Результат интеллектуальной деятельности: Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов
Вид РИД
Изобретение
Устройство относится к установкам, предназначенным для диффузионной металлизации изделий с целью придания поверхностным слоям этих изделий особых физико-химических свойств, и может использоваться в общем машиностроении, в инструментальной промышленности и других областях. В частности, установка предназначена для нанесения на изделия диффузионных покрытий в среде легкоплавких жидкометаллических растворов в условиях массового производства при одновременном совмещении процессов нанесения покрытий с термической обработкой материала изделий.
Наиболее близкой к заявляемому устройству является установка для диффузионной металлизации из среды легкоплавких растворов [патент 2423546 РФ, МПК С23С 10/22 (2006.01). Опубл. 10.07.2011, Бюл. №19].
Прототип представляет собой устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов, содержащее нагревательную и шлюзовую камеры, загрузочно-разгрузочное устройство для покрываемых изделий, автономные вакуумные системы, системы наполнения камер инертным газом и нагревательное устройство, в нагревательной камере располагается ванна с металлическим раствором, а шлюзовая камера имеет люк и систему закалки, включающую контур циркуляции инертного газа, теплообменник и насос, при этом камеры расположены на одном уровне, а нагревательное устройство выполнено внешним по отношению к нагревательной камере, при этом над нагревательной и шлюзовой камерами расположена манипуляционная камера, герметично связывающая их между собой, а в манипуляционной камере расположено роторное устройство перемещения покрываемых изделий и загрузочно-разгрузочное устройство, выполненное с двумя штоками, на котором закреплены покрываемые изделия, теплоотражающие экраны и уплотняющие водоохлаждаемые диски, обеспечивающие герметизацию шлюзовой камеры. Кроме этого, нагревательная камера установлена в шахтной электронагревательной печи. манипуляционная камера разделена заслонками, закрепленными на роторном устройстве, на холодную и горячую камеры, роторное устройство состоит из полого вала с продольными пазами, фиксирующими гайку загрузочно-разгрузочного устройства, при этом вал роторного устройства кинематически связан с мотор-редуктором, загрузочно-разгрузочное устройство состоит из ходового винта и гайки, к которой прикреплены кронштейны с загрузочными штоками, при этом ходовой винт кинематически связан с мотор-редуктором. Достоинствами прототипа являются: сокращение энергетических затраты, автоматизация процессов нанесения покрытий и термической обработки, повышение качества наносимых покрытий, надежность и долговечность устройства, увеличение веса и габаритов обрабатываемых изделий.
Технологический процесс нанесения диффузионных покрытий с применением устройства, являющегося прототипом, осуществляется следующим образом. Через загрузочный люк обрабатываемые изделия помещаются в шлюзовую камеру и закрепляются на штоке. Загрузочный люк закрывается, и производится вакуумирование шлюзовой камеры. После достижения заданного вакуума производится заполнение камеры инертным газом, которое завершается при выравнивании давления инертного газа в шлюзовой и манипуляционной камерах. После достижения металлическим раствором заданной температуры процесса включается мотор-редуктор, который обеспечивает подъем изделий из шлюзовой камеры в манипуляционную камеру, их разворот и погружение в ванну с жидкометаллическим раствором. После чего начинается процесс формирования диффузионных покрытий на поверхностях изделий.
После завершения цикла формирования покрытий на изделиях включают мотор-редуктор в прямом направлении, и производится перемещение покрытых изделий и подготовленных к нанесению покрытий изделий в манипуляционную камеру. После извлечения изделий из ванны с расплавом шлюзовой камеры подъем изделий прекращается путем остановки мотор-редуктора. Затем включается мотор-редуктор в реверсивном направлении, и покрытые изделия перемещаются к центру шлюзовой камеры, а новая партия непокрытых изделий - к центру нагревательной камеры.
Покрытые изделия в теплообменнике охлаждают потоком инертного газа. Шлюзовая камера герметизируется диском. После охлаждения изделий в шлюзовой камере открывается люк, изделия снимаются со штока и извлекаются из шлюзовой камеры. Затем производится загрузка новой партии изделий, и процесс повторяется.
Недостатком прототипа является то, что данное устройство не обеспечивает возможность наносить диффузионные покрытия способом диффузионной металлизации из среды легкоплавких жидкометаллических растворов на длинномерные изделия типа труб, шнеков и тому подобных изделий, а также термическую обработку материала этих изделий.
