Результат интеллектуальной деятельности: СПОСОБ ДОВОДКИ И ХОНИНГОВАНИЯ ОСОБО ТОЧНЫХ СКВОЗНЫХ И ГЛУХИХ ГЛУБОКИХ ОТВЕРСТИЙ
Вид РИД
Изобретение
Известны способы доводки и хонингования особо точных сквозных и глухих глубоких отверстий на многошпиндельных станках карусельного типа с радиальным расположением шпинделей, несущих инструменты, в поворотном шпиндельном блоке и многопозиционным поворотным столом притирами.
Предлагаемый способ отличается от известных тем, что, с целью повышения производительности труда, обработку производят последовательно всеми притирами с распределением съема припуска по количеству рабочих шпинделей. Замену изношенного притира осуществляют только в первой рабочей позиции, а в остальных позициях ее осуществляют поворотом шпиндельного блока в направлении, обратном движению обрабатываемых деталей.
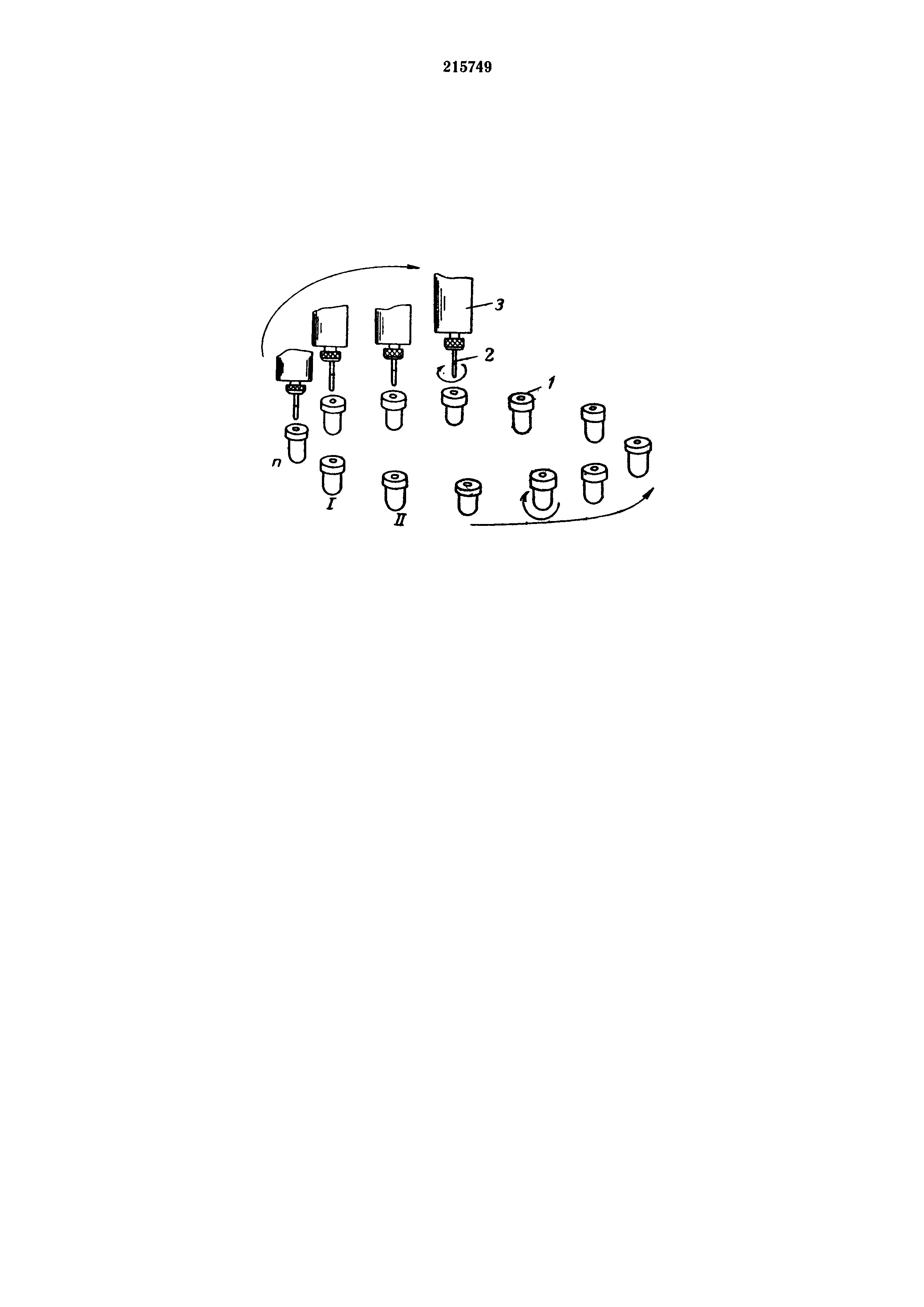
На чертеже представлена схема осуществления описываемого способа.
Обрабатываемые детали 1 устанавливают на многопозиционном вращающемся столе. Инструменты-притиры 2 закреплены в радиально расположенных шпинделях 3 станка. Количество одновременно обрабатываемых деталей соответствует количеству рабочих шпинделей станка. Направление вращения стола с обрабатываемыми деталями противоположно направлению вращения блока шпинделей (поворот которого необходим для замены изношенного притира).
После прохождения деталью всех рабочих позиций от I до n, процесс доводки отверстия заканчивается. Диаметр притира на позиции II соответствует диаметру отверстия в детали после предварительной обработки. Каждый следующий притир имеет диаметр рабочей части больше на величину съема предыдущим притиром. Притир на позиции n имеет окончательный технологический размер. Изношенный притир заменяется новым на позиции I, который поворотом блока шпинделей с позиции n перешел на позицию I. Ранее установленный притир на позиции I с максимальным технологическим размером переходит на позицию n, т.е. в последнюю рабочую позицию станка.
Такой способ обеспечивает выход деталей с высокой точностью и правильной геометрической формы.
Способ доводки и хонингования особо точных сквозных и глухих глубоких отверстий на многошпиндельных станках карусельного типа с радиальным расположением шпинделей, несущих инструменты, в поворотном шпиндельном блоке, и многопозиционным поворотным столом притирами, отличающийся тем, что, с целью повышения производительности труда, обработку производят последовательно всеми притирами с распределением съема припуска по количеству рабочих шпинделей, причем замену изношенного притира осуществляют только в первой рабочей позиции, а в остальных позициях ее осуществляют поворотом шпиндельного блока в направлении, обратном движению обрабатываемых деталей.