Результат интеллектуальной деятельности: ПОКРЫТИЕ ЛЕЗВИЯ БРИТВЫ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к лезвиям бритв.
Уровень техники
В частности, данное изобретение относится к лезвиям бритв, имеющих режущие кромки лезвия бритвы.
Из известного уровня техники были представлены лезвия бритв. Помещенные соответствующим образом в картридж бритвы, они отвечают, в конечном счете, за срезание волоса.
Традиционно, лезвия бритв имеют подложку и упрочняющее покрытие, нанесенное на подложку в области режущей кромки. Упрочняющее покрытие, как правило, представляет собой металл- и/или углеродсодержащий материал и обеспечивает повышенную прочность режущей кромки бритвы, что, в свою очередь, увеличивает ее ожидаемый срок службы.
Иногда упрочняющее покрытие также покрывают смазочным покрытием, таким как ПТФЭ покрытие.
Нанесение более качественных покрытий на режущую кромку бритвы является сложной задачей. Прежде всего, так как подложка лезвия бритвы имеет весьма специфическую форму, осаждение на нее покрытия, которое было бы способно функционировать как соответствующее требованиям покрытие, за счет повышения режущих свойств и упрочнения режущей кромки бритвы, является трудноосуществимым.
Во-вторых, поскольку лезвия бритв являются товаром массового спроса, покрытие должно наноситься довольно единообразно от одного изделия к другому и с высокой производительностью (миллионы изделий в день), что требует использования покрытия, совместимого с высоконадежным процессом.
В-третьих, даже при возможности осаждать новое покрытие на лезвие бритвы, регистрировать улучшения по сравнению с изделиями известного уровня техники также весьма сложно. Причина этого в том, что воспринимаемое качество бритья с помощью обследуемых групп является весьма субъективным.
Таким образом, на разработку нового покрытия для лезвий бритв требуются годы опытно-исследовательской работы.
Тем не менее, по-прежнему ведется поиск улучшения качества бритв за счет создания улучшенных покрытий лезвий бритв.
В WO 2006/027,016 описано покрытие лезвия бритвы, содержащее хром и углерод.
Другие документы известного уровня техники дают бесконечные списки материалов, отмечаемых как пригодные для покрытий лезвия бритвы. Образцом такого документа, является, например, EP 1 287 953. При виде представленного длинного списка материалов вероятно предположить, что не все они в действительности были опробованы в качестве компонентов покрытия лезвия бритвы, а также вероятно предположить, что некоторые из них непригодны в качестве компонентов покрытия лезвия бритвы.
Одна из целей при разработке нового покрытия лезвия бритвы заключается в повышении твердости материала покрытия. Существует много материалов, более твердых, чем смесь хрома и углерода. Одним из возможных кандидатов при поиске более твердых материалов, чем смесь хрома и углерода, является диборид титана.
Следует отметить, что существуют другие режущие инструменты с покрытием, помимо лезвий бритв. Эти режущие инструменты имеют свои проблемные моменты и структуры, направленные на преодоление этих проблемных моментов. Например, в WO 2007/136,777 ставится целью получение стабильной режущей кромки, состоящей из многослойного покрытия с различными структурами на обеих сторонах лезвия вращающегося инструмента. Что касается покрытия как такового, то в него входят специфический верхний износостойкий, имеющий малый коэффициент трения и стойкий к задирному износу сегмент, перекрывающий нижний многослойный связующий металлокерамический сегмент, который принимает на себя внутренние напряжения верхнего сегмента и обеспечивает высочайшую прочность системы покрытия в целом. Указанное покрытие является специфическим покрытием в сфере специфических режущих устройств для резания, где “лезвия” упоминаются как хирургический или стоматологический инструмент.
Возвращаясь к лезвиям бритв, неожиданно, в ходе экспериментов в области осаждения титан- и бор-содержащего покрытия на режущую кромку бритвы, авторы обнаружили покрытие, имеющее превосходные свойства в качестве покрытия лезвия бритвы.
Раскрытие изобретения
Изобретение относится к лезвию бритвы, имеющему область режущей кромки, которое содержит:
- подложку лезвия бритвы, имеющую краевую область подложки в области режущей кромки лезвия бритвы, причем краевая область подложки имеет профилированную форму и сужающуюся форму с двумя сторонами подложки, сходящимися по направлению к концу подложки,
- упрочняющее покрытие, осажденное на подложку лезвия бритвы, по меньшей мере на область режущей кромки лезвия, причем упрочняющее покрытие покрывает конец подложки, причем упрочняющее покрытие имеет профилированную форму и сужающуюся форму с двумя сторонами покрытия, сходящимися по направлению к концу покрытия,
при этом упрочняющее покрытие содержит упрочняющий нанокристаллический слой, образованный из смеси титана и бора, включающей в себя по меньшей мере одну из обогащенных титаном областей и обогащенных бором областей,
причем “обогащенный” используется в сравнении со стехиометрическим составом TiB2.
Указанное лезвие бритвы имеет значительно повышенную твердость, а также технологичность, так что оно отвечает другим требованиям к покрытию лезвия бритвы: надежные и равномерные характеристики при высокой производительности изготовления в промышленных условиях (при разумных затратах).
“Обогащенная титаном” область относится к области, где содержание титана выше, чем в дибориде титана.
“Обогащенная бором” область относится к области, где содержание бора выше, чем в дибориде титана.
В некоторых вариантах осуществления изобретения допускается наличие одного или более следующих признаков:
- среднее соотношение содержаний атомов бора и титана в упрочняющем слое находится в пределах от 1,3:1 до 2,3:1;
- лезвие бритвы, в котором среднее соотношение содержаний атомов бора и титана в упрочняющем слое находится в пределах от 2,01:1 до 2,3:1;
- среднее соотношение содержаний атомов бора и титана в упрочняющем слое находится в пределах от 1,3:1 до 1,99:1;
- нанокристаллический слой содержит области диборида титана;
- лезвие бритвы, в котором области диборида титана являются не столбчатыми;
- лезвие бритвы, в котором упрочняющий нанокристаллический слой содержит нанокристаллические структуры, причем атомы нанокристаллов расположены в виде гексагональной решетки;
- лезвие бритвы, в котором упрочняющий слой содержит бесструктурные кристаллиты, имеющие характерный размер 2 – 15 нанометров (нм);
- лезвие бритвы, в котором упрочняющий слой осажден в условиях, которые, в случае осаждения на плоский образец-свидетель, обеспечивают плотность покрытия более 3,9 граммов на кубический сантиметр (г/см3);
- лезвие бритвы, в котором общая толщина подложки лезвия и упрочняющего покрытия, измеренная между двумя сторонами покрытия ортогонально к линии, разделяющей пополам область режущей кромки, на расстоянии 5 микрометров от конца покрытия, находится в пределах от 1,8 до 2,5 микрометров, предпочтительно от 1,9 до 2,4 микрометров;
- лезвие бритвы, в котором общая толщина подложки лезвия и упрочняющего покрытия, измеренная между двумя сторонами покрытия ортогонально к линии, разделяющей пополам область режущей кромки, на расстоянии 20 микрометров от конца покрытия, находится в пределах от 5,1 до 7,3 микрометров, предпочтительно от 5,4 до 7,1 микрометров;
- лезвие бритвы, в котором подложка лезвия бритвы изготовлена из нержавеющей стали;
- лезвие бритвы, в котором упрочняющее покрытие содержит промежуточный слой между подложкой лезвия бритвы и упрочняющим слоем;
- лезвие бритвы, в котором промежуточный слой содержит титан;
- лезвие бритвы, в котором промежуточный слой изготовлен из титана;
- лезвие бритвы, в котором упрочняющее покрытие содержит металлсодержащий верхний слой поверх упрочняющего слоя;
- лезвие бритвы, в котором верхний слой содержит хром;
- лезвие бритвы, в котором упрочняющий слой является единственным слоем упрочняющего покрытия;
- лезвие бритвы, в котором толщина упрочняющего слоя, измеренная по нормали к поверхности подложки, находится в пределах от 20 до 400 нанометров (нм), например, от 20 до 150 нм или от 40 до 250 нм;
- лезвие бритвы, дополнительно содержащее полимерное покрытие поверх упрочняющего покрытия;
- лезвие бритвы, в котором упрочняющий слой содержит хаотично расположенные области с различным содержанием атомов титана и бора,
при этом в по меньшей мере одной из областей содержание бора и титана находится в пределах от y:1 до z:1, где y и z находятся в пределах от 1,3 до 1,99; а также y меньше чем z, и/или при этом в по меньшей мере одной из областей содержание бора и титана находится в пределах от u:1 до v:1, где u и v находятся в пределах от 2,01 до 2,3, а также u меньше чем v.
