Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЛИСТОВЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ПОЛОСОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к производству круглых металлических заготовок для последующей чеканки и листовой штамповки.
Известен способ получения тонколистовых металлических заготовок из листа или рулона, включающий многорядный раскрой заготовок в шахматном порядке и их вырубку фигурными ножами, частично повторяющими контур вырубаемых заготовок, при этом каждый следующий рез ножницами осуществляют после смещения листа или ножа на половину шага заготовок (см., например, заявку 2011111230, B21D 28/00 от 24.02.2011).
Основной недостаток способа состоит в необходимости строгого обеспечения нормируемого смещения листа или полосы перед каждым резом. Нарушение этого условия приводит к повышенным потерям металла в процессе реализации способа.
Известен способ малоотходной вырубки металлических заготовок из карточки, включающий отрезку квадратной или прямоугольной карточки от листа, полосы или рулона и последующую вырубку пуансоном из этой карточки заготовки с поперечным сечением в виде круга или многоугольника (см., например, патент 2308343, B21D 28/02 от 18.07.2005).
Основной недостаток известного способа состоит в повышенных потерях металла с обрезью.
Известен способ изготовления тонколистовых цилиндрических заготовок из полосового проката, включающий отрезку квадратной в плане заготовки, объем которой равен объему изготавливаемой цилиндрической заготовки, и диагональю, равной диаметру полости закрытой матрицы, размещение заготовки в указанной матрице и пластическую деформацию заготовки осадкой [см., например, Производство точных заготовок отрезкой и вырубкой // КШП-ОМД, 2005, № 9, с. 22-24].
По совокупности выполняемых приемов реализации известный способ наиболее близок предлагаемому способу изготовления тонколистовых цилиндрических заготовок из полосового проката, поэтому принят в качестве прототипа.
Основным недостатком известного способа является необходимость реализации повышенных давлений на завершающей стадии осадки, что существенно снижает работоспособность инструмента, к тому же метод осадки заметно уменьшает производительность процесса производства.
Предлагаемый способ изготовления тонколистовых цилиндрических заготовок из полосового проката свободен от указанного недостатка, так как составным приемом при его реализации является наиболее эффективный метод обработки металла давлением - прокатка.
Перечисленные технические результаты достигаются благодаря тому, что в известном способе изготовления тонколистовых цилиндрических заготовок из полосового проката, включающем отрезку квадратной в плане заготовки, объем которой равен объему изготавливаемого круглого полуфабриката, и диагональю, равной диаметру полости закрытой матрицы, размещение заготовки в указанной матрице и пластическую деформацию заготовки осадкой, согласно изобретению осуществляют путем реверсивного пропуска матрицы с формирующими заготовку элементами между прокатными валками, при этом величину осадки заготовки регулируют в паузах изменением зазора между валками.
Кроме того, различие условий течения металла при осадке заготовки прокатными валками от условий ее осадки плоскими бойками устраняют, во-первых, упругой деформацией одного из элементов, формирующих матрицу, во-вторых, применением пропусков матрицы с заготовкой между валками во взаимно перпендикулярных направлениях. При этом начальные и последние пропуски матрицы с формирующими заготовку элементами между прокатными валками осуществляют при постоянном межвалковом зазоре.
Реализацию разработанного способа осуществляют с использованием следующего устройства.
Устройство для реализации способа изготовления тонколистовых цилиндрических заготовок из полосового проката содержит матрицу, которую образуют две группы деталей, контактирующие между собой через упругое кольцо-амортизатор и линзообразный элемент, при этом одна группа деталей содержит кольцо и сочлененный с ним по скользящей посадке с возможностью перемещения пуансон, диаметр которого равен диаметру матрицы, другая группа деталей содержит кольцо и опорную плиту, причем перечисленные детали, кольцо-амортизатор и линзообразный элемент имеют единую ось симметрии.
Рабочие поверхности линзообразного элемента образованы одинаковыми радиусами с центрами на вертикальной оси симметрии устройства.