Технической задачей заявляемого изобретения является обеспечение возможности нанесения диффузионных покрытий на длинномерные изделия типа труб, шнеков и тому подобных изделий из среды легкоплавких жидкометаллических растворов в условиях массового производства при одновременном совмещении процессов нанесения покрытий с термической обработкой материала изделий.
Поставленная задача решается тем, что заявляемое устройство имеет герметичный корпус, в котором размещены ванна с металлическим раствором, печь с внешними нагревателями, шлюзовая камера, устройство для перемещения покрываемого изделия внутри корпуса, а также системы вакуумирования и наполнения корпуса инертным газом. Корпус выполнен в виде замкнутой шахты, разделенной вертикальной теплоизолирующей перегородкой на две камеры - холодную и горячую, при этом к корпусу со стороны холодной камеры герметично присоединены две шлюзовые камеры накопительного типа - загрузочная и разгрузочная, между шлюзовыми камерами и корпусом установлены вакуумные затворы. В горячей камере размещены, как минимум, две печи прямоугольной формы, в первой печи установлена ванна, в которой находится легкоплавкий жидкометаллический расплав для диффузионной металлизации, во-второй печи - ванна с солевым расплавом, обеспечивающим очистку изделий от следов расплава и (или) изотермическую закалку материала изделия. В верхней части корпуса размещен подвесной замкнутый монорельсовый конвейер с каретками, на которых подвешены крышки для герметизации ванн с легкоплавким жидкометаллическим расплавом и с солевым расплавом, и негерметичные контейнеры, внутри которых размещены покрываемые изделия. Конвейер обеспечивает последовательное дискретное перемещение контейнеров с покрываемыми изделиями вдоль линии конвейера, обеспечивающее загрузку изделий в контейнеры, погружение, выдержку покрываемых изделий в ванне с легкоплавким жидкометаллическим расплавом и извлечение их из расплава, погружение, выдержку покрытых изделий в ванне с солевым расплавом и извлечение их из этой ванны, а также перемещение контейнера с изделием в зону разгрузочной камеры. Загрузка и разгрузка изделий из контейнера осуществляется путем продольного раскрытия и закрытия контейнера. Кроме этого, количество ванн с легкоплавким расплавом и солевых ванн может быть увеличено, что определяется этапами технологического процесса диффузионной металлизации и видом термической обработки материала покрываемого изделия.
Благодаря новой совокупности существенных признаков заявляемого изобретения, в частности, вследствие принципиально нового конструктивного решения устройства обеспечивается возможность нанесения диффузионных покрытий в среде легкоплавких жидкометаллических растворов на длинномерные изделия типа труб, шнеков и тому подобных изделий, в условиях массового производства при одновременном совмещении процессов нанесения покрытий с термической обработкой материала изделий. Это объясняется тем, что в предлагаемом устройстве используется герметичный корпус, в котором последовательно размещены прямоугольной печи и ванны, а также специализированный подвесной конвейер, обеспечивающий не только перемещение длинномерных обрабатываемых изделий по замкнутой конвейерной линии от одного операционно-технологического участка к другому, но и полную автоматизацию процессов загрузки изделий, погружения, выдержки, извлечения обрабатываемых изделий из ванн с легкоплавким жидкометаллическим расплавом, солевым расплавом и их разгрузку. При этом шлюзовые камеры, герметичный корпус устройства, разделенный вертикальной теплоизолирующей перегородкой на две камеры - холодную и горячую, обеспечивают значительное сокращение энергетических потерь и длительности технологического цикла вследствие временного совмещения процессов загрузки изделий, нанесения диффузионных покрытий, очистки изделий от следов расплава, термической обработки материала изделия, его охлаждения и разгрузки обработанных изделий, а также исключают контакт человека с технологической средой. Кроме этого использование конвейера, последовательное расположение технологических ванн в зависимости от стадийности технологического процесса диффузионной металлизации и вида термической обработки материала покрываемого изделия позволяют увеличивать количество ванн с легкоплавким расплавом и солевых ванн, что обеспечивает возможность формировать на поверхности изделий многокомпонентные, многослойные покрытия и проводить термическую обработку материала изделий, обеспечивающую ему максимальную конструкционную прочность.
