Результат интеллектуальной деятельности: Способ изготовления детали из металлического порошкового материала
Вид РИД
Изобретение
Изобретение относится к способу изготовления деталей из металлического порошкового материала с применением технологий 3D-печати.
Известен способ изготовления детали послойным лазерным сплавлением металлического порошкового материала, включающий лазерное сплавление указанного порошка в инертной среде с получением слоя детали и ротационную сварку трением каждого слоя, которая обеспечивает формирование нанокристаллической решетки металла с высокой прочностью и пластичностью и отсутствием трещин (CN 104404509 А, 11.03.2015).
Недостатком данного способа является низкие прочностные свойства детали в направлении перпендикулярном плоскости сформированных слоев. Детали, полученные данным способом, имеют анизотропию, выражающуюся в том, что когезионная прочность вдоль направления формирования детали Ниже, чем в ее поперечном направлении.
Известен способ изготовления изделия или детали в соответствии с трехмерной моделью готового изделия путем осаждения слоев металлического материала в виде порошка без связующих или флюсов, включающий полное расплавление металлического порошка е защитной атмосфере газа по толщине слоя при воздействии лазерного луча, при этом лазерный луч проходит по заданной области порошка несколько раз так, что каждый проход перекрывает предыдущий (US 6215093 В1, 10.04.2001).
Недостатком данного способа является низкие прочностные свойства детали в направлении перпендикулярном плоскости сформированных слоев. Детали, полученные данным способом, имеют анизотропию, выражающуюся в том, что когезионная прочность вдоль направления формирования детали ниже, чем в ее поперечном направлении.
Прототипом изобретения является способ изготовления детали из металлического порошкового материала, включающий послойное аддитивное наращивание детали, в котором первый слой получают путем нанесения металлического порошкового материала на платформу, его выравнивания, уплотнения и обработки лазером с шагом равным 1-2 толщинам слоя, а второй и последующие слои путем нанесения металлического порошкового материала на первый и предыдущие слои соответственно, их выравнивания, уплотнения и обработки лазером с шагом равным 1-2 толщинам слоя, при этом после нанесения всех слоев проводят горячее изостатическое прессование в среде аргона и термическую обработку полученной детали (US 2014034626 А1, 06.02.2014).
Недостатком данного способа является низкие прочностные свойства детали в направлении, перпендикулярном плоскости сформированных слоев. Детали, полученные данным способом, имеют анизотропию, выражающуюся в том, что когезионная прочность вдоль направления формирования детали ниже, чем в ее поперечном направлении. При этом проводимые после изготовления детали горячее изостатическое прессование в среде аргона и термическая обработка позволяют сделать получаемую деталь изотропной, но при этом значительно снижаются физико-механические характеристики во всех направлениях.
Задачей изобретения является усовершенствование способа изготовления детали из металлического порошкового материала путем послойного аддитивного наращивания, обеспечивающее повышение физико-механических свойств детали.
Техническим результатом является повышение когезионной прочности детали вдоль направления формирования слоев.
Технический результат достигается тем, что способ изготовления детали из металлического порошкового материала, путем послойного аддитивного наращивания детали, включает получение первого слоя путем нанесения металлического порошкового материала на платформу, его выравнивания, уплотнения и обработки лазером с шагом равным 1-2 толщинам слоя, а второго и последующих слоев путем нанесения металлического порошкового материала на первый и предыдущие слои соответственно, его выравнивания, уплотнения и обработки лазером с шагом равным 1-2 толщинам слоя, при этом второй и последующие слои после обработки лазером подвергают обкатке шариком-электродом с одновременным пропусканием через зону контакта шарика-электрода и поверхностью сформированного слоя импульсного электрического тока силой 1-2 кА, напряжением 1-2 В, с длительностью импульсов 0,01-0,08 с и с частотой импульсов 0,4-0,6 Гц, при этом сила прижима шарика-электрода 10-100 Н и скорость перемещения пятна деформации от 1⋅10-3 до 10⋅10-3 м/с.
