Результат интеллектуальной деятельности: ТЕПЛОИЗОЛЯЦИОННОЕ УСТРОЙСТВО
Вид РИД
Изобретение
Изобретение относится к теплоизоляционному устройству для теплоизоляции металлического материала в прокатном стане, содержащему несущий элемент, на котором расположено некоторое количество теплоизоляционных элементов.
Теплоизоляционные устройства этого вида известны из уровня техники. На практике давно известны теплоизоляционные кожухи для сокращения тепловых потерь в горячекатаной полосе или в плоских слитках. Выполнение узла изоляционного кожуха в области рольганга линии для технологической линии горячей прокатки, показано, например, в патентном документе ЕР 0468716 А2. Согласно ему на теплой стороне кожухов расположены керамические волокна. ЕР 0059093 В1 раскрывает типы тепловых кожухов, состоящих из стержня, выполненного из теплоизолирующего материала (керамические волокна), и нанесенной снаружи на теплую сторону тонкой стенки, которая образует металлическую мембрану из жароустойчивого материала. По существу похожую конструкцию раскрывает US 4595358 А, однако в этом случае со специально формуемым изоляционным материалом, а также с металлическими мембранами. ЕР 0248674 А1 раскрывает теплоизоляционный кожух из нескольких слоев изоляционного материала. Другие решения раскрыты в DE 102013219507 A1, RU 2487769, US 5101652, WO 2010/077177 А1 и US 4524702.
Долговечность металлических мембран теплоизоляционных кожухов ограничена. Это частично обусловлено высокими температурными напряжениями, например, вследствие механических сжатий, которые воздействуют на металлические мембраны при их неблагоприятном навешивании или при больших размерах узлов металлических мембран.
Кроме того, узлы изоляционных кожухов, или металлические мембраны, в одной установке обычно выполнены одинаковыми. В уровне техники не учитывается их приспосабливание, например, по ширине установки и/или к различным температурным перепадам в различных областях. Согласование толщины листа металла мембраны по уровню температуры и/или по продолжительности тепловой нагрузки на мембраны изоляционных кожухов в пределах установки также не производится.
Вследствие не оптимальной конструкции таких узлов изоляционных кожухов в уровне техники высоки расходы на их техническое обслуживание.
В основе изобретения лежит задача такого усовершенствования обычного теплоизоляционного устройства, которое продлевает срок службы такого устройства. Кроме того, должны быть минимизированы расходы на поддержание его работоспособности и техническое обслуживание. Наконец, необходимо облегчить возможность оптимального приспосабливания теплоизоляционных элементов к условиям их применения.
Решение указанной задачи настоящим изобретением отличается тем, что по меньшей мере один теплоизоляционный элемент образуется несколькими боковыми элементами, которые образуют между собой приемное пространство для теплоизоляционного материала, причем по меньшей мере два из боковых элементов в их стыкующихся боковых областях соединены друг с другом посредством соединения шарнирного типа.
Возможно шарнирное соединение, образованное несколькими шарнирами, которые расположены вдоль стыкующихся боковых областей. В этом случае предпочтительно предусмотрено, что частичная длина шарнира составляет не более 10-кратного диаметра шарнира.
Соединение шарнирного типа может быть образовано также по меньшей мере одной проволокой в форме спирали, которая продета в отверстия, выполненные вдоль стыкующихся боковых областей.
Альтернативный вариант осуществления предусматривает, что соединение шарнирного типа образовано, по меньшей мере на участках, ослаблением механической жесткости, в частности, жесткости на изгиб, по меньшей мере одного бокового элемента. При этом указанное ослабление может быть выполнено посредством по меньшей мере одной выемки в боковом элементе. Ослабление может быть выполнено также посредством составления бокового элемента из по меньшей мере двух отдельных и соединенных друг с другом участков бокового элемента.
В соответствии с этим эффект шарнира может создаваться путем целенаправленного ослабления, в частности, листов металла продольных сторон за счет выполнения на них выемок, за счет использования более тонких промежуточных металлических листов или за счет соединений металлических листов с зазором, или также посредством комбинирования вышеназванных мер.
Наконец, еще в одном альтернативном варианте соединение шарнирного типа может быть образовано участками боковых областей и выемками в боковых областях, причем в области стыкующихся боковых областей деформированные участки помещены в выемки.
Боковые элементы предпочтительно образованы металлическими листами.
Теплоизоляционный материал предпочтительно по меньшей мере частично образован керамическими волокнами.
Некоторое количество теплоизоляционных элементов может быть расположено как в направлении поперек направления подачи металлического материала, так и в направлении подачи металлического материала.
Предпочтительно по меньшей мере один теплоизоляционный элемент имеет квадратную, прямоугольную или трапециевидную форму - при рассмотрении в направлении подачи металлического материала.
Кроме того, может быть предусмотрено множество теплоизоляционных элементов, расположенных рядом друг с другом в направлении поперек направления подачи металлического материала, причем по меньшей мере два соседних теплоизоляционных элемента имеют общий боковой элемент.
Кроме того, возможно прохождение стержня сквозь множество теплоизоляционных элементов, расположенных рядом друг с другом в направлении, поперечном направлению подачи металлического материала. При этом стержень предпочтительно проходит сквозь боковые участки несущего элемента, проходящие в вертикальном направлении, и прикреплен к ним посредством крепежных элементов, например винтов.
Кроме того, может быть предусмотрено наличие между теплоизоляционными элементами и несущим элементом вертикального зазора, предпочтительно имеющего максимальную ширину 30 мм. Зазор может быть также по меньшей мере частично заполнен теплоизоляционной ватой, предпочтительно с биосовместимыми керамическими волокнами. При помещении теплоизоляционной ваты в зазоре протяженность зазора в вертикальном направлении предпочтительно составляет не более 100 мм. Возможно также прохождение через зазор в вертикальном направлении некоторого количества распорных болтов, которые закреплены на несущем элементе и на теплоизоляционном элементе.
Кроме того, возможна по меньшей мере частично различная толщина листа металла боковых элементов, причем, в частности, боковые элементы, проходящие в направлении подачи, толще, чем боковые элементы, по отношению к которым направление подачи перпендикулярно (то есть торцевые стороны теплоизоляционных элементов).
Возможно выполнение теплоизоляционных элементов по меньшей мере частично различными по ширине в поперечном направлении.
Кроме того, возможно расположение по меньшей мере двух теплоизоляционных элементов друг за другом в направлении подачи, причем оба теплоизоляционных элемента, следующие друг за другом в направлении (F) подачи, содержат соответствующие боковые элементы, которые выполнены различными по толщине.
В соответствии с этим может быть предусмотрено применение теплоизоляционного элемента, имеющего различную толщину металлических листов, в частности, для листов на горячей стороне по сравнению с листами продольных сторон и с листами на торцевой стороне, причем, в частности, более тонкими выполнены листы предпочтительно на продольных и торцевых сторонах. Соответственно, возможно выполнение изоляционных элементов, размещаемых по длине установки в направлении подачи, с металлическими листами различной толщины, в зависимости от ожидаемой максимальной температуры металлической мембраны, в частности, на горячей стороне.
