рабочего винта отверстие, равное диаметру гладкой части винта, частично заполняют низковязким клеем, затем путем погружения поршня на 1-2 мм меньшего диаметра отверстия в деревянном элементе поднимают клей со дна отверстия тем самым равномерно распределяя его по длине отверстия, после чего поршень удаляется и в течение 5 минут делается выдержка, во время которой за счет способности капиллярного всасывания древесины клей пропитывает стенки отверстия, а затем вкручивают рабочий винт.
Предлагаемый способ отличается от известного тем, что перед ввинчиванием рабочего винта в отверстие выполняют пропитку древесины вокруг отверстия при атмосферном давлении без использования специального оборудования, при этом равномерность пропитки обеспечивается за счет применения поршня диаметром меньшим отверстия, с помощью которого клей распределяется по длине.
Решение технической задачи достигается также таким образом, что в клеевинтовом соединении деревянных конструкций, включающем деревянный элемент с отверстием, стенки которого пропитаны клеем и рабочий винт с метрической резьбой, согласно изобретению, стенки отверстия в деревянном элементе пропитываются без использования повышенного давления и специального оборудования, а отсутствие излишек клея в результате использования низковязкой клеевой смеси позволяет применять рабочий винт стандартных размеров без канавок и пазов.
Предлагаемая конструкция соединения отличается тем, что применяется рабочий винт с метрической резьбой без канавок и пазов по его длине.
Технический результат состоит в создании и обеспечении в процессе эксплуатации повышенной надежности, прочности, жесткости и огнестойкости соединения за счет модификации клеевыми составами древесины вокруг отверстия винта, в том числе повышенной теплостойкости.
Сущность предлагаемого изобретения заключается в том, что способ образования клеевинтового соединения включает высверливание отверстия, пропитку его клеем и завинчивание рабочего винта. Способ предусматривает предварительную диффузионную пропитку клеем стенок отверстия при атмосферном давлении за счет использования капиллярного всасывания древесины.
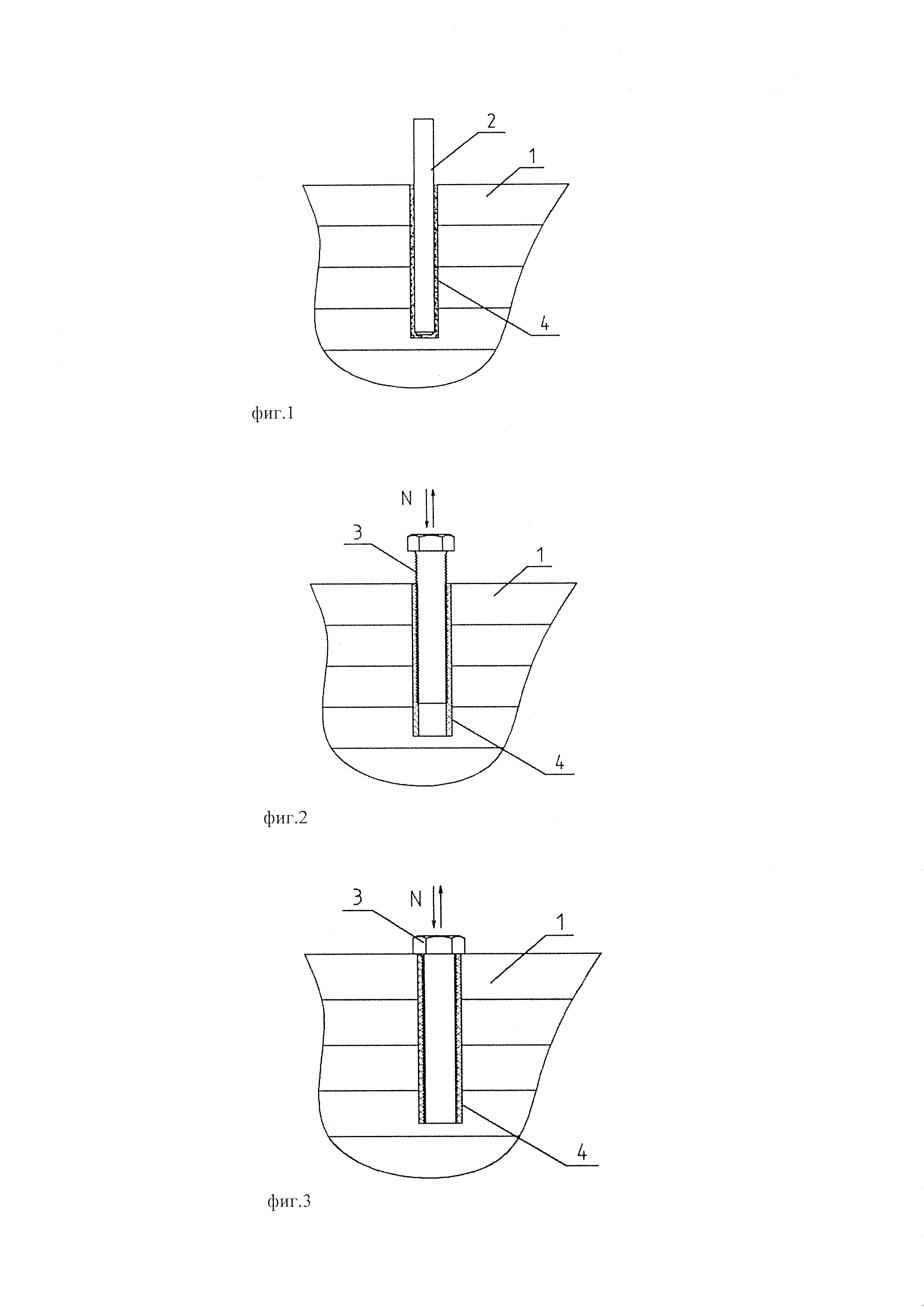
На фиг. 1 представлена схема способа образования клеевинтового соединения деревянных конструкций на стадии пропитки стенок отверстия клеем; фиг. 2 - то же, что и на фиг. 1, стадия завинчивания рабочего винта; 3 - клеевинтовое соединение деревянных конструкций.