Согласно другому варианту, изобретение относится к бритвенной головке, содержащей картридж и лезвие бритвы, причем указанное лезвие бритвы помещено в указанный картридж.
Согласно другому варианту, изобретение относится к бритве, имеющей ручку и головку бритвы, причем указанная головка бритвы закреплена на ручке.
В некоторых конкретных примерах осуществления изобретения, покрытие не является покрытием из чистого диборида титана. Покрытие содержит титан и бор. Одна или более областей представляют собой обогащенные бором области и/или одна или более областей представляют собой обогащенные титаном области. При этом разброс концентрации титана
в пределах слоя может контролироваться, так чтобы она не превышала верхний или нижний пределы, что может привести к ухудшению свойств.
Согласно другому варианту, лезвие бритвы содержит:
- подложку лезвия бритвы, имеющую краевую область подложки в области режущей кромки лезвия бритвы, причем краевая область подложки имеет профилированную форму и сужающуюся форму с двумя сторонами подложки, сходящимися по направлению к концу подложки;
- упрочняющее покрытие, осажденное на подложку лезвия бритвы, по меньшей мере на область режущей кромки лезвия, причем упрочняющее покрытие покрывает конец подложки, причем упрочняющее покрытие имеет профилированную форму и сужающуюся форму с двумя сторонами покрытия, сходящимися по направлению к концу покрытия,
причем упрочняющее покрытие содержит смесь титана и бора,
причем упрочняющий слой осажден в условиях, которые, в случае осаждения на плоский образец-свидетель, обеспечивают плотность покрытия более 3,9 граммов на кубический сантиметр (г/см3).
Согласно другому варианту, лезвие бритвы содержит:
- подложку лезвия бритвы, имеющую краевую область подложки в области режущей кромки лезвия бритвы, причем краевая область подложки имеет профилированную форму и сужающуюся форму с двумя сторонами подложки, сходящимися по направлению к концу подложки;
- упрочняющее покрытие, осажденное на подложку лезвия бритвы, по меньшей мере на область режущей кромки лезвия, причем упрочняющее покрытие покрывает конец подложки, причем упрочняющее покрытие имеет профилированную форму и сужающуюся форму с двумя сторонами покрытия, сходящимися по направлению к концу покрытия,
причем упрочняющее покрытие содержит смесь титана и бора,
причем общая толщина подложки лезвия и упрочняющего покрытия, измеренная между двумя сторонами покрытия ортогонально к линии, разделяющей пополам область режущей кромки, на расстоянии 5 микрометров от конца покрытия, находится в пределах от 1,8 до 2,5 микрометров, предпочтительно от 1,9 до 2,4 микрометров.
Согласно другому варианту, общая толщина подложки лезвия и упрочняющего покрытия, измеренная между двумя сторонами покрытия ортогонально к линии, разделяющей пополам область режущей кромки, на расстоянии 20 микрометров от конца покрытия, находится в пределах от 5,1 до 7,3 микрометров, предпочтительно от 5,4 до 7,1 микрометров.
Согласно другому варианту, лезвие бритвы содержит:
- подложку лезвия бритвы, имеющую краевую область лезвия бритвы в области режущей кромки, причем краевая область подложки имеет профилированную форму и сужающуюся форму с двумя сторонами подложки, сходящимися по направлению к концу подложки;
- упрочняющее покрытие, осажденное на подложку лезвия бритвы, по меньшей мере на область режущей кромки лезвия, причем упрочняющее покрытие покрывает конец подложки, причем упрочняющее покрытие имеет профилированную форму и сужающуюся форму с двумя сторонами покрытия, сходящимися по направлению к концу покрытия,
причем упрочняющее покрытие содержит смесь титана и бора,
причем общая толщина подложки лезвия и упрочняющего покрытия, измеренная между двумя сторонами покрытия ортогонально к линии, разделяющей пополам область режущей кромки, на расстоянии 20 микрометров от конца покрытия, находится в пределах от 5,1 до 7,3 микрометров, предпочтительно от 5,4 до 7,1 микрометров.
Согласно другому варианту, общая толщина подложки лезвия и упрочняющего покрытия, измеренная между двумя сторонами покрытия ортогонально к линии, разделяющей пополам область режущей кромки, на расстоянии 5 микрометров от конца покрытия, находится в пределах от 1,8 до 2,5 микрометров, предпочтительно от 1,9 до 2,4 микрометров.
Краткое описание чертежей
Другие характеристики и преимущества изобретения будут ясно видны из последующего описания некоторых вариантов его осуществления, представленных как неограничивающие примеры, и сопроводительных чертежей.
