Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА АККУМУЛЯТОРНОЙ БАТАРЕИ
Вид РИД
Изобретение
Уровень техники
1. Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу производства аккумуляторной батареи.
2. Описание предшествующего уровня техники
[0002] Аккумуляторная батарея, включающая в себя пакет элементов, таких как топливный элемент, формирует тепло за счет реакции и, следовательно, нуждается в охлаждении. Японская публикация патентной заявки № 2013-033668 (JP 2013-033668 A) раскрывает конфигурацию, в которой охлаждаемый фрагмент, который является по меньшей мере частью поверхности пакета элементов, проходящей в направлении укладки отдельных элементов (нижней поверхности пакета элементов), находится в соприкосновении с охладителем, имеющим канал для протекания хладагента, с теплопроводящим листом, помещенным между охлаждаемым фрагментом и охладителем.
Сущность изобретения
[0003] По производственным причинам, пакеты элементов аккумуляторных батарей могут иметь некоторые вариации в неровности поверхности охлаждаемого фрагмента. Когда неровность поверхности охлаждаемого фрагмента пакета элементов является высокой, конфигурация, раскрытая в JP 2013-033668 A, может не иметь возможности обеспечивать достаточную площадь соприкосновения между охлаждаемым фрагментом и теплопроводящим листом, приводя в результате к более низкой эффективности охлаждения.
[0004] В качестве контрмеры, изобретатель настоящей заявки рассмотрел использование слоя вязкого вещества, вместо теплопроводящего листа, для того, чтобы предоставлять возможность тесного соприкосновения с охлаждаемым фрагментом отдельных элементов, даже когда неровность поверхности этого охлаждаемого фрагмента является относительно высокой. Было обнаружено, однако, что воздух, захватываемый между слоем вязкого вещества и отдельными элементами в процессе размещения пакета элементов на слое вязкого вещества, может препятствовать обеспечению достаточной площади соприкосновения между пакетом элементов и слоем вязкого вещества, приводя в результате к более низкой эффективности охлаждения.
[0005] Настоящее изобретение предоставляет способ производства аккумуляторной батареи, который может уменьшать захват воздуха между охлаждаемым фрагментом пакета элементов и слоем вязкого вещества.
[0006] Первый аспект настоящего изобретения является способом производства аккумуляторной батареи, которая включает в себя пакет элементов, который является пакетом из множества отдельных элементов, и охладитель, который включает в себя канал для протекания хладагента, при этом к охладителю присоединен охлаждаемый фрагмент, который является по меньшей мере частью поверхности пакета элементов, проходящей в направлении укладки отдельных элементов, причем между охлаждаемым фрагментом и охладителем расположен слой вязкого вещества. Способ производства включает в себя: формирование слоя вязкого вещества на охладителе, так что противоположная поверхность слоя вязкого вещества, обращенная к охлаждаемому фрагменту, имеет вершину, в которой перпендикулярное расстояние от поверхности слоя вязкого вещества напротив противоположной поверхности является наибольшим, и что перпендикулярное расстояние уменьшается непрерывно и монотонно в направлениях от вершины, как видно на виде в разрезе слоя вязкого вещества с направления длинной стороны слоя вязкого вещества; и прежде чем отверждение слоя вязкого вещества на охладителе завершится, присоединение пакета элементов к охладителю, при одновременном прижатии противоположной поверхности слоя вязкого вещества к охлаждаемому фрагменту.
[0007] Когда слой вязкого вещества формируется таким образом, так что противоположная поверхность, обращенная к пакету элементов, имеет вершину, в которой перпендикулярное расстояние от поверхности на противоположной стороне от противоположной поверхности является наибольшим, и что перпендикулярное расстояние уменьшается непрерывно и монотонно в направлениях от вершины, как видно на виде в разрезе слоя вязкого вещества с направления длинной стороны, фрагмент вершины противоположной поверхности слоя вязкого вещества приходит в соприкосновение с охлаждаемым фрагментом пакета элементов первым, когда пакет элементов присоединяется к охладителю. Затем, в процессе сдавливания, слой вязкого вещества постепенно увеличивает площадь соприкосновения с охлаждаемым фрагментом пакета элементов, в то же время выталкивая воздух в обе стороны относительно фрагмента вершины противоположной поверхности слоя вязкого вещества. Таким образом, захват воздуха между охлаждаемым фрагментом пакета элементов и слоем вязкого вещества может быть уменьшен.
[0008] При формировании слоя вязкого вещества в первом аспекте слой вязкого вещества может быть сформирован на охладителе, так что противоположная поверхность выступает в дугообразной форме, имеющей центральный угол в диапазоне 10°-35°, как видно на виде в разрезе слоя вязкого вещества с направления длинной стороны.
[0009] Когда слой вязкого вещества конфигурируется таким образом, так что противоположная поверхность, обращенная к пакету элементов, выступает в дугообразной форме, имеющей центральный угол в диапазоне 10°-35°, как видно на виде в разрезе слоя вязкого вещества с направления длинной стороны, фрагмент вершины дуги противоположной поверхности слоя вязкого вещества приходит в соприкосновение с охлаждаемым фрагментом пакета элементов первым, когда пакет элементов присоединяется к охладителю. Затем, в процессе сдавливания, слой вязкого вещества постепенно увеличивает площадь соприкосновения с охлаждаемым фрагментом пакета элементов, в то же время выталкивая воздух в обе стороны относительно фрагмента вершины дуги противоположной поверхности слоя вязкого вещества. Таким образом, захват воздуха между охлаждаемым фрагментом пакета элементов и слоем вязкого вещества может быть уменьшен.
[0010] В первом аспекте слой вязкого вещества может быть сформирован на охладителе, так что противоположная поверхность выступает в дугообразной форме, имеющей центральный угол в диапазоне 20°-35°, как видно на виде в разрезе. Таким образом, захват воздуха между охлаждаемым фрагментом пакета элементов и слоем вязкого вещества может быть уменьшен.
[0011] Второй аспект настоящего изобретения является устройством для производства аккумуляторной батареи, которая включает в себя пакет элементов, который является стопкой из множества отдельных элементов, и охладитель, который включает в себя канал для протекания хладагента, при этом к охладителю присоединен охлаждаемый фрагмент, который является по меньшей мере частью поверхности пакета элементов, проходящей в направлении укладки отдельных элементов, причем между охлаждаемым фрагментом и охладителем расположен слой вязкого вещества. Устройство для производства включает в себя устройство формирования слоя вязкого вещества, сконфигурированное, чтобы формировать слой вязкого вещества на охладителе посредством выпуска вязкого вещества из сопла, и присоединяющее устройство, которое присоединяет пакет элементов к охладителю. Проем выпускного отверстия сопла имеет дугообразную форму, имеющую центральный угол в диапазоне 10°-35° в сторону вниз по потоку в направлении формирования пленки при формировании слоя вязкого вещества. Присоединяющее устройство конфигурируется, чтобы присоединять пакет элементов к охладителю, при одновременном прижатии противоположной поверхности слоя вязкого вещества, обращенной к охлаждаемому фрагменту пакета элементов, к охлаждаемому фрагменту, прежде чем отверждение слоя вязкого вещества на охладителе завершится.
[0012] В устройстве формирования слоя вязкого вещества этого устройства для производства аккумуляторной батареи проем выпускного отверстия сопла формируется так, чтобы выступать в дугообразной форме, имеющей центральный угол в диапазоне 10°-35° в сторону вниз по потоку в направлении формирования пленки. Выпуск покрывающей жидкости из этого выпускного отверстия может формировать слой вязкого вещества, так что противоположная поверхность, обращенная к охлаждаемому фрагменту пакета элементов, выступает в дугообразной форме, имеющей центральный угол в диапазоне 10°-35°, как видно на виде в разрезе с направления формирования пленки. В процессе сдавливания, слой вязкого вещества, сформированный таким образом, постепенно увеличивает площадь соприкосновения с охлаждаемым фрагментом пакета элементов, в то же время выталкивая воздух в обе стороны относительно фрагмента вершины дуги противоположной поверхности слоя вязкого вещества. Таким образом, захват воздуха между охлаждаемым фрагментом пакета элементов и слоем вязкого вещества может быть уменьшен.
[0013] Во втором аспекте проем выпускного отверстия может быть в дугообразной форме, имеющей центральный угол в диапазоне 20°-35°. С выпускным отверстием сопла, сформированным таким образом, захват воздуха между охлаждаемым фрагментом пакета элементов и слоем вязкого вещества может быть уменьшен более благоприятным образом.
[0014] Третий аспект настоящего аспекта является аккумуляторной батареей, включающей в себя пакет элементов, который является стопкой из множества отдельных элементов, и охладитель, который включает в себя канал для протекания хладагента. К охладителю присоединен охлаждаемый фрагмент, который является по меньшей мере частью поверхности пакета элементов, проходящей в направлении укладки отдельных элементов, при этом между охлаждаемым фрагментом и охладителем расположен слой вязкого вещества. Поверхность слоя вязкого вещества в соприкосновении с охлаждаемым фрагментом имеет первую ширину в направлении, параллельном короткой стороне поверхности. Поверхность слоя вязкого вещества в соприкосновении с охладителем имеет вторую ширину в направлении, параллельном короткой стороне. Первая ширина меньше второй ширины. Канал для протекания хладагента включает в себя боковую поверхность в направлении, параллельном короткой стороне, и противоположную боковую поверхность, противоположную боковой поверхности, в направлении, параллельном короткой стороне. Расстояние от боковой поверхности до противоположной боковой поверхности соответствует ширине, которая больше первой ширины, но меньше второй ширины.
[0015] В этой аккумуляторной батарее первая ширина, в направлении, параллельном короткой стороне, поверхности слоя вязкого вещества в соприкосновении с охлаждаемым фрагментом, является более короткой, чем вторая ширина, в направлении, параллельном короткой стороне, поверхности слоя вязкого вещества в соприкосновении с охладителем. Когда слой вязкого вещества формируется таким образом, захват воздуха между слоем вязкого вещества и охлажденным фрагментом уменьшается до такого уровня, чтобы не вызывать проблемы в практическом использовании. В результате, уменьшение эффективности охлаждения, присущее захвату воздуха между слоем вязкого вещества и охлаждаемым фрагментом, может быть устранено. Кроме того, канал для протекания хладагента включает в себя боковую поверхность в направлении, параллельном короткой стороне, и противоположную боковую поверхность, противоположную боковой поверхности, в направлении, параллельном короткой стороне. Расстояние от боковой поверхности до противоположной боковой поверхности соответствует ширине, которая больше первой ширины, в направлении, параллельном короткой стороне, поверхности слоя вязкого вещества в соприкосновении с охлаждаемым фрагментом, но меньше второй ширины, в направлении, параллельном короткой стороне, поверхности слоя вязкого вещества в соприкосновении с охладителем. Таким образом, охлаждающая энергия в канале для протекания хладагента может удерживаться от утечки, и эта охлаждающая энергия в канале для протекания хладагента может быть надежно доставлена к слою вязкого вещества.
[0016] Настоящее изобретение может уменьшать захват воздуха между охлаждаемым фрагментом пакета элементов и слоем вязкого вещества.