При этом изоляционные элементы предпочтительно выполнены таким образом, что возможно расположение по выбору на горячей стороне верхних и нижних поверхностей элемента, что обеспечено возможностью соответствующего поворота.
Кроме того, может быть предусмотрено комбинирование размещаемых в пределах установки, в направлении подачи, изоляционных элементов с металлической листовой обшивкой, изоляционных элементов без металлической листовой обшивки (т.е. с керамическими волокнами на горячей стороне) и/или изоляционных элементов, выполненных в виде зеркал.
Таким образом, изобретение основано на применении гибких подвижных соединений соседних металлических листов (металлических мембран) теплоизоляционного элемента, что позволяет благодаря этому существенно снизить температурные напряжения.
Предложенное решение предпочтительно находит применение в технологических линиях горячей прокатки широких полос, где описанное устройство выполнено в виде теплоизоляционного кожуха.
Предложенный вариант осуществления позволяет достигать улучшенной термоизоляции теплоизоляционного кожуха и продления срока службы устройства.
В соответствии с ним, в частности, повышается срок службы применяемых металлических листов (металлических мембран) и тем самым сокращается интенсивность технического обслуживания изоляционного кожуха.
Предложенная конструкция позволяет уменьшать температурные напряжения в металлических мембранах, а также в боковых листах теплоизоляционных элементов, вследствие чего продлевается срок службы металлических листов. В результате этого благодаря надлежащему выбору толщины листа металла мембраны и ширины изоляционного элемента оптимизируется эффективность изоляции и повышается срок службы.