На чертежах:
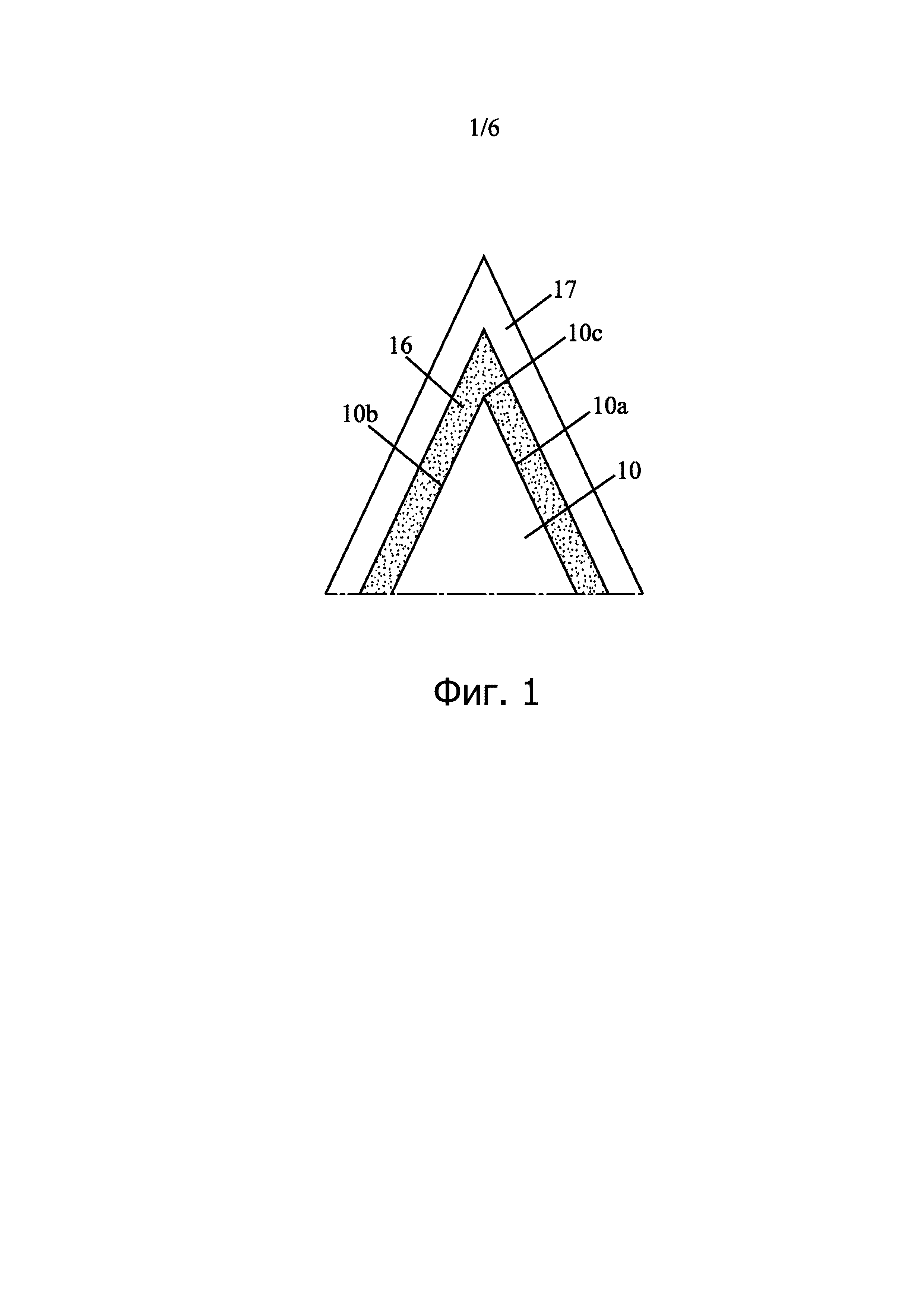
на фиг. 1 представлено схематическое изображение вида в сечении профиля режущей кромки лезвия,
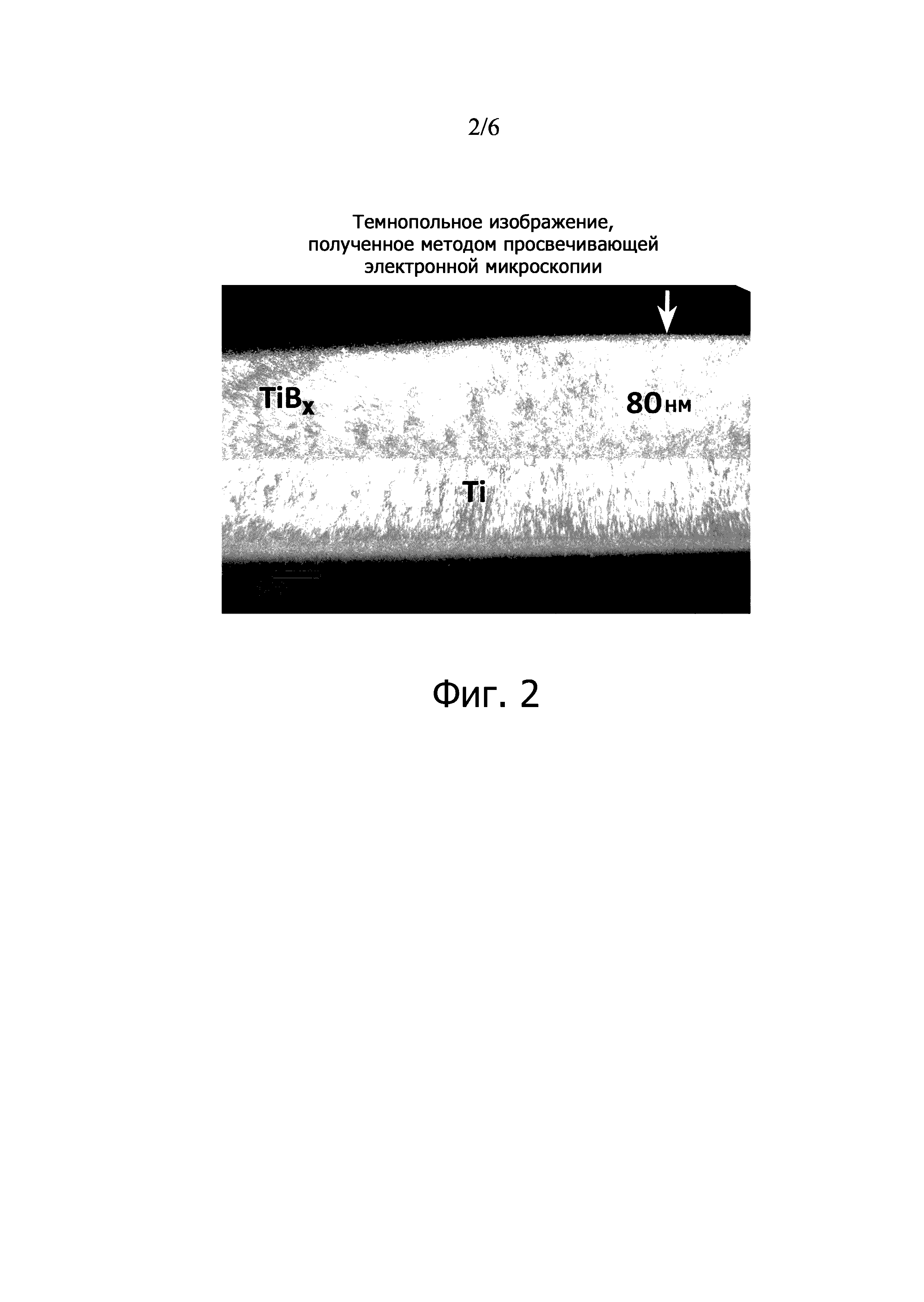
на фиг. 2 представлено темнопольное изображение образца с покрытием, полученное методом просвечивающей электронной микроскопии,
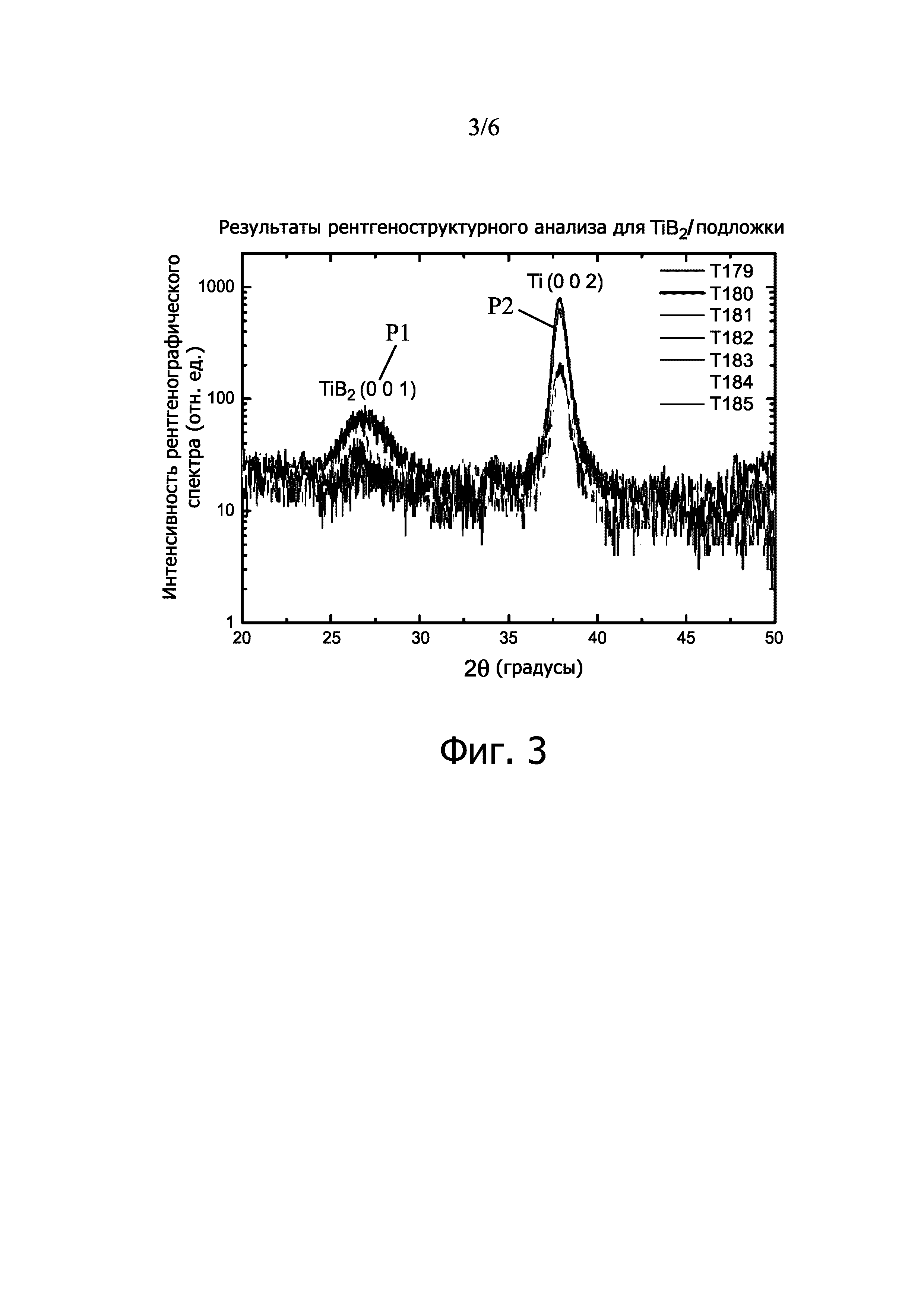
на фиг. 3 представлены рентгенографические спектры слоев Ti и TiBx, осажденных при различных условиях на подложку,
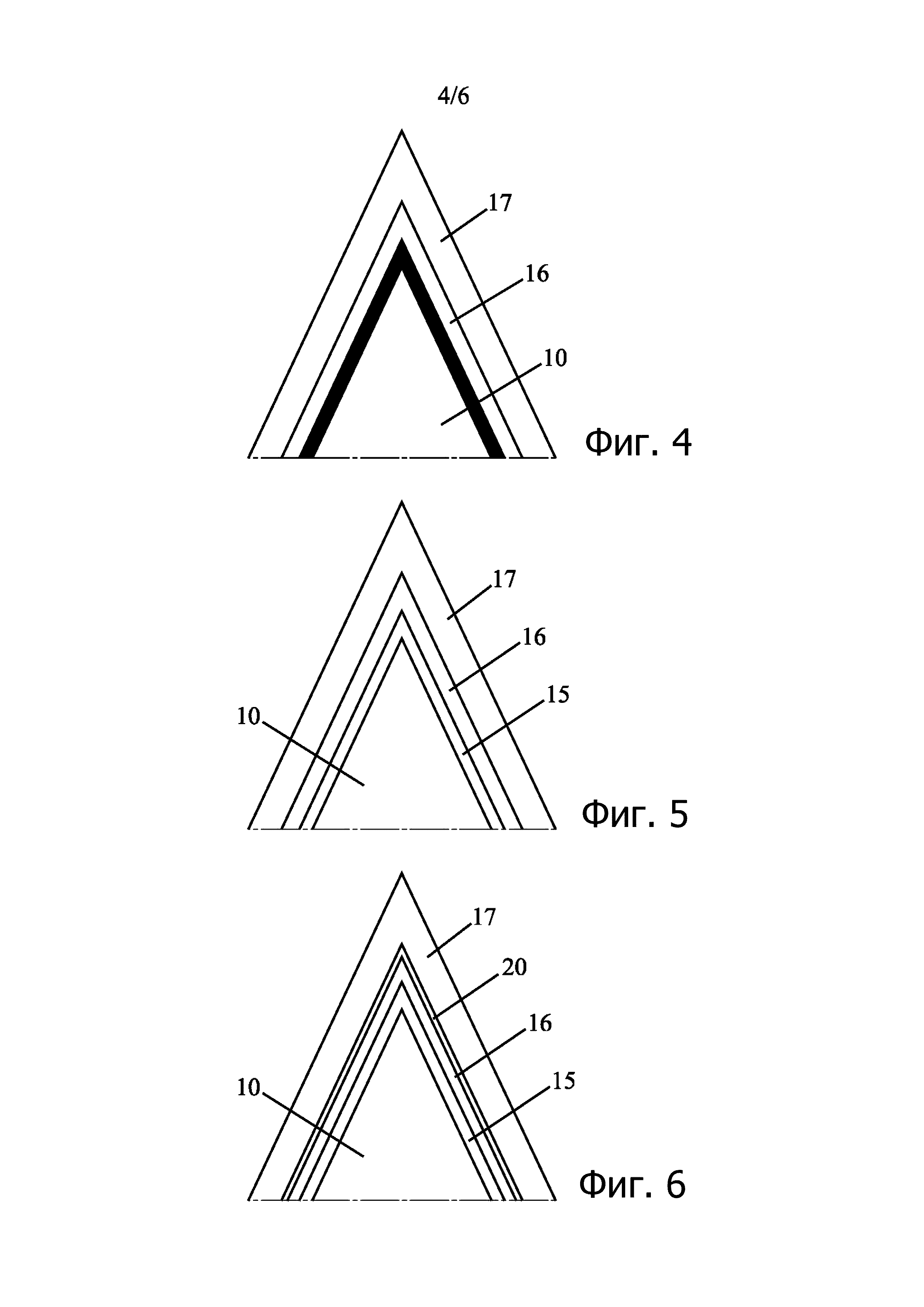
на фиг. 4 представлено схематическое изображение вида в сечении профиля режущей кромки лезвия с покрытием,
на фиг. 5 представлено схематическое изображение вида в сечении профиля режущей кромки лезвия с покрытием,