Клеевинтовое соединение состоит из деревянного элемента 1, отверстия 4 диаметром меньшим диаметра винта на две высоты резьбы, стенки которого пропитаны клеем на глубину до 4 мм, рабочего винта 3, с метрической резьбой.
Способ образования клеевинтового соединения выполняется в такой последовательности.
В деревянном элементе 1 сверлится глухое отверстие на 2 мм меньшее диаметра винта и частично заполняется клеем вязкостью 200-600 СПз. Клей распределяется по длине отверстия с помощью погружения в клей поршня 2 диаметром на 2 мм меньшим диаметра отверстия, который затем удаляется. После выдержки в течении 5-10 минут, требующейся для впитывания клея в древесину, в отверстие вкручивается рабочий винт 3.
Для пропитки могут использоваться эпоксидные, в том числе вододисперсионные низковязкие компаунды, а также меламино-мочевино-формальдегидные клеи, обладающие более высокой огнестойкостью и жизнеспособностью.
Применение поршня 2 гарантирует равномерное распределение клея по высоте отверстию и одинаковую глубину пропитки древесины по всей длине рабочего винта 3. При этом в районе резьбы винта и за ее пределами создается модифицированный клеем слой древесины с повышенными физико-механическими характеристиками. Это позволяет увеличить рабочую зону винта и тем самым повысить прочностные характеристики соединения.
Использования предлагаемого способа соединения позволит повысить прочность, огнестойкость, технологичность и общую надежность клеевинтового соединения.
Способ предубойного содержания птицы
Способ выделения нуклеиновых кислот
Способ пассивной иммунной защиты цыплят-бройлеров
Устройство для компенсации емкостных токов короткого замыкания в сетях с изолированной нейтралью 6-10 кв
Стабилизатор напряжения
Стыковое соединение деревянных конструкций с применением вклеенных и клеевинтовых стержней с метрической резьбой
Способ производства рулонов горячекатаной трубной стали
Способ горячей прокатки низколегированной стали
Способ производства листов из низколегированной трубной стали класса прочности х70
Способ производства горячекатаного плоского проката
Способ горячей прокатки полос
Способ производства рулонов горячекатаной трубной стали
Способ производства рулонов горячекатаной трубной стали
Способ производства рулонов горячекатаной трубной стали
Способ производства холоднокатаной ленты из низкоуглеродистых марок стали
Способ производства рулонов горячекатаной трубной стали

