Результат интеллектуальной деятельности: Способ контроля электрических цепей сложных технических изделий
Вид РИД
Изобретение
Изобретение относится к области контрольно-измерительной техники, в частности - к способам и устройствам контроля электрических цепей (внутреннего электромонтажа и кабельных соединений) сложных технических изделий (СТИ), включая изделия вооружения, военной и специальной техники (ВВСТ).
Известны способы контроля электрических цепей СТИ и устройства, реализующие данные способы.
Известные способы основаны на применении программно-управляемых измерительных приборов, которые с помощью программно-управляемых коммутаторов и технологических жгутов подключаются к контактам разъемов электромонтажа СТИ и под управлением компьютера осуществляют измерение параметров электрических цепей и контроль сохранности изоляции между автономными электрическими цепями СТИ.
Наиболее близким техническим решением, принимаемым в качестве прототипа по отношению к заявленному способу, является «Способ автоматизированного контроля электрических цепей сложных технических изделий» (RU 2554658).
Достоинством прототипа является упрощение технологических жгутов путем минимизации их количества до 2-х за счет применения поочередного контроля сохранности электрических цепей между опорным разъемом (в месте предполагаемого дефекта электромонтажа составной части СТИ) и электрически сопряженных с опорным других разъемов электромонтажа СТИ. Благодаря этому удается уменьшить габариты контрольного устройства, реализуемого способ-прототип.
Недостатками способа-прототипа, ограничивающего его применение при контроле электромонтажа на штатных местах составных частей СТИ, включая изделия ВВСТ (например, внутри кабин ВВСТ), являются достаточно большие габариты аппаратурной реализации и недостаточная эффективность. В частности, применяемая для реализации способа-прототипа автоматизированная система контроля и диагностики электрических цепей (АСКД ЭЦ) содержит в своем составе компьютер, измерительный прибор, коммутатор и два технологических жгута. Это означает, что реализация АСКД ЭЦ будет представлять собой две-три автономно переносимых конструктивных единицы, объединяемых в состав АСКД ЭЦ на месте проведения работ. Кроме того, процесс контроля состояния электрических цепей по заявленному способу с применением АСКД ЭЦ предусматривает два этапа:
1. Контроль целостности электрических цепей.
2. Контроль сопротивлений изоляции между автономными цепями изделия.
Это приводит к увеличению продолжительности контроля электромонтажа и снижению эффективности способа-прототипа.
Целью заявленного технического решения является устранение недостатков способа-прототипа по патенту RU 2554658, а именно:
1) уменьшение габаритов аппаратурной реализации способа и обеспечение удобств при работе в условиях ограниченного рабочего пространства на штатных местах составных частей СТИ (например, в кабинах СТИ, включая изделия ВВСТ);
2) снижение стоимости технической реализации способа контроля электрических цепей;
3) повышение эффективности контроля и наглядности результатов контроля состояния электрических цепей СТИ.