Краткое описание чертежей
[0017] Признаки, преимущества и техническое и промышленное значение примерных вариантов осуществления изобретения будут описаны ниже со ссылкой на сопровождающие чертежи, на которых аналогичные номера обозначают аналогичные элементы, и на которых:
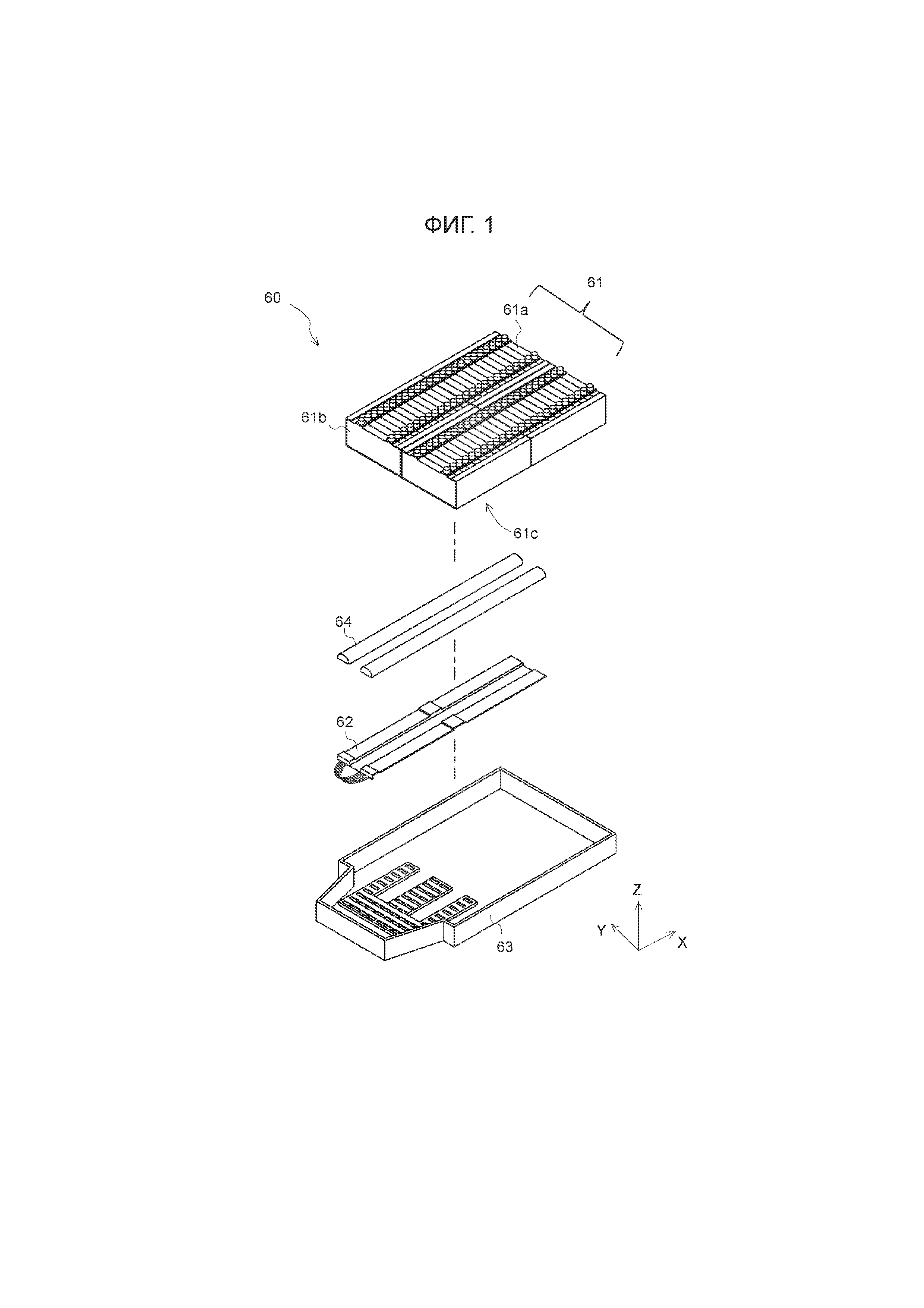
Фиг. 1 является покомпонентным видом в перспективе, показывающим общую конфигурацию аккумуляторной батареи, произведенной способом производства аккумуляторной батареи согласно варианту осуществления;
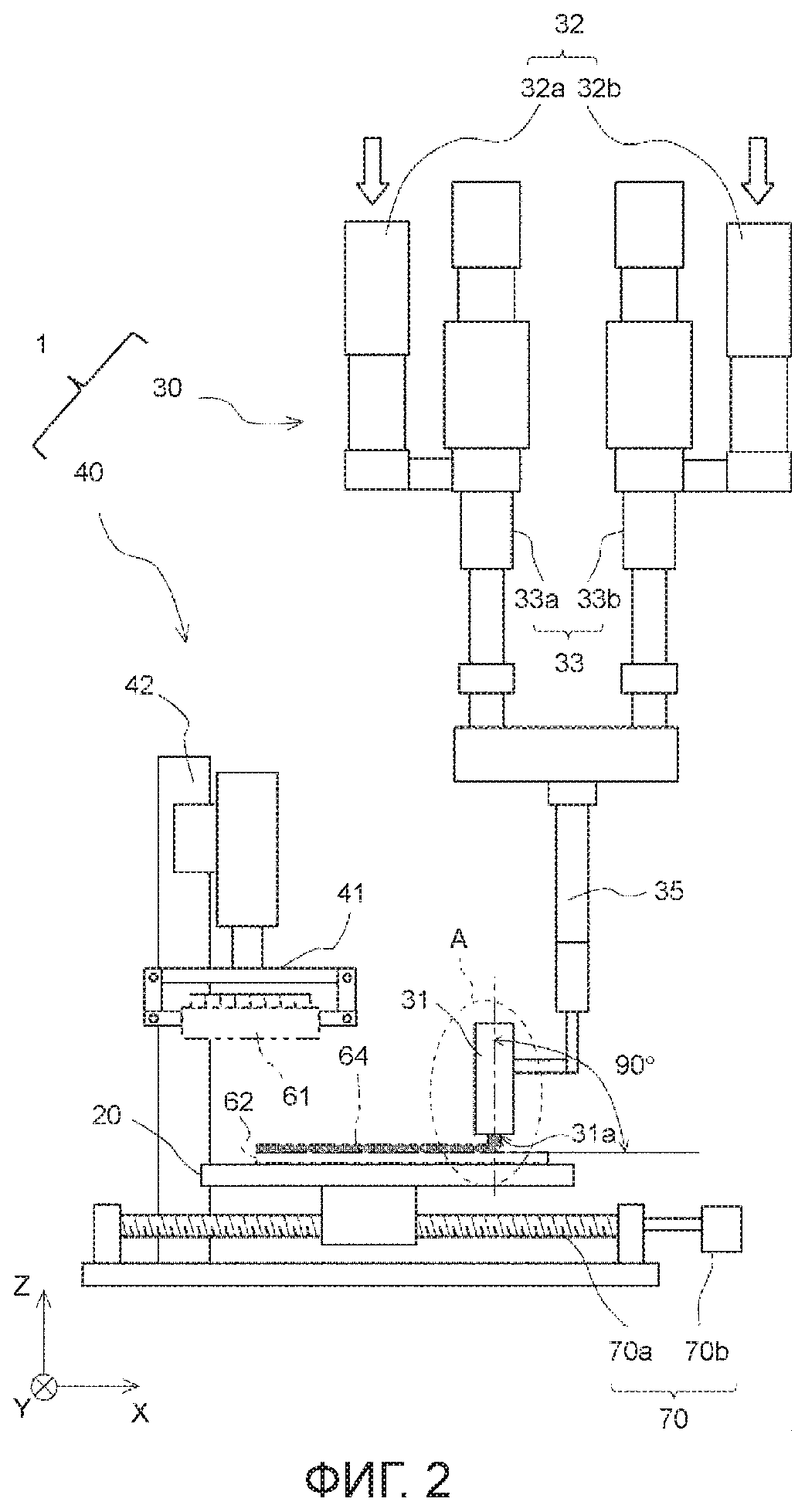
Фиг. 2 является схематичным видом, показывающим общую конфигурацию устройства для производства аккумуляторной батареи, используемого в способе производства аккумуляторной батареи согласно варианту осуществления;
Фиг. 3 является блок-схемой последовательности операций, показывающей последовательность обработки в способе производства аккумуляторной батареи согласно варианту осуществления;
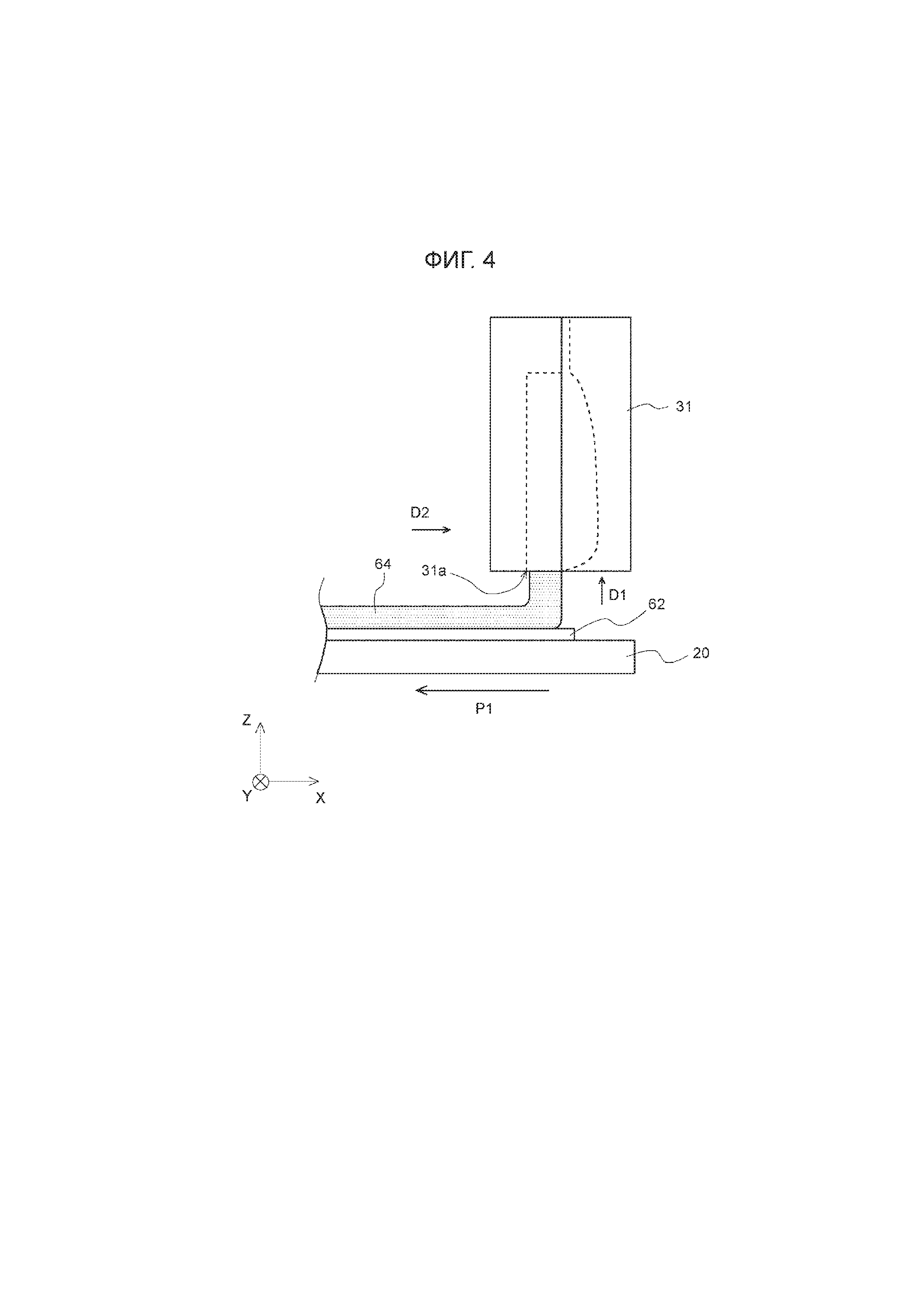
Фиг. 4 является схематичным видом, иллюстрирующим подробности этапа формирования слоя вязкого вещества в способе производства аккумуляторной батареи согласно варианту осуществления;
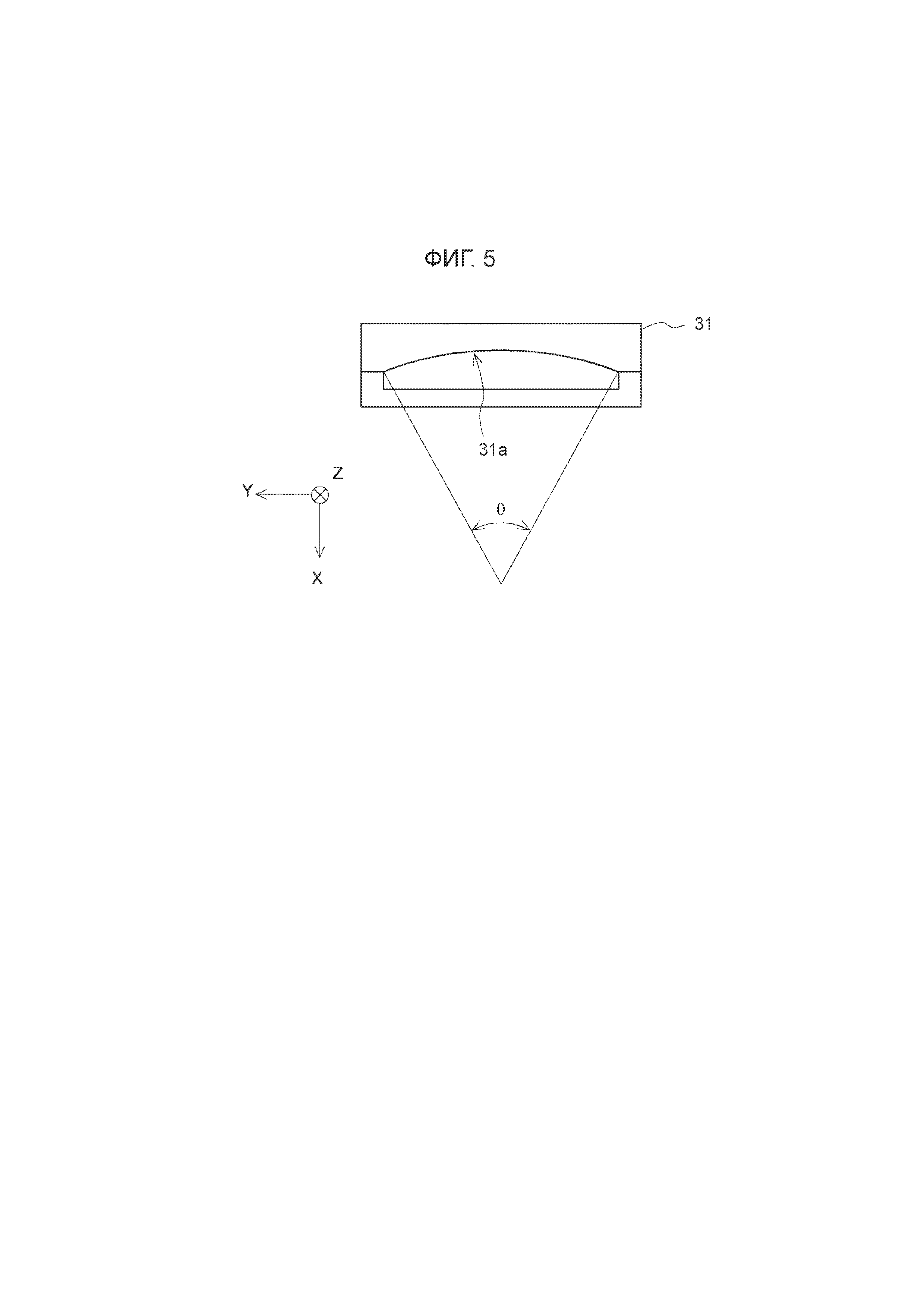
