Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ ИЗНОСА АБРАЗИВНОГО РЕЗЬБОШЛИФОВАЛЬНОГО КРУГА
Вид РИД
Изобретение
Известны способы определения величины износа алмазных кругов.
Наиболее распространенным является способ определения износа взвешиванием круга до и после заданного периода работы. Этот способ очень трудоемкий, так как круги необходимо каждый раз снимать со шпинделей, а затем устанавливать снова.
Другой способ основан на фиксации изменения диаметров круга с помощью специальных штифтов, закрепляемых на торцовой поверхности.
Но этим способом нельзя определять величину износа резьбошлифовальных кругов.
Предложенный способ позволит быстро и наглядно определить величину износа круга при сравнении поперечных сечений профиля алмазного круга. Отпечатки профиля получают путем шлифования на закаленной стальной пластинке толщиной 0,05-0,08 мм при постоянном заданном базовом расстоянии между осями шлифовального круга и оправки, устанавливаемой в центрах станка, в которой закреплена стальная пластина.
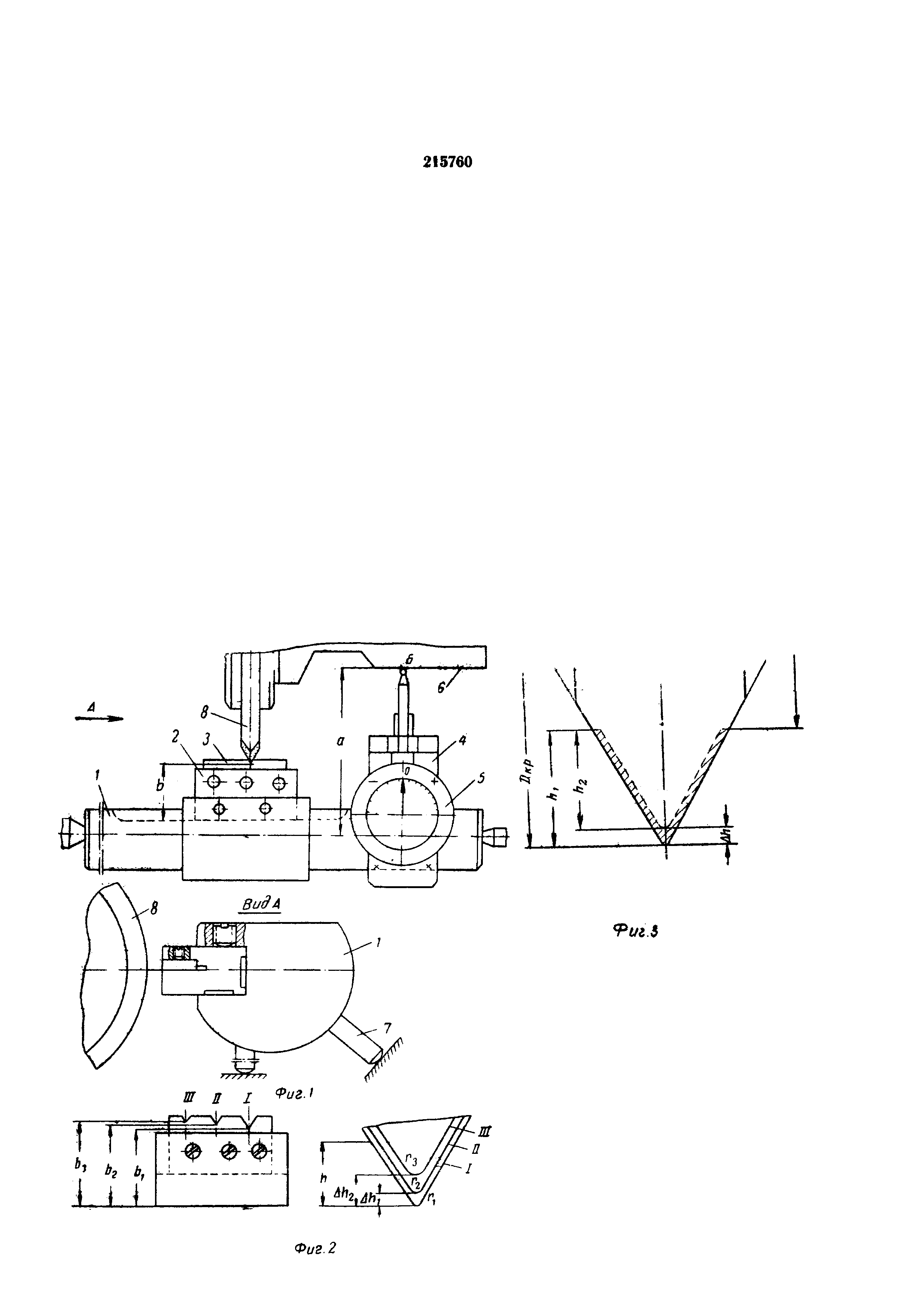
На фиг. 1 изображено устройство для осуществления предложенного способа; на фиг. 2 - стальная пластина с прорезями; на фиг. 3 - схема к расчету износа алмазного круга.
Устройство содержит оправку 1, установленную в центрах станка. В продольном пазу оправки размещают сменный блок 2 с закрепленной в нем стальной закаленной пластиной 3.
На оправке 1 монтируют кронштейн 4 с микронным индикатором 5. Кронштейн 4 перемещается в горизонтальной плоскости, что позволяет производить первоначальную настройку на требуемую величину базового расстояния а от оси оправки до выбранной точки Б на шпиндельной бабке станка 6.
Чтобы обеспечить постоянное положение оправки и блока со стальной пластиной в горизонтальной плоскости в нижнюю часть оправки ввернуты два регулируемых штифта 7, опирающихся.сферическими концами на направляющие столы станка.
Отпечатки поперечных сечений профиля круга с помощью данного устройства получают следующим образом. На стальной пластине, закрепленной в блоке 2, при поперечной подаче шлифовальной бабки вращающимся на рабочей скорости алмазным кругом 8 делают прорези.
При достижении заданного базового расстояния а, т.е. когда стрелка индикатора покажет «0», подачу прекращают и шлифовальную бабку отводят от оправки. На стальной пластине при этом нарезается профиль I, положение которого по глубине определяется размером b1 (фиг. 2).
После определенного периода работы алмазного круга производят повторное снятие отпечатка поперечного сечения профиля II круга, положение которого определяется размером b2 и т.д. На одной пластине можно получить требуемое количество отпечатков профиля круга. Для обеспечения постоянства измерительных баз сменный блок 2 со стальной пластиной можно перемещать в пазу вдоль оправки.
Затем блок со стальной пластиной снимают с оправки и устанавливают на столе проектора или универсального измерительного микроскопа, где определяют размеры b1, b2, b3, … и соответственно Δh1, Δh2, Δh3 …, величины половины угла профиля, радиусы закругления вершины круга r1, r2, r3, … Одновременно на проекторе выполняют на прозрачной бумаге зарисовки (при увеличений 50 или 100) профилей I, II и III впадин для контрольной проверки изменения величины площадей поперечных сечений круга.
Сравнивая величины площадей поперечных сечений профиля круга, расчетным путем определяют размерный и объемный износ круга (см. фиг. 3).
Способ определения величины износа абразивного резьбошлифовального круга путем проектирования его профиля на экран, отличающийся тем, что, с целью сокращения затрат времени на определение величины износа круга, измеряемые отпечатки профиля получают через равные промежутки времени на перемещаемой пластине с постоянной базой измерения.