Таким образом, обеспечена возможность присоединения металлических мембран (боковых элементов) к верхней стороне (горячей стороне) и к боковым поверхностям теплоизоляционного элемента, которое выполнено с возможностью качания или свободного поступательного перемещения и поворота. Это подвижное, маятниковое присоединение к кромкам боковых элементов осуществляется с использованием соединения шарнирного типа, которое обеспечивает возможность гибкого подвижного соединения двух соседних металлических листов.
Предпочтительна также возможность использования теплоизоляционных элементов, выполненных с возможностью их поворота (т.е. с возможностью смены верхней стороны), то есть возможностью для каждой из сторон-поверхностей, по выбору, выполнять функцию горячей стороны.
Предпочтительно использование по ширине теплоизоляционного устройства теплоизоляционных элементов различной ширины.
Кроме того, посредством соответствующего исполнения теплоизоляционных элементов возможно согласование с уровнем температуры поверхности металлической мембраны или, соответственно, с температурой полосы и с соответствующей продолжительностью нагревания.
В частности, обеспечена возможность комбинирования в одной установке изоляционных кожухов, имеющих тонкую металлическую мембрану, и/или изоляционных кожухов без металлической мембраны и/или зеркальных изоляционных кожухов, с изоляционными кожухами, имеющими более толстые металлические мембраны.
На чертеже представлены варианты осуществления изобретения.
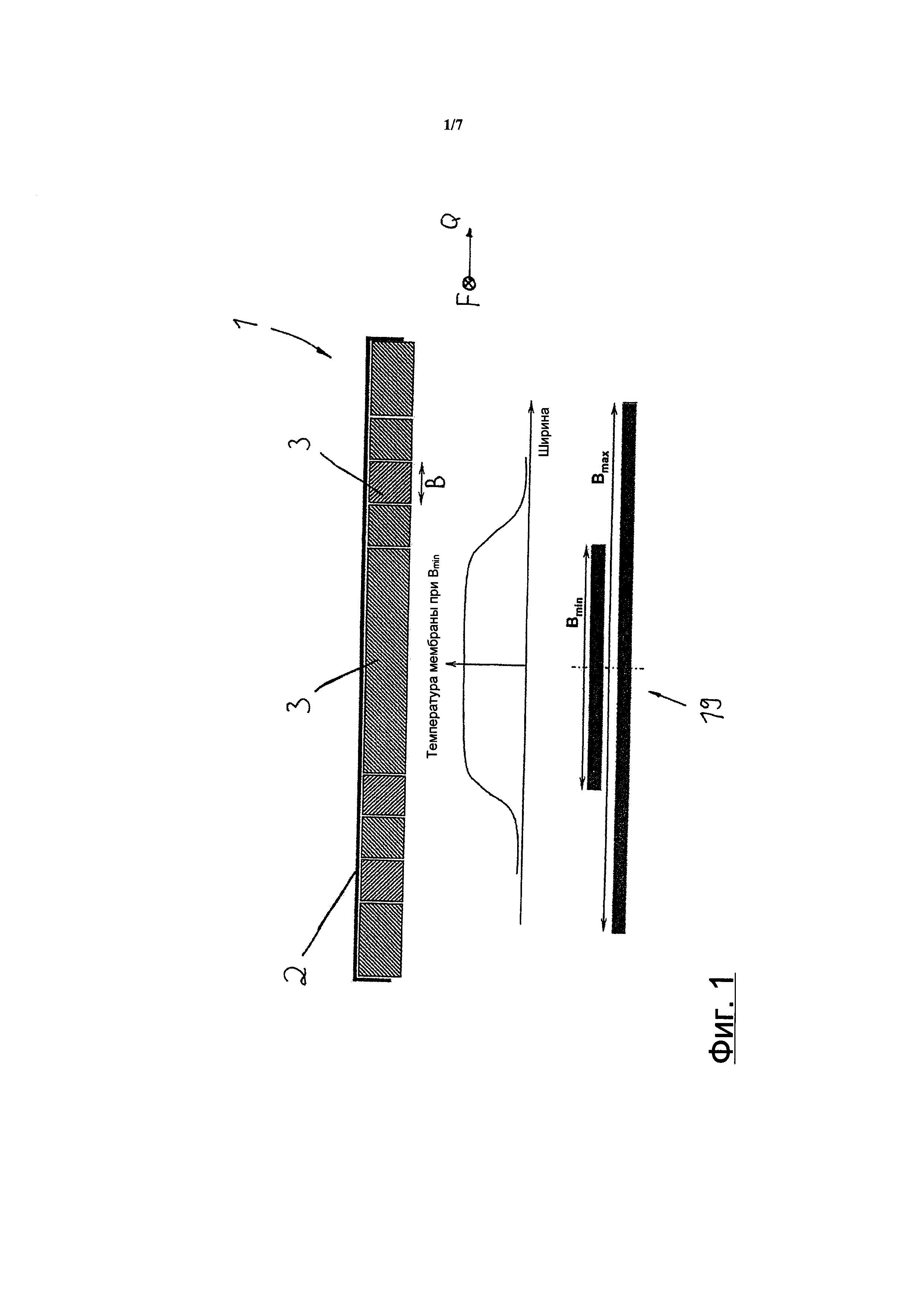
На фиг. 1 схематично показано теплоизоляционное устройство, рассматриваемое в направлении подачи металлического материала, подлежащего термическому экранированию, причем ниже теплоизоляционного устройства показаны два плоских слитка,