Фиг. 5 является схематичным видом, иллюстрирующим подробности этапа формирования слоя вязкого вещества в способе производства аккумуляторной батареи согласно варианту осуществления;
Фиг. 6 является схематичным видом, иллюстрирующим подробности этапа формирования слоя вязкого вещества в способе производства аккумуляторной батареи согласно варианту осуществления;
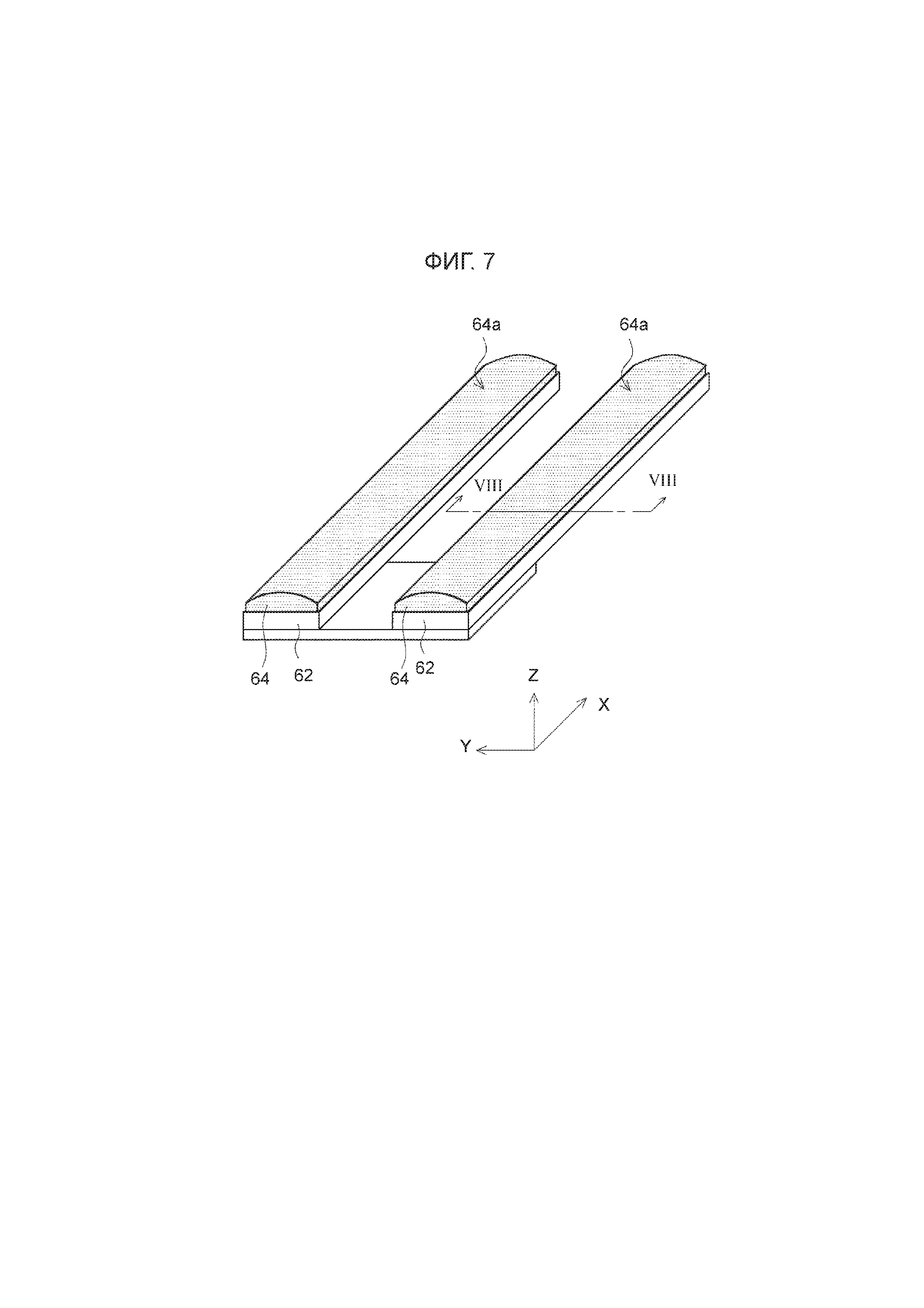
Фиг. 7 является схематичным видом, показывающим слои вязкого вещества, сформированные на охладителях посредством этапа формирования слоя вязкого вещества;
Фиг. 8 является видом в разрезе, взятом по линии VIII-VIII на фиг. 7;
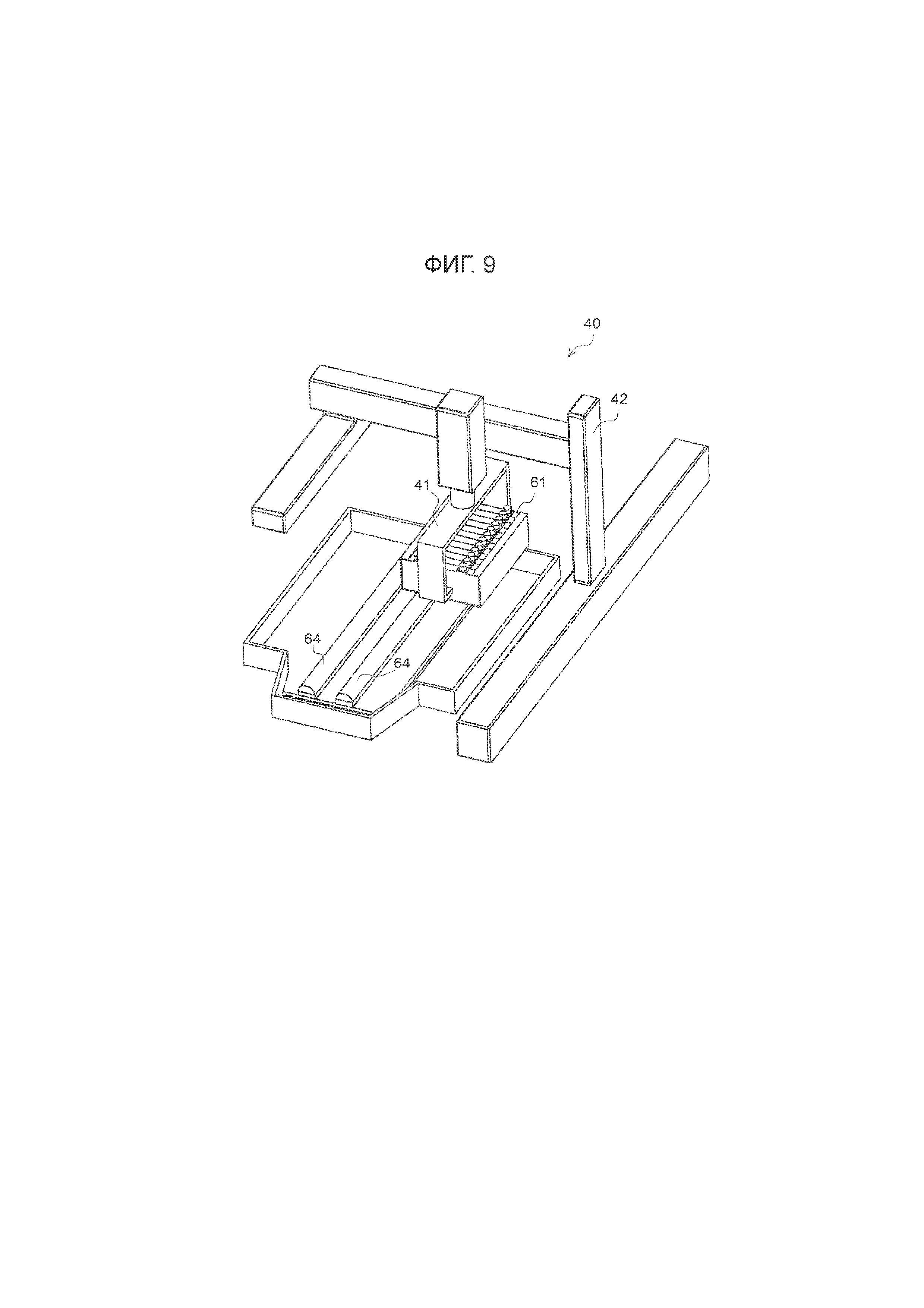
Фиг. 9 является схематичным видом, иллюстрирующим подробности этапа установки пакета элементов в способе производства аккумуляторной батареи согласно варианту осуществления;
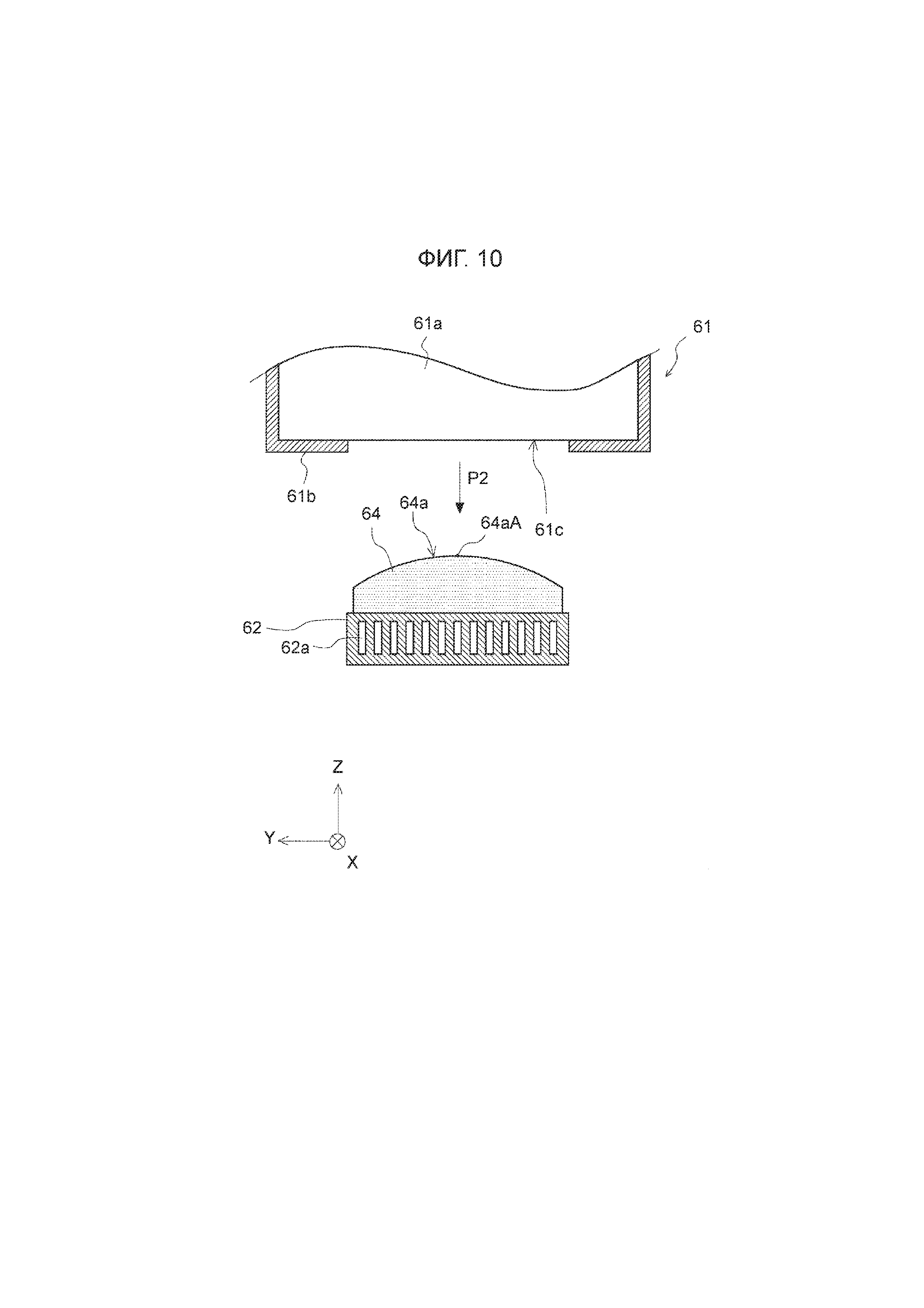
Фиг. 10 является схематичным видом, иллюстрирующим подробности этапа установки пакета элементов в способе производства аккумуляторной батареи согласно варианту осуществления;
Фиг. 11 является схематичным видом, иллюстрирующим подробности этапа установки пакета элементов в способе производства аккумуляторной батареи согласно варианту осуществления;