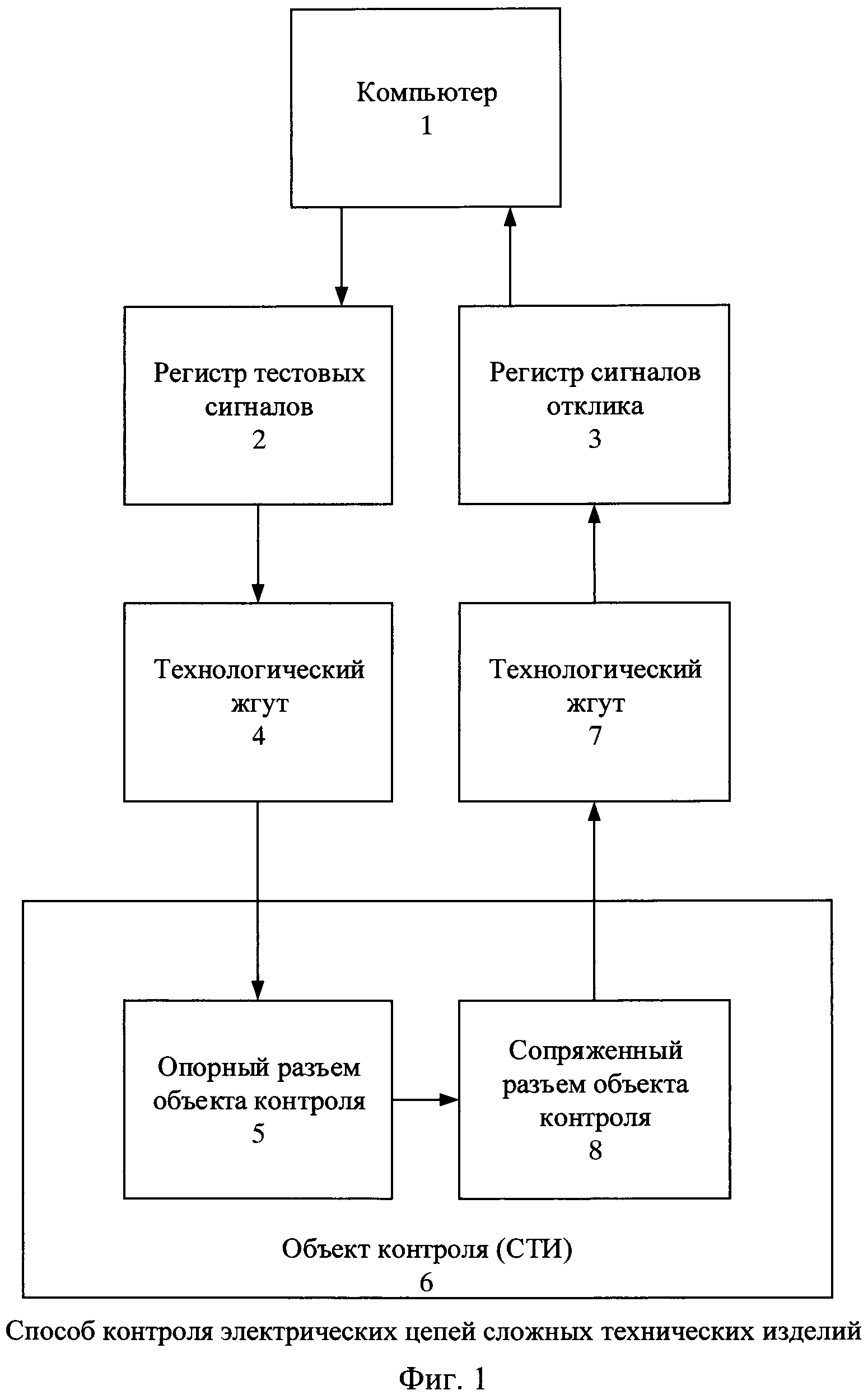
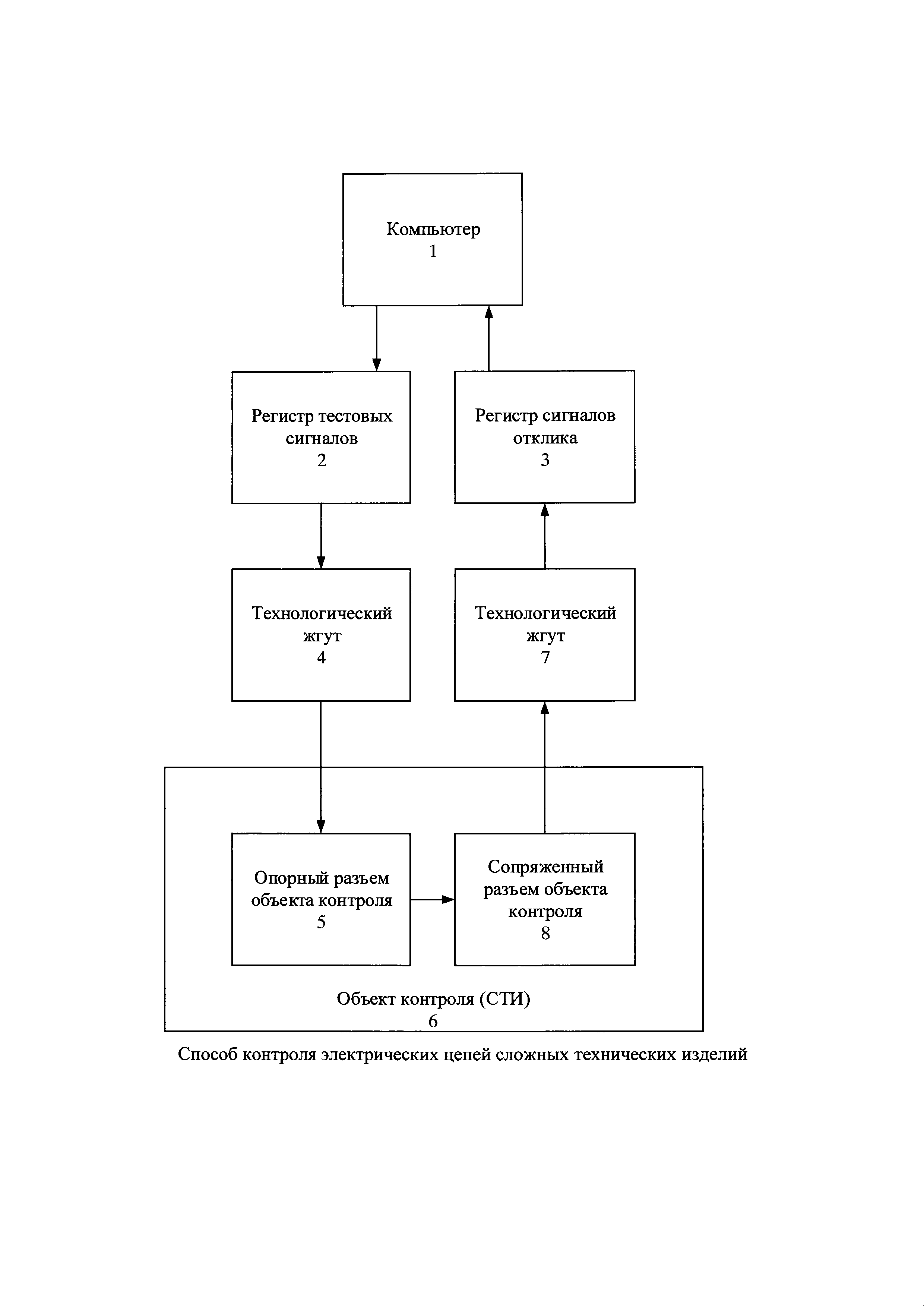
Техническая реализация заявленного способа поясняется на структурной схеме устройства контроля электрических цепей СТИ, приведенной на фиг.1.
В состав устройства входит компьютер 1, в память которого предварительно вводятся частные таблицы соединений, отражающие электрические цепи, связывающие контакты каждого штатного разъема объекта контроля с соответствующими контактами других штатных разъемов объекта контроля (электрически соединенных с опорным разъемом в соответствии с электрической схемой объекта контроля).
К компьютеру 1 подключены входы регистра тестовых сигналов 2 и выходы регистра сигналов отклика 3.
Выходы регистра тестовых сигналов 2 через первый технологический жгут 4 подключены к контактам опорного разъема 5 объекта контроля 6.
К входам регистра сигналов отклика 3 через второй технологический жгут 7 подключены контакты сопряженного разъема 8 объекта контроля 6.
