Результат интеллектуальной деятельности: Способ изготовления радиальных пиленых заготовок
Вид РИД
Изобретение
Способ изготовления радиальных пиленых заготовок брусков типа «Призма-радиал» может быть применен в производстве деталей мебели, строительных конструкций при обработке толстых бревен любой породы.
Известен способ изготовления радиальных пиломатериалов, заключающийся в том, что круглые лесоматериалы сначала распиливают на лесопильной раме на сердцевинные доски и сегменты. После этого распиливают сегменты, получая из срединной части радиальные пиломатериалы, а из боковых зон - сектора. Сектора распиливают, разместив их в лесопильном станке наружной поверхностью вниз таким образом, чтобы плоскости пропилов были параллельны радиальной. У полученных заготовок обрезают кромки на круглопильном станке (см. Межов И.С., Осипова Л.К. Производство радиальных пиломатериалов и заготовок. - М.: Деревообрабатывающая промышленность, 1966, №3, с. 8-10).
Недостатком этого способа является его высокая трудоемкость из-за необходимости выполнения несколько последовательных операций на различных станках, а также недостаточный выход продукции из-за использования универсального, не приспособленного для производства специальных пиломатериалов оборудования. Известен способ изготовления радиальных пиломатериалов, который позволяет увеличить выход пилопродукции (патент РФ №2045387, МПК В27В 1/00). Данный способ заключается в выполнении в кряже радиальных пропилов, в делении кряжа на секторы для распиловки их на заготовки трапециевидного сечения, одну из пластей каждой из которых образуют при отделении от центральной зоны кряжа, в соединении заготовок в полуфабрикаты по граням, образованным радиальными пропилами, и при повороте каждой второй заготовки вокруг продольной оси на 180 градусов при совмещении одноименных концов трапециевидных заготовок.
Недостатком этого способа является высокая трудоемкость изготовления продукции ввиду усложненности технологического процесса и необходимости выполнения большого числа операций при значительном объеме механизированного труда, имеет место снижение выхода продукции за счет потерь древесины при формировании пиломатериалов прямоугольной формы путем удаления периферийных и центральных зон заготовок после склеивания.
Известен способ выпиливания радиальных заготовок из полубревна (патент РФ №2310555, МПК В27В 1/00) по которому бревно распиливают пополам вдоль его оси, затем укладывают базовой поверхностью, совпадающей с радиусом бревна, на подвижную каретку, фиксируют и механизмом поперечного перемещения полубревна подают в зону обработки на ширину заготовки, где последовательно пильно-фрезерными агрегатами вырезают заготовку заданной толщины и ширины, после этого полубревно механизмом углового перемещения поворачивают против часовой стрелки на толщину заготовки. Цикл повторяют до вырезания всего полукольца, затем полубревно вновь устанавливают в исходную позицию и подают в зону обработки на ширину заготовки, и цикл повторяют до тех пор, пока все полубревно не будет распилено на заготовки.
Использование этого способа требует предварительной распиловки бревна пополам вдоль продольной оси, что увеличивает трудоемкость производства заготовок.
Задачей стоящей перед автором является создание способа распилки полубревна, позволяющего повысить производительность станка по изготовлению пиленых заготовок.
Задача решается благодаря заявляемому способу радиальной распилки полубревна, по которому, полубревно обрабатывается двумя горизонтальными и двумя вертикальными дисковыми пилами по ширине и высоте заданной заготовки, имеющей на выходе форму трапеции идущей к сужению по направлению центра полубревна, таким образом распиливая полубревно полукольцами до тех пор пока полубревно не будет распилено до его центральной части - «карандаша».
Сущностью изобретения является возможность повысить до 78% производительность станка по изготовлению пиленых заготовок из полубревна, благодаря заявляемому способу радиальной распилки полубревна, по которому, полубревно обрабатывается двумя горизонтальными и двумя вертикальными дисковыми пилами по ширине и высоте заданной заготовки, имеющей на выходе форму трапеции идущей к сужению по направлению центра полубревна, таким образом распиливая полубревно полукольцами до тех пор пока полубревно не будет распилено до его центральной части - «карандаша». Заявляемый способ может применяться при разделке бревен диаметром более 36 см. и длиной до 300 см..