Фиг. 12 является схематичным видом, показывающим подробности конфигурации вокруг слоя вязкого вещества в аккумуляторной батарее, произведенной способом производства аккумуляторной батареи согласно варианту осуществления;
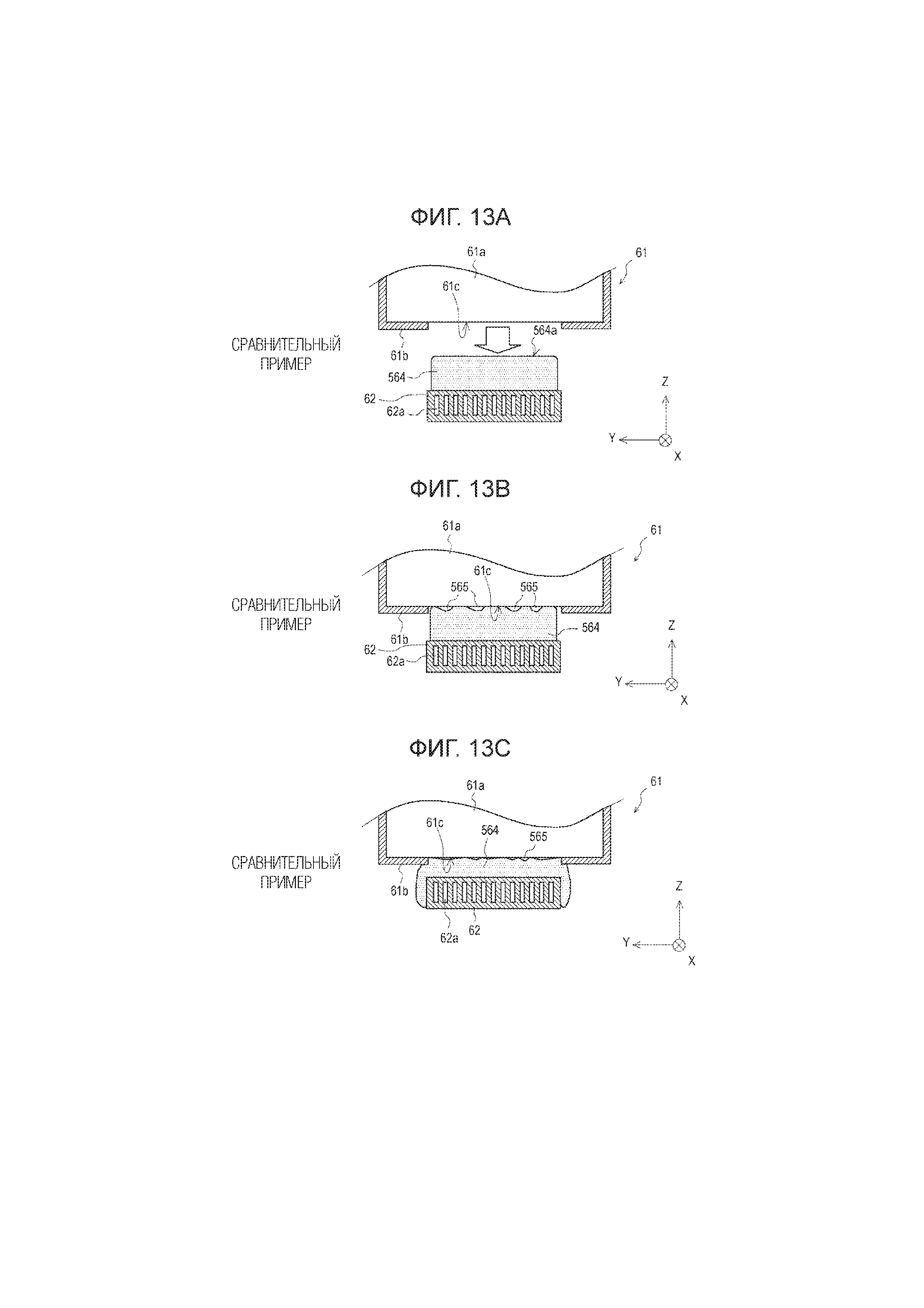
Фиг. 13A является схематичным видом, иллюстрирующим способ производства аккумуляторной батареи согласно сравнительному примеру;
Фиг. 13B является схематичным видом, иллюстрирующим способ производства аккумуляторной батареи согласно сравнительному примеру;
Фиг. 13C является схематичным видом, иллюстрирующим способ производства аккумуляторной батареи согласно сравнительному примеру;
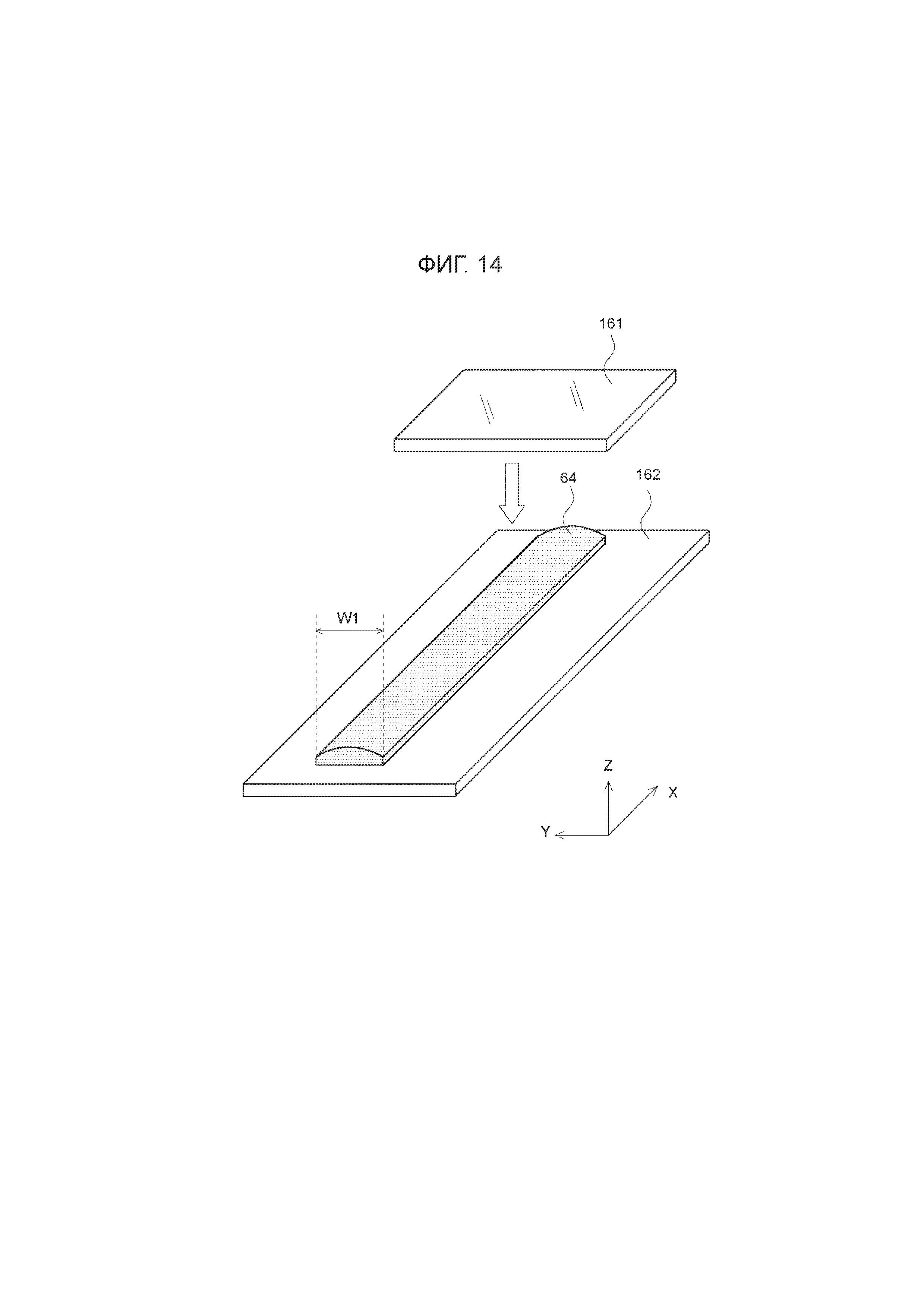
Фиг. 14 является схематичным видом, иллюстрирующим процедуру тестирования, которое подтверждает результаты способа производства аккумуляторной батареи согласно варианту осуществления;
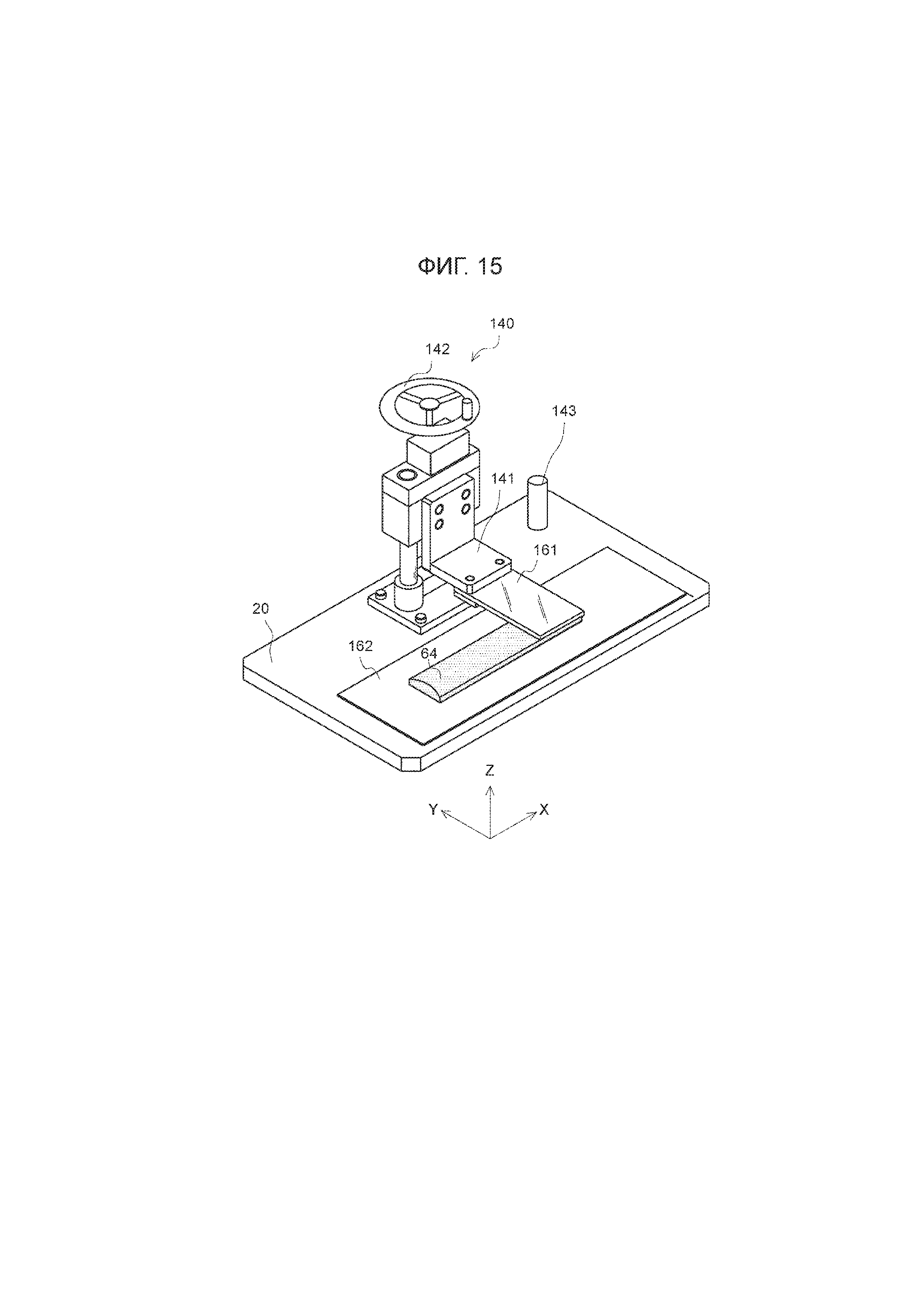
Фиг. 15 является схематичным видом, показывающим конфигурацию монтажного устройства, используемого в тестировании;
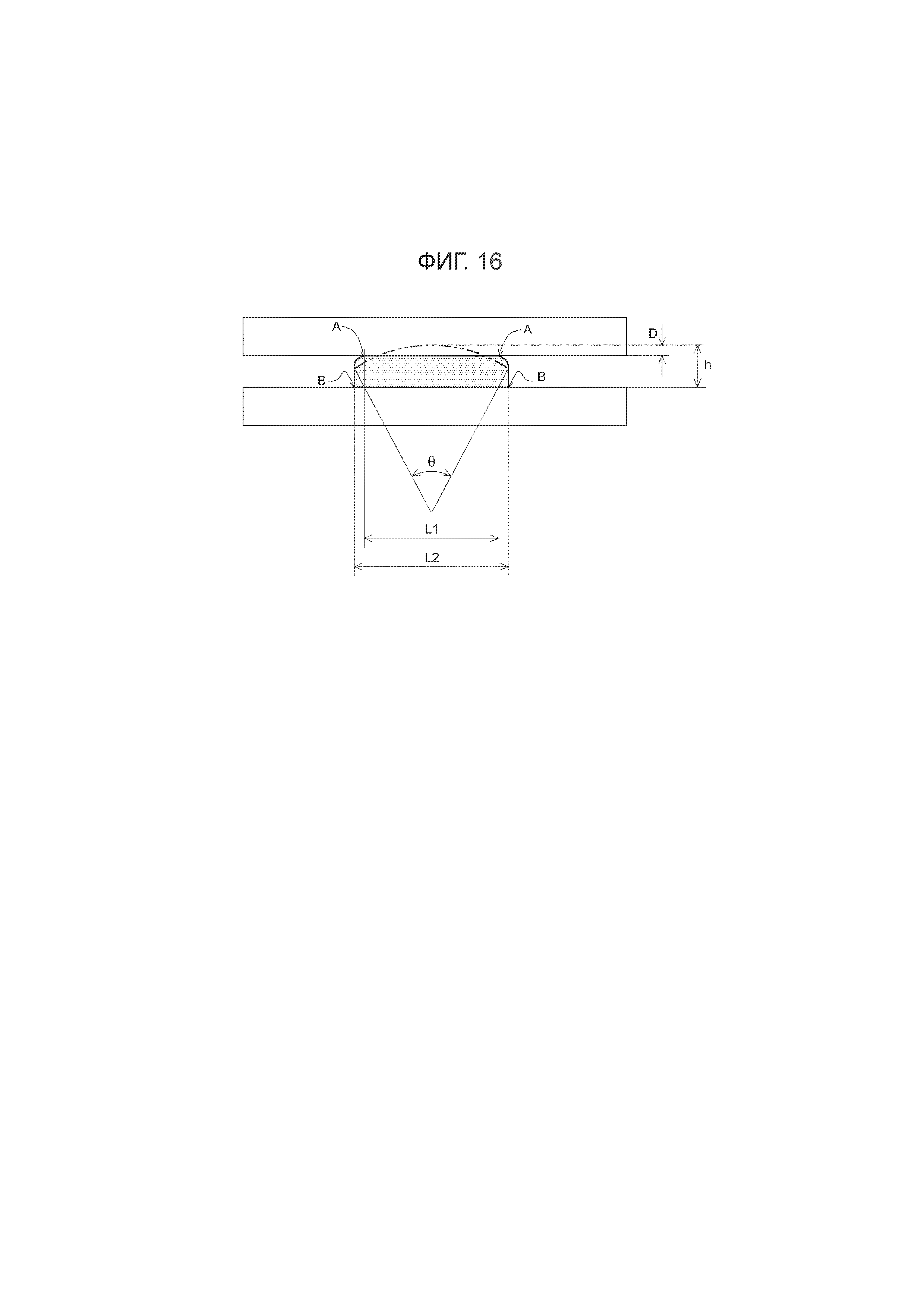
Фиг. 16 является схематичным видом, показывающим состояние, когда акриловая пластина прижимается к слою вязкого вещества в тестировании; и
Фиг. 17 является таблицей, показывающей результат тестирования.
