Результат интеллектуальной деятельности: ПОЛУАВТОМАТ ДЛЯ ШЛИФОВАНИЯ СОПРЯЖЕНИЯ ПЕРА С ЗАМКОМ ЛОПАТОК ТУРБИН
Вид РИД
Изобретение
В известных станках для шлифования лопаток двигателей шлифовальная бабка с механизмом правки шлифовального круга и стол размещены на станине. На столе расположен вращающийся рабочий вал, на котором укреплены кулачок, приспособление для крепления обрабатываемых лопаток. Кулачок опирается на копирный ролик. Продольную подачу стола осуществляет узел подачи.
Предлагаемый станок позволяет компенсировать износ шлифовального круга. Для этого он снабжен механизмом, совмещающим геометрическую ось копирного ролика с осевой плоскостью шлифовального круга, проходящей через обрабатываемую точку поверхности лопатки. Этот механизм составлен из кулачка, укрепленного на рабочем валу, двуплечего рычага, связанного с кулачком и воздействующего на качающийся узел с переставным на величину износа шлифовального круга ползуном, несущим ось копирного ролика. Полуавтомат позволяет также перемещать лопатку со скоростью, зависящей от величины сжимаемого припуска. Такое перемещение производит узел продольной подачи стола, выполненный в виде кулачкового механизма, шток которого жестко соединен со столом.
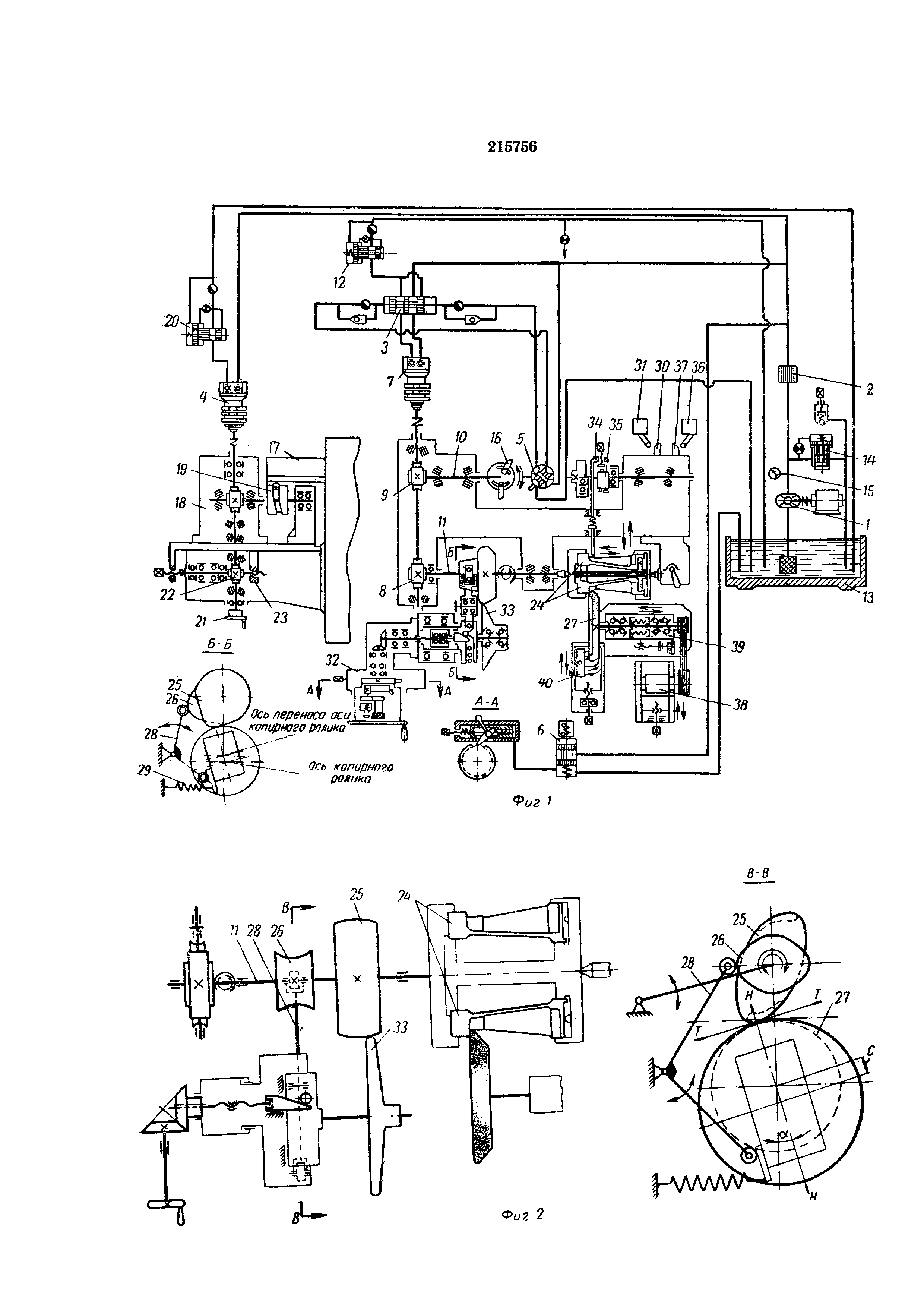
На фиг. 1 изображена гидрокинематическая схема полуавтомата; на фиг. 2 - принципиальная схема полуавтомата.
Насос 1 через пластинчатый фильтр 2 подает масло по трубопроводу к золотнику реверса 3, гидродвигателю 4, поворотному переключателю 5 и соленоидному золотниковому клапану 6. Масло поступает через золотник реверса 3 в гидродвигатель 7. Последний через червячные пары 8 и 9 приводит во вращение распределительный вал 10 и рабочий вал 11. Масло, выходящее из другой полости гидродвигателя 7, попадает также в золотник реверса 3 и, пройдя через регулятор скорости 12, настроенный на нужный расход масла, сливается в бак 13. Переливной клапан 14 поддерживает в гидросистеме постоянное давление, которое контролируется манометром 15.