В процессе контроля электрических цепей второй технологический жгут 7 поочередно подключают ко всем разъемам 8 из состава объекта контроля 6, электрически сопряженным с данным опорным разъемом 5 (аналогично устройству-прототипу).
Количество разрядов регистра тестовых сигналов 2 и регистра сигналов отклика 3 должно быть не меньше максимального количества контактов в любом разъеме объекта контроля 6. Нумерация разрядов регистров 2 и 3 соответствует нумерации контактов в подключаемых разъемах 5 и 8, соответственно.
Последовательность операций контроля с применением устройства фиг.1 определяется программой управления, предварительно введенной в компьютер 1 перед началом работ по контролю электрических цепей.
Перед началом реализации процедуры контроля состояния электрических цепей составной части СТИ с применением устройства контроля фиг.1 выполняют следующие подготовительные действия:
1) в память компьютера 1 вводят совокупность данных по частным таблицам соединений, описывающих электрические соединения каждого разъема 5 с другими сопряженными разъемами 8, входящими в схему электрических соединений объекта контроля 6;
2) в память компьютера 1 вводят программу управления процессом контроля состояния электрических цепей, соединяющих задаваемый оператором опорный разъем 5 с каждым электрическим сопряженным разъемом 8 объекта контроля;
3) оператор (на основе априорной информации о предполагаемом месте дефекта электромонтажа объекта контроля 6, например, на основе данных встроенной системы контроля ремонтируемой составной части объекта контроля 6) подключает первый технологический жгут 4 к заданному опорному разъему 5 и второй технологический жгут 7 к очередному сопряженному разъему 8;
4) оператор с помощью органов управления компьютера 1 задает идентификационные данные опорного разъема 5 и сопряженного разъема 8 для активизации соответствующей частной таблицы соединений этих разъемов и запускает автоматический процесс контроля состояния электрических цепей между указанными разъемами 5 и 8 объекта контроля 6.
Процесс контроля состояния электрических цепей между заданными опорным 5 и сопряженным 8 разъемами объекта контроля 6 по заявленному способу выполняется автоматически циклически под управлением программы контроля, предварительно введенной в память компьютера 1.
В каждом цикле контроля производится проверка состояния электрических соединений между очередным контактом опорного разъема 5 (номера контактов задаются в последовательности, например, от 1 до N) и контактами сопряженного разъема 8, при этом последовательно выполняются следующие действия:
1) разряд регистра контрольных (тестовых) сигналов 2, соответствующий заданному по программе контроля контакту опорного разъема 5, устанавливается в состояние «1» (единица);
2) электрический сигнал (соответствующий состоянию «1» разряда регистра контрольных сигналов 2) с выхода активированного разряда регистра 2 через электрическую цепь первого технологического жгута 4 поступает на заданный по программе контроля контакт опорного разъема 5;
3) поступивший на заданный контакт опорного разъема 5 тестовый электрический сигнал с выхода регистра 2 распространяется по всем электрическим цепям, подключенным к данному контакту в составе электромонтажа объекта контроля 6 (как по штатным электрическим цепям, так и по ложным цепям, в том числе - по цепям, которые образуются в случае замыканий внутри электромонтажа объекта контроля 6);
4) тестовый сигнал от заданного контакта опорного разъема 5 поступает по электрическим цепям на контакты сопряженного разъема 8 (при наличии электрических соединений между этими разъемами);
5) поступивший на контакты сопряженного разъема 8 тестовый электрический сигнал по соответствующим электрическим цепям (проводам) второго технологического жгута 7 поступает на входы соответствующих разрядов регистра сигналов отклика 3 и устанавливает эти разряды в состояние «1»(единица);
6) сформированный под действием тестового сигнала код состояний разрядов регистра 3 (отражающий номера контактов сопряженного разъема 8, электрически соединенных с заданным контактом опорного разъема 5) поступает в компьютер 1;