Основным показателем качества получаемой данным способом детали является когезионная прочность, которая зависит от направления приложения нагрузки. Так при приложении нагрузки на разрыв вдоль поверхности формирования слоев, разрушающие усилия могут достигать значений приближенно равных значениям для деталей, полученных литьем, а при приложении нагрузки на разрыв перпендикулярно поверхности формирования слоев, разрушающие усилия ниже значений получаемых при приложении нагрузки на разрыв вдоль поверхности формирования слоев. Это обусловлено тем, что формирование детали происходит путем послойного аддитивного наращивания, металлический порошок каждого слоя полностью оплавляется, сплавляясь с соседними порошковыми частицами данного слоя, и заново кристаллизуется, уже находясь в связи с другими частицами порошка данного слоя, при этом взаимодействие с предыдущим уже сформированным слоем происходит при неполном оплавлении поверхности сформированного слоя в результате взаимодействия с расплавленной частицей и аналогично последующей кристаллизации. Таким образом, получаемые детали имеют анизотропию в прочностных свойствах и зависят от направления формирования слоев. Это приводит к усложнению в производстве, так как необходим анализ воспринимаемой деталью нагрузки во время эксплуатации и правильного выбора направления ее послойного формирования, так чтобы направление максимальной нагрузки воспринимаемой деталью совпадало с плоскостью формирования слоев, что не всегда возможно.
Повышение когезионной прочности и создание изотропной детали возможно за счет проскакивания импульсного электрического тока силой 1-2 кА, напряжением 1-2 В, с длительностью импульсов 0,01-0,08 с и с частотой импульсов 0,4-0,6 Гц от шарика-электрода через сформированные слои к поршню, на котором формируется деталь, с подведенным к нему электродом. В результате при проскакивании импульсного электрического тока через сформированные слои на границе между слоями происходит локальное нагревание материала до температуры плавления, что связано с повышенным сопротивлением току на границе сформированных слоев, в сравнении с сопротивлением в самом слое. Такая разница между сопротивлениями в толщине слоев и на их границе связанно с неполным сплавлением слоев друг другом, это же является и причиной анизотропии свойств. В результате разности сопротивления между границей и слоем при переходе от слоя к слою, пропускаемый импульс тока, нагревает до температуры плавления материал слоев в зоне межслойных границ и приводит к полному сплавлению слоев. В результате удается существенно повысить физико-механические характеристики получаемой детали, а также повысить когезионную прочность и избежать анизотропии свойств детали. Известен патент способ повышения прочности детали с покрытием (RU 2625508 С1), в котором применение точечной контактной сварки позволяет повысить адгезионную прочность и незначительно повышая показатель когезионной прочности в пределах 2-3%.. Однако применение данной технологии при создании детали из металлического порошкового материала с применением технологии послойного аддитивного наращивания детали при режимах импульсного электрического тока силой 2-5 кА, напряжением 2-3 В, с длительностью импульсов 0,08-0,2 с и с частотой импульсов 0,16-0,4 Гц, при этом сила прижима шарика-электрода 50-3000 Н и скорость перемещения пятна деформации 50-100⋅10-3 м/с, невозможно, так как при усилии прижима шарика-электрода в диапазоне 50-3000 Н произойдет разрушение сформированного слоя, а воздействие импульсного электрического тока силой 2-5 кА, напряжением 2-3 В, с длительностью импульсов 0,08-0,2 с и с частотой импульсов 0,16-0,4 Гц приведет к нагреву материала сформированного слоя до температуры плавления, в результате чего слой оплавиться полностью в месте контакта шарика-электрода с поверхностью сформированного слоя и произойдет налипание слоя к шарику-электроду в месте их контакта, в результате чего сформированный слой потеряет заданную конфигурацию. Для возможности применения точечной контактной сварки для послойного аддитивного наращивания детали необходимо шарик-электрод прижимать с усилием 10-100 Н, а для проскакивания импульса тока через слои формируемой детали с оплавлением материала сформированных слоев лишь по границам этих слоев необходимо подбирать режимы импульсного электрического тока в диапазоне сил 1-2 кА, напряжения 1-2 В, с длительности импульсов 0,01-0,08 с и с частоты импульсов 0,4-0,6 Гц. Таким образом, применение точечной контактной сварки при формировании каждого слоя во время послойного аддитивного наращивания детали позволяет повысить когезионную прочность детали вдоль направления формирования слоев, что обеспечит повышение физико-механических свойств детали.