Подробное описание вариантов осуществления
[0018] Вариант осуществления настоящего изобретения будет описан ниже со ссылкой на чертежи. Когда подходит, последующее описание и чертежи сокращаются и упрощаются для ясности. Одинаковые компоненты на чертежах обозначаются одинаковыми ссылочными знаками, в то время как их излишнее описание пропускается при необходимости. Правосторонняя система xyz-координат, показанная на чертежах, представлена для удобства иллюстрации позиционных соотношений компонентов.
[0019] Сначала, общая конфигурация аккумуляторной батареи, произведенной способом производства аккумуляторной батареи согласно варианту осуществления, будет описана со ссылкой на фиг. 1. Фиг. 1 является покомпонентным видом в перспективе, показывающим общую конфигурацию аккумуляторной батареи 60. Как показано на фиг. 1, аккумуляторная батарея 60 включает в себя пакет 61 элементов, охладители 62 и нижний корпус 63.
[0020] Пакет 61 элементов имеет конфигурацию, в которой множество отдельных элементов 61a уложены в направлении длинной стороны (направлении X-оси). Здесь, например, отдельный элемент 61a является аккумулятором, таким как литиево-ионный аккумулятор или никель-металлогидридный аккумулятор. Отдельные элементы 61a электрически соединяются последовательно электрической шиной и т.д. Пакет 61 элементов, по меньшей мере, частично покрывается полимерным каркасом 61b.
[0021] Охладитель 62 является устройством, которое охлаждает пакет 61 элементов и имеет форму практически прямоугольного параллелепипеда, вытянутую в направлении укладки отдельных элементов 61a (направлении X-оси). На поверхности охладителя 62, обращенной к пакету 61 элементов, формируется слой 64 вязкого вещества, вытянутый в направлении укладки отдельных элементов 61a (направлении X-оси). Форма слоя 64 вязкого вещества будет описана подробно позже. Охлаждаемый фрагмент 61c, который является по меньшей мере частью поверхности пакета 61 элементов, проходящей в направлении укладки отдельных элементов 61a (направлении X-оси), устанавливается на охладитель 62, причем между охлаждаемым фрагментом 61c и охладителем 62 расположен слой 64 вязкого вещества. Нижний корпус 63 является корпусом, который размещает пакет 61 элементов, установленный на охладитель 62, между пакетом 61 элементов и охладителем 62 расположен слой 64 вязкого вещества.
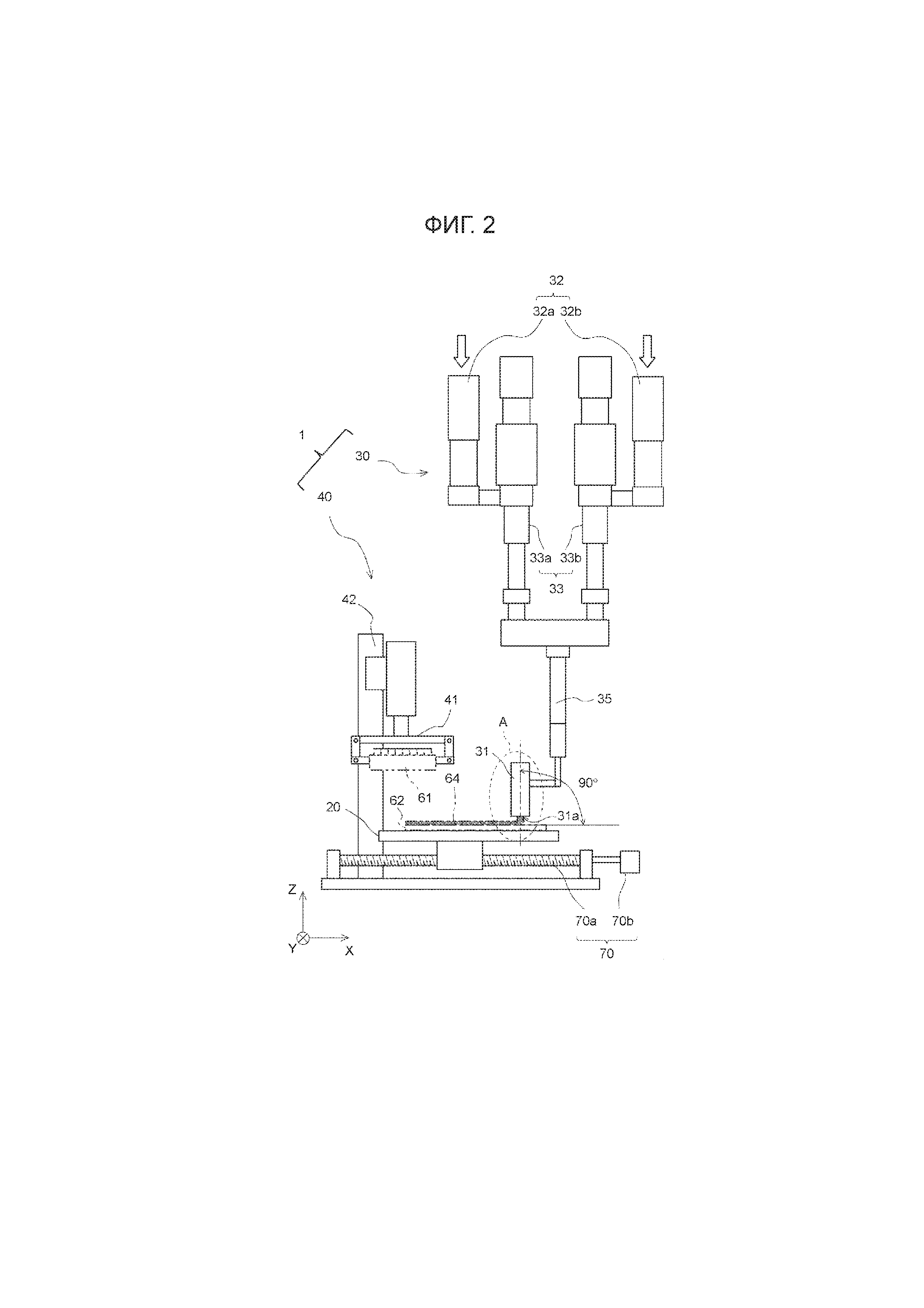
[0022] Далее, общая конфигурация устройства 1 для производства аккумуляторной батареи, используемого в способе производства аккумуляторной батареи согласно варианту осуществления, будет описана со ссылкой на фиг. 2. Фиг. 2 является схематичным видом, показывающим общую конфигурацию устройства 1 для производства аккумуляторной батареи. Как показано на фиг. 2, устройство 1 для производства аккумуляторной батареи включает в себя устройство 30 для формирования слоя вязкого вещества и монтажное устройство 40 (присоединяющее устройство).
[0023] Устройство 30 для формирования слоя вязкого вещества является устройством, которое формирует слой 64 вязкого вещества на поверхности охладителя 62, обращенной к пакету 61 элементов. Устройство 30 для формирования слоя вязкого вещества включает в себя хранилище 32 для покрывающей жидкости, распределительное устройство 33, статический смеситель 35, сопло 31 и столик 20. В этом варианте осуществления тип покрывающей жидкости, которая получается посредством смешивания двух материалов, основной смеси и отверждающего агента (двухкомпонентная смешанная покрывающая жидкость), используется в качестве покрывающей жидкости для формирования слоя 64 вязкого вещества. Покрывающая жидкость создается из полимера, имеющего вязкоупругое состояние, например, кремниевого полимера. Хранилище 32 покрывающей жидкости является бачком, который хранит материалы покрывающей жидкости, и состоит из первого хранилища 32a покрывающей жидкости, которое хранит основную смесь, и второго хранилища 32b покрывающей жидкости, которое содержит отверждающий агент.
[0024] Распределительное устройство 33 является устройством, которое всасывает материалы покрывающей жидкости из хранилища 32 покрывающей жидкости и подает материалы в предварительно определенных объемах в статический смеситель 35, который должен быть описан позже. Распределительное устройство 33 состоит из первого распределительного устройства 33a и второго распределительного устройства 33b. Первое распределительное устройство 33a всасывает основную смесь покрывающей жидкости из первого хранилища 32a покрывающей жидкости и подает основную смесь в предварительно определенных объемах в статический смеситель 35. Аналогично, второе распределительное устройство 33b всасывает отверждающий агент покрывающей жидкости из второго хранилища 32b покрывающей жидкости и подает отверждающий агент в предварительно определенных объемах в статический смеситель 35.
[0025] Статический смеситель 35 является устройством, которое взбалтывает и смешивает материалы покрывающей жидкости, подаваемые из распределительного устройства 33. Статический смеситель 35 не имеет приводного блока, и множество элементов, имеющих витую часть, спиральным образом формируются внутри статического смесителя 35. Посредством размещения этих элементов материалы покрывающей жидкости, поступившие внутрь статического смесителя 35, последовательно взбалтываются и смешиваются, чтобы создавать покрывающую жидкость. Полученная покрывающая жидкость доставляется в сопло 31.
[0026] Сопло 31 является плоским соплом, которое может выпускать покрывающую жидкость в форме полосы на охладитель 62, который должен быть покрыт. Сопло 31 имеет выпускное отверстие 31a, из которого выпускается покрывающая жидкость. Сопло 31 размещается так, что направление выпуска покрывающей жидкости ориентируется под углом 90° к поверхности, которая должна быть покрыта. Форма выпускного отверстия 31a будет описана позже. Сопло 31 включает в себя механизм регулировки расхода, который регулирует объем покрывающей жидкости, который должен быть выпущен.
[0027] Столик 20 является частью, на которой размещается охладитель 62. Столик 20 содержит приводной механизм 70. Например, имеющий шариковый винт 70a и сервомотор 70b, который приводит шариковый винт 70a во вращение, приводной механизм 70 может перемещать столик 20 так, чтобы выполнять возвратно-поступательное движение в направлении X-оси. Таким образом, покрывающая жидкость может быть нанесена на охладитель 62, помещенный на столик 20, с предварительно определенной скоростью нанесения, чтобы формировать слой 64 вязкого вещества на поверхности охладителя 62. Альтернативно, устройство 30 для формирования слоя вязкого вещества может быть сконфигурировано, чтобы наносить покрывающую жидкость посредством перемещения сопла 31, в то время как столик 20 является неподвижным.
[0028] Монтажное устройство 40 является устройством, которое размещает пакет 61 элементов на слое 64 вязкого вещества, сформированном на охладителе 62. Монтажное устройство 40 включает в себя блок 41 захвата и конвейерный блок 42. Блок 41 захвата конфигурируется, чтобы быть приспособленным захватывать пакет 61 элементов. В частности, блок 41 захвата включает в себя пару пальцев и актуатор (такой как сервомотор), который приводит в действие пальцы. Конвейерный блок 42 транспортирует пакет 61 элементов, захваченный посредством блока 41 захвата, в предварительно определенную позицию, в которой пакет 61 элементов обращается к слою 64 вязкого вещества, и размещает пакет 61 элементов на слое 64 вязкого вещества. Например, конвейерный блок 42 конфигурируется, чтобы быть приспособленным сдвигаться в направлениях трех осей посредством актуатора, сочетания шарикового винта и мотора, и т.д.
[0029] Далее, будет описан способ производства аккумуляторной батареи согласно варианту осуществления. Что касается конфигурации устройства 1 для производства аккумуляторной батареи, будет выполнена ссылка на фиг. 2 при необходимости в последующем описании. Фиг. 3 является блок-схемой последовательности операций, показывающей последовательность обработки в способе производства аккумуляторной батареи согласно варианту осуществления. Как показано на фиг. 3, сначала, выполняется этап формирования слоя вязкого вещества для формирования слоя вязкого вещества на охладителе 62 посредством устройства 30 для формирования слоя вязкого вещества устройства 1 для производства аккумуляторной батареи (этап S1). Затем, прежде чем отверждение слоя 64 вязкого вещества, сформированного на охладителе 62, завершится, выполняется этап установки пакета элементов (этап присоединения) для установки пакета 61 элементов на охладитель 62 посредством монтажного устройства 40 устройства 1 для производства аккумуляторной батареи (этап S2).