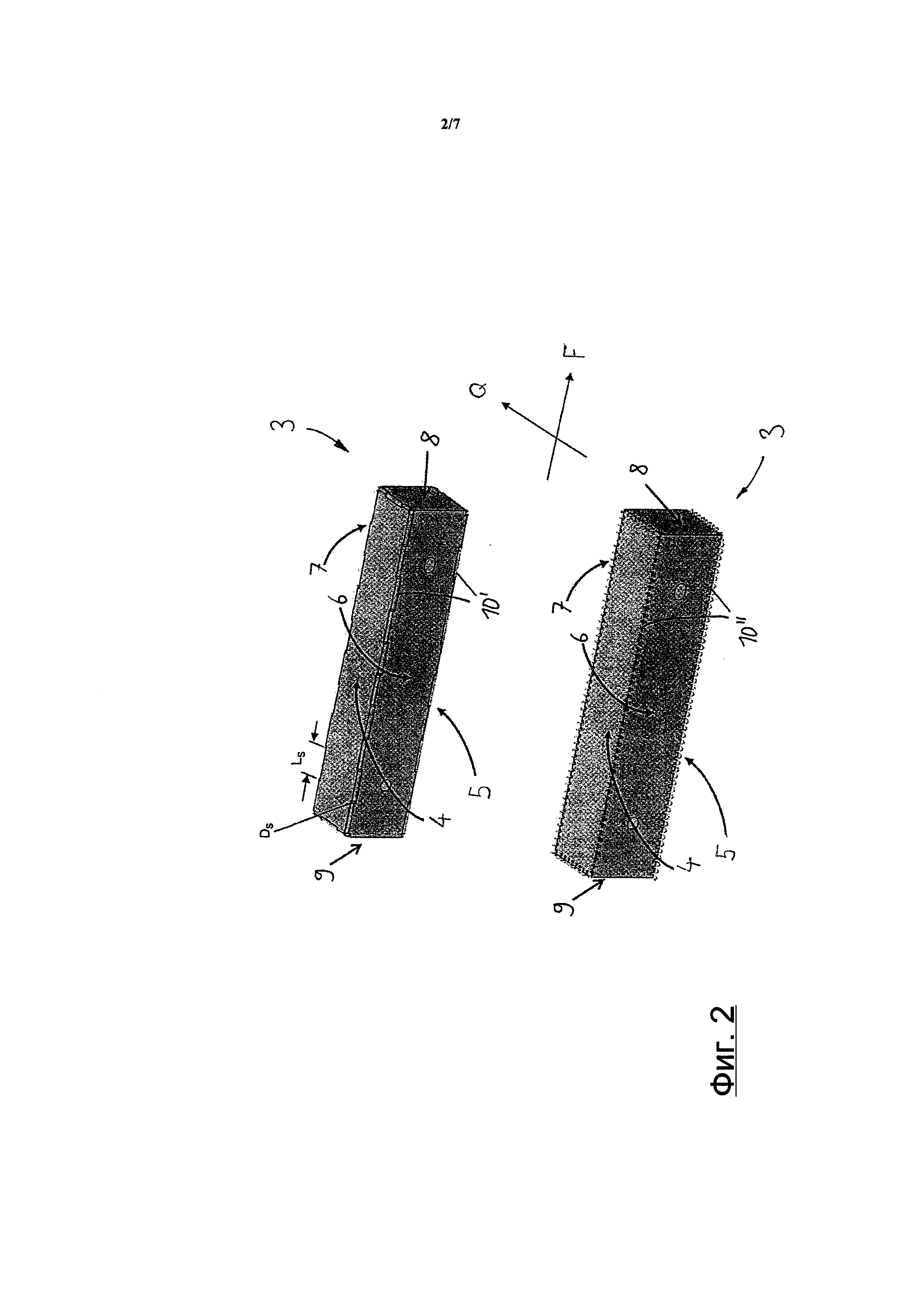
на фиг. 2 показаны в аксонометрическом изображении два варианта осуществления теплоизоляционного элемента теплоизоляционного устройства,
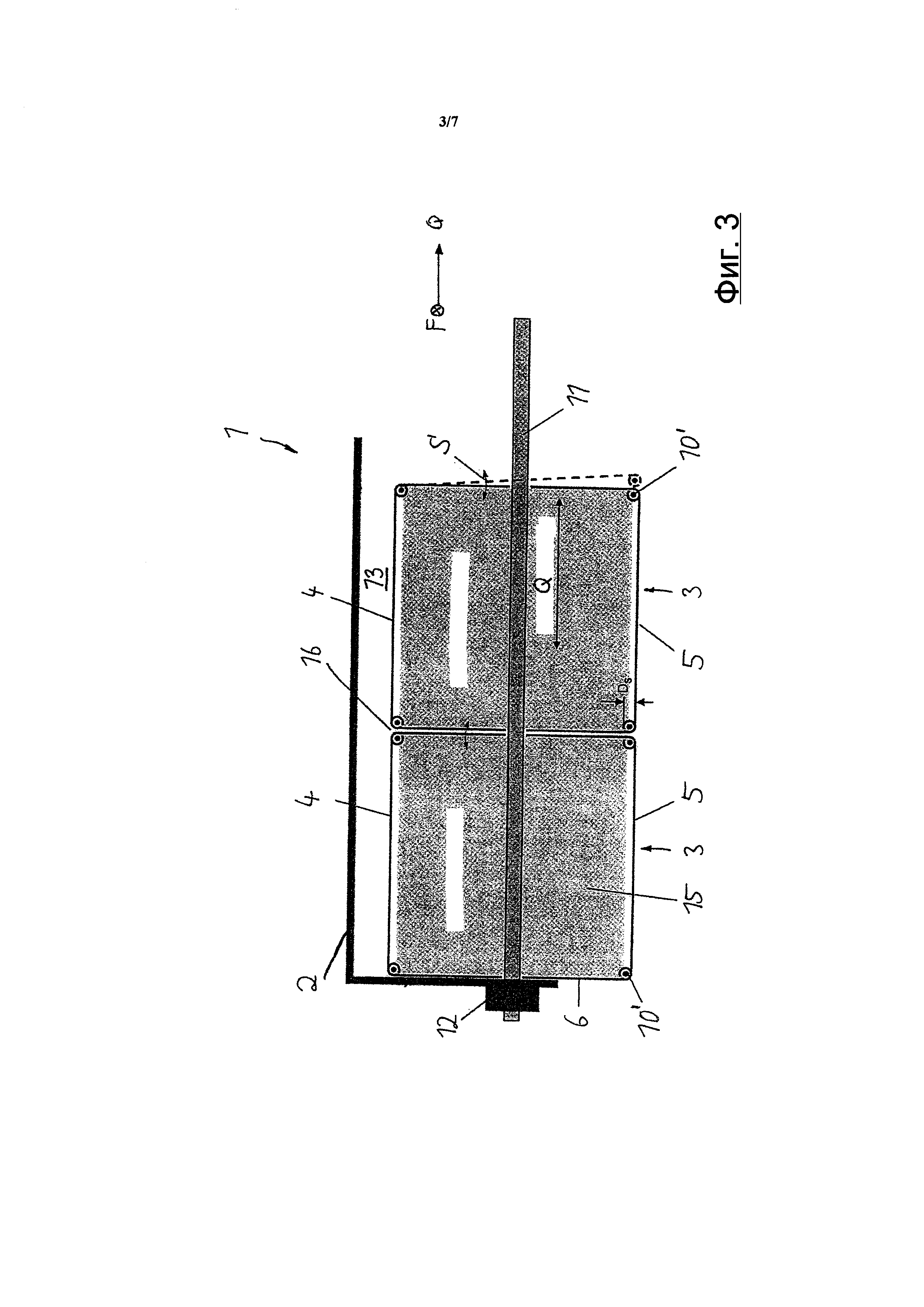
на фиг. 3 схематично показано теплоизоляционное устройство с двумя представленными теплоизоляционными элементами, рассматриваемое в направлении подачи металлического материала, подлежащего термическому экранированию,
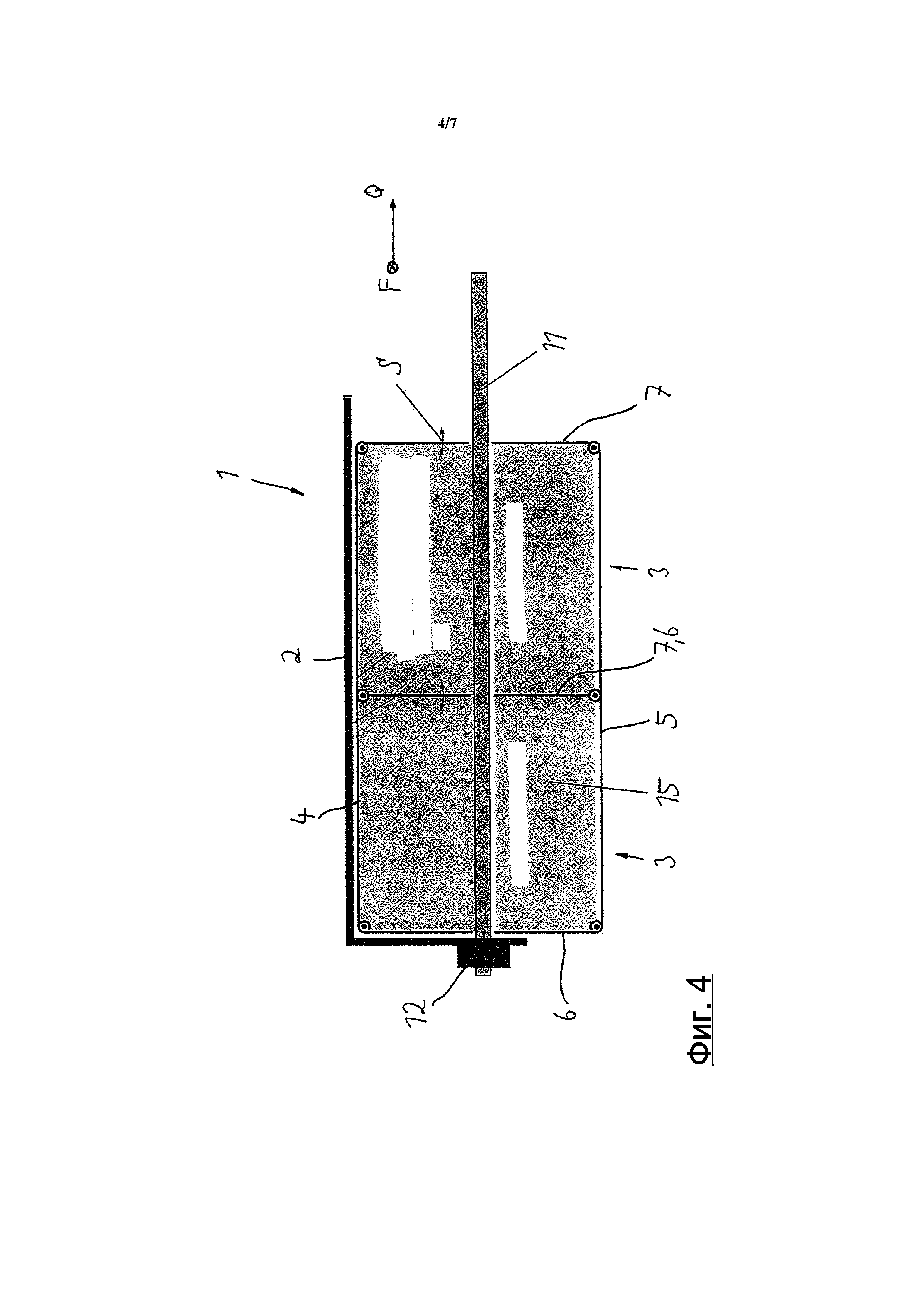
на фиг. 4 показан вариант теплоизоляционного устройства в представлении, соответствующем фиг. 3,
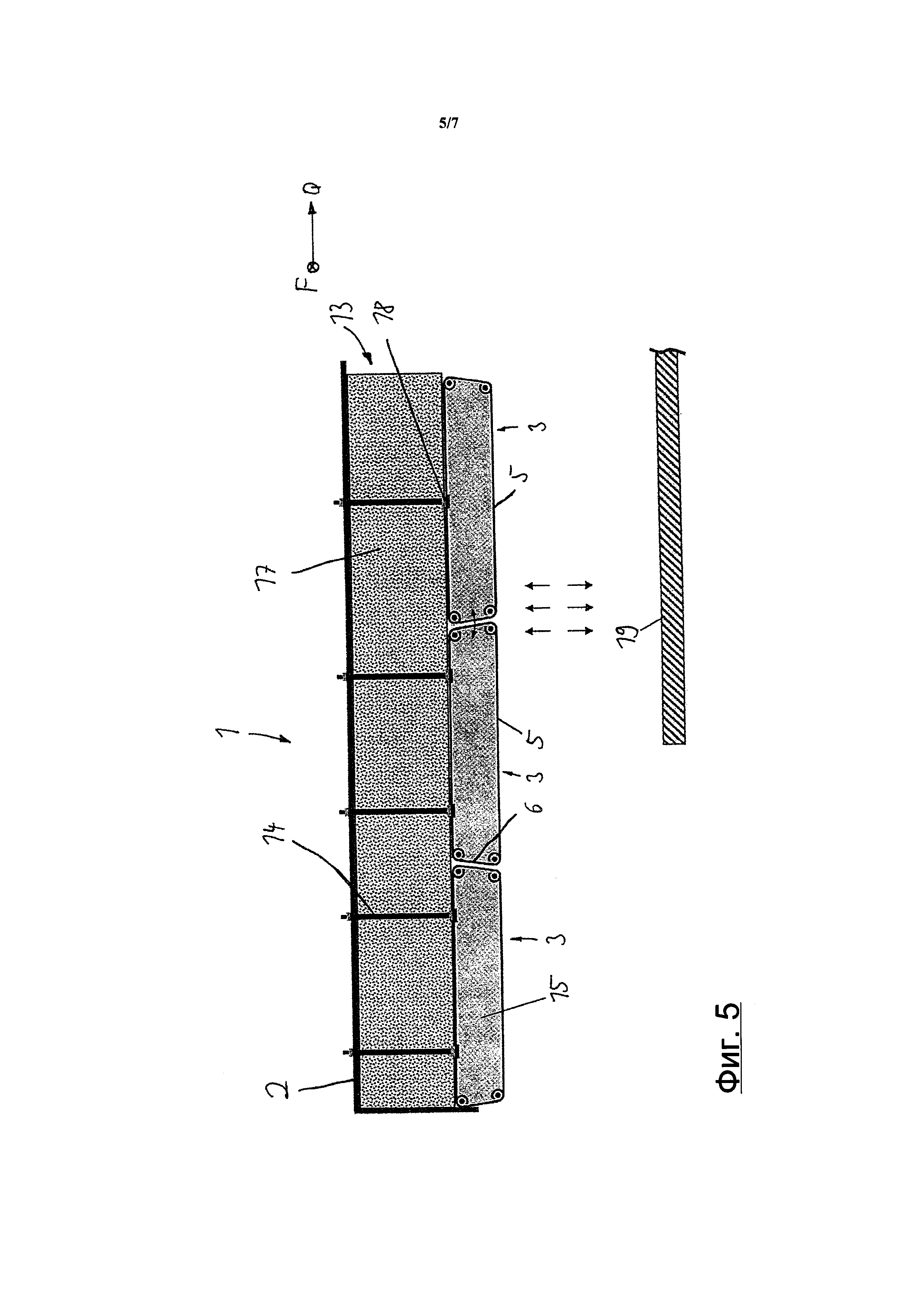
на фиг. 5 схематично показан еще один вариант теплоизоляционного устройства, рассматриваемого в направлении подачи металлического материала, подлежащего термическому экранированию,
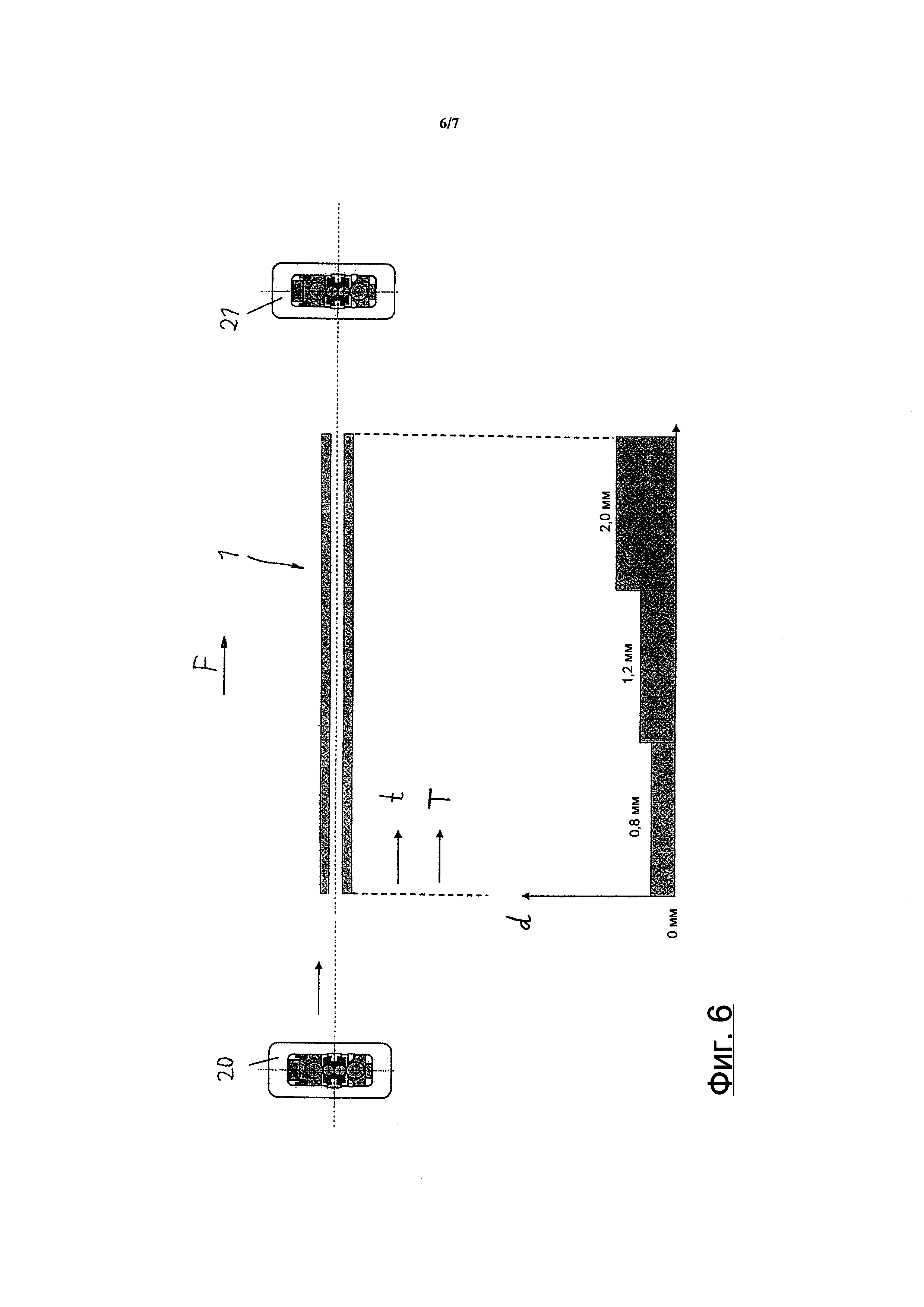
на фиг. 6 схематично показано оснащение теплоизоляционного устройства, причем теплоизоляционные элементы оснащены применяемыми металлическими листами различной толщины,
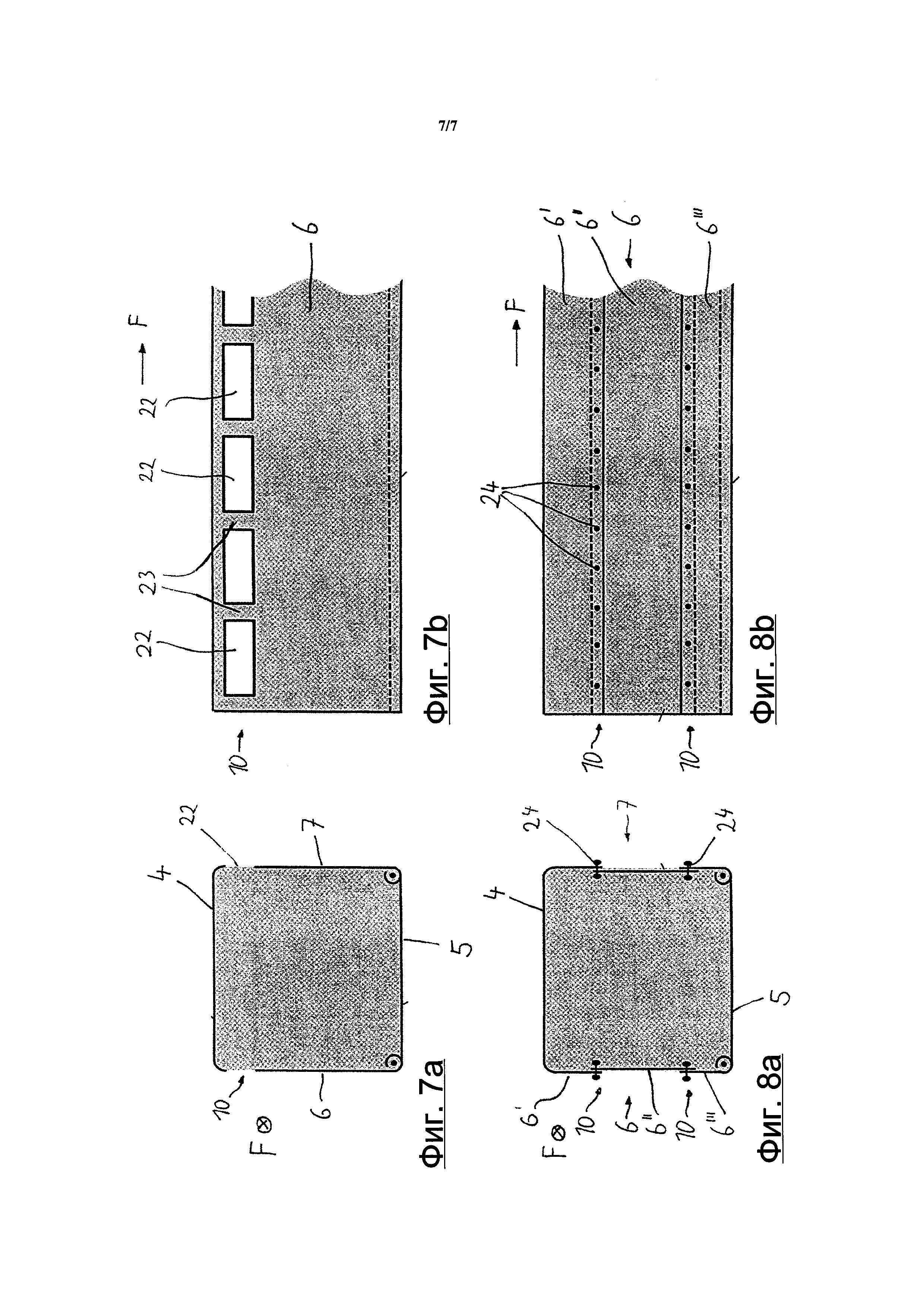
на фиг. 7а показан теплоизоляционный элемент, рассматриваемый в направлении подачи, согласно следующему варианту осуществления изобретения,
на фиг. 7b показан вид сбоку, относящийся к фиг. 7а,
на фиг. 8а показан теплоизоляционный элемент согласно следующему варианту осуществления изобретения, рассматриваемый в направлении подачи, и
на фиг. 8b показан вид сбоку, относящийся к фиг. 8а.