на фиг. 6 представлено схематическое изображение вида в сечении профиля режущей кромки лезвия с покрытием,
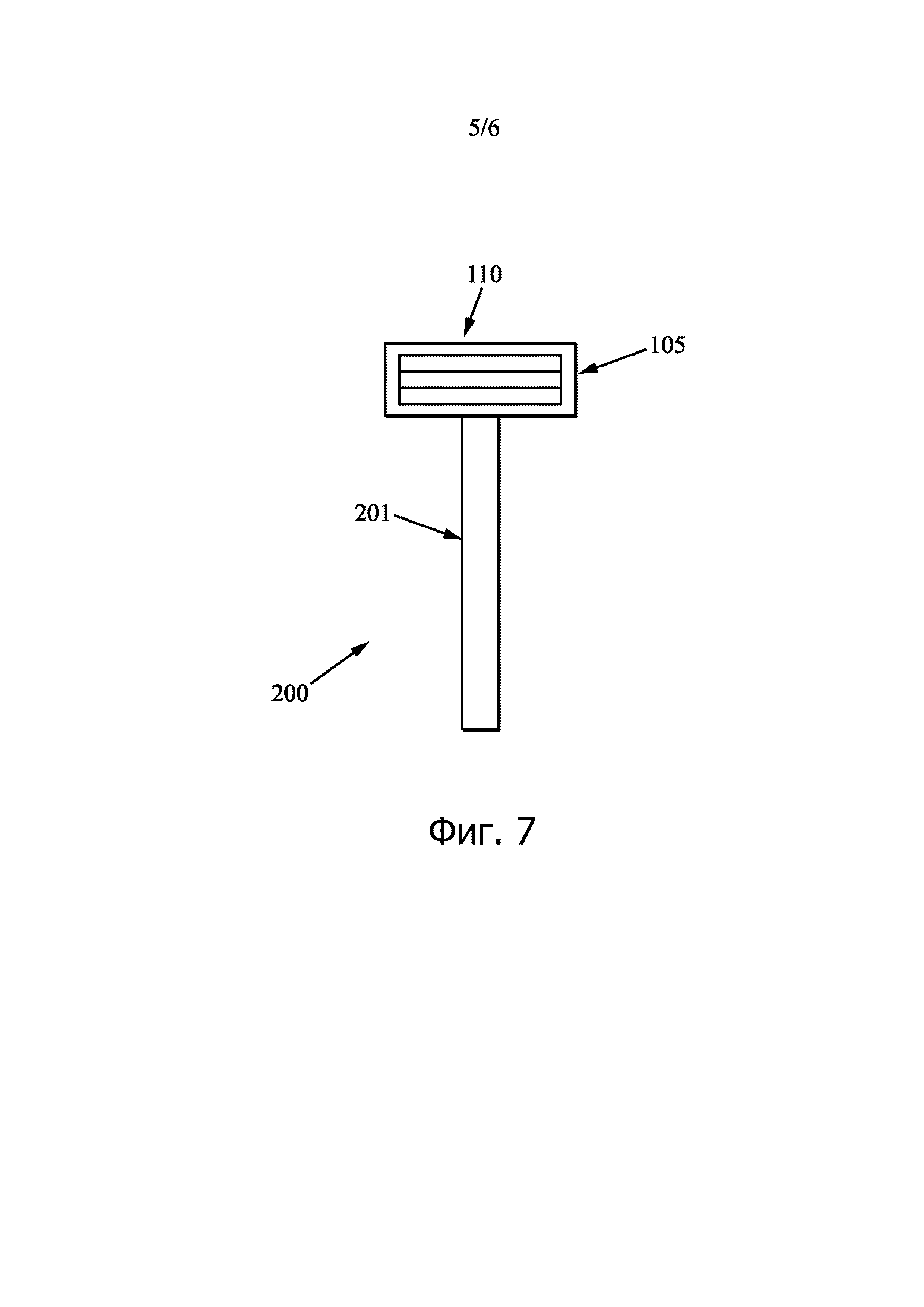
на фиг. 7 представлено схематическое изображение бритвенного станка,
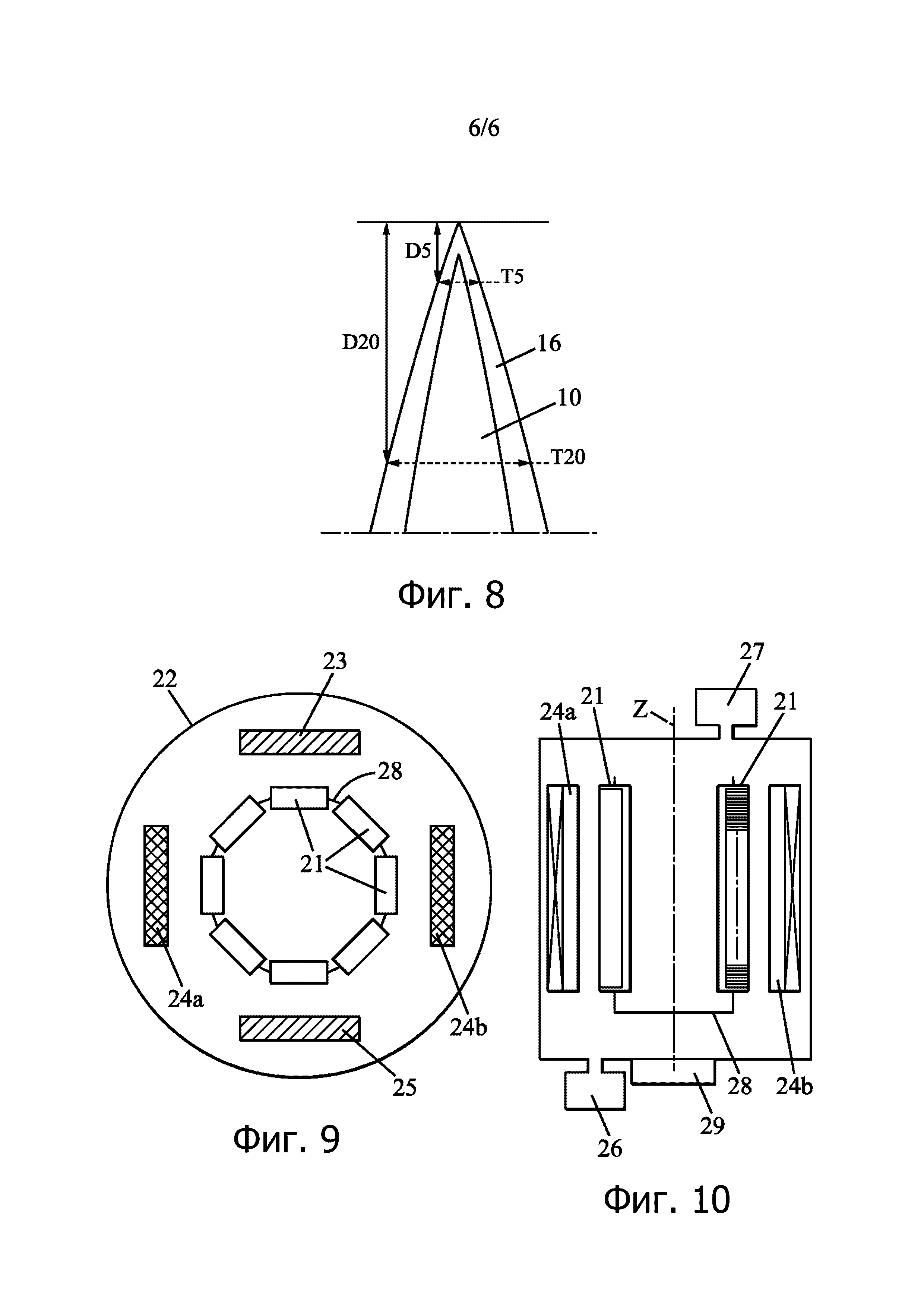
на фиг. 8 представлен вид в сечении лезвия бритвы, иллюстрирующий геометрические размеры;
на фиг. 9 представлено схематическое изображение вида сверху установки осаждения, применимой для изготовления лезвий,
на фиг. 10 представлено схематическое изображение вида сбоку установки фиг. 9.
На различных чертежах одинаковые позиции обозначают одинаковые или схожие элементы.
Осуществление изобретения
Ниже следует подробное описание изобретения со ссылками на прилагаемые рисунки. Обычно лезвие бритв содержит подложку, которая содержит тело лезвия и режущую кромку. На фиг. 1 показана подложка 10 режущей кромки лезвия бритвы, которая содержит сужающиеся стороны 10a, 10b, соединяющиеся на конце 10c лезвия. Форма подложки 10 режущей кромки может быть угловой, дугообразной или их комбинацией. Тем не менее, специфические форма и материал подложки 10 режущей кромки обычно не обеспечивают достаточную твердость для бритвенных целей, и на подложку режущей кромки лезвия наносятся слои покрытия с целью улучшения твердости режущей кромки и, следовательно, повышения качества бритья. Слои покрытия позволяют уменьшить износ режущей кромки, улучшить режущие свойства в целом и продлить пригодность к использованию лезвия бритвы.