[0030] Фиг. 4-6 являются схематичными видами, иллюстрирующими подробности этапа формирования слоя вязкого вещества. Как показано на фиг. 4, когда покрывающая жидкость выпускается из выпускного отверстия 31a, в то время как столик 20 перемещается в направлении стрелки P1 (в отрицательную сторону в направлении X-оси) с предварительно определенной скоростью перемещения, слой 64 вязкого вещества формируется на охладителе 62 с предварительно определенной скоростью нанесения (скоростью формирования пленки). Здесь, скорость нанесения равна скорости перемещения столика 20.
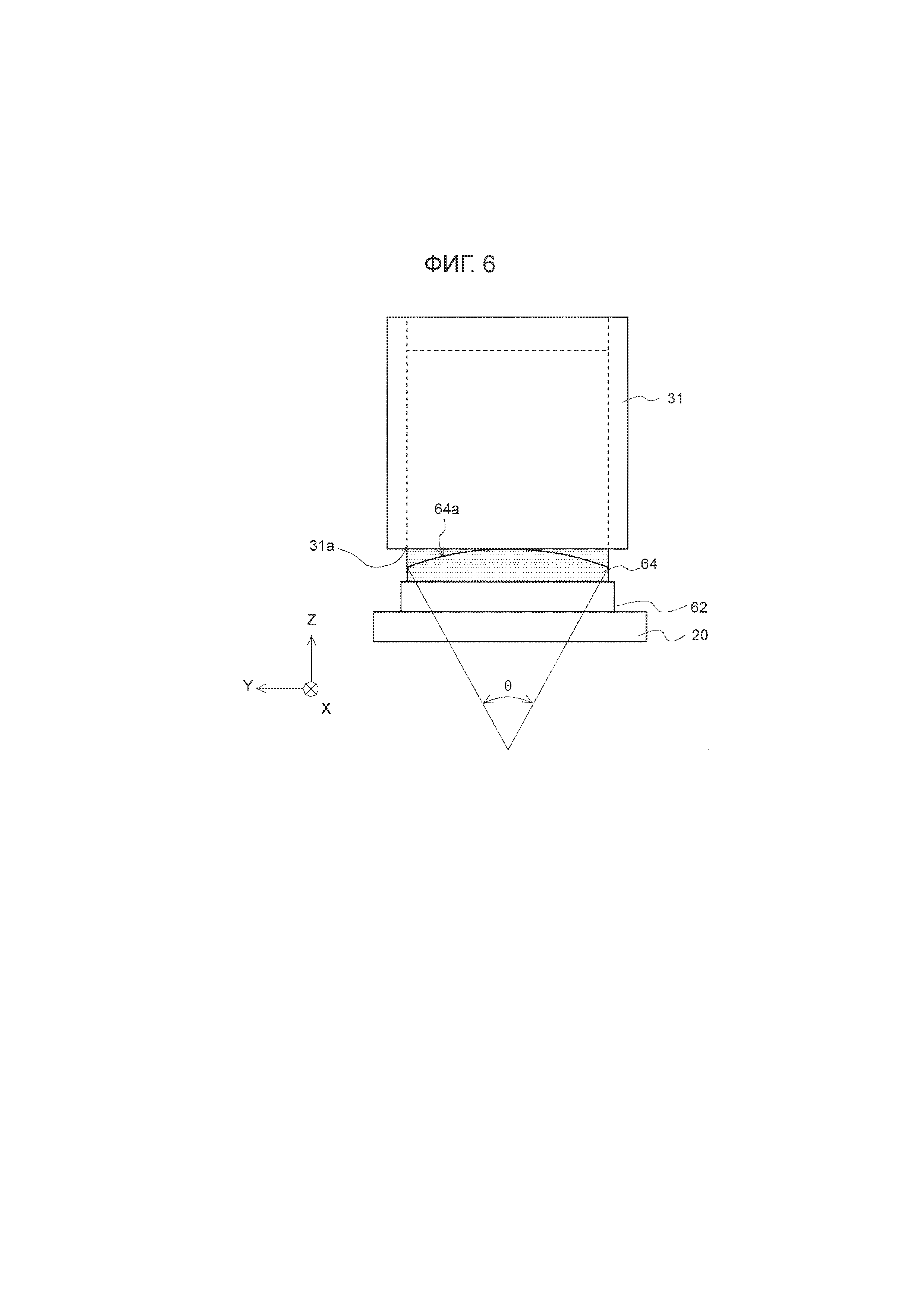
[0031] Фиг. 5 является видом с направления стрелки D1 на фиг. 4. Как показано на фиг. 5, проем выпускного отверстия 31a сопла 31 устройства 30 для формирования слоя вязкого вещества имеет такую форму, чтобы выступать в дугообразной форме, имеющей центральный угол θ не меньше 10°, но меньше 35°, в сторону вниз по потоку в направлении формирования пленки (отрицательную сторону в направлении X-оси). Другими словами, проем выпускного отверстия 31a имеет такую форму, чтобы выступать в дугообразной форме, имеющей центральный угол θ не меньше 10°, но меньше 35°, в сторону вниз по потоку в направлении формирования пленки (отрицательную сторону в направлении X-оси), в состоянии, когда выпускное отверстие 31a обращено к охладителю 62. "Дугообразная форма" здесь не ограничивается дугой четкого круга, но также включает в себя слегка деформированную дугу и дугу, имеющую более одной центральной точки. Фиг. 6 является видом с направления стрелки D2 на фиг. 4. Поскольку проем выпускного отверстия 31a имеет форму, как показано на фиг. 5, как показано на фиг. 6, противоположная поверхность 64a слоя 64 вязкого вещества, выпущенного из выпускного отверстия 31a на охладитель 62, т.е. поверхность на стороне, обращенной к охлаждаемому фрагменту, выступает в дугообразной форме, имеющей центральный угол не меньше 10°, но меньше 35°, как видно на виде в разрезе слоя 64 вязкого вещества с направления формирования пленки.
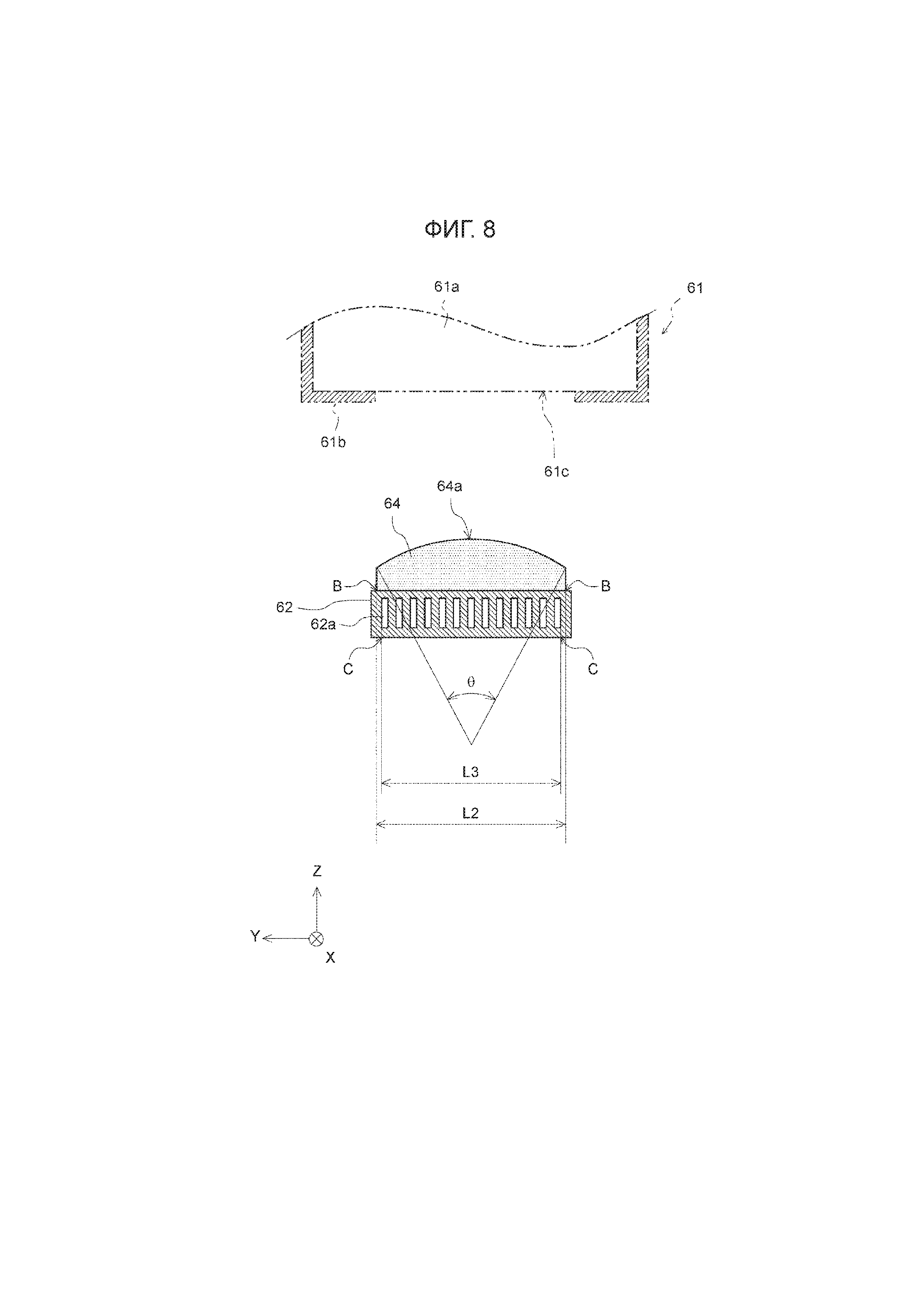
[0032] Фиг. 7 является схематичным видом, показывающим слои 64 вязкого вещества, сформированные на охладителях 62 посредством этапа формирования слоя вязкого вещества. Фиг. 8 является видом в разрезе, взятом по линии VIII-VIII на фиг. 7. Как показано на фиг. 7 и фиг. 8, слой 64 вязкого вещества может быть сформирован так, что противоположная поверхность 64a слоя 64 вязкого вещества, которая является поверхностью на стороне, обращенной к охлаждаемому фрагменту 61c пакета 61 элементов, выступает в дугообразной форме, имеющей центральный угол не меньше 10°, но меньше 35°, как видно на виде в разрезе слоя 64 вязкого вещества с направления длинной стороны (направления формирования пленки). Это означает, что слой 64 вязкого вещества формируется так, что противоположная поверхность 64a имеет вершину, в которой перпендикулярное расстояние от поверхности на стороне, противоположной от противоположной поверхности 64a, является наибольшим, и что перпендикулярное расстояние уменьшается непрерывно и монотонно в направлениях от вершины, как видно на виде в разрезе слоя 64 с направления длинной стороны.
[0033] Предпочтительно, чтобы противоположная поверхность 64a слоя 64 вязкого вещества выступала в дугообразной форме, имеющей центральный угол более 20°, но меньше 35°, как видно на виде в разрезе слоя 64 вязкого вещества с направления длинной стороны (направления формирования пленки). Другими словами, является предпочтительным, чтобы проем выпускного отверстия 31a (см. фиг. 5) сопла 31 устройства 30 для формирования слоя вязкого вещества был сформирован так, чтобы выступать в дугообразной форме, имеющей центральный угол θ больше 20°, но меньше 35°, в сторону вниз по потоку в направлении формирования пленки (отрицательную сторону в направлении X-оси).
[0034] Как показано на фиг. 8, охладитель 62 имеет внутри канал 62a для протекания хладагента. Канал 62a для протекания хладагента может включать в себя множество каналов для протекания хладагента. Чтобы предоставлять возможность охлаждающей энергии в канале 62a для протекания хладагента надежно доставляться к слою 64 вязкого вещества, является предпочтительным, чтобы ширина B-B (L2), в направлении, параллельном короткой стороне (направлении Y-оси), поверхности слоя 64 вязкого вещества, который должен быть сформирован на охладителе 62, которая является поверхностью в соприкосновении с охладителем 62, была больше ширины C-C (L3), в направлении, параллельном короткой стороне (направлении Y-оси), части, в которой канал 62a для протекания хладагента присутствует внутри охладителя 62 (L2 > L3).
