ШЛИФОВАЛЬНЫЙ СТАНОК С УПРАВЛЕНИЕМ НАГРУЗКОЙ
Вид РИД
Изобретение
УРОВЕНЬ ТЕХНИКИ
Настоящее описание изобретения относится к усовершенствованиям в станке для шлифовки твердосплавных вставок или рабочих режущих кромок шарошечных буровых долот (ударных или ротационных), режущих инструментов для проходческих комбайнов для горизонтальных выработок и режущих инструментов для машин для бурения восстающих выработок и, более точно, но не исключительно, для затачивания режущих зубьев или резцов шарошечного бурового долота или режущего инструмента.
При операциях бурения режущие зубья (резцы) на буровых долотах или режущих инструментах затупляются (изнашиваются) после продолжительного использования. Регулярное техническое обслуживание бурового долота или режущего инструмента путем перешлифовки (заточки) резцов для их восстановления по существу до их исходного профиля повышает срок службы долота/режущего инструмента, увеличивает скорость бурения и снижает затраты на бурение. Перешлифовку следует выполнять, когда износ резцов составляет оптимально от одной трети до максимум половины диаметра резца.
Производители разработали ряд различных ручных и полуавтоматических шлифовальных машин, включая ручные шлифовальные устройства, самоцентрирующиеся шлифовальные машины с одной консолью и двойной консолью и шлифовальные устройства, предназначенные специально для установки на буровых станках, обслуживающих транспортных средствах или устанавливаемые в цехе.
Эти типы машин используют шлифовальную машину, имеющую шпиндель или ротор, вращающийся в высокой частотой. Чашечный шлифовальный круг или шлифовальный стержень, смонтированный на конце ротора или шпинделя, затачивает резец и типично поверхность долота/режущего инструмента, окружающую основание резца, для восстановления резца по существу до его исходного профиля для эффективного бурения. Дополнительно к вращению чашечного шлифовального круга, эти типы шлифовальных машин могут включать признаки, в которых шлифовальная машина монтируется под углом относительно продольной оси резца, и шлифовальная машина вращается для обеспечения орбитального движения с центром вращения, расположенным в центре чашечного шлифовального круга. При шлифовке резцов, центрирующие аспекты шлифовальной машины стремятся к центрированию шлифовальной машины над самой верхней точкой на резце.
Традиционные шлифовальные машины переключаются между давлением шлифовки и уравновешивающим давлением, чтобы достичь желаемого эффекта. В традиционных шлифовальных машинах минимальное давление шлифовки эквивалентно весу консольной или рычажной секции и компонентов, прикрепленных к ней.
Давними проблемами этих типов шлифовальных машин являются вибрация и шум вследствие высоких частот вращения, износ, требование больших компрессоров для пневматических систем и большое время шлифовки одного резца, в больших размерах.
Патент США No. 7,402,093 решил некоторые проблемы более ранних машин и предложил шлифовальную машину, установленную на опорной системе, причем чашечный шлифовальный круг вращается с варьируемыми частотами, предпочтительно, от около 2200 до 6000 оборотов в минуту, и опорная система способна обеспечивать варьируемое давление подачи предпочтительно или по желанию вплоть до 350 килограмм. В этом типе машины существует необходимость точно управлять давлением подачи.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, настоящее описание изобретения предлагает варианты осуществления шлифовального станка для шлифовки (заточки) твердосплавных вставок шарошечных буровых долот. Шлифовальный станок имеет шлифовальную машину, установленную (опирающуюся) на опорной системе, и средство для удерживания одного или более долот, подлежащих шлифовке. Шлифовальная машина оснащена чашечным шлифовальным кругом, приводящимся во вращение посредством двигателя вокруг своей продольной оси. Опорная система содержит систему консолей или рычагов для управления перемещением шлифовальной машины для выравнивания шлифовальной машины с твердосплавной вставкой, подлежащей шлифовке, средство для обеспечения давления шлифовки, средство для осуществления мониторинга и управления одной или более рабочими функциями шлифовального станка, выбираемыми из группы, состоящей из усилия, давления шлифовки, перемещения и скорости перемещения шлифовальной машины во время выравнивания с твердосплавной вставкой. Средство для осуществления мониторинга и управления одной или более функциями шлифовального станка включает в себя один или более датчиков нагрузки для определения и измерения усилий, прикладываемых во время указанных одной или более функций, и программируемую систему управления, способную осуществлять мониторинг и регулировать указанные одну или более функций, исходя из входных данных от одного или более датчиков нагрузки.