На фиг. 1, подложка 10 режущей кромки лезвия покрыта слоем 16 упрочняющего покрытия и смазочным слоем 17. Смазочный слой, который может содержать фторполимер, обычно используется в лезвиях бритв с целью уменьшения трения в ходе бритья. Слой 16 упрочняющего покрытия используется вследствие его механических свойств. Слой 16 упрочняющего покрытия содержит титан и бор. Более конкретно, слой 16 упрочняющего покрытия изготовлен из титана и бора с малым содержанием примесей. Содержание примесей поддерживается настолько малым, насколько это возможно из экономической целесообразности. Слой 16 упрочняющего покрытия может быть получен с разными содержаниями титана и бора в слое. Это значит, что там может иметь место смесь диборида титана (TiB2) и/или других компонентов, содержащих титан и/или бор. Слой 16 упрочняющего покрытия содержит обогащенные Ti и/или обогащенные B области. “Обогащенные” используется в отношении к нормальным стехиометрическим соответствующим концентрациям Ti и B по сравнению с TiB2. Материал, составляющий слой 16, может быть обозначен как TiBx. Например, слой 16 покрытия имеет локальные вариации концентраций указанных элементов, включая в себя обогащенные бором области, где атомарное отношение B:Ti составляет от более 2 до 2,3 (x находится в пределах от 2,01 до 2,3), и обогащенные титаном области, где атомарное отношение B:Ti от менее 2 до 1,3 (x находится в пределах от 1,3 до 1,99). Локальные вариации могут хаотично располагаться в этом слое. Указанные содержания титана, бора и диборида титана могут вносить дополнительные усовершенствования в покрытие в целом на подложке 10 режущей кромки. В настоящей заявке, при упоминании TiBx подразумевается покрытие, соответствующее описанному выше.
На фиг. 2 показана структура слоя покрытия, где подложку S покрывает промежуточный слой 15, образованный из титана, который покрывает упрочняющий слой 16, образованный из TiBx. Указанная структура слоя соответствует структуре покрытия на режущей кромке бритвы.
Изготовление лезвий с покрытием может быть осуществлено осаждением методом распыления с помощью мишеней из Ti и TiB2. Как видно из фиг. 9 и 10, подложки S лезвий загружают на держателях 21 в камеру 22 осаждения, которая содержит Ti мишень 23 и две TiB2 мишени 24a, 24b. В некоторых вариантах осуществления изобретения, камера осаждения может содержать также Cr мишень 25. Например, четыре мишени помещают по четырем углам квадрата (вид сверху). К примеру, две TiB2 мишени располагают напротив друг друга. Перед осаждением может быть проведена стадия травления методом распыления. Камеру 22 осаждения вакуумируют до базового давления 10-5 Торр с помощью вакуумирующего устройства 26. Затем газообразный Ar из источника 27 газообразного Ar вводят в камеру 22 до давления 8 мТорр (8∙10-3Торр). При вращении загруженных держателей, соединенных вместе с помощью общего структурного элемента 28, с постоянной скоростью 6 об/мин с помощью электродвигателя 29, все мишени, в частности, Ti и TiB2 мишени, функционируют при поддержании постоянного тока 0,2 Ампера. Постоянное напряжение 200 – 600 В подводят к лезвиям из нержавеющей стали в течение 4 минут. В ходе стадии травления методом распыления, из подложек лезвий и мишеней удаляются примеси посредством бомбардировки ионами аргона.
Для осаждения промежуточного слоя 15 титана, по окончании стадии травления методом распыления, давление в камере доводят до 3 мТорр. Ti и TiB2 мишень (мишени) функционируют при поддержании постоянного тока 3 и 0,2 ампера, соответственно, в то время как постоянное напряжение 0 – 100 В подводят к вращающимся лезвиям. Ток на TiB2 мишенях (а также на Cr мишени, если она присутствует) используется для предотвращения осаждения элементов на этих мишенях. Регулируя продолжительность осаждения, Ti слой толщиной 10 – 100 нм, например, 10 – 50 нм, осаждают на режущую кромку образцов лезвий.
Для осаждения упрочняющего слоя 16 TiBx, после осаждения промежуточного Ti слоя 15, Cr, Ti и TiB2 мишени функционируют одновременно, при этом ток на Cr мишени равен 0,2 ампера, который корректирует ток на Ti мишени (мишенях), а ток на TiB2 мишени (мишенях) задают равным 3 Амперам. Ток на Cr мишени используется для предотвращения осаждения элементов на этой мишени. Кроме того, соотношение токов на Ti и TiB2 мишенях регулируется как функция заданного состава покрытия. Положительное напряжение смещения от 0 до 600 В подводят к вращающимся лезвиям. Регулируя продолжительность осаждения, слой TiBx толщиной 20 – 100 нм осаждают на Ti слой. В соответствии с другим вариантом, слой TiBx толщиной 20 – 400 нм осаждают на Ti слой.
Как более подробно отмечается в последующем описании изобретения, металлсодержащий верхний слой 20 может быть нанесен на упрочняющий слой 16. Например, поверх упрочняющего слоя 16 TiBx может быть осажден тонкий 10 – 50 нм Cr слой 20; указанная структура слоев представлена на фиг. 6. Для проведения данной стадии, лезвия с покрытиями перемещают в другую установку напыления, или же указанная стадия может быть проведена в той же установке, содержащей Cr мишень, как показано на фиг. 9 и 10. Ток на Cr мишени (мишенях) равен 3 Амперам; напряжение смещения 0 – 450 В подводят к лезвиям. Если стадия проводится на той же установке, при этом может обеспечиваться защита нефункционирующих мишени (мишеней) от загрязнений от функционирующих мишеней, а также предотвращение работы нефункционирующих мишеней на каждой стадии.
На фиг. 2 показана структура указанного слоя покрытия, причем подложку S покрывает промежуточный слой 15 Ti. Далее промежуточный слой 15 Ti покрывает упрочняющий слой 16 TiBx. Кроме того, слои 15 и 16 проявляют нанокристаллическую структуру. В слое TiBx атомы нанокристаллов расположены в виде гексагональной решетки. Слой, имеющий нанокристалллическую структуру, также называется нанокристаллическим слоем. Нанокристаллы могут быть определены как кристаллические структуры, имеющие по меньшей мере один и, в частности, все 3 основных размера менее 100 нанометров (нм). Ti нанокристаллы образуют тонкие столбики по направлению роста. Столбики имеют диаметр до 10 – 12 нм.
Ti слой 15 покрыт TiBx упрочняющим слоем 16, содержащим нанокристаллические области TiB2, в которых атомы нанокристаллов расположены в виде гексагональной решетки. Структура TiBx не содержит каких-либо столбчатых структур, как видно из фиг. 2. Такое “бесструктурное” строение имеет интересные свойства для упрочняющего покрытия лезвия бритвы.
Структура слоев на подложке S, показанная на фиг. 2, соответствует структуре слоев на подложке 10 режущей кромки. Условия роста и подводимое напряжение смещения в ходе формирования TiBx упрочняющего слоя 16 обеспечивают получение твердой структуры с предпочтительными механическими свойствами для бритья, в частности, по сравнению со столбчатой структурой TiB2. Предпочтительные условия роста и подводимое напряжение смещения на подложке позволяют выращивать TiBx упрочняющий слой 16, содержащий нанокристаллические области TiB2, в которых атомы нанокристаллов расположены в виде гексагональной решетки.