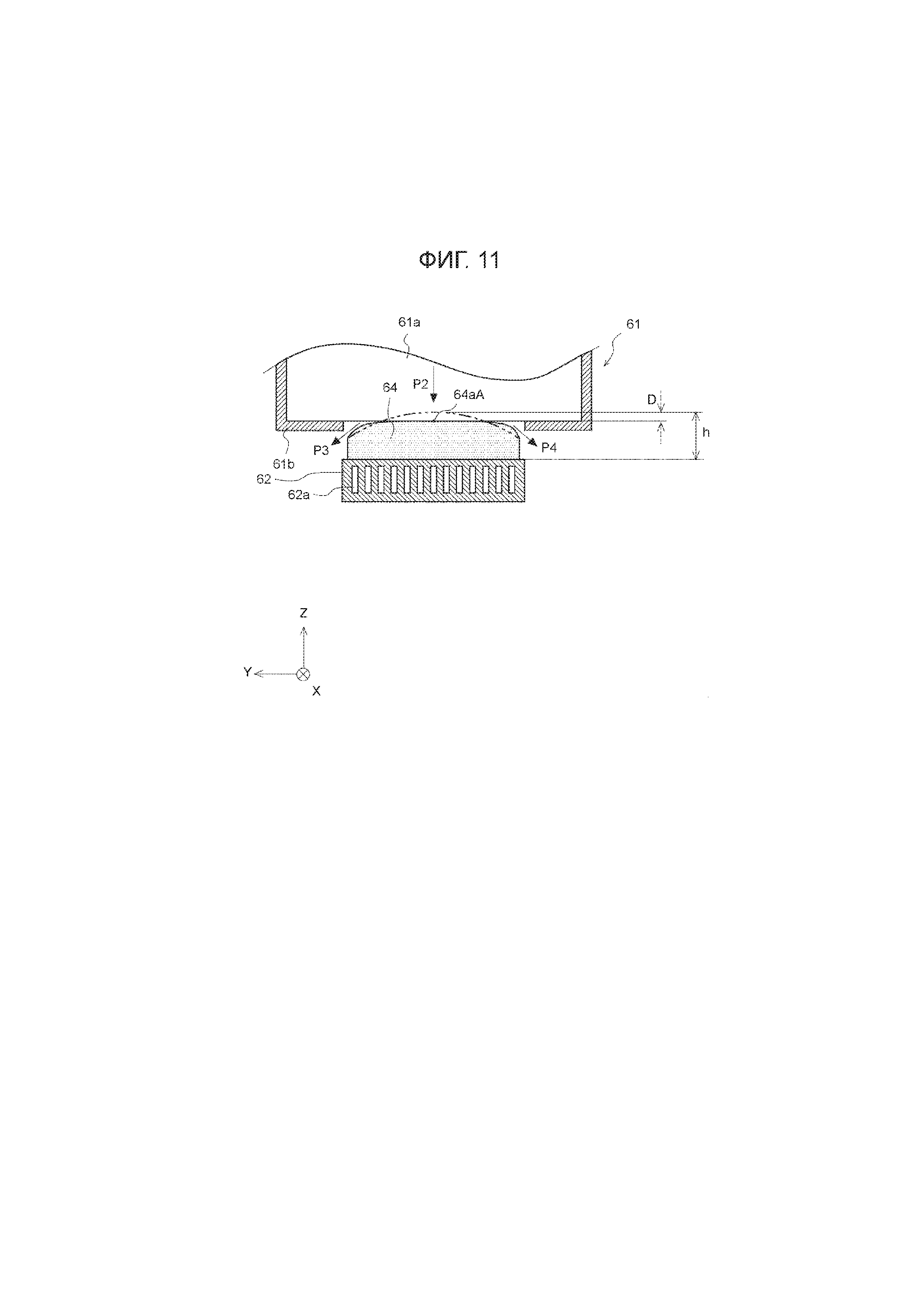
[0035] Фиг. 9-11 являются схематичными видами, иллюстрирующими подробности этапа установки пакета элементов. Фиг. 10 и фиг. 11 соответствует фиг. 8. Как показано на фиг. 9, на этапе установки пакета элементов, пакет 61 элементов захватывается посредством блока 41 захвата монтажного устройства 40 и транспортируется посредством конвейерного блока 42 в позицию, в которой охлаждаемый фрагмент 61c пакета 61 элементов обращается к слою 64 вязкого вещества.
[0036] Затем, как показано на фиг. 10, позиция пакета 61 элементов перемещается в направлении стрелки P2 (в отрицательную сторону в направлении Z-оси) посредством конвейерного блока 42, и охлаждаемый фрагмент 61c пакета 61 элементов приводится в соприкосновение с противоположной поверхностью слоя 64 вязкого вещества. Здесь, вершина 64aA дуги противоположной поверхности 64a слоя 64 вязкого вещества приходит в соприкосновение с охлаждаемым фрагментом 61c пакета 61 элементов первой. Поскольку охлаждаемый фрагмент 61c не покрывается полимерным каркасом 61b, охлаждаемый фрагмент 61c может быть приведен в непосредственное соприкосновение с противоположной поверхностью 64a слоя 64 вязкого вещества. В то время как вершина 64aA дуги располагается в центре слоя 64 вязкого вещества в направлении Y-оси на фиг. 10, вершина 64aA может быть расположена в нецентральной позиции.
[0037] Затем, как показано на фиг. 11, противоположная поверхность 64a слоя 64 вязкого вещества прижимается к охлаждаемому фрагменту 61c пакета 61 элементов, и, таким образом, слой 64 вязкого вещества сдавливается до тех пор, пока степень сдавливания X не достигнет желаемого значения. Здесь, степень сдавливания X выражается как X=D/h × 100 [%], где D - это величина слоя 64 вязкого вещества, сдавленного посредством прижатия (длина слоя 64 вязкого вещества, сдавленного в направлении прижатия), а h - это толщина слоя 64 вязкого вещества, до того как слой 64 вязкого вещества прижимается.
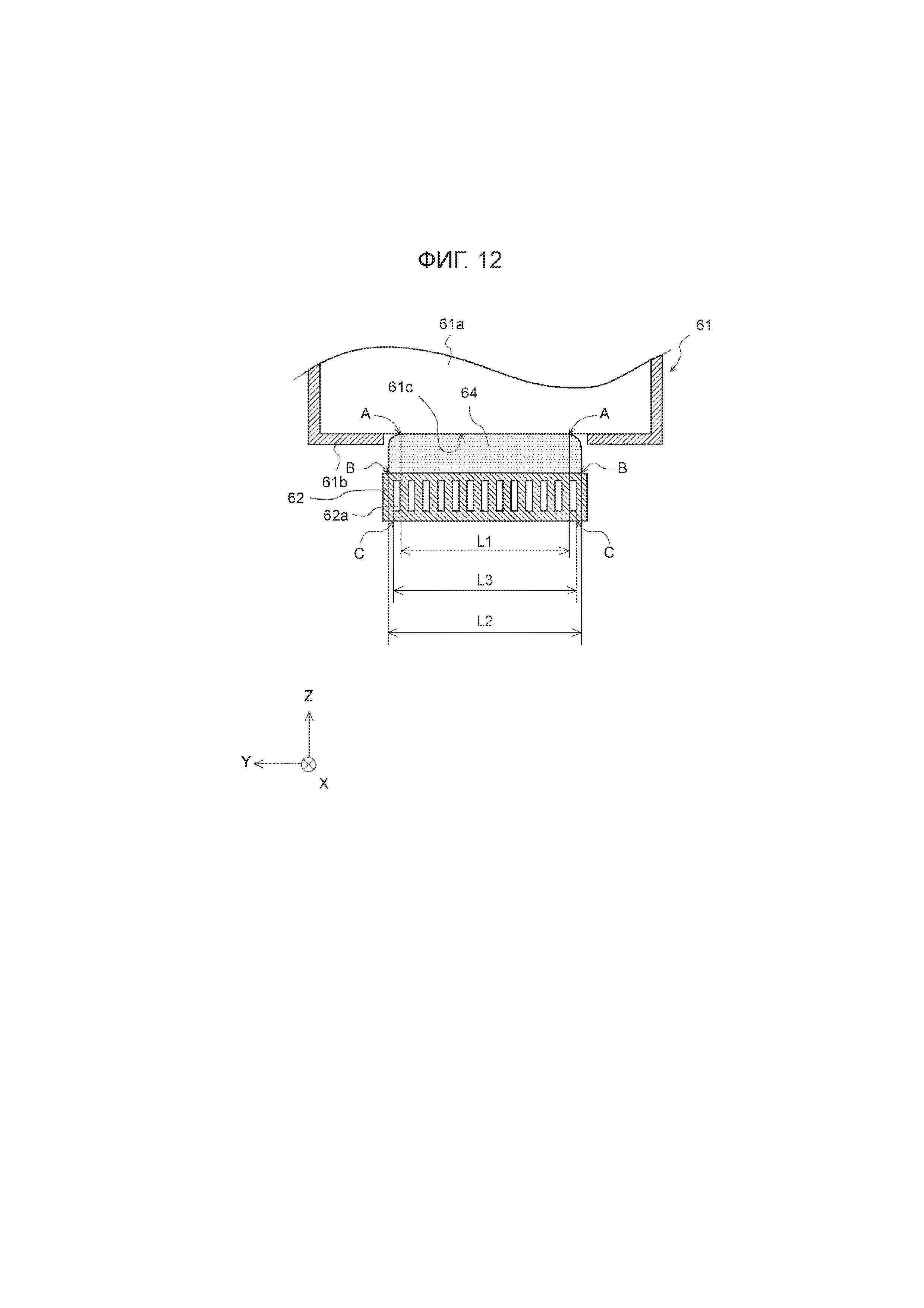
[0038] Фиг. 12 является схематичным видом, показывающим подробности конфигурации вокруг слоя 64 вязкого вещества в аккумуляторной батарее 60, произведенной способом производства аккумуляторной батареи согласно варианту осуществления. Фиг. 12 соответствует фиг. 8. Как показано на фиг. 12, ширина A-A (L1, первая ширина), в направлении, параллельном короткой стороне (направлении Y-оси), поверхности слоя 64 вязкого вещества в соприкосновении с охлаждаемым фрагментом 61c, устанавливается меньше ширины B-B (L2, вторая ширина), в направлении, параллельном короткой стороне, поверхности слоя 64 вязкого вещества в соприкосновении с охладителем 62. Степень сдавливания X устанавливается в такое значение, что отношение ширины A-A (L1) к ширине B-B (L2) (L1/L2 × 100 [%]) находится в диапазоне не ниже 90%, но ниже 100%. Таким образом, слой 64 вязкого вещества сдавливается до тех пор, пока не станет практически прямоугольным, как видно на виде в разрезе слоя 64 вязкого вещества с направления X-оси.
[0039] Как описано выше, в состоянии перед установкой, слой 64 вязкого вещества формируется так, что противоположная поверхность, обращенная к охлаждаемому фрагменту 61c, выступает в дугообразной форме, имеющей центральный угол не меньше 10°, но меньше 35°, как видно на виде в разрезе с направления, параллельного длинной стороне поверхности слоя 64 вязкого вещества в соприкосновении с охладителем 62 (направлении X-оси). Таким образом, захват воздуха между слоем вязкого вещества и охлаждаемым фрагментом уменьшается до такого уровня, чтобы не вызывать проблемы в практическом использовании. В результате, уменьшение эффективности охлаждения, присущее захвату воздуха между слоем вязкого вещества и охлаждаемым фрагментом, может быть устранено.
[0040] В состоянии после установки отношение ширины, в направлении, параллельном короткой стороне (направлении Y-оси), поверхности слоя 64 вязкого вещества в соприкосновении с охлаждаемым фрагментом 61c, к ширине, в направлении, параллельном короткой стороне (направлении Y-оси), поверхности слоя 64 вязкого вещества в соприкосновении с охладителем 62, является не ниже 90%, но ниже 100%. Когда слой вязкого вещества формируется таким образом, слой вязкого вещества едва ли должен стекать на оба стороны охладителя, и, кроме того, охлаждающая энергия, подаваемая от каналов для протекания хладагента, может быть надежно доставлена от слоя вязкого вещества к охлаждаемому фрагменту.
[0041] Кроме того, слой 64 вязкого вещества может быть сформирован так, что, относительно ширины C-C (L3), в направлении, параллельном короткой стороне (направлении Y-оси), части, в которой канал 62a для протекания хладагента присутствует внутри охладителя 62, ширина C-C (L3) является более длинной, чем ширина A-A (L1), но меньше ширины B-B (L2) (L1 < L3 < L2). Когда слой 64 вязкого вещества формируется таким образом, охлаждающая энергия в канале 62a для протекания хладагента может быть надежно доставлена к слою 64 вязкого вещества, и эта охлаждающая энергия в канале 62a для протекания хладагента может удерживаться от утечки. В результате, эффективность охлаждения может быть улучшена.
[0042] Здесь, будет описан механизм того, как способ производства аккумуляторной батареи согласно варианту осуществления может уменьшать захват, т.е., улавливание, воздуха между охлаждаемым фрагментом пакета элементов и слоем вязкого вещества.
[0043] Сначала, проблема, которая может возникать в способе производства согласно сравнительному примеру, будет описана со ссылкой на фиг. 13A-13C. Фиг. 13A-13C являются схематичными видами, иллюстрирующими способ производства аккумуляторной батареи согласно сравнительному примеру. Когда противоположная поверхность 564a слоя 564 вязкого вещества, которая является поверхностью на стороне, обращенной к охлаждаемому фрагменту 61c пакета 61 элементов, является плоской, как показано на фиг. 13A, воздух захватывается в процессе приведения охлаждаемого фрагмента 61c пакета 61 элементов в соприкосновение с противоположной поверхностью 564a слоя 564 вязкого вещества, как показано на фиг. 13B. В результате, воздушные слои 565 формируются между слоем 64 вязкого вещества и пакетом 61 элементов. Эффективность охлаждения снижается, когда воздушные слои 565 формируются между слоем 64 вязкого вещества и пакетом 61 элементов, поскольку воздушные слои 565 препятствуют обмену охлаждающей энергией между слоем 64 вязкого вещества и пакетом 61 элементов.