В одном варианте осуществления, средство для обеспечения давления шлифовки представляет собой линейный исполнительный механизм, соединенный с возможностью поворота с системой консолей или рычагов, для создания усилий, например давления подачи (шлифовки), и датчик нагрузки для определения и измерения усилия, прикладываемого во время шлифовки. Комбинация системы управления, линейного исполнительного механизма и датчика нагрузки обеспечивает возможность начала давления подачи (шлифовки) с нуля. Это существенно отличается от традиционных шлифовальных машин, так как минимальное давление подачи в традиционных шлифовальных машинах равно весу шлифовальной машины и опорной системы.
Другой аспект настоящего описания изобретения относится к вариантам осуществления шлифовального станка, в котором предусмотрены средства для удерживания одного или более шарошечных буровых долот, подлежащих шлифовке, которые включают в себя подвижную нажимную пластину для каждого отверстия, и перемещение указанной нажимной пластины управляется посредством линейного исполнительного механизма.
Дополнительный аспект настоящего описания изобретения относится к вариантам осуществления шлифовального станка, имеющего систему сбора воды и отходов для сбора смазочно-охлаждающей жидкости и металла, снятого с твердосплавных вставок во время шлифовки.
Дополнительные признаки изобретения будут описаны или станут очевидными в ходе нижеследующего подробного описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для того чтобы описание изобретения могло быть лучше понято, варианты осуществления теперь будет подробно описываться в качестве примера, со ссылкой на сопровождающие чертежи, на которых:
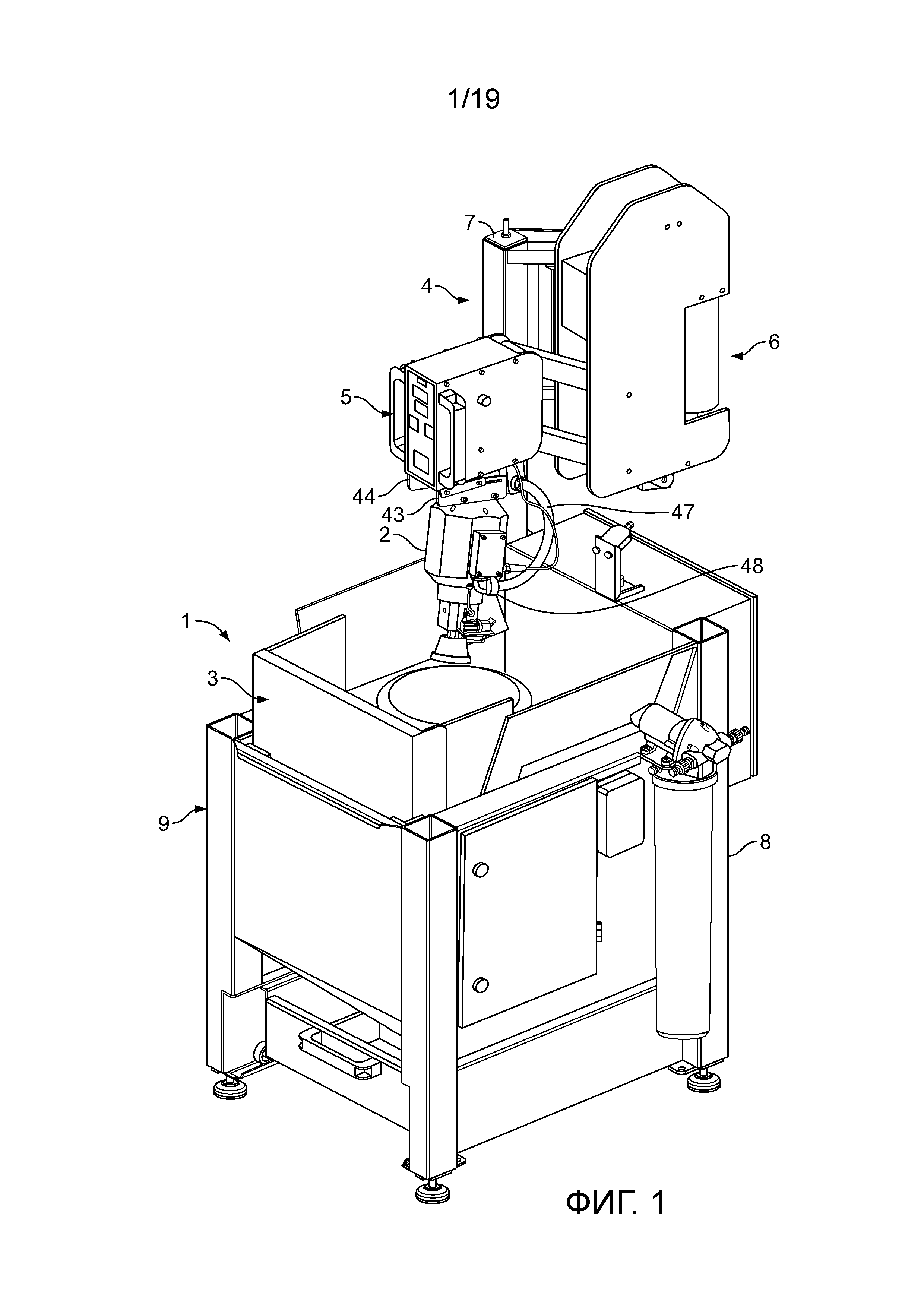
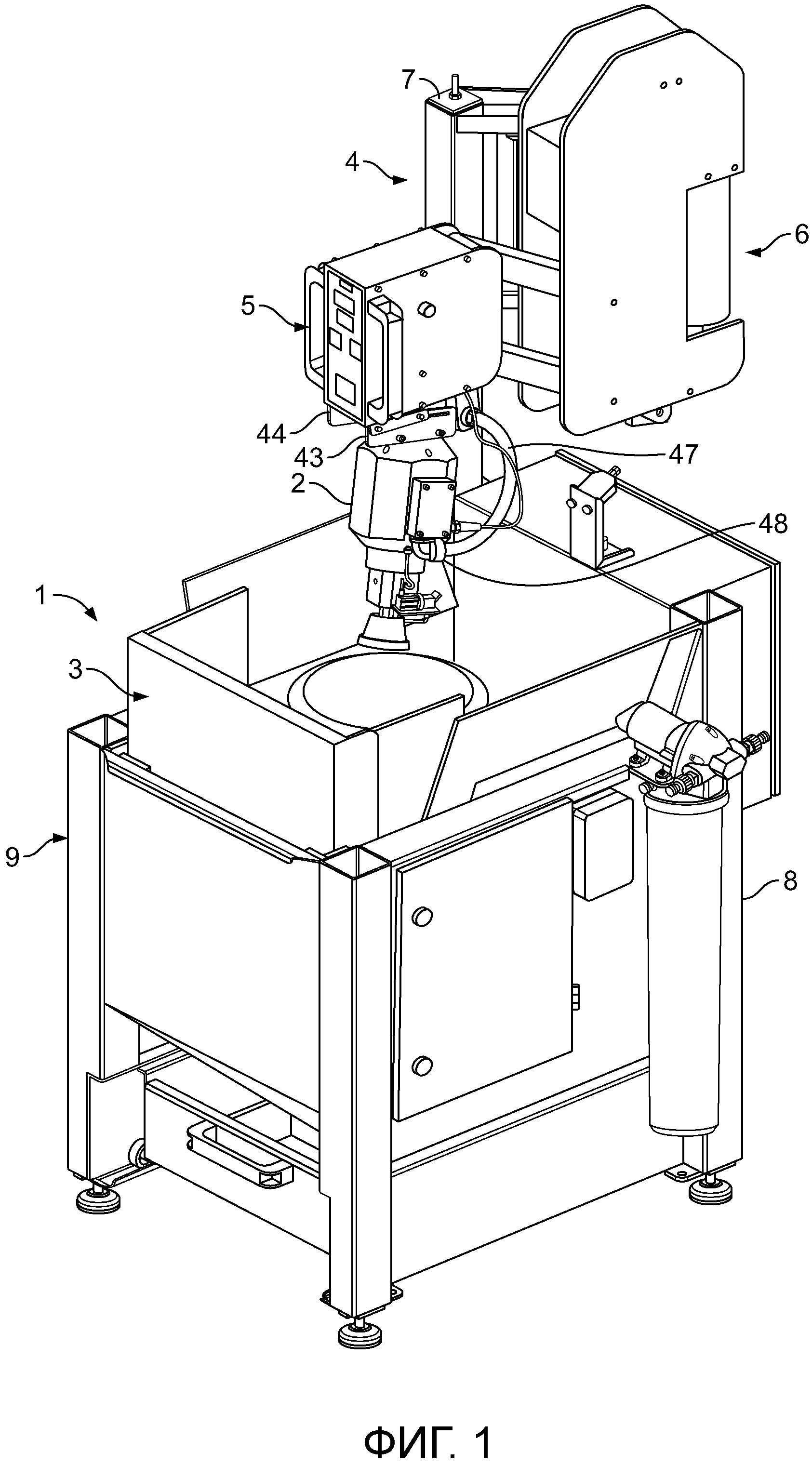
ФИГУРА 1 представляет собой перспективный вид с правой стороны одного варианта осуществления шлифовального станка в соответствии с настоящим описанием изобретения, имеющего шлифовальную машину, опирающуюся для вертикального и горизонтального регулирования на опорной системе, и средство для удерживания долота/долот, подлежащего(их) шлифовке, и со схематичным изображением большого долота для работы внизу скважины (на изображении долота не показаны твердосплавные вставки или резцы, подлежащие шлифовке).