На фиг. 1 видно теплоизоляционное устройство 1, содержащее несущий элемент 2, на котором расположено некоторое количество теплоизоляционных элементов 3. Ширина теплоизоляционного элемента 3 указана обозначением В, а именно в горизонтальном направлении Q, поперечном по отношению к направлению F подачи транспортируемой полосы или транспортируемого плоского слитка 19. Максимальное и минимальное значения ширины плоского слитка или полосы, подлежащих термическому изолированию, указаны обозначениями Bmin и Bmax.
Ширина элементов 3 изоляционных кожухов поперек направления транспортировки (направления F подачи) определяет разность температур в пределах элемента и тем самым уровень температурных напряжений в металлической мембране (под ней следует понимать тот боковой лист теплоизоляционного элемента 3, который обращен к полосе или плоскому слитку, см. ниже). Поэтому предпочтительной является как можно меньшая ширина элемента. С другой стороны, большое количество мелких элементов изоляционных кожухов дороже в изготовлении. Поэтому узкие элементы предпочтительно применяются только там, где это имеет смысл для увеличения срока службы. Это область, находящаяся в пределах от примерно 90% минимальной ширины до полной максимальной ширины полосы, т.е. та область, в которой ожидаемо находятся края полосы. Области в центре рольганга, которые меньше минимальной ширины плоского слитка или полосы, а также, возможно, наружные области на краях могут выполняться более широкими.
Минимальная ширина элемента изоляционного кожуха в областях краев полосы зависит от расстояния между полосой или, соответственно, плоским слитком и металлической мембраной теплоизоляционных элементов, и от ожидаемого максимального уровня температуры кожуха или, соответственно, от температуры полосы либо плоского слитка и от времени воздействия тепловой нагрузки, и определяется при оформлении линии изоляционных кожухов.