Способ изготовления радиальных пиленых заготовок «Призма-радиал» поясняется фигурами:
- на фиг. 1 изображена схема осуществления раскроя полубревна на радиальные пиленые заготовки, заявляемым способом;
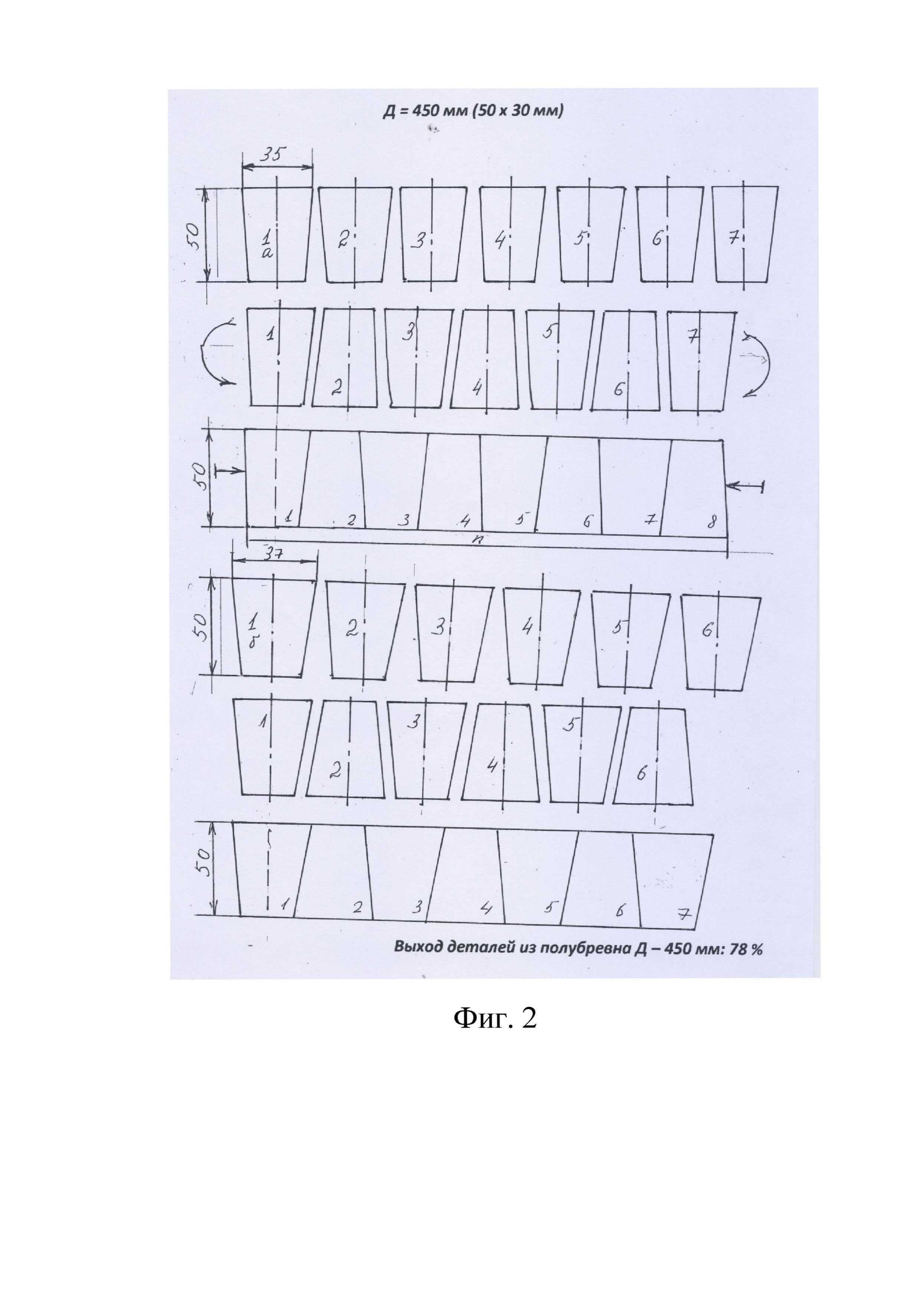
- на фиг. 2 изображены радиальные пиленые заготовки полученные заявляемым способом и варианты их сборки в щиты;
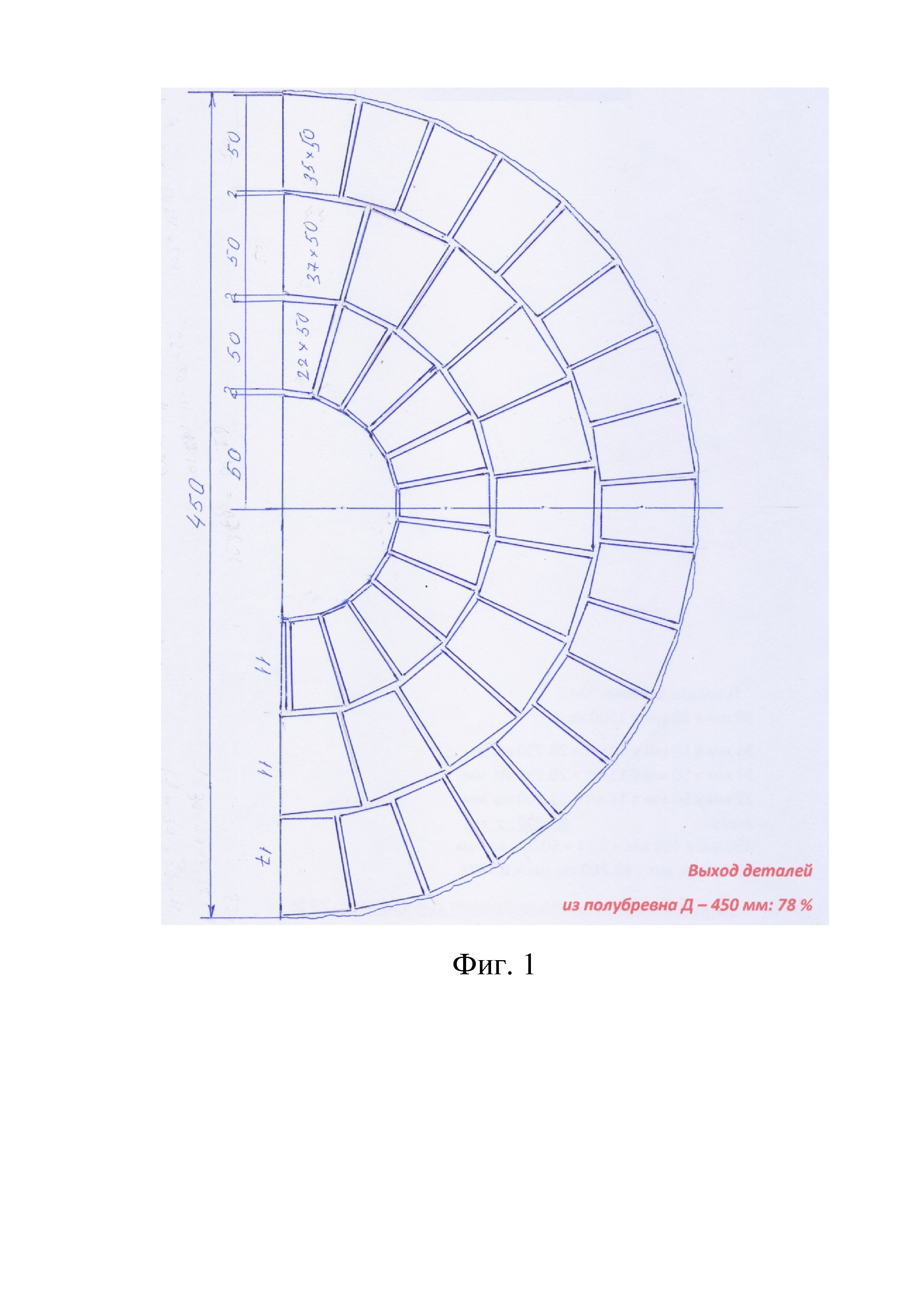
- на фиг. 3 изображена сравнительная схема обработки полубревна разными способами и получение разного количества радиальных пиленые заготовок на выходе (от 55% до 80%).
Способ осуществляется следующим образом.
Распиловка полубревна может осуществляться на станке, типа, «Букет магнолии» (патент на ПМ №160525).
Пиленные заготовки вырезаются из полубревна (фиг. 1) по внешнему контуру, четырьмя дисковыми пилами (вертикальными и горизонтальными) - две пилы параллельно радиусу бревна, пропорционально ширине заготовки, и две пилы - перпендикулярно радиусу бревна, пропорционально толщине заготовки. Обработанная со всех четырех сторон, готовая заготовка, имеет форму трапеции, которая идет к сужению по направлению центра полубревна (фиг. 1). После изготовления первой заготовки, полубревно поворачивается против часовой стрелки в новую позицию, на толщину следующей заготовки и цикл повторяется до тех пор, пока все полукольцо не будет распилено на заготовки. После этого полубревно возвращается в исходное положение надвигается на ширину заготовки для распиловки следующего полукольца. Так происходит до тех пор, пока полубревно не будет распилено до его центральной части - «карандаша», после чего «карандаш» освобождается, загружается следующее полубревно, и процесс повторяется.
На фиг. 2 показан вариант раскладки полученных призматических заготовок (1, 2, 3, 4, 5, 6, 7). Для этого все полученные заготовки из одного полукольца, укладываются длинной стороной впритык друг к другу, при этом каждая вторая заготовка перевернута на 180° снизу вверх, таким образом, сложенные и склеенные торцом заготовки, образуют ровный щит.
На сегодняшний день, средний уровень выхода пиленых заготовок по всем известным схемам обработки бревна, составляет 55%, при этом 45% остатка идут на отходы. При получении пиленых заготовок заявляемым способом, выход готовой продукции составит до 78%. Такая разница показателей, позволяет говорить о том, что использование данного способа может повысить эффективность работы деревообрабатывающих предприятий и значительно улучшить экономические показатели в области деревообработки по всей России.