Сущность предлагаемого способа заключается в том, что в рабочей зоне 3D-принтера (Фиг. 1) поршень питателя 1 выдавливает из питателя необходимое количество металлического порошкового материала 2, который ролик 3 доставляет в зону формирования детали, где рабочий поршень 4 отпускается на величину формируемого слоя первого слоя 5 и заполняется металлическим порошковым материалом 2 при помощи ролика 3, который выравнивает и уплотняет порошковый материал. После чего в лазере 7 генерируется луч 9, который передается сканирующему устройству 8, направляющему луч 9 по заданной программе в зону формирования детали, плавя металлический порошковый материал 2 и формируя первый слой 5 детали. Обработка лазерным лучом 9 происходит с шагом равным 1-2 толщины слоя. После чего формируются второй слой 6 поршень питателя 1 выдавливает из питателя необходимое количество металлического порошкового материала 2, который ролик 3 доставляет в зону формирования детали, где рабочий поршень 4 отпускается на величину формируемого слоя второго слоя 6, поверх сформированного первого слоя 5 и заполняется металлическим порошковым материалом 2 при помощи ролика 3, который выравнивает и уплотняет порошковый материал. После чего в лазере 7 генерируется луч 9, который передается сканирующему устройству 8, направляющему луч 9 по заданной программе в зону формирования детали, плавя металлический порошковый материал 2 и формируя второй слой 6 детали. После обработки лазерным лучом 9 с шагом равным 1-2 толщины слоя по той же траектории производится обработка сформированного второго слоя 6 детали шариком-электродом 10 с одновременным пропусканием через зону контакта шарика-электрода и поверхностью сформированного второго слоя 6 импульсного электрического тока силой 1 -2 кА, напряжением 1-2 В, с длительностью импульсов 0,01-0,08 с и с частотой импульсов 0,4-0,6 Гц, при этом сила прижима шарика-электрода 10-100 Н и скорость перемещения пятна деформации от 1⋅10-3 до 10⋅10-3 м/с.
При пропускании через сформированные слои разряда электрического тока в местах неполного оплавления порошковых частиц на границе слоев второго слоя 6 и последующих слоев, формируемой детали, с первым слоем 5 и предыдущими слоями сопротивление будет выше, чем в слоях, что приведет к локальному нагреву материала слоев вдоль межслойных границ и как следствие к оплавлению материала и сплавлению второго слоя 6 и последующих слоев, формируемой детали, с первым слоем 5 и предыдущими слоями. В результате повыситься прочность сцепления между слоями детали и как следствие повысится когезионная прочность детали в направлении перпендикулярном плоскости формирования слоя до значения равному значению прочности в направлении плоскости формирования слоя. Таким образом, получаемая деталь становится изотропной и имеет одинаковые прочностные характеристики во всех направлениях. Также после проводимой обработки шариком-электродом с одновременным пропусканием разряда электрического тока удается повысить плотность получаемой детали снизить пористость и повысить когезионную прочность во всех направлениях. В результате пропусканием разряда электрического тока также происходит мгновенный нагрев и последующее быстрое охлаждение, что приводит к закалке и получению ультрамелкозернистой структуры, которая также повышает физико-механические свойства материала и эксплуатационные свойства изделия.
Изменение технологических параметров осуществления обработки сформированных слоев шариком электродом приведут к оплавлению полностью слоев их налипанию на инструмент и изменению конфигурации формируемой детали. Поэтому важными параметрами такой обработки, требующими строгого и правильного соблюдения и подбора являются: сила прижатия шарика-электрода; скорость перемещения пятна деформации; сила и напряжение импульсного электрического тока; частота и длительность импульсов.
Послойная обработка шариком-электродом с одновременным пропусканием разряда электрического тока следующая за лазерным спеканием при формировании детали при помощи 3-принтера, при указанных параметрах, позволит достичь желаемый технический результат.
Пример.