Например, чем ближе к полосе или плоскому слитку помещен кожух, тем более резким будет температурный перепад и тем более узким следует выполнять элемент. Предпочтительной является минимальная ширина изоляционного элемента менее 200 мм. Поэтому предпочтительно устройство изоляционного кожуха, оптимизированное по ширине таким образом.
Как видно на фиг. 1, относительно широкий теплоизоляционный элемент 3 применен в данном случае в середине теплоизоляционного устройства 1, в то время как по направлению к краям предусмотрены изоляционные элементы уменьшенной ширины. Например, чем ближе теплоизоляционное устройство 1 помещено к плоскому слитку 19, тем более резким является перепад температур и тем более узким следует выполнять теплоизоляционный элемент 3. Это следует из фиг. 1, из хода изменения температуры мембраны в центре изображения, представленного в направлении Q, а именно для случая плоского слитка 19, имеющего минимальную ширину Bmin.
Снизу на фиг. 1 показаны минимальная и максимальная ширина плоского слитка или листового металла 19, обрабатываемого на данной установке.
На фиг. 2 видны варианты осуществления узких прямоугольных теплоизоляционных элементов 3, которые расположены на несущем элементе 2.
Как можно видеть, теплоизоляционный элемент 3 образован несколькими боковыми элементами 4, 5, 6, 7, 8, 9, между которыми образовано приемное пространство для теплоизоляционного материала (металлические листы 8 и 9 на торцевых сторонах не обязательны), причем по меньшей мере два из боковых элементов 4, 5, 6, 7 в их стыкующихся боковых областях соединены друг с другом посредством соединения 10 шарнирного типа.