7) поступивший в компьютер 1 код, сформированный в регистре 3 под действием тестового сигнала с выхода разряда регистра 2, анализируется на соответствие данным частной таблицы соединений опорного разъема 5. По результатам анализа выявляются следующие ситуации:
- разряд регистра 3, соответствующий контакту с номером «i» сопряженного разъема 8, находится в состоянии «1» (единица). По данным частной таблицы соединений опорного разъема 5, данный контакт сопряженного разъема 8 должен иметь соединение с активированным контактом опорного разъема 5 (на который поступил тестовый сигнал с выхода разряда регистра 2). В этом случае программа контроля фиксирует целостность электрического соединения между заданным контактом опорного разъема 6 и «i-тым» контактом сопряженного разъема 8, т.е. фиксирует исправность штатного электрического соединения между этими разъемами;
- разряд регистра 3, соответствующий контакту с номером «i» сопряженного разъема 8 (который должен иметь электрическое соединение с заданным контактом опорного разъема 5) остался в состоянии «0» (ноль). В этом случае программа контроля фиксирует отсутствие штатного соединения между заданным контактом опорного разъема 5 и i-тым контактом сопряженного разъема 8 (т.е. фиксирует наличие дефекта электромонтажа в виде обрыва электрического соединения между указанными контактами);
- разряд регистра 3, соответствующий контакту с некоторым номером «к» сопряженного разъема 8, установлен в состояние «1» (единица). Однако по данным частной таблицы соединений электрического соединения контакта сопряженного разъема 8 с номером «к» с заданным контактом опорного разъема 5 не должно быть. В этом случае программа контроля фиксирует наличие дефекта электромонтажа (лишнее соединение или замыкание между заданным контактом опорного разъема 5 и «k-тым» контактом сопряженного разъема 8.
8) результаты контроля состояния электрических цепей заданного контакта опорного разъема 5 фиксируются в памяти компьютера. Компьютер 1 по программе контроля устанавливает в состояние «0» (ноль) все разряды регистров 2 и 3, устанавливает в состояние «1»(единица) очередной разряд регистра 2 и производит следующий цикл операций контроля состояния электрических соединений заданного очередного контакта опорного разъема 5 с контактами сопряженного разъема 8 объекта контроля 6, повторяет циклы контроля состояния электрических цепей для всех контактов опорного разъема 5 в соответствии с данными частной таблицы соединений, по завершении цикла контроля состояния электрических цепей для всех контактов опорного разъема компьютер 1 фиксирует в своей памяти результаты контроля и выдает эти результаты на экран компьютера 1 и (или) на принтер;
9) процесс контроля состояния электрических соединений контактов опорного разъема 5 продолжается до полного перебора всех контактов данного разъема (до завершения проверки цепей по контакту с номером N опорного разъема 5. После этого, на основе данных частной таблицы соединений, на экране компьютера 1 программа контроля выдает указание оператору о подключении второго технологического жгута 7 к очередному сопряженному разъему 8 объекта контроля 6 согласно данных частной таблицы соединений, оператор подключает второй технологический жгут 7 к очередному сопряженному разъему 8, вводит в компьютер 1 подтверждения о подключении технологического жгута 7 к очередному сопряженному разъему 8 и запускает очередной цикл контроля состояния электрических цепей между опорным разъемом 5 и очередным подключенным сопряженным разъемом 8 согласно п. 8). Процесс контроля состояния электрических цепей заданного опорного разъема 5 объекта контроля 6 продолжают до полного перебора всех сопряженных разъемов 8 объекта контроля 6, указанных в частной таблице соединений опорного разъема 5.
10) процесс контроля завершается после проверки состояния электрических соединений опорного разъема 5 со всеми сопряженными разъемами 8, указанными в частной таблице соединений.