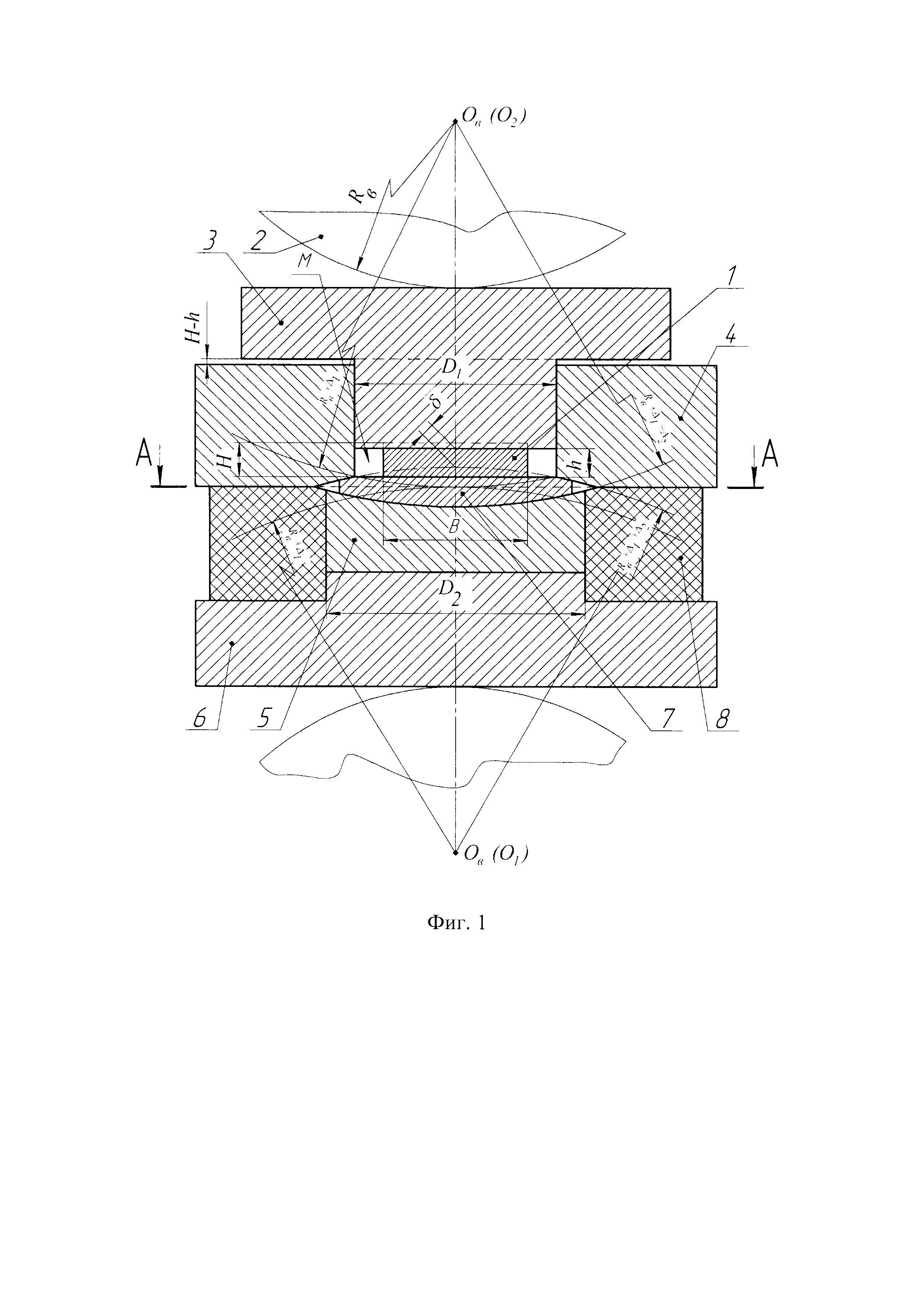
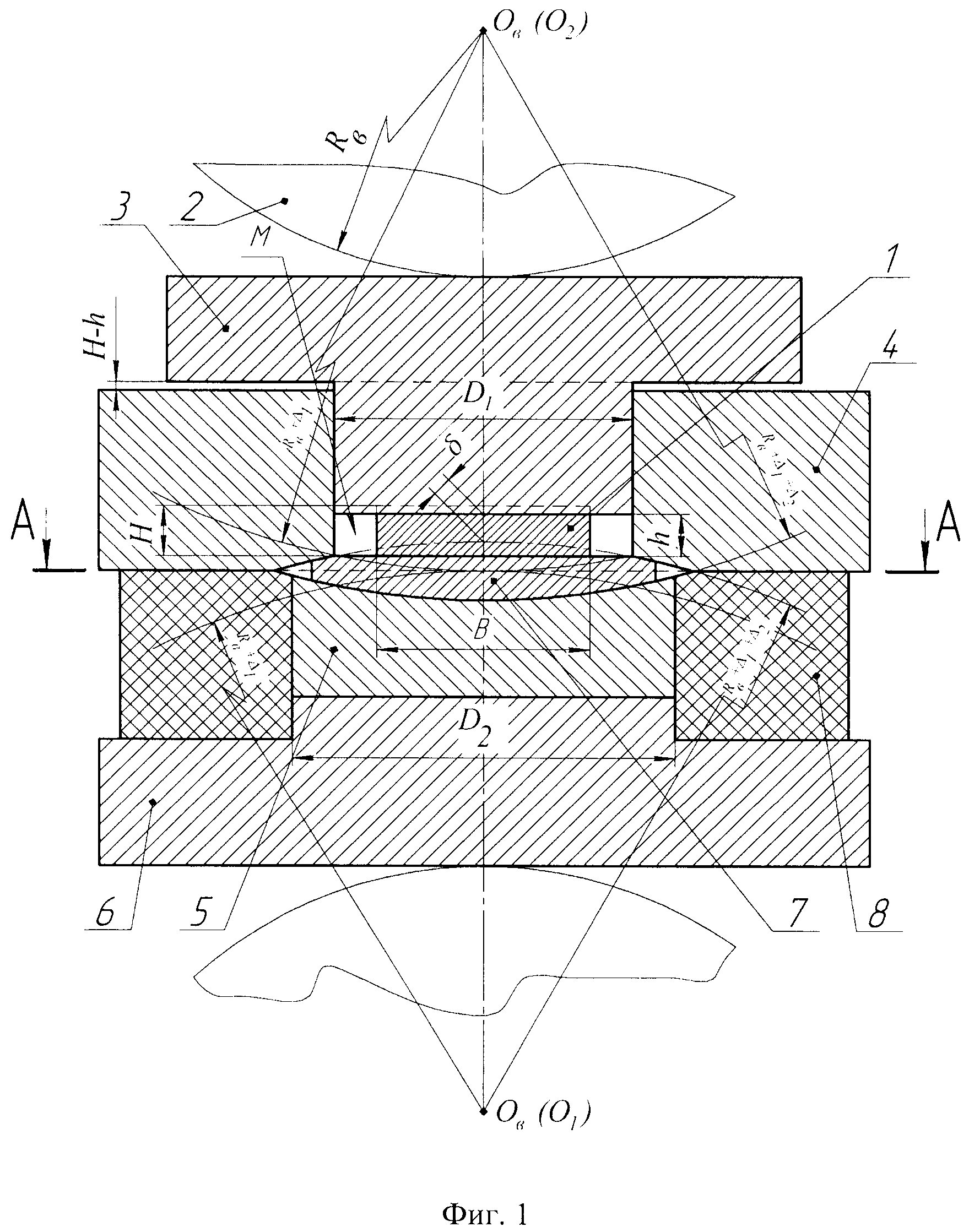
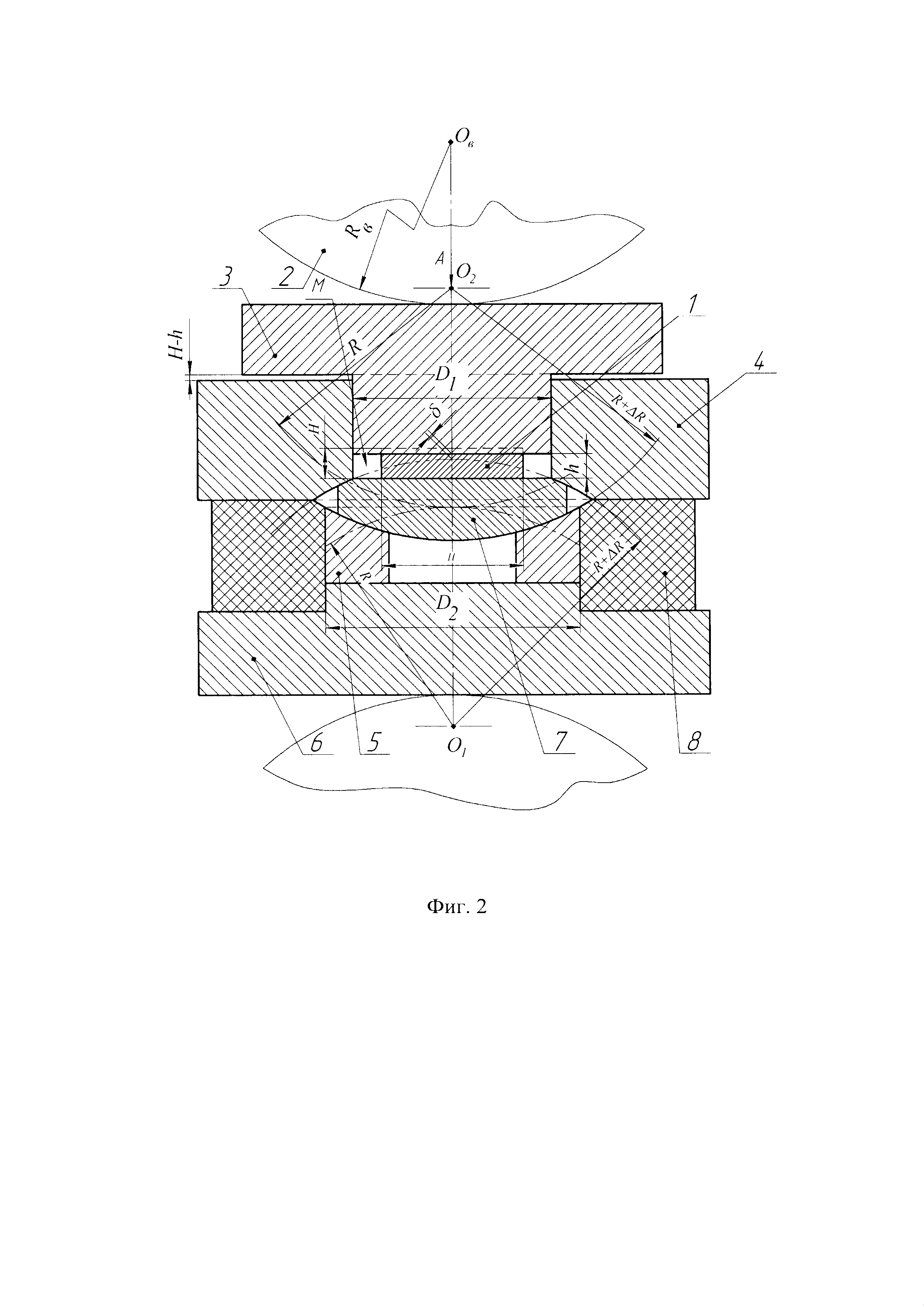
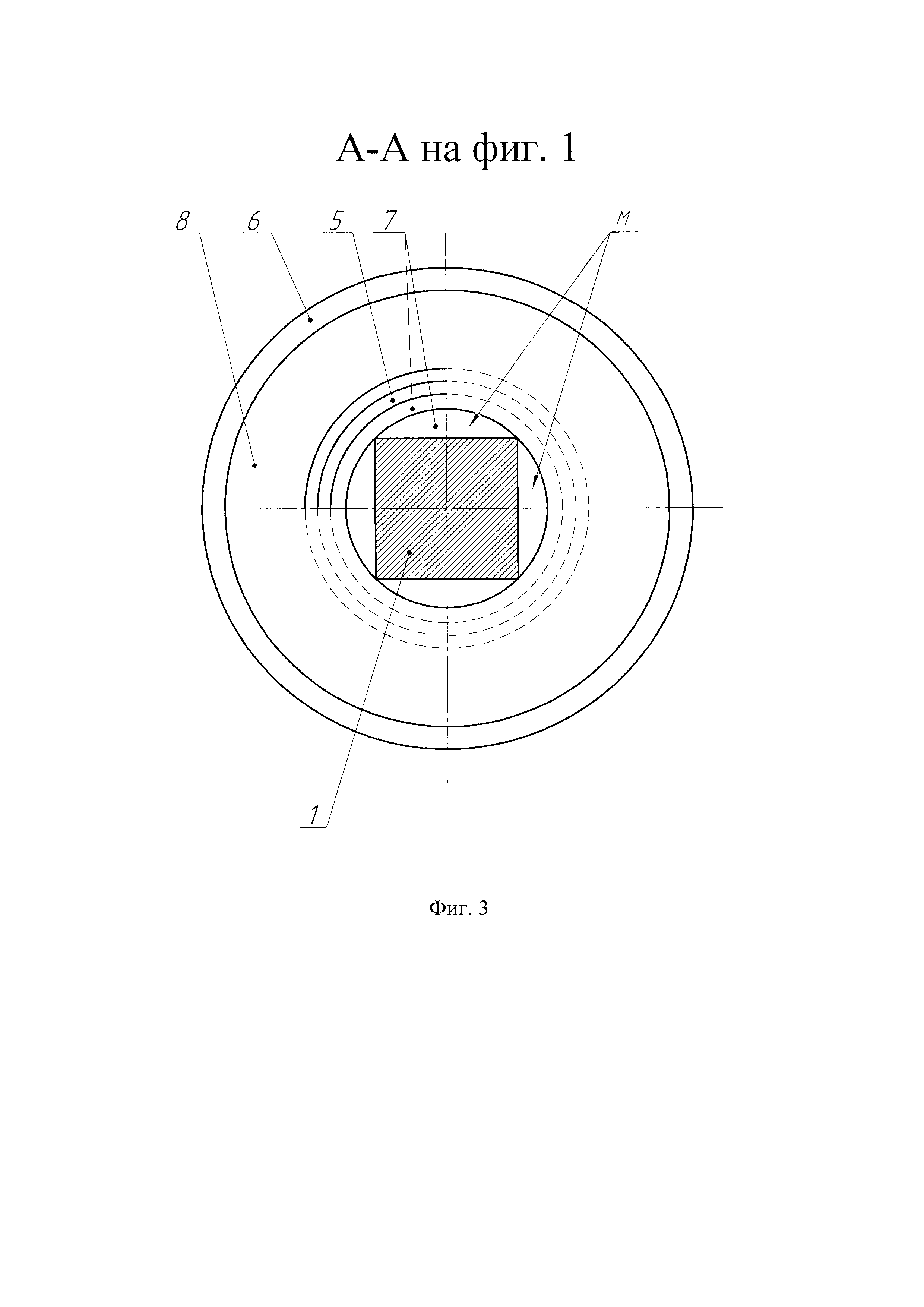
Предложенный способ изготовления тонколистовых цилиндрических заготовок из полосового проката и устройство для его осуществления проиллюстрированы на фиг. 1-3. На фиг. 1 и 2 показаны основные приемы реализации способа. Из этих фигур и фиг. 3 следуют уточнения очертания основных элементов конструкции устройства, реализующего указанный способ. При этом на фиг. 1 и 2 приведены два варианта расположения основных элементов устройства в момент, когда ось симметрии устройства O1O2 совпадает с вертикальной осью Ов, соединяющей центры поперечных сечений верхнего и нижнего валков; на фиг. 3 - поперечное сечение