Таким образом, поставленная перед автором задача, выполнена.
Способ изготовления радиальных пиленых заготовок, отличающийся тем, что полубревно обрабатывают двумя горизонтальными и двумя вертикальными дисковыми пилами по ширине и высоте заданной заготовки, имеющей на выходе форму трапеции, идущей к сужению по направлению центра полубревна, причем после изготовления первой заготовки полубревно поворачивают против часовой стрелки на толщину следующей заготовки и цикл повторяют до тех пор, пока все полукольцо не будет распилено на заготовки, после этого полубревно возвращают в исходное положение, надвигают на ширину заготовки для распиловки следующего полукольца, таким образом полубревно распиливают полукольцами до тех пор, пока не будет распилено до его центральной оси.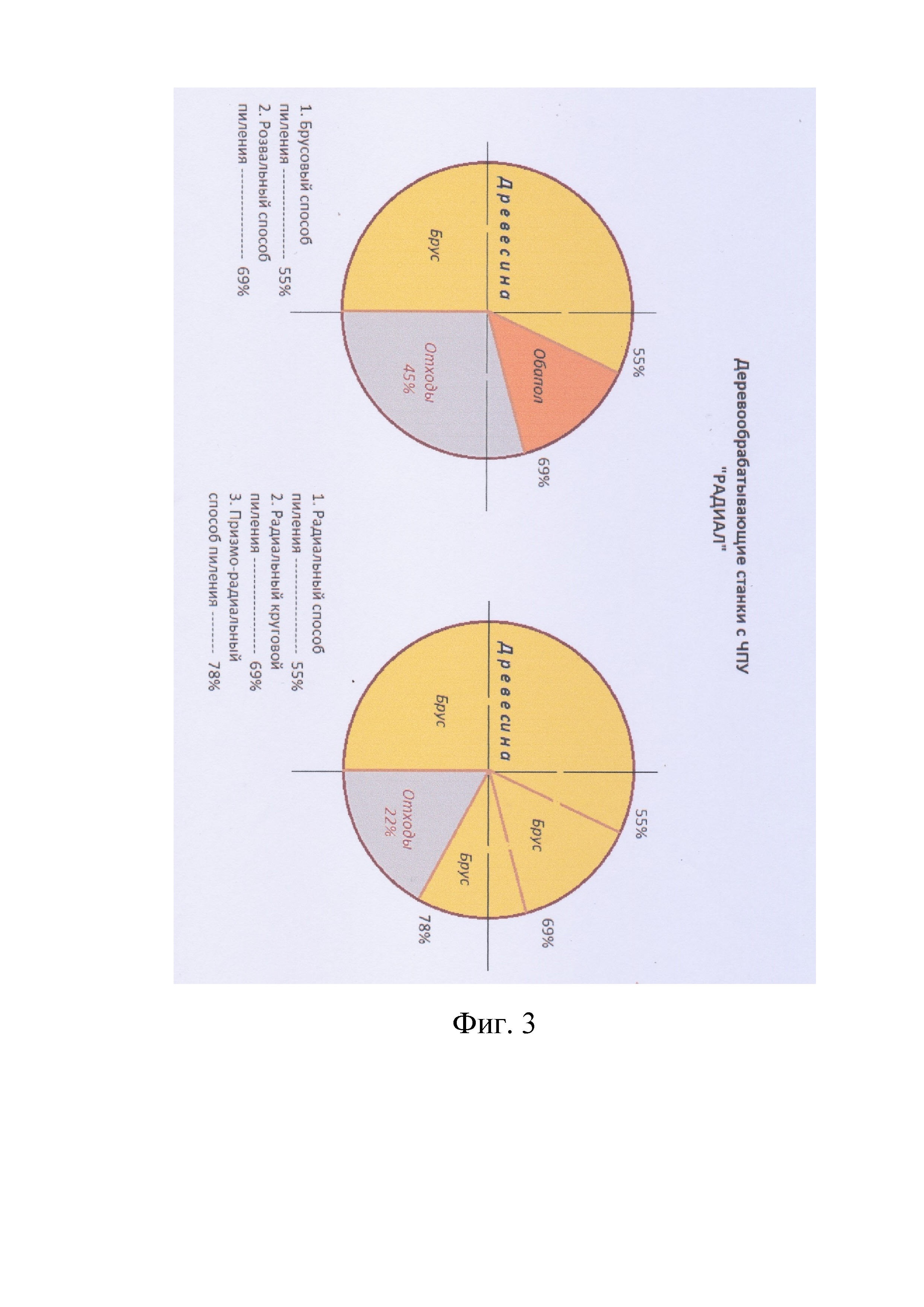
Способ продольного раскроя бревна по спирали архимеда и станок для его осуществления
Способ продольного раскроя бревна по спирали архимеда и станок для его осуществления