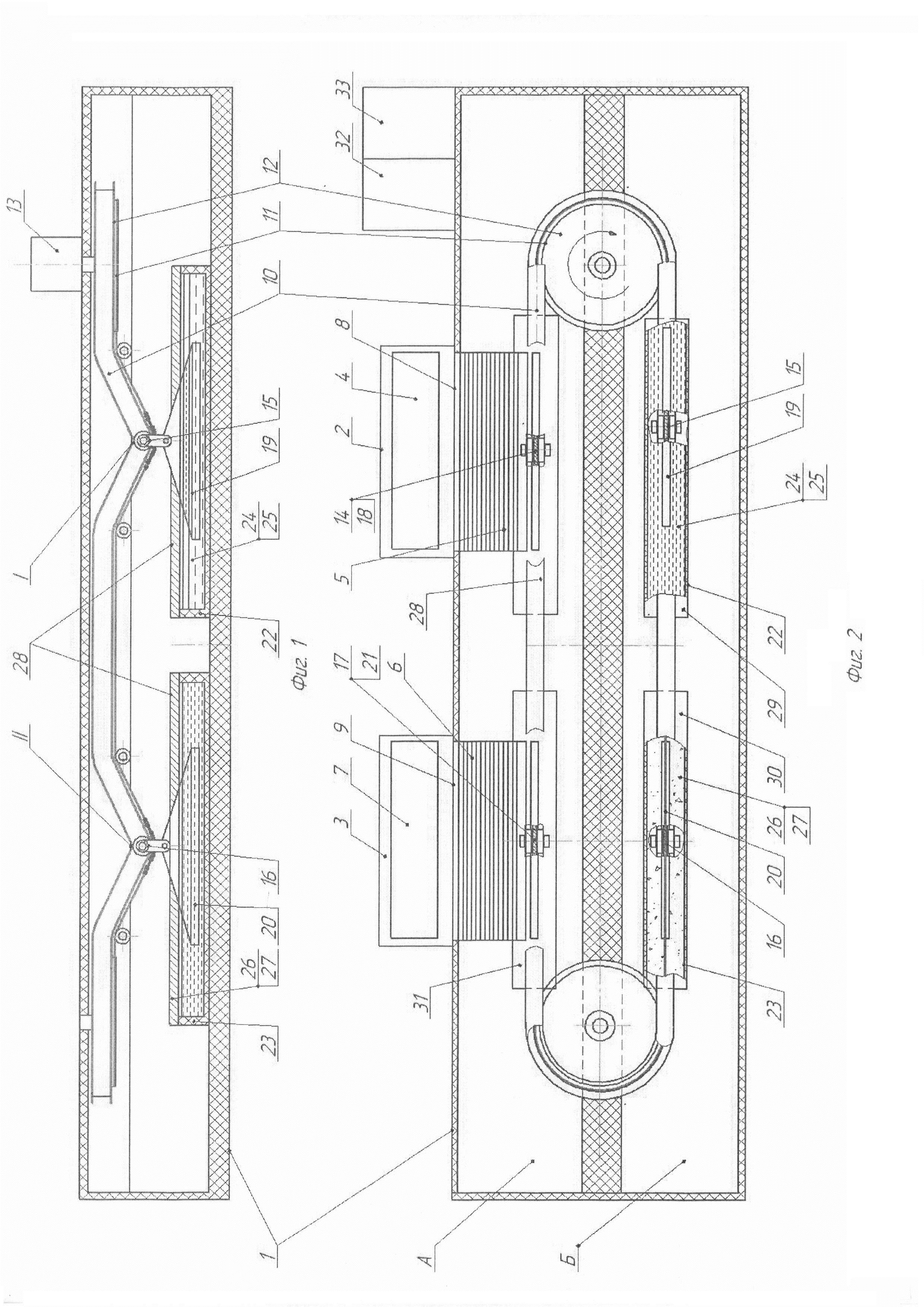
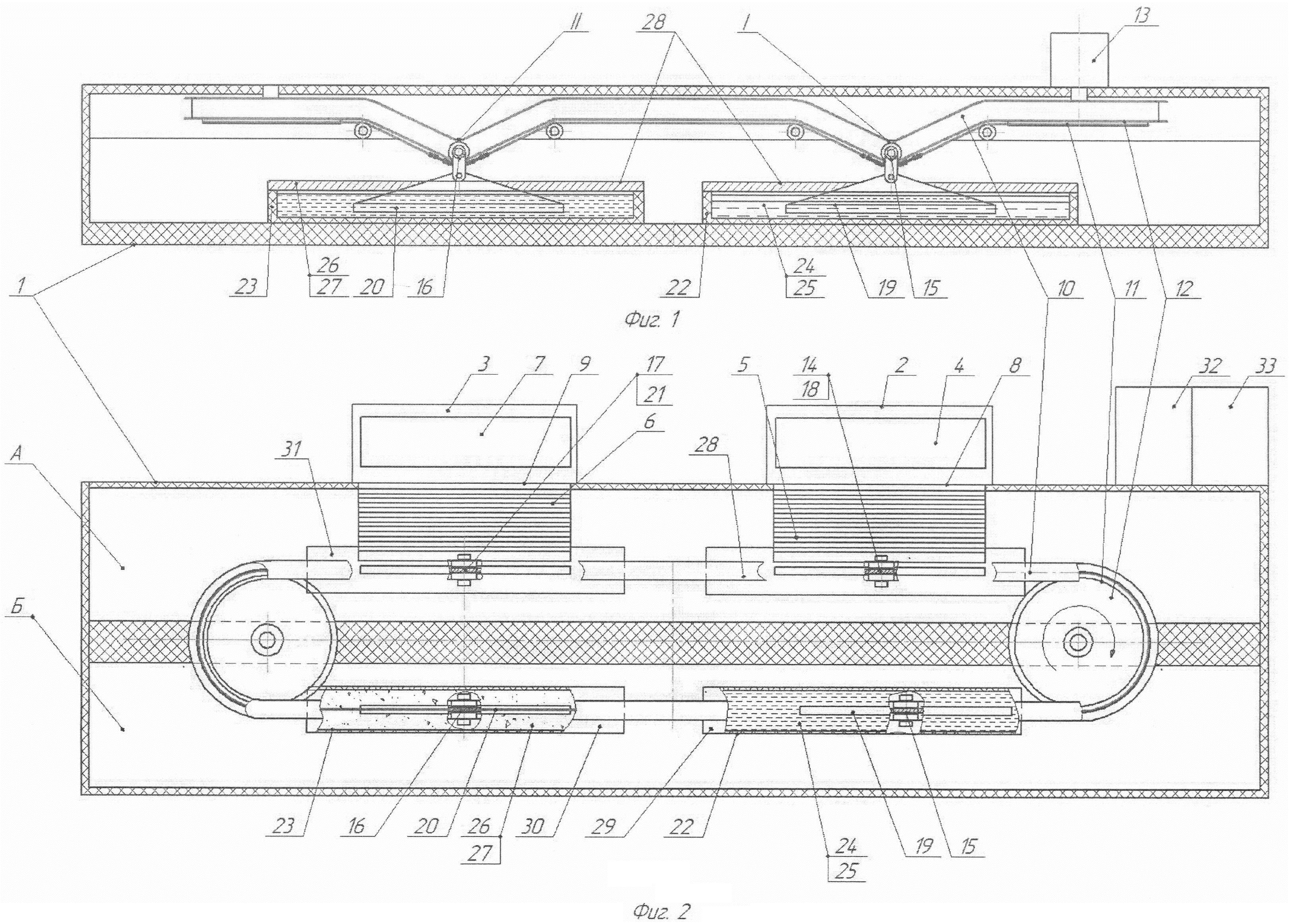
На фиг. 1 и 2 схематично представлен вариант выполнения заявляемого устройства.