Были изготовлены при помощи послойного аддитивного наращивания призматические образцы по ГОСТу 1497-84 для испытаний на растяжения с различным направлением формирования слоев образцов. В качестве материала выбран порошок AlSi10Mg. 18 образцов были получены без применения технологии послойной обработки с пропусканием импульсного электрического тока по 3 образца на каждое направление формирования слоя. При этом 9 образцов были получены путем нанесения первого слоя металлического порошкового материала на платформу, его выравнивания, уплотнения и обработки лазером с шагом равным 1-2 толщинам слоя, а второй и последующие слои путем нанесения металлического порошкового материала на первый и предыдущие слои соответственно, их выравнивание, уплотнение и обработку лазером с шагом равным 1-2 толщинам слоя, после чего были испытаны. Другие 9 были получены путем нанесения первого слоя металлического порошкового материала на платформу, его выравнивания, уплотнения и обработки лазером с шагом равным 1-2 толщинам слоя, а второй и последующие слои путем нанесения металлического порошкового материала на первый и предыдущие слои соответственно, их выравнивания, уплотнения и обработки лазером с шагом равным 1-2 толщинам слоя, после нанесения всех слоев было проведено горячее изостатическое прессование в среде аргона и термическая обработка полученной детали.
27 призматических образцов, изготовленных по ГОСТу 1497-84, из порошового материала AlSi10Mg были получены путем нанесения первого слоя металлического порошкового материала на платформу, его выравнивания, уплотнения и обработки лазером с шагом равным 1-2 толщинам слоя, а второго и последующих слоев путем нанесения металлического порошкового материала на первый и предыдущие слои соответственно его выравнивания, уплотнения и обработки лазером с шагом равным 1-2 толщинам слоя, при этом второй и последующие слои после обработки лазером подвергают обкатке шариком-электродом с одновременным пропусканием импульсного электрического тока силой 1-2 кА, напряжением 1-2 В, с длительностью импульсов 0,01-0,08 с и с частотой импульсов 0,4-0,6 Гц, при этом сила прижима шарика-электрода 10-100 Н и скорость перемещения пятна деформации 1-10⋅10-3 м/с. По 9 образцов на каждый режим обкатки шариком-электродом с одновременным пропусканием импульсного электрического тока по 3 образца на каждое направление формирования слоя. После этого все образцы были подвергнуты испытаниям на разрыв на испытательной машине Instron 8801.