[0044] Когда величина сдавленного слоя 564 вязкого вещества увеличивается, как показано на фиг. 13C, чтобы выгонять воздушные слои 565 из пространства между слоем 564 вязкого вещества и пакетом 61 элементов, некоторые из воздушных слоев 565 могут быть выгнаны, но слой 564 вязкого вещества нежелательно стекает по обоим сторонам охладителя 62. Когда противоположная поверхность 564a, которая является поверхностью на стороне, обращенной к охлаждаемому фрагменту 61c пакета 61 элементов, является плоской, увеличение величины сдавливания не может в достаточной степени выгонять воздушные слои 565.
[0045] Напротив, в способе производства аккумуляторной батареи согласно варианту осуществления, как показано на фиг. 10, противоположная поверхность 64a слоя 64 вязкого вещества выступает в дугообразной форме, имеющей центральный угол не меньше 10°, но меньше 35°, как видно на виде в разрезе слоя 64 вязкого вещества с направления длинной стороны (направления формирования пленки). Как показано на фиг. 11, следовательно, в процессе сдавливания, слой 64 вязкого вещества постепенно увеличивает площадь соприкосновения с охлаждаемым фрагментом 61c пакета 61 элементов, в то же время выталкивая воздух в обе стороны (в направлениях, указанных стрелками P3, P4) относительно вершины 64aA дуги противоположной поверхности 64a слоя 64 вязкого вещества. Таким образом, захват воздуха между охлаждаемым фрагментом пакета элементов и слоем вязкого вещества может быть уменьшен.
[0046] Далее, тестирование, которое подтверждает результаты способа производства аккумуляторной батареи согласно варианту осуществления, будет описано ниже. Что касается конфигурации устройства 1 для производства аккумуляторной батареи, будет выполнена ссылка на фиг. 2 при необходимости.
[0047] Сначала, будет описана процедура эксперимента. Фиг. 14 является схематичным видом, иллюстрирующим процедуру эксперимента. Как показано на фиг. 14, в этом эксперименте, акриловая пластина 161 была использована в качестве опытного образца для тестирования на модели для пакета 61 элементов. Алюминиевая пластина 162 была использована в качестве опытного образца для тестирования на модели для охладителя 62. Слой 64 вязкого вещества был сформирован на алюминиевой пластине 162, и акриловая пластина 161 помещена на слой 64 вязкого вещества. После того как акриловая пластина 161 помещена на слой 64 вязкого вещества, была измерена пропорция площади захвата воздуха. Здесь, пропорция площади захвата воздуха является отношением площади области, где воздух захватывается, к общей площади соприкосновения между слоем 64 вязкого вещества и акриловой пластиной 161 (включающей в себя область, где воздух захватывается).
[0048] Конфигурация устройства 1 для производства аккумуляторной батареи, используемого в этом эксперименте, в основном, является такой же, что и конфигурация устройства 1 для производства аккумуляторной батареи, показанная на фиг. 2, но используемое монтажное устройство является более простым, чем монтажное устройство 40 на фиг. 2. Фиг. 15 является схематичным видом, показывающим конфигурацию монтажного устройства 140, используемого в эксперименте. Как показано на фиг. 15, монтажное устройство 140 включает в себя механизм 141 удержания акриловой пластины, подъемный механизм 142, лазерный объемный расходомер 143 и основание 144. Механизм 141 удержания акриловой пластины является устройством, которое удерживает акриловую пластину 161. Механизм 141 удержания акриловой пластины устанавливается на подъемный механизм 142. Подъемный механизм 142 является устройством, которое перемещает механизм 141 удержания акриловой пластины вверх и вниз. Таким образом, акриловая пластина 161, удерживаемая посредством механизма 141 удержания акриловой пластины, перемещается вниз посредством подъемного механизма 142, и акриловая пластина 161 прижимается к слою 64 вязкого вещества, сформированному на алюминиевой пластине 162. Лазерный объемный расходомер 143 является прибором, который измеряет пропорцию площади захвата воздуха, и располагается на верхней стороне акриловой пластины 161. Основание 144 является платформой, на которой размещается алюминиевая пластина 162 со слоем 64 вязкого вещества, сформированным на ней, и подъемный механизм 142 устанавливается на основание 144.
[0049] Фиг. 16 является схематичным видом, показывающим состояние, когда акриловая пластина 161 прижата к слою 64 вязкого вещества. Как показано на фиг. 16, ширина, в направлении, параллельном короткой стороне (направлении Y-оси), поверхности слоя 64 вязкого вещества в соприкосновении с акриловой пластиной 161, определяется как ширина A-A (L1), а ширина, в направлении, параллельном короткой стороне, поверхности слоя 64 вязкого вещества в соприкосновении с алюминиевой пластиной 162, определяется как ширина B-B (L2) (эти ширины соответствуют ширине A-A и ширине B-B на фиг. 12).
[0050] В этом эксперименте оценка была выполнена для пяти случаев, в которых центральный угол θ слоя 64 вязкого вещества, который виден на виде в разрезе с направления длинной стороны (направления X-оси) (далее в данном документе называемый центральным углом θ дуги) был равен 0° (плоский), 10°, 20°, 30° и 40°, соответственно. Степень сдавливания X (X=D/h × 100 [%]) была установлена так, что, при каждом из этих центральных углов дуги, отношение ширины A-A (L1) к ширине B-B (l2) (L1/L2 × 100 [%]) было в диапазоне не ниже 90%, но ниже 100%. Поскольку отношение ширины A-A (L1) к ширине B-B (L2) равно 100% в состоянии, когда противоположная поверхность не сдавлена, оценка была выполнена на основе этого отношения, равного 100% в случае, когда центральный угол θ дуги равен 0°.
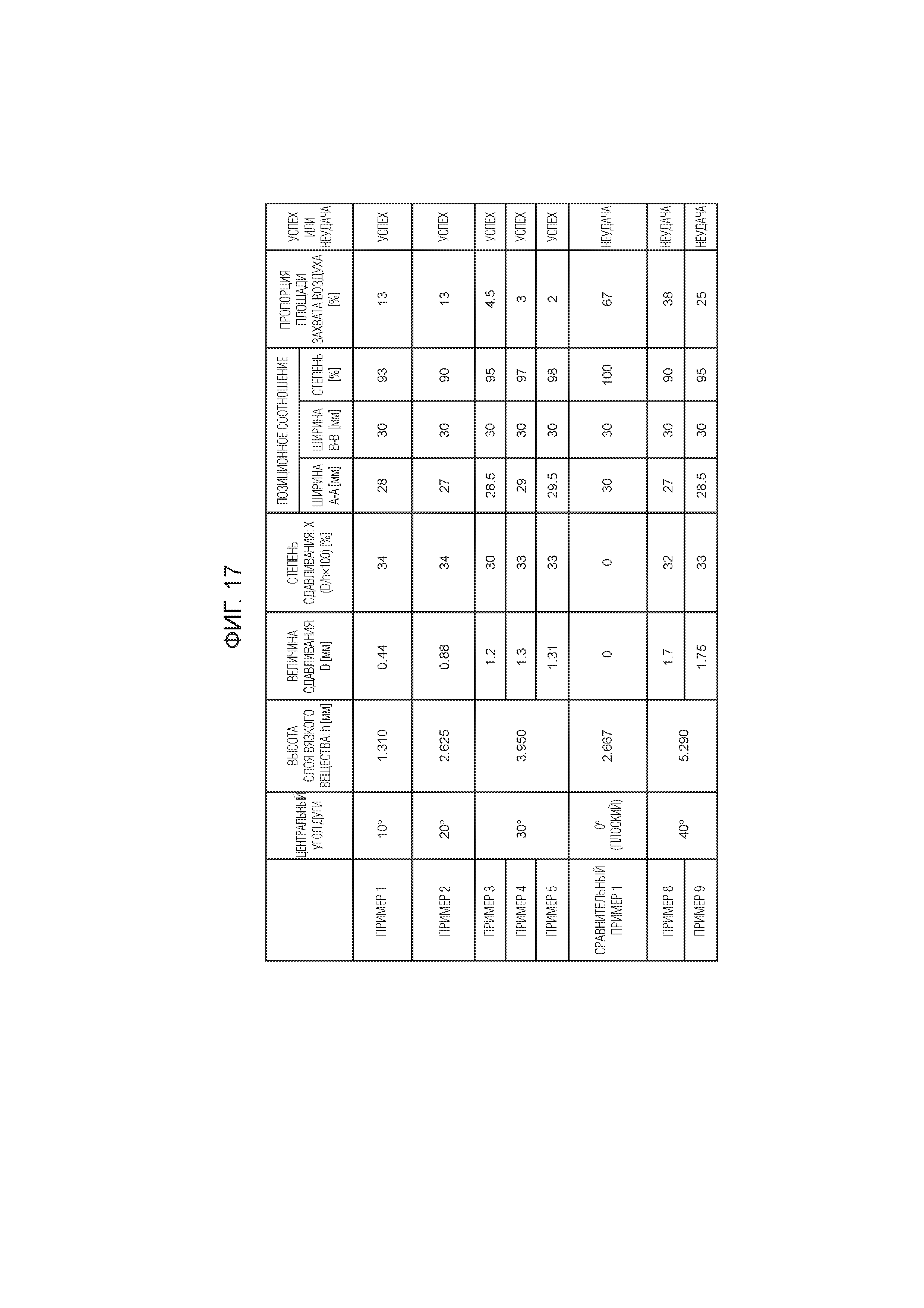
[0051] Фиг. 17 является таблицей, показывающей результат эксперимента. На фиг. 17, Пример 1, Пример 2, Примеры 3-5, Примеры 6, 7 и Примеры 8, 9 представляют результаты для случаев, когда центральный угол θ дуги равен 10°, 20°, 30°, 35° и 40°, соответственно. Сравнительный пример 1 представляет результат случая, когда центральный угол θ дуги равен 0° (плоский). Как показано на фиг. 17, пропорция площади захвата воздуха равна 67% в Сравнительном примере 1, в котором центральный угол θ дуги равен 0° (плоский). Напротив, пропорции площади захвата воздуха в Примерах 1-9 ниже значения в Сравнительном примере 1. Этот результат подтверждает, что захват воздуха в Примерах 1-9 уменьшается по сравнению с захватом воздуха в Сравнительном примере 1.
[0052] В примерах 1-5 пропорции захвата воздуха не выше 15%. Этот результат подтверждает, что захват воздуха может быть благоприятным образом уменьшен, когда центральный угол θ дуги находится в диапазоне не меньше 10°, но меньше 35°. Кроме того, когда центральный угол θ дуги равен 30°, как показано в Примерах 3-5, пропорции площади захвата воздуха не превышают 5%. Этот результат подтверждает, что захват воздуха может быть особенно благоприятным образом уменьшен, когда центральный угол θ дуги равен 30°. Когда центральный угол θ дуги равен 35° или больше, пропорции площади захвата воздуха гораздо выше 15%. Возможное объяснение для этого результата заключается в том, что произошла значительная деформация в слое вязкого вещества в процессе сжатия слоя вязкого вещества. В частности, предполагается, что, когда центральный угол θ дуги равен 35° или более, воздух не может в существенной степени выталкиваться в обе стороны слоя вязкого вещества вследствие деформации, вызванной в слое вязкого вещества, приводя в результате к большому объему захватываемого воздуха.
[0053] Как было описано выше, способ производства аккумуляторной батареи согласно варианту осуществления может уменьшать захват воздуха между охлаждаемым фрагментом пакета элементов и слоем вязкого вещества.
[0054] Настоящее изобретение не ограничивается вышеописанным вариантом осуществления, но может быть модифицировано при необходимости в рамках сути изобретения. В варианте осуществления была описана конфигурация, в которой пакет 61 элементов включает в себя полимерный каркас 61b (см. фиг. 1). Однако, настоящее изобретение не ограничивается этим примером, и аккумуляторная батарея может иметь конфигурацию, в которой пакет элементов не включает в себя полимерный каркас.
[0055] В варианте осуществления противоположная поверхность слоя вязкого вещества, которая является поверхностью на стороне, обращенной к охлаждаемому фрагменту пакета элементов, была описана как имеющая дугообразную форму, как видно на виде в разрезе слоя вязкого вещества с направления формирования пленки. Однако, настоящее изобретение не ограничивается этим примером. Противоположная поверхность слоя вязкого вещества может иметь любую форму, предусматривающую, что противоположная поверхность имеет вершину, в которой перпендикулярное расстояние от поверхности на стороне, противоположной от противоположной поверхности, является наибольшим, и что это перпендикулярное расстояние уменьшается непрерывно и монотонно в направлениях от вершины, как видно на виде в разрезе слоя вязкого вещества с направления формирования пленки. Например, противоположная поверхность может иметь форму эллиптической дуги или перевернутую V-образную форму, как видно на виде в разрезе слоя вязкого вещества с направления формирования пленки. Кроме того, противоположная поверхность слоя вязкого вещества, которая является поверхностью на стороне, обращенной к охлаждаемому фрагменту пакета элементов, может выступать в дугообразной форме, имеющей центральный угол 35° или более, как видно на виде в разрезе слоя вязкого вещества с направления длинной стороны.
Устройство управления разрядкой для вторичной батареи
Устройство дифференциала
Устройство для очистки выхлопного газа двигателя внутреннего сгорания
Устройство управления амортизацией колебаний в транспортном средстве и транспортное средство, оснащенное устройством управления амортизацией колебаний
Контроллер для двигателя внутреннего сгорания
Система очистки выхлопных газов двигателя внутреннего сгорания
Устройство регулирования теплообмена транспортного средства
Гибридное транспортное средство
Тормозное устройство транспортного средства, подавляющее чрезмерное скольжение колеса в ходе торможения
Система очистки выхлопных газов двигателя внутреннего сгорания