По результатам контроля состояния электрических соединений рассмотренным способом за один проход обеспечивается полная оценка состояния электромонтажа в цепях опорного разъема (в месте предполагаемого дефекта электромонтажа). Полученная в процессе контроля рассмотренным способом информация является исчерпывающей для устранения выявленных дефектов, т.к. содержит сведения о местах дефектов (между какими контактами опорного разъема 5 и сопряженными разъемами 8 имеются дефекты электрических соединений) и видах дефектов (обрывы или замыкания).
Рассмотренный способ реализуется с использованием технических средств, известных из современного уровня техники (в том числе, применяемых при реализации прототипа).
Регистр тестовых сигналов 2 и регистр сигналов отклика 3 могут быть конструктивно выполнены на одной печатной плате, которая может быть установлена непосредственно в корпусе компьютера 1 в виде дополнительного модуля. В результате устройство будет реализовано в виде одного переносного комплекта (компьютер и два технологических жгута), что обеспечит дополнительные удобства при проведении работ по ремонту электрического монтажа составных частей образцов ВВСТ на их штатных местах (в условиях ограниченного рабочего пространства - в кабинах изделий ВВСТ).
В качестве компьютера 1 может быть использован портативный компьютер (ноутбук), известный из уровня техники. Регистр тестовых сигналов 2 и регистр сигналов отклика 3 могут быть реализованы с применением серийных интегральных схем большой степени интеграции.
Для защиты от возможных перегрузок выходы разрядов регистра тестовых сигналов 2 могут подключаться к цепям технологического жгута 4 через каскады согласующих усилителей.
Технологические жгуты 4 и 7 могут быть реализованы на основе типовой кабельной продукции (проводов, шлейфов), известных из уровня техники (аналогично устройству-прототипу).
Для обеспечения универсальности заявленного способа, подключение различных типов объектов контроля может осуществляться с помощью сменных переходных устройств (адаптеров).
Как следует из приведенного описания принципа реализации технического решения, заявленный способ обеспечивает достижение заявленного технического результата, а именно:
1) обеспечивается уменьшение габаритов реализующего способ устройства (достаточно использовать портативный компьютер 1 с установленным в него модулем регистров 2 и 3 и два технологических жгута);
2) снижается стоимость технической реализации способа (за счет исключения измерительного прибора и коммутатора, используемых при реализации способа-прототипа);
3) повышается эффективность контроля и наглядность результатов (контроль целостности электрических цепей, ложных соединений и замыканий осуществляется в один проход. Состояния разрядов регистра сигналов отклика отражают состояние электрических цепей по контактам сопряженных разъемов).
Автоматизированная система контроля и диагностики
Многофункциональный центр технического обслуживания и ремонта (мцтр)
Способ автоматизированного контроля электрических цепей сложных технических изделий
Способ устранения повреждений сложных технических систем
Способ ремонта сменных конструктивных элементов сложных изделий и автоматизированная система ремонта, реализующая данный способ
Автоматизированная система контроля работоспособности и диагностики неисправностей радиоэлектронной аппаратуры
Способ ремонта сменных элементов радиоэлектронной аппаратуры
Способ автоматизированного контроля работоспособности и диагностики неисправностей радиоэлектронной аппаратуры
Автоматизированное устройство контроля протяженных многожильных кабелей
Устройство контроля электрических цепей сложных технических изделий
Способ ремонта сложных технических систем
Способ войскового ремонта сложных систем вооружения и военной техники на месте дислокации
Способ автоматизированного контроля работоспособности и диагностики неисправностей радиоэлектронной аппаратуры
Стационарный ремонтный центр
Способ ремонта сложных технических изделий, включая системы вооружения и военной техники
Система автоматизированного контроля работоспособности и диагностки неисправностей радиоэлектронной аппаратуры
Автоматизированная система измерений радиотехнических характеристик головок самонаведения ракет
Способ ремонта сложных технических объектов на местах их дислокации
Способ автоматизированного контроля электрических цепей сложных технических изделий и устройство для реализации этого способа
Автоматизированная система контроля и диагностики