Параметры обработки образцов представлены в таблице 1.

Результаты испытаний представлены в таблице 2.

Предложенный способ повышения прочности детали, полученной при помощи технологии послойного аддитивного наращивания, обеспечивает повышение физико-механических свойств детали, за счет повышения когезионной прочности между формируемыми слоями вдоль направления формирования слоев.
Способ изготовления детали из металлического порошкового материала послойным аддитивным наращиванием детали, включающий получение первого слоя путем нанесения металлического порошкового материала на платформу, его выравнивания, уплотнения и обработки лазером с шагом, равным 1-2 толщинам слоя, получение второго и последующих слоев путем нанесения металлического порошкового материала на первый и предыдущие слои соответственно, его выравнивания, уплотнения и обработки лазером с шагом, равным 1-2 толщинам слоя, отличающийся тем, что второй и последующие слои после обработки лазером подвергают обкатке шариком-электродом с одновременным пропусканием через зону контакта шарика-электрода с поверхностью сформированного слоя импульсного электрического тока силой 1-2 кА, напряжением 1-2 В, с длительностью импульсов 0,01-0,08 с и с частотой импульсов 0,4-0,6 Гц, при этом сила прижима шарика-электрода составляет 10-100 Н, скорость перемещения пятна деформации составляет от 1⋅10 до 10⋅10 м/с.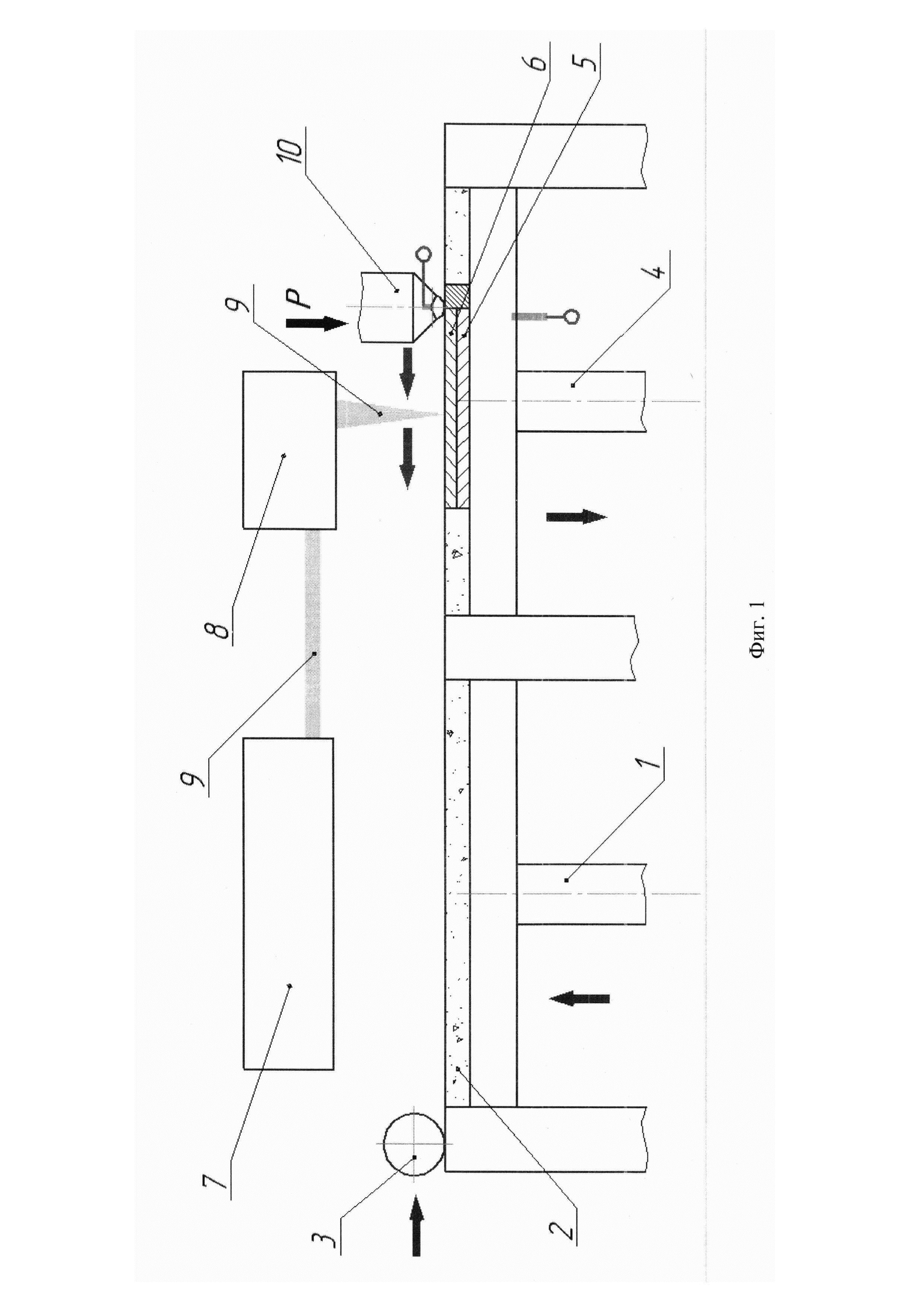
Устройство для вычисления квадратного корня
Способ низкотемпературной подготовки низконапорного нефтяного газа на промысле
Способ производства концентрированного продукта на основе топинамбура
Устройство для переработки маслосодержащих материалов
Ветро-солнечный генератор со сдвоенным ротором
Средство для ванн
Сдобное печенье профилактического назначения
Косметическая маска для ухода за кожей лица
Способ производства пищевого продукта на основе топинамбура
Устройство для изготовления ротора самотормозящегося асинхронного электродвигателя
Способ получения многослойных высокоэнтропийных композитных покрытий
Способ получения многослойных высокоэнтропийных композитных покрытий