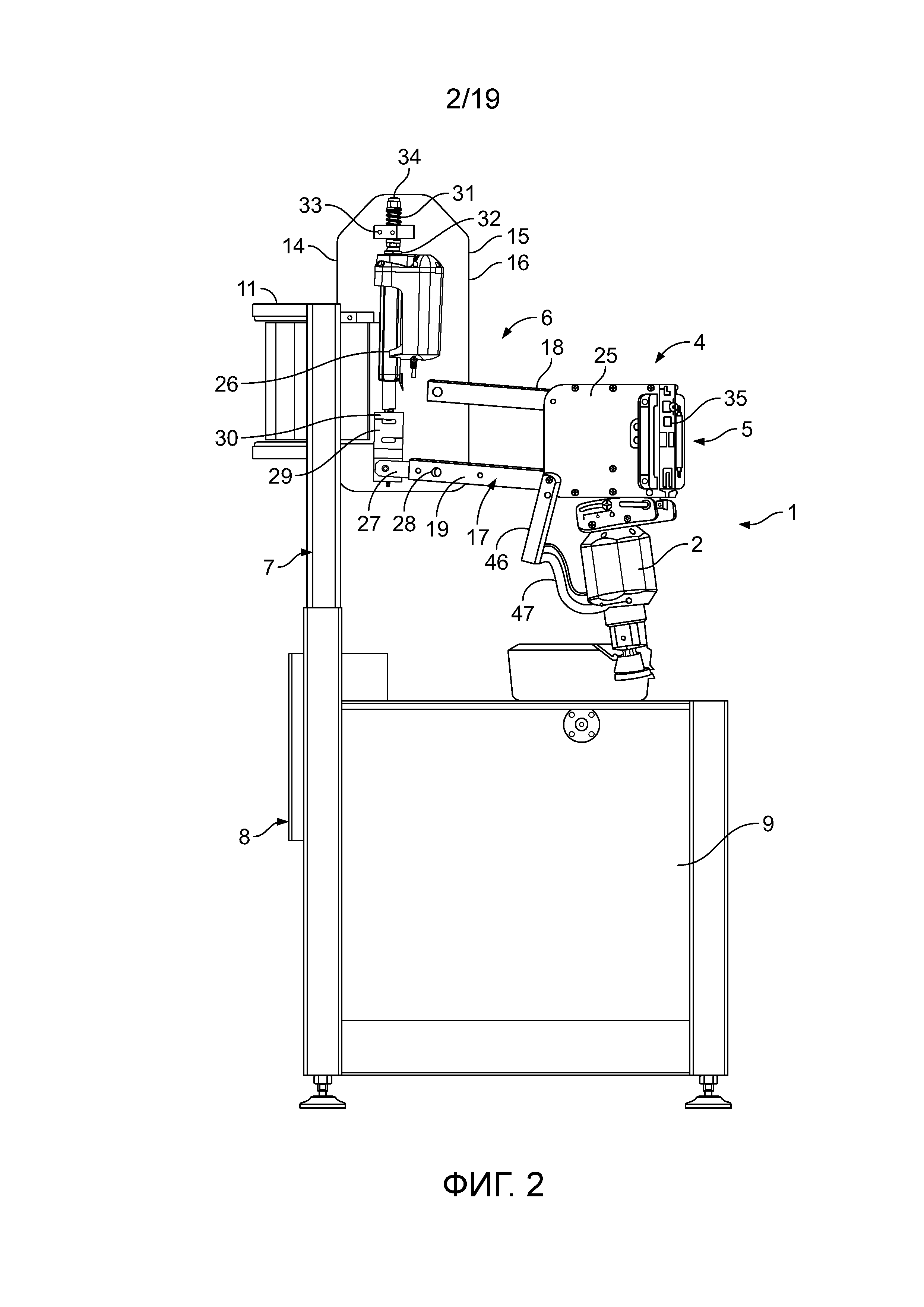
ФИГУРА 2 представляет собой вид с левой стороны шлифовального станка ФИГУРЫ 1 со снятым ограждением вокруг долота.