Заявляемое устройство содержит корпус 1, который разделен вертикальной теплоизолирующей перегородкой на две камеры холодную А и горячую Б. К корпусу 1 со стороны холодной камеры А герметично присоединены две шлюзовые камеры накопительного типа - загрузочная 2 и разгрузочная 3. В загрузочную камеру 2 через загрузочный люк 4 загружаются изделия 5, которые будут подвергаться обработке - диффузионной металлизации, а в разгрузочной камере 3 накапливаются обработанные изделия 6, после накопления заданной партии обработанных изделий они извлекаются через разгрузочный люк 7. Между шлюзовыми камерами 2, 3 и корпусом 1 установлены вакуумные затворы 8 и 9. В верхней части корпуса 1 размещен подвесной замкнутый монорельсовый конвейер 10, с цепным приводом 11 тянущего типа, который через горизонтальную звездочку 12 приводится в движение электроприводом 13. Каретки 14, 15, 16, 17 конвейера 10 выполнены одноосными, к которым, в свою очередь, прикреплены загрузочные контейнеры, соответственно, 18, 19, 20, 21, в которых размещены обрабатываемые изделия 5. Загрузка изделий в контейнеры и выгрузка изделий из них осуществляется путем продольного раскрытия и закрытия контейнера. В нижней части корпуса 1 размещены печи 22, 23. При этом в печи 22 установлена ванна 24, в которой находится легкоплавкий жидкометаллический расплав для диффузионной металлизации 25, в печи 23 установлена ванна 26, в которой размещен солевой расплав для очистки изделий от следов расплава и (или) изотермической закалки материала изделия 27. На загрузочных контейнерах 18, 19, 20, 21 размещены крышки 28, 29, 30, 31 для герметизации ванн 24 и 26. Рельс конвейера 10 имеет вогнутые вниз участки I и II, на которых при перемещении кареток 14, 15, 16, 17 на этих участках происходит поочередное погружение контейнеров 18, 19, 20, 21 с обрабатываемыми изделиями 5 в ванны 24, 26 и их извлечения из этих ванн.
Устройство имеет вакуумную систему 32, служащую для удаления воздуха из корпуса 1, шлюзовых камер 2, 3, а также систему наполнения инертным газом 33 корпуса 1 и шлюзовых камер 2, 3.
Устройство работает следующим образом. Исходно обрабатываемые изделия 5, предварительно очищенные от ржавчины и масляных загрязнений, загружаются в шлюзовую камеру 2 через загрузочный люк 4, который после загрузки герметично закрывается. Разгрузочной люк 7 шлюзовой камеры 3 герметично закрыт, при этом вакуумные затворы 8 и 9 загрузочной и разгрузочной шлюзовых камер открыты. Далее с помощью вакуумной системы 32 одновременно производится откачка воздуха из внутренней полости корпуса 1, загрузочной 2 и разгрузочной 3 шлюзовых камер. После достижения заданной глубины вакуума, вакуумная система 32 отключается и вакуумированные объемы корпуса 1, загрузочной 2 и разгрузочной 3 шлюзовых камер с помощью системы наполнения инертным газом 33 наполняются им. После достижения требуемого давления инертного газа в корпусе 1 и камерах 2, 3 включаются печь 22, обеспечивающая нагрев находящейся в ней ванны 24 с легкоплавким жидкометаллическим расплавом для диффузионной металлизации 25, и печь 23, нагревающая находящуюся в ней ванну 26 с солевым расплавом 27. В течение разогрева расплавов производится загрузка покрываемых изделий 5 из загрузочной шлюзовой камеры 2 в загрузочный контейнер 18, закрепленный на каретки 14. При достижении расплавами 25 и 27 заданных температур конвейер 10 включается, что приводит к перемещению каретки 14 и контейнера 18 с покрываемыми изделиями 5 к ванне 24 и погружение контейнера 18 с покрываемыми изделиями 5 в расплав для диффузионной металлизации 25, ванна 24 закрывается крышкой 28. После погружения контейнера 18 с покрываемыми изделиями 5 в легкоплавкий жидкометаллический расплав 25 конвейер 10 останавливается и производится выдержка покрываемых изделий 5 в расплаве 25 заданное время, обеспечивающее формирование в поверхностных слоях изделий 5 диффузионных покрытий требуемого состава и толщины. Одновременно производится загрузка изделий 5 в контейнер 21, закрепленный на каретки 17.
По истечению заданного времени выдержки изделия 5 в легкоплавком жидкометаллическом расплаве 25 конвейер 10 включается, при этом контейнер 18, закрепленный на каретки 14, перемещается к ванне 26 и погружается с уже покрытыми изделиями 5 в солевой расплав 27, находящийся в ванне 26, которая закрывается крышкой 28. Одновременно контейнер 21, закрепленный на каретки 17, погружается с покрываемыми изделиями 5 в ванну 24 с легкоплавким жидкометаллическим расплавом 25, ванна 24 закрывается крышкой 31. Конвейер 10 останавливается и производится выдержка покрытых изделий 5 в солевом расплаве 27 заданное время. В солевом расплаве 27 производится очистка покрытых изделий от следов легкоплавкого жидкометаллического расплава 25 и при необходимости их изотермическая закалка. Время выдержки изделий 5 в солевом расплаве и покрываемых изделия 5, находящихся в контейнере 21, в легкоплавком жидкометаллическом расплаве 25, синхронизируется. В это же время производится загрузка изделий 5 в контейнер 20, закрепленный на каретки 16.