На фиг. 3 показаны полученные рентгенографические спектры образцов (T179 – T185), покрытых указанными промежуточным слоем 15 Ti и упрочняющим слоем 16 TiBx, причем осаждение слоя TiBx проводили при различных условиях осаждения. Пики P1 соответствуют TiB2 с ориентацией (001) в TiBx слое. Различные условия осаждения дают различные пики (001) P1. То есть, условия осаждения обеспечивают образование различных структур в гексагональном нанокристаллическом строении TiBx слоя. Как видно на фиг. 3, пики могут различаться по интенсивности и ширине; тем не менее, угловая позиция пиков остается той же. Напряжение смещения, подводимое к подложке 10 лезвия бритвы с целью получения указанных покрытий, находится в интервале от 40 В до 500 В. Плотность нанокристаллического упрочняющего TiBx слоя 16 не может быть измерена на режущей кромке бритвы. То же самое покрытие, осажденное на плоский образец, имеет плотность в интервале от 3,9 г/см3 до 4,4 г/см3. Повышенная плотность соответствует повышенной прочности слоя.
Как пример толщины промежуточного Ti слоя 15 и упрочняющего TiBx слоя 16, можно привести 40 нм для промежуточного Ti слоя 15 и 60 нм для упрочняющего TiBx слоя 16. Тем не менее, другие значения толщины могут быть рассмотрены для обоих слоев, причем общая толщина промежуточного Ti слоя 15 и упрочняющего TiBx слоя 16 не превышает 500 нм и, в некоторых случаях, не превышает 150 нм.
Лезвие бритвы, более конкретно, подложка 10 режущей кромки лезвия покрыта упрочняющим покрытием 16, содержащим упрочняющий слой 16, образованный из TiBx. В другом варианте осуществления изобретения, упрочняющее покрытие 16 может содержать упрочняющий слой 16 и промежуточный Ti слой 15. Упрочняющий слой 16 содержит хаотично расположенные зоны с различным содержанием атомов титана и бора, причем в по меньшей мере одной из областей содержание бора и титана находится в пределах от y:1 до z:1, причем y и z находятся в пределах от 1,3 до 1,99; а также y меньше чем z, и/или причем в по меньшей мере одной из областей содержание бора и титана находится в пределах от u:1 до v:1, причем u и v находятся в пределах от 2,01 до 2,3, а также u меньше чем v. Среднее соотношение содержаний атомов бора и титана в упрочняющем слое находится в пределах от 1,3:1 до 2,3:1. Обогащенные титаном покрытия в целом могут иметь, в среднем, величину x в интервале от 1,3 до 1,99. Режущие кромки лезвий бритв могут быть покрыты упрочняющим покрытием, содержащим только упрочняющий слой 16, как описано выше. Эта структура слоев покрытия изображена на фиг. 4, где подложка 10 режущей кромки лезвия покрыта упрочняющим слоем 16. Упрочняющий слой 16 покрыт полимерным покрытием (ПТФЭ) 17. Подложка лезвия бритвы, содержащая область режущей кромки бритвы, изготовлена из нержавеющей стали. Соответствующая нержавеющая сталь содержит, главным образом, железо, а также, по массе:
- 0,62 – 0,75% углерода,
- 12,7 – 13,7% хрома,
- 0,45 – 0,75% марганца,
- 0,20 – 0,50% кремния,
- не более следовых количеств молибдена.
Другие нержавеющие стали также могут использоваться в изобретении.
Структура слоев покрытия подложки 10 режущей кромки лезвия также может содержать промежуточный слой 15 между подложкой 10 кромки лезвия бритвы и упрочняющим слоем 16. Указанная структура слоев покрытия показана на фиг. 5, где подложка 10 режущей кромки лезвия покрыта промежуточным слоем 15, который покрыт упрочняющим слоем 16. Промежуточный слой 15 может быть образован из титана. Титановый промежуточный слой 15 может быть образован из столбчатых нанокристаллов, что не оказывает негативное влияние на упрочняющий слой 16. Упрочняющий слой 16 покрыт полимерным покрытием (ПТФЭ) 17.
Толщина упрочняющего слоя 16, измеренная по нормали к поверхности подложки, находится в интервале от 20 до 150 нанометров (нм). В соответствии с другим вариантом, указанная толщина находится в интервале от 40 до 250 нанометров (нм). В целом, указанный слой может иметь толщину от 20 до 400 нм.
Кроме того, упрочняющее покрытие может содержать металлсодержащий верхний слой 20 поверх упрочняющего слоя 16. Например, металлсодержащий верхний слой 20 может представлять собой слой хрома. Указанная структура слоев покрытия изображена на фиг. 6, где подложка 10 режущей кромки покрыта промежуточным слоем 15, который покрыт упрочняющим слоем 16. Упрочняющий слой 16 покрыт металлсодержащим верхним слоем 20, который покрыт полимерным покрытием (ПТФЭ) 17.
Металлсодержащий верхний слой может дополнительно улучшать общую твердость покрытия режущей кромки лезвия. И/или он может использоваться для улучшения сцепления смазочного слоя 17 на упрочняющем покрытии.
Указанное новое покрытие лезвия может использоваться для лезвий бритв с традиционной формой. В то же время, покрытие также может использоваться для нанесения на подложки лезвий бритв с новой формой, при этом достигается походящая эффективность бритья.
Толщина t5 лезвия (учитывая подложку и упрочняющее покрытие и исключая полимерное покрытие), измеренная между двумя сторонами покрытия ортогонально к линии, разделяющей пополам область режущей кромки (см. фиг. 8), на расстоянии 50 микрометров от края покрытия, может находиться, например, в интервале от 1,8 до 2,5 микрометров, предпочтительно в интервале от 1,9 до 2,4 микрометров, по данным конфокальной микроскопии.
Толщина t20 лезвия (учитывая подложку и упрочняющее покрытие и исключая полимерное покрытие), измеренная между двумя сторонами покрытия ортогонально к линии, разделяющей пополам область режущей кромки (см. фиг. 8) на расстоянии 20 микрометров от конца покрытия, может находиться, например, в интервале от 5,1 до 7,3 микрометров, предпочтительно в интервале от 5,4 до 7,1 микрометров.
Кроме того, на фиг. 7 представлены два описанных выше лезвия бритвы, которые помещены в картридж 105 бритвы, образуя головку 110 бритвы, соединенную с ручкой 201 бритвы, так что формируется станок 200 для бритья.
Лезвия бритвы с описанными выше упрочняющими покрытиями также были протестированы. Первый тест включал в себя измерения твердости, проводившиеся для покрытий, осажденных на плоские образцы. Осаждение TiBx покрытий, как отмечено выше, на плоские образцы, выявило, что твердость нанокристаллического упрочняющего слоя достигала 15,8 ГПа, что заметно больше твердости, получаемой для стандартных современных покрытий, осаждаемых на такие же плоские образцы. Следовательно, можно ожидать большей твердости покрытий на лезвиях бритвы.
Описанные лезвия бритв с покрытием также сравнивали с лезвиями стандартного производства. Лезвия, покрытые слоями титана, TiBx, хрома и ПТФЭ, как описано выше, сравнивали со стандартными лезвиями, покрытыми слоями хрома, CrC и ПТФЭ. Материал и профиль подложки, общая толщина неорганического покрытия и толщина ПТФЭ покрытия являлись идентичными для лезвий согласно настоящему изобретению и для стандартных лезвий. Данный тест включал в себя повторяющиеся режущие движения лезвия по движущемуся войлоку, с применением датчика нагрузки для измерения нагрузки на лезвие в серии из 10 надрезов. Тест показал, что диапазоны нагрузок для последнего (10-го) надреза оказались по меньшей мере на 39% меньше нагрузок на лезвия стандартного производства. Эти результаты (см. таблицу 1) показывают, что лезвия с описанным выше TiBx-содержащим покрытием сохраняют режущую способность, форму и целостность более эффективным образом в ходе операции резания.