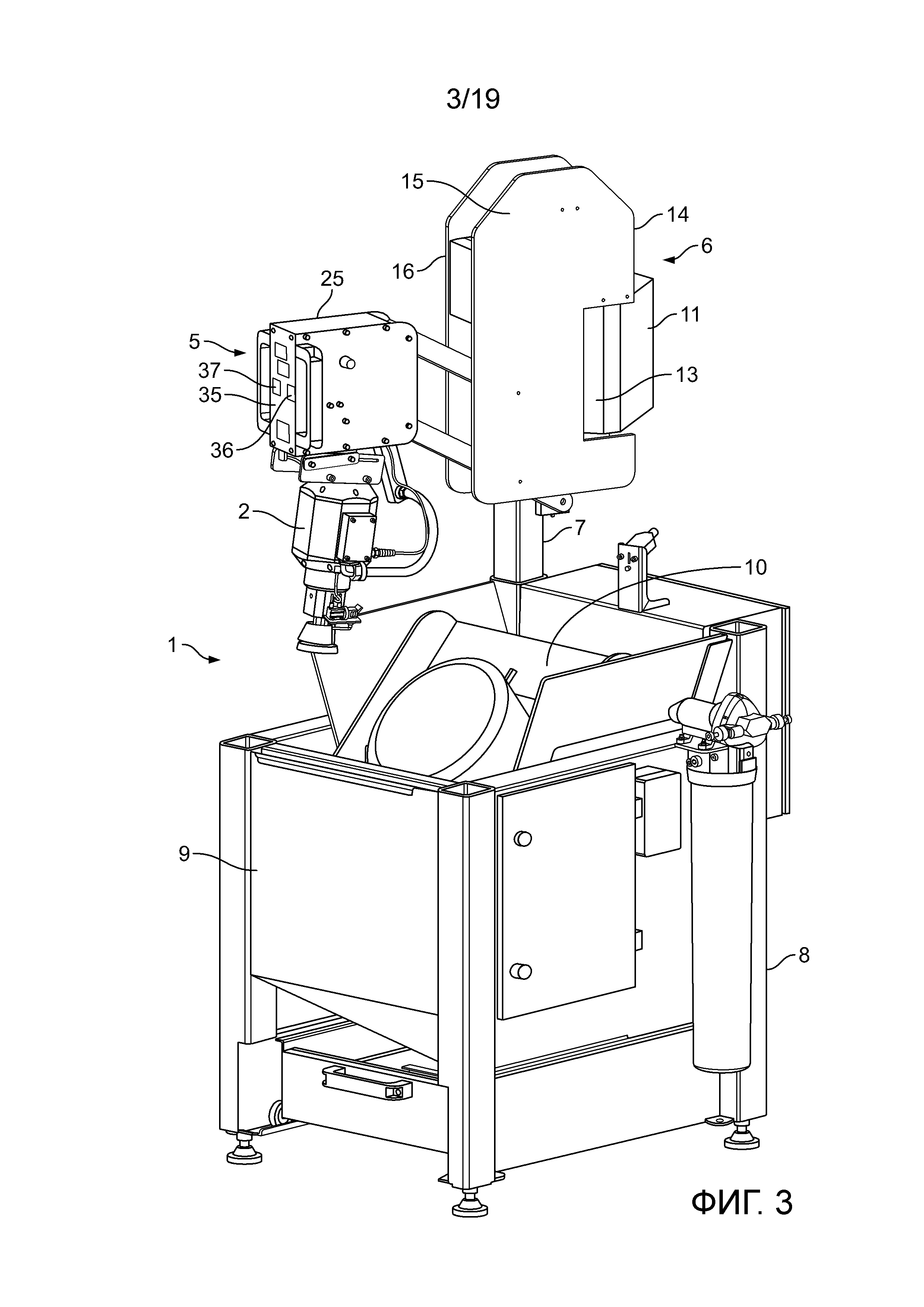
ФИГУРА 3 представляет собой перспективный вид с правой стороны шлифовального станка ФИГУРЫ 1 с повернутым столом для долота.