Рабочий и распределительный валы 10 и 11 будут поворачиваться до тех пор, пока упоры 16 не воздействуют на упоры поворотного переключателя 5. Масло, подводимое от насоса 1 к поворотному переключателю 5, поступает поочередно то в одну, то в другую торцовую полость золотника реверса 3. Этим самым осуществляется реверс гидродвигателя 7, а вместе с ним и реверс распределительного и рабочих валов 10 и 11. В тех случаях, когда необходимо вращение этих валов в одном направлении, упоры 16 снимаются.
Возвратно-поступательное движение стола 17 осуществляется гидродвигателем 4 через редуктор 18 и барабан 19, развертка профиля барабана обеспечивает требуемые переменные подачи по длине пера, зависящие от величины припуска по перу формы поверхности сопряжения и полки замка. Скорость движения стола 17 настраивается регулятором скоростей 20. Ручное перемещение стола 17 осуществляется вращением маховичка 21 через червячную пару 22 и винтовую 23. Вместе со столом 17 перемещаются распределительный и рабочий валы 10 и 11, а следовательно, обрабатываемые лопатки 24. Это движение необходимо для обработки пера лопаток на заданной длине. Для сохранения постоянства геометрии профиля пера, по мере изменения размеров шлифовального круга 27, корректирующий копир 26 через рычаг 28 устанавливает ось копирного ролика 33 на прямую Н-Н, перпендикулярную к касательной Т-Т профиля копира и проходящей через ось переноса оси копирного ролика и ось шлифовального круга. Рычаг 28 прижимается к корректирующему копиру 26 пружиной 29. За каждый один двойной ход стола 17 кулачок 30 воздействует на конечный выключатель 31, благодаря чему срабатывает соленоидный золотниковый клапан 6 и от него механизм подачи 32, который опускает копирный ролик 33 на нужную величину врезания. По достижении требуемой формы профиля пера посредством щупа 34 и электроконтактного датчика 35 срабатывает конечный выключатель 36 от упора 37 и станок отключается. Электродвигатель 38 приводит во вращение шлифовальную головку 39. Для правки круга служит правильное устройство 40.