Разрушения, нанесенные режущей кромке после 10 надрезов в ходе описанного выше теста, также оценивали с помощью оптического микроскопа. Разрушение лезвия режущей кромки выражали как область отсутствующего материала (т.е. материала, который измельчен и удален с режущей кромки), и область интенсивной деформации. Лезвия с покрытием TiBx демонстрировали 90%-ное уменьшение области отсутствующего и/или интенсивно деформированного материала по сравнению со стандартными лезвиями. Этот результат (см. таблицу 1) указывает на повышенную долговечность лезвий с указанным покрытием TiBx. Повышенная долговечность могла бы способствовать использованию более тонких профилей режущей кромки в изделиях с лезвием бритвы, что, в свою очередь, сказывалось бы положительно на эффективности бритья для изделия с точки зрения подвижности и оценки в целом.
Таблица 1. Данные по усилиям резания и разрушения кромки для TiBx и традиционного покрытий
|
Выше был представлен вариант осуществления изобретения, в котором весь обогащенный Ti слой TiBx осаждают посредством регулирования отношения токов на Ti и TiBx мишенях в ходе одновременного функционирования указанных мишеней. Наряду с этим, очевидно, есть и другие возможности получать описанные выше покрытия на основе соответствующего выбора технологических параметров, таких как ток на мишенях, смещающее напряжение на лезвии, скорость перемещения лезвий, внутреннее давление в камере и т.д. В частности, благодаря различной эффективности осаждения титана и бора из TiB2 мишеней, могут быть получены обогащенные бором области. Среднее соотношение содержаний атомов бора и титана в упрочняющем слое 16 находится в пределах от 2,01:1 до 2,3:1.
За пределами объема притязаний первоначально заявленного пункта 1 заявки, указанные параметры могут регулироваться с целью осаждения TiB2 покрытий. Хотя TiB2 покрытие не имеет состава по первоначально заявленному пункту 1 заявки, который делает покрытие пригодным в качестве покрытия лезвия бритвы, такого как описанное выше, все же подразумевается, что могут быть получены некоторые TiB2 покрытия, которые также имеют некоторые преимущества как упрочняющее покрытие лезвия бритвы. Некоторые предварительные тесты дают основание предположить, что лезвие бритвы со специфическим профилем, как описано выше, может использовать преимущества титан- и бор-содержащих покрытий с улучшенной эффективностью бритья. Некоторые предварительные тесты также дают основание предположить, что лезвие бритвы с плотным титан- и бор-содержащим покрытием, как обсуждено выше, может обеспечивать улучшенную эффективность бритья.
Данные по толщине слоев упрочняющего покрытия могут быть получены посредством профилирования по глубине с помощью Оже-электронной спектроскопии (AESDP). Измерения могут быть проведены собственно для лезвия бритвы (например, после удаления полимерного покрытия или перед нанесением полимерного покрытия).
Профилирование по глубине с помощью Оже-электронной спектроскопии производили посредством возбуждения поверхности режущей кромки тонким сфокусированным электронным пучком, который вызывает эмиссию Оже-электронов из поверхности режущей кромки. Эти электроны принадлежат материалу, расположенному не глубже примерно 5 мкм от поверхности. Они регистрируются с помощью электронного спектрометра, состоящего из энергоанализатора и системы детектирования электронов. Измеренные энергии Оже-электронов могут быть скоррелированы для соответствующих элементов анализируемого материала.
С целью регистрации профиля по глубине для выбранных элементов, поверхность образца удаляли, например, путем распыления с помощью бомбардировки ионами Ar+. Скорость удаления (в нанометрах в минуту) для процесса распыления на данный вид покрытия находили из предшествующих калибровочных измерений.
Эксперименты по профилированию прекращали, когда Оже-электронная спектроскопия выявляла, что основной материал представляет собой материал подложки (чаще всего, нержавеющая сталь в случае лезвий бритв). Таким образом, зная общую толщину покрытия, можно определить, на какой глубине проводили каждое измерение.
Анализируемая область для обзорных спектров и профиля глубины может располагаться очень близко к концу лезвия (5 – 10 мкм от конца режущей кромки. Она имеет размер порядка 10 мкм (например, квадратный участок 10 мкм x 10 мкм).
Перед анализом методом AES (Оже-электронная спектроскопия) образцы лезвий закрепляли на держателе и вводили в сверхвысоковакуумную камеру Оже-электронного спектрометра. Обзорные Оже-спектры регистрировали для только что полученной поверхности, и по истечении определенной продолжительности распыления в зависимости от интенсивности профилирования, выявляли элементы, содержащиеся в тонкой пленке на режущей кромке.
Профилирование по глубине проводили для образцов в ходе распыления, например, с использованием энергии ионов Ar+ 3 кэВ. Точное измерение масштаба глубины было возможно при использовании предварительно откалиброванных скоростей распыления (т. е. толщины удаляемого материала как функции времени). Эти скорости распыления определяли на стандартных образцах с теми же покрытиями, что и для анализируемых образцов. Эти образцы были получены путем осаждения на плоские подложки тонких пленок идентичного состава и осажденных при тех же условиях, как слои на режущей кромке, и измерения их толщин другим методом профилирования с целью калибровки в рамках метода AES.
Другой метод профилирования может включать в себя, например, наложение маски на покрываемый образец, последующее осаждение, удаление материала покрытия с зоны с наложенной маской и измерение высоты ступеньки между оставшимся материалом покрытия и подложкой, где материал покрытия удален.
В соответствии с другим вариантом, средняя величина скоростей распыления может быть определена из известных скоростей распыления, относящихся к покрытию, осажденному на сертифицированный стандартный материал BCR-261T (Ta2O5 (100 нм)/Ta-лист).
Таким образом, в соответствии с одним вариантом, предложен способ определения состава упрочняющего покрытия лезвия бритвы, при котором многократно выполняют:
- измерения поверхностного состава покрытия и
- удаление материала из покрытия с заданной скоростью посредством распыления,
до тех пор пока не будет достигнут нижележащий слой или подложка лезвия бритвы и,
используя калибровочные данные для скорости удаления посредством распыления для покрытия и общей толщины упрочняющего покрытия согласно другому методу измерения, относят найденные составы поверхности к глубине внутри покрытия.
Указанный метод определения может быть применен не только к TiBx покрытиям, но и к другим упрочняющим покрытиям.
Ручка станка для бритья, содержащая вставки в отверстиях, и станок для бритья, содержащий такую ручку
Бритвенные ручки, соединяемые с возможностью отсоединения со сменными картриджами для бритья
Картридж с лезвиями для бритья, станок для бритья, содержащий такой картридж с лезвиями для бритья, и способ изготовления такого картриджа с лезвиями для бритья
Ручка бритвенного станка, содержащая элемент в ее полости, и бритвенный станок с такой ручкой
Лезвие бритвы
Ручка бритвенного станка с вкладышем в ее полости и бритвенный станок, содержащий такую ручку
Головка с лезвием-триммером и бритвенный станок, содержащий ручку и такую головку
Рукоятка бритвы со вставками в отверстиях и бритва с такой рукояткой
Ручка бритвы с механизмом фиксации и отсоединения для присоединения и отсоединения кассеты бритвы
Узел лезвий для бритья, содержащий блок лезвий и контактирующий с кожей элемент, и бритва, содержащая ручку и такой узел лезвий для бритья