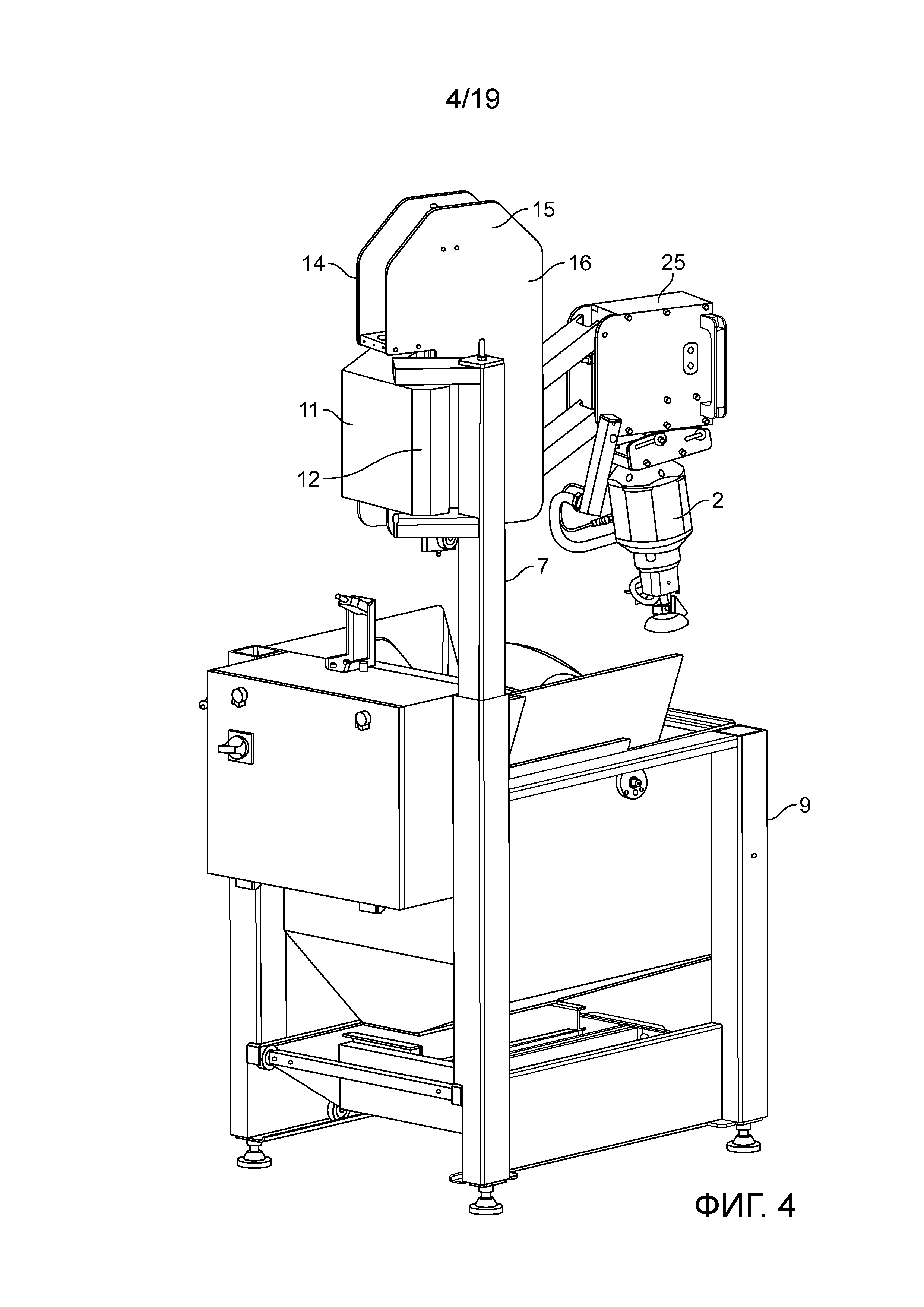
ФИГУРА 4 представляет собой задний перспективный вид с левой стороны шлифовального станка ФИГУРЫ 3.