устройства, поясняющее очертание и сочленение этих элементов на виде в плане. На фиг. 1-3 обозначены: 1 - заготовка; 2 - прокатные валки; 3 - верхняя деталь (пуансон); 4 - кольцо; 5 - опорное кольцо; 6 - кольцо; 7 - линза; 8 - упругое кольцо (амортизатор).
Основу предложенного способа изготовления тонколистовых цилиндрических заготовок из полосового проката составляет осадка заготовки 1 путем реверсивных пропусков матрицы М с заготовкой между прокатными валками 2 на фиг. 1 и 2. Матрицу М, выполненную круглой, формирует набор элементов 3-8, указанный на фигурах 1 и 2. В процессе прохождения этого набора элементов между валками 2 осуществляют осадку заготовки 1 по высоте, уменьшая ее толщину с Н до h. В процессе указанной осадки деформируемый металл, образующий заготовку 1, заполняет матрицу М (фиг. 1-3), благодаря чему формируют конечное изделие. Составной частью отмеченной осадки заготовки (с толщины Н до толщины h) являются проглаживающие реверсивные проходы набора элементов 3-8 между валками 2, в процессе которых зазор между валками 2 не меняют. Указанные проглаживающие проходы матрицы М с заготовкой 1 являются обязательными в начале и в конце деформации заготовки 1.
Течение металла в процессе деформации валками существенно отличается от его течения в процессе деформации осадкой. В процессе осадки имеет место всестороннее течение металла, в процессе прокатки металл в основном течет в направлении прокатки.
Для заполнения металлом объема всей матрицы М (фиг. 3) в процессе прокатки осуществляют деформацию заготовки путем пропуска матрицы с заготовкой во взаимно перпендикулярных направлениях. При этом для лучшего заполнения металлом матрицы М не исключают применения проходов заготовки 1 между валками 2 «в плане с ее угла на угол» (см. фиг. 3)
Использованием для осадки заготовки 1 прокатных валков 2 реализуют пластическую деформацию заготовки путем вертикального перемещения элементов 3-8 в сторону заготовки 1. Указанное перемещение элементов 3-8 осуществляют путем контакта совокупности этих элементов с дугой поверхности валков 2. Отмеченная специфика реализации способа деформации заготовки 1 означает обязательное наличие в наборе элементов 3-8 упругого элемента, компенсирующего указанную особенность пластической деформации заготовки прокатными валками. Таким элементом является кольцо 8.