В теплоизоляционном устройстве 1 располагаются рядом и последовательно множество указанных теплоизоляционных элементов 3. Теплоизоляционный элемент 3 при рассмотрении в направлении F подачи может иметь квадратное, прямоугольное или трапециевидное сечение, а также может быть выполнено в остроугольной форме или аналогичной. Кроме того, предпочтительно предусмотрено, что теплоизоляционные элементы 3 могут устанавливаться с возможностью поворота, т.е. оба боковых элемента 4 или 5, по выбору, могут быть обращены к горячей стороне, или выполнять функцию горячей стороны. В результате этого гибкость применения элемента 3 и коэффициент его использования повышается, т.е. после выхода из строя одной из сторон (например, вследствие повреждения) возможно его повторное использование после переворачивания - еще раз, то есть вдвое дольше, до его окончательной замены.
Наряду с шириной изоляционного элемента 3, упомянутой в связи с фиг. 1, для срока службы устройства в целом важно как можно более свободное подвешивание или, соответственно, присоединение мембран (т.е. боковых элементов) к несущему элементу 2. Особенно предпочтительно качающееся (маятниковое) или, соответственно, гибкое присоединение мембраны на горячей стороне, а также поверхностей продольных сторон (боковые элементы 6 и 7). Горячая сторона (боковой элемент 5 или, соответственно, после разворота элемента 3, боковой элемент 4) может свободно расширяться, а поверхности продольных сторон (боковые элементы 6 и 7) могут свободно отклоняться в обоих направлениях в заданных пределах и нести горячую сторону. Качающееся или, соответственно, гибкое соединение осуществляется посредством упомянутого соединения 10 шарнирного типа.
В двух вариантах осуществления, изображенных на фиг. 2, находят применение в верхнем случае шарниры 10', а в нижнем случае -спиралевидная проволока 10''. Другими альтернативами являются, например, вставленные друг в друга и деформированные выемки в соседних металлических листах или аналогично действующее поворотное соединение, которое позволяет осуществлять гибкое подвижное соединение двух соседних металлических листов.
Чтобы меньше препятствовать расширению боковых элементов (металлических мембран) на горячей стороне, в альтернативном варианте предусмотрена также различная, предпочтительно меньшая, толщина листа металла мембраны для продольных и торцевых листов (боковых элементов 6, 7, 8 и 9) по сравнению с боковыми элементами 4 и 5.
По причине температурного напряжения частичные длины Ls шарниров предпочтительно выполнены относительно небольшими (см. фиг. 2 вверху). Частичная длина Ls шарнира не должна превышать десятикратного диаметра Ds шарнира. Диаметр шарнира предпочтительно выбирают меньшим, чем 10 мм.
Боковые элементы 8 и 9 теплоизоляционного элемента 3 представляют собой торцевые стороны, боковые кромки которых не связаны с продольными боковыми сторонами, чтобы не препятствовать возможности качания этих сторон. Кроме того, зазор в шарнире на торцевых сторонах выбран большим, чем на других сторонах (верхняя, нижняя и продольная стороны), чтобы учитывать различную интенсивность качания разных сторон.
На фиг. 3 представлен вариант осуществления, при котором показано теплоизоляционное устройство 1 с двумя теплоизоляционными элементами 3. Оба теплоизоляционных элемента 3 представляют собой изолирующие кассеты, которые рассматриваются в разрезе перпендикулярно направлению F подачи. Фиксация теплоизоляционных элементов 3 относительно несущей конструкции, т.е. на несущем элементе 2, здесь осуществляется посредством по меньшей мере одного стержня 11, который закреплен на несущем элементе 2 снаружи посредством крепежных элементов в форме винтов 12; несущий элемент 2 в данном случае выполнен U-образным по форме сечения, перпендикулярного направлению F подачи. Металлические мембраны (боковые элементы) на каждой из всех четырех сторон здесь снабжены соединениями 10' шарнирного типа, чтобы обеспечивать свободное расширение и возможность качания боковых поверхностей. Указанное колебательное или поворотное движение показано на фиг. 3 обозначением S. Возможность расширения металлической мембраны 5 показана пунктиром. В соответствии с этим вариантом устойчивая к высоким температурам прямая проволока в качестве оси шарнира 10' образует связь отдельных боковых элементов 4, 5, 6, 7. Под диаметром Ds шарнира следует понимать наружный диаметр изогнутого металлического листа шарнира.
Достаточный зазор в шарнире допускает перемещение во всех направлениях. Между двумя теплоизоляционными элементами 3 предусмотрен компенсационный зазор 16 в направлении Q.
Если боковой элемент, обращенный к плоскому слитку или листовому металлу (боковой элемент 5), поврежден, то во время остановки для технического обслуживания имеется возможность путем поворота теплоизоляционного элемента 3 обратить к горячей стороне противоположный боковой элемент 4. Возможная деформация мембраны на ранее использованной стороне при повернутом положении находится в зазоре 13 между теплоизоляционным элементом 3 и несущем элементом 2. Размер этого зазора 13 предпочтительно составляет от 0 до 30 мм. В альтернативном варианте возможно также заполнение зазора мягкой, легко деформируемой изоляционной ватой. Изоляционный материал 15 (керамические волокна) внутри кассеты, т.е. в пределах теплоизоляционного элемента 3, располагают таким образом, чтобы избегать ненужной мешающей нагрузки давлением на мембрану горячей стороны, см. фиг. 3. Керамические волокна предпочтительно имеют опору в области шарниров 10', спиралевидной проволоки 10'' (на фиг. 3 не показана) и/или стержня 11. При необходимости изоляционное керамическое волокно в теплоизоляционном элементе 3 может состоять из различных материалов различной жесткости.
На фиг. 4 представлено по существу то же самое устройство, что и на фиг. 3. Однако в этом случае в порядке альтернативы две соседние кассеты (теплоизоляционные элементы 3) разделены на боковой стороне только посредством общего бокового элемента, выполненного с возможностью качания, и тем самым осуществляется соединение между верхними сторонами и нижними сторонами соседних кассет. Здесь альтернативный вариант осуществления теплоизоляционных элементов 3 выполнен таким образом, что относительно жесткий изоляционный материал 15 является несущим для теплоизоляционных элементов 3, например, вверху, и опирается на стержень 11.
На фиг. 5 представлен теплоизоляционный элемент 3 в сочетании с упомянутыми выше свойствами, т.е. состоящий из изоляционной кассеты (теплоизоляционного элемента 3), имеющей металлические мембраны (боковые элементы), устойчивые к воздействию высоких температур, и качающееся гибкое присоединение сторон мембран, а также низкотемпературную изоляцию 17 (например, биосовместимые керамические волокна), жестко нанесенную на несущий элемент 2. Здесь минимизирована доля дорогого листового металла металлических мембран 4, 5, 6, 7, 8, 9, устойчивого к воздействию высоких температур, и термостойкой керамики. Например, отдельные теплоизоляционные элементы 3 закреплены на несущем элементе 2 посредством распорных болтов 14 или аналогичных соединительных элементов и выполнены с возможностью их замены по отдельности. Распорные болты 14, например, привинчиваются к "холодному боковому листу" или привариваются к нему, см. крепежное средство 18. Степень заполнения изоляционным материалом выбрана такой, что не создается препятствий качающемуся перемещению, и создается лишь минимальная нагрузка на металлическую мембрану, обращенную к полосе или плоскому слитку 19, или такая нагрузка вообще отсутствует.