ФИГУРА 5 представляет собой увеличенный перспективный вид системы сбора воды и отходов, образующей часть шлифовального станка ФИГУРЫ 1.
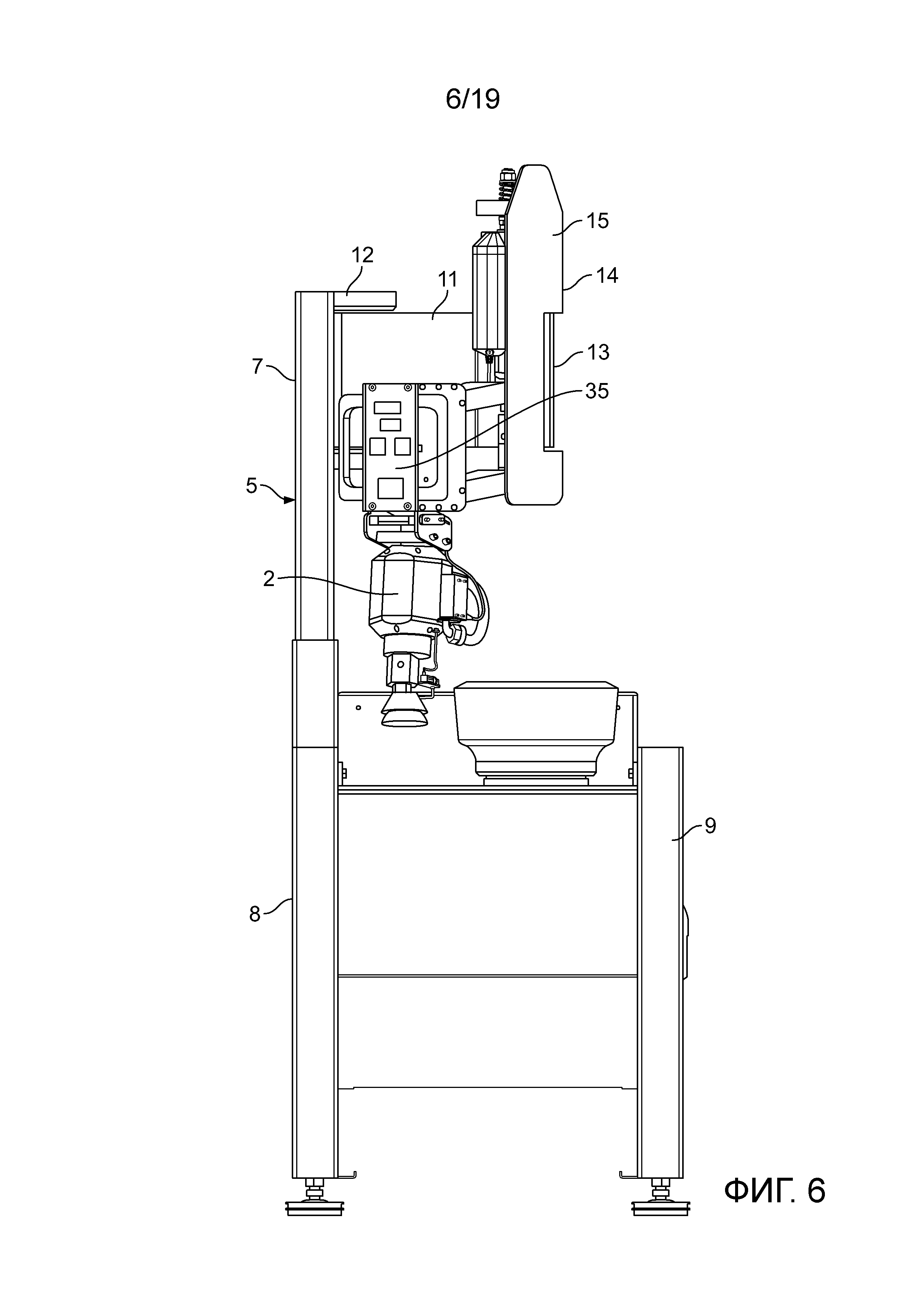
ФИГУРА 6 представляет собой вид спереди шлифовального станка ФИГУРЫ 1 со снятым ограждением.