По истечению заданного времени выдержки изделия 5 в солевом расплаве 27 конвейер 10 включается, при этом контейнер 18 закрепленный на каретки 14, перемещается в разгрузочную камеру 3, где производится извлечение и складирование обработанных изделий 6. Одновременно контейнер 21, закрепленный на каретки 17, погружается с покрытыми изделиями 5 в солевой расплав 27, находящийся в ванне 26, которая закрывается крышкой 31, а контейнер 20, закрепленный на каретки 16, погружается с покрываемыми изделиями 5 в ванну с легкоплавким жидкометаллическим расплавом 25, находящийся в ванне 24, которая закрывается крышкой 30. Конвейер 10 останавливается на заданное время и производится выдержка покрытых изделий 5, находящихся в контейнере 21, в солевом расплаве 27, а покрываемых изделий 5, находящихся в контейнере 20, в легкоплавком жидкометаллическом расплаве 25.
На следующем этапе по окончании извлечения и складирования обработанных изделий 6 в разгрузочной камере 3 и выдержки покрытых изделий 5, находящихся в контейнере 21 в солевом расплаве 27, и покрываемых изделий 5, находящихся в контейнере 20 в легкоплавком жидкометаллическом расплаве 25, конвейер 10 включается и контейнер 18, закрепленный на каретки 14, поступает в загрузочную шлюзовую камеру 2, где вновь производится загрузка новой партии покрываемых изделий 5, и цикл повторяется.
После нанесения покрытий на все изделия, находящиеся в загрузочной шлюзовой камере 2, конвейер 10 останавливается, закрываются вакуумные затворы 8 и 9, открывается разгрузочный люк 7 шлюзовой камеры 3 и из шлюзовой камеры 3 извлекаются обработанные изделия 6. После извлечения обработанных изделий 6 разгрузочный люк 7 шлюзовой камеры 3 герметично закрывается. Далее открывают загрузочный люк 4 шлюзовой камеры 2, и через него производят загрузку шлюзовой камеры 2 подготовленными к нанесению покрытий изделиями 5. После загрузки загрузочный люк 4 шлюзовой камеры 2 герметично закрывается и производится с помощью вакуумной системы 32 откачка воздуха из шлюзовых камер 2 и 3. После вакуумирования шлюзовые камеры 2 и 3 заполняются инертным газом включением системы наполнения инертным газом 30 до выравнивания давления инертного газа в шлюзовых камерах 2, 3 и корпусе 1. Затем открываются вакуумные затворы 8 и 9. Работа устройства для диффузионной металлизации в среде легкоплавких жидкометаллических растворов продолжается.
Количество ванн с легкоплавким расплавом и соленных ванн может быть увеличено, что обеспечивает возможность нанесения на обрабатываемые изделия многокомпонентных покрытий и проведения различных видов термических обработок - нормализации, закалки, отпуска, старения и др.
Таким образом, новое конструктивное решение предлагаемого устройства для диффузионной металлизации в среде легкоплавких жидкометаллических растворов позволяет решить поставленные задачи обеспечения возможности нанесения диффузионных покрытий на длинномерные изделия типа труб, шнеков и тому подобных изделий в среде легкоплавких жидкометаллических растворов в условиях массового производства при одновременном совмещении процессов нанесения покрытий с термической обработкой материала изделий на новом техническом уровне.
Состав для наплавки детали
Способ регенерации растворителя в маслоэкстракционной линии
Способ получения композитного материала
Установка для очистки нефтепромысловых сточных вод для закачки в пласт
Двухвальцовый станок
Установка подготовки газа к транспорту
Устройство для обрушивания семян рапса
Адсорбционная установка подготовки углеводородного газа
Способ получения функциональной питьевой воды
Способ обработки прискважинной зоны продуктивного пласта
Состав для наплавки детали
Состав для наплавки детали
Аксиальный поршневой двигатель внутреннего сгорания
Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов
Пресс-форма по изготовлению прутков для аргонодуговой наплавки
Способ испытания наплавленного металла на стойкость против образования горячих трещин