На фиг. 5 показаны в качестве примера теплоизоляционные элементы 3, имеющие в сечении трапециевидную форму контура. Конструкции теплоизоляционного устройства, разъясненные выше, описаны применительно к теплоизоляции верхней стороны полосы или плоского слитка. На термоизоляцию нижней поверхности ленты или плоского слитка распространяется аналогичная концепция согласно тем же представленным принципам.
В вальцовочной установке могут быть выполнены теплоизоляционные кожухи 1 с различной толщиной d металлической мембраны (см. фиг. 6). С точки зрения технологии при высокой тепловой нагрузке, т.е. при высокой ожидаемой температуре поверхности мембраны или высокой температуре полосы в сочетании с высокой продолжительностью нагревания, целесообразно выполнение более толстых мембран (боковых элементов). При относительно коротком времени воздействия нагрузки желателен, напротив, быстрый нагрев изоляционного кожуха до как можно более высокой температуры мембраны. В этом случае должна применяться тонкая мембрана. В особом случае предпочтителен также отказ от мембраны и использование только керамических волокон. Предпочтительно выполняется мембрана толщиной от 0 до 4 мм.
На фиг. 6 представлен в варианте осуществления рациональный выбор различных диапазонов значений для толщины d листа металла мембраны между черновым и чистовым прокатным станом. Показаны последняя черновая клеть 20 чернового прокатного стана и первая чистовая клеть 21 чистового прокатного стана. Между ними расположено теплоизоляционное устройство 1.
Итак, в положении непосредственно перед чистовым прокатным станом заготовка полосы пребывает относительно долго (время t, увеличивается слева направо); в соответствии с этим здесь предпочтительна более толстая металлическая мембрана (боковой элемент). За черновым прокатным станом тепловая нагрузка (температура Т, увеличивается слева направо) листов металла действует кратковременно; соответственно, здесь предпочтительна тонкая металлическая мембрана (боковой элемент). Таким образом, здесь технологически обеспечена возможность повышения эффективности изоляции при оптимальных затратах на обслуживание.
Вместо применения тонкой металлической мембраны или изоляционного кожуха без металлической мембраны допускается также комбинирование в одной установке зеркального изоляционного кожуха (в нем тепловое излучение отражается, и изолирующий эффект действует непосредственно) с изоляционными элементами, имеющими металлические мембраны с большой толщиной листов металла.
Описанная конструкция, конечно, не ограничивается примером применения согласно фиг. 6, она может быть перенесена и на другие варианты осуществления установки, а также на другие агрегаты (клети, ножницы и т.д.) между различными видами изоляционных кожухов или различными значениями толщины металлических мембран.
На фигурах 7 и 8 можно видеть два следующих варианта осуществления изобретения, из которых видно, каким образом может осуществляться соединение 10 шарнирного типа.
Для этого, как видно на фигуре 7, в обеих боковых элементах 6 и 7 в их верхней области выполнены выемки 22 (например, посредством штамповки), выполненные таким образом, что между двумя выемками 22 оставлена лишь тонкая перемычка 23. Соответственно, в области перехода от бокового элемента 6 к боковому элементу 4 или, соответственно, от бокового элемента 7 к боковому элементу 4 осуществляется функция соединения шарнирного типа в области чаши.
Соединение 10 шарнирного типа может достигаться также за счет ослабления продольных боковых листов теплоизоляционного элемента 3 путем размещения указанных вырезов или выемок 22. В результате этого металлический лист продольной стороны слегка упруго изгибается и действует - по отношению к условиям на горячей стороне - как шарнир.
Другое возможное решение показано на фигуре 8. Здесь боковые элементы 6 или 7 выполнены не в виде сплошных листов металла, а состоят из трех участков 6', 6'' и 6''' бокового элемента каждый (аналогично также боковой элемент 7). Соединения 24 между отдельными участками бокового элемента, которые могут быть выполнены относительно свободными, вызывают такое механическое ослабление и желаемый эффект шарнира.
Может предусматриваться также участок 6'' бокового элемента, выполненный в виде тонкого промежуточного металлического листа (например, с толщиной 0,5 мм, в то время как другие боковые элементы имеют толщину, например 1,5 мм), что также воздействует на эластичность при изгибе. Возможно целенаправленное свободное (с зазором в соединительном элементе 24) помещение промежуточных металлических листов 6'', что в этом случае позволяет в порядке дополнения или альтернативы достичь желаемой подвижности и, таким образом, эффекта шарнира. Если комбинировать вышеуказанные меры, то квази-шарнирный эффект соответственно усилится.
Таким образом, сравнимый эффект может достигаться путем дополнительного монтажа промежуточного металлического листа 6'', предпочтительно существенно более тонкого и тем самым более эластичного при изгибе (имеющего значительно меньшую толщину металла, чем на соседних боковых элементах), на продольной стороне.
Соединительные элементы 24 на фигуре 8 могут быть, как упоминалось, целенаправленно смонтированы свободно или выполнены свободными, что позволяет дополнительно или альтернативно обеспечить подвижность.
Описанные выше мероприятия для получения воздействия в виде шарнира могут также комбинироваться для достижения дальнейшего усиления квази-шарнирного эффекта.
Перечень обозначений:
1 теплоизоляционное устройство
2 несущий элемент
3 теплоизоляционный элемент
4 боковой элемент
5 боковой элемент
6 боковой элемент
6' участок бокового элемента
6'' участок бокового элемента
6''' участок бокового элемента
7 боковой элемент
8 боковой элемент
9 боковой элемент
10 соединение шарнирного типа
10' шарнир
10'' проволока в форме спирали
11 стержень
12 крепежный элемент (винт)
13 зазор
14 распорный болт
15 изоляционный материал (керамические волокна)
16 компенсационный зазор
17 низкотемпературная изоляция
18 крепежное средство (резьбовое/сварное соединение)
19 горячекатаная полоса/плоский слиток
20 последняя черновая клеть
21 первая чистовая клеть
22 выемка
23 перемычка
24 соединение
В ширина теплоизоляционного элемента в поперечном направлении Q
Ls частичная длина шарнира
Ds диаметр шарнира
F направление подачи
Q горизонтальное направление, поперечное направлению подачи
S поворотное движение
d толщина металлической мембраны
Способ и устройство высадки для изготовления деталей с уступами, таких как валы или стержни
Устройство для наматывания полосового материала в рулон
Синхронно движущиеся гидравлические ножницы без станины
Система загрузки расплава для разливки полосы
Способ и устройство для снятия окалины с металлической поверхности, а также установка для изготовления металлических полуфабрикатов
Способ изготовления металлической полосы посредством непрерывной разливки и прокатки
Устройство для перестановки валка в прокатной клети
Инжекторное устройство для продувания или вдувания обогащеных кислородом газов в металлургический агрегат или плавильный сосуд и дуговая электропечь
Стан горячей прокатки
Устройство и способ управления и/или регулирования печи для отжига или термообработки в производственной линии обработки металлического материала