Матрицу М образуют верхняя часть устройства, содержащего деталь (пуансон) 3, установленную с зазором Н - h относительно кольца 4 и соединенную с этим кольцом по скользящей посадке диаметром D1. Деталь 3 контактирует с заготовкой 1 и по существу для заготовки 1 является пуансоном. Кольцо 4 диаметром D1 является направляющей этого пуансона, для чего имеет внутреннее отверстие диаметром D1.
Нижняя часть устройства содержит опорное кольцо 6, имеющее центральный цилиндрический выступ диаметром D2. Указанный цилиндрический выступ кольца 6 контактирует с опорным кольцом 5, являющимся опорой линзы 7.
Линза 7 благодаря контакту с кольцом 4 и кольцом 5 выполняет в устройстве роль стабилизирующего элемента, гибко соединяющего подвижную верхнюю (детали 3 и 4) и нижнюю (детали 5 и 6) части устройства. Поскольку данное соединение является подвижным, деталь 4 имеет возможность скользить, опираясь на линзу 7, а также скользить вместе с линзой 7 по ее нижней поверхности (на фиг. 1 и 2). Такую же возможность обеспечивает деталь 5, которая, контактируя с линзой 7, имеет возможность вместе с линзой 7 скользить относительно кольца 4.
Благодаря отмеченному, линза 7 в устройстве является своего рода шарниром, соединяющим детали 3 и 4 с деталями 5 и 6.
По указанному подвижному соединению (шарниру) в течение каждого прохода устройство, содержащее элементы 3-6, имеет возможность поворачиваться относительного точек O2 и О1, расположенных на вертикальной оси Ов на рис. 1 и 2. Этот поворот обеспечивается благодаря наличию в устройстве лежащих на вертикальной оси Ов, проходящей через оси верхнего и нижнего валков 2, упругого кольца 8, которое упруго деформируется в процессе прохождения заготовки через очаг деформации.
Отметим, что наилучшие перемещения в сочленении указанных деталей имеют место при выполнении поверхностей линзы 7 в соответствии с фиг. 1. Реализация этого сочленения возможна при применении скользящих поверхностей линзы 7 радиусом Rв+Δ1+Δ2 из центров O1 и O2, совпадающих с центрами верхнего и нижнего валков Ов.
Реализация представленного на фиг. 1 сочленения элементов 1-8 устройства и прокатных валков предполагает совпадение центров Ов верхнего и нижнего валков с осями симметрии этих элементов в процессе прохождения совокупности элементов заготовки очага деформации.
Применение способа изготовления тонколистовых цилиндрических заготовок предполагает, в зависимости от параметров H и h, вариант исполнения элементов устройства, реализующего способ в соответствии с фиг. 2. Существенное отличие этого варианта реализации способа от фиг. 1 состоит в уменьшении радиуса R, очерчивающего линзу 7. Отмеченный подход взаимосвязан с реализуемым в способе соотношении размеров H и h. Необходимость в последнем проявляется при увеличении деформации заготовки 1 (т.е. при увеличении соотношения Н и h). По мере увеличения величины Н - h возрастает пластическая деформация заготовки, возрастает участие упругого кольца 8 в реализации предложенного способа изготовления тонколистовых цилиндрических заготовок.
Таким образом, предложенным способом изготовления тонколистовых заготовок и устройством для его осуществления реализован наиболее эффективный метод обработки металла давлением - прокатка. Совокупностью отмеченного успешно решена поставленная техническая задача высокоэффективного изготовления тонколистовой цилиндрической заготовки из полосового проката.
Способ производства полосы из рулонной заготовки
Сепаратор роликового подшипника качения
Способ получения металлических заготовок в виде многоугольника из тонкой полосы
Способ получения декоративного эмалевого покрытия на поверхности металлического изделия
Подшипник качения с эмалевым покрытием
Способ производства полосы из рулонной заготовки
Способ получения тонкостенных труб на трубопрокатных агрегатах с трехвалковым раскатным станом
Сепаратор роликового подшипника качения
Способ получения металлических заготовок в виде многоугольника из тонкой полосы
Способ многопроходной реверсивной винтовой прокатки прутков большого диаметра
Способ получения декоративного эмалевого покрытия на поверхности металлического изделия
Подшипник качения с эмалевым покрытием
Способ раскатки трубных заготовок
Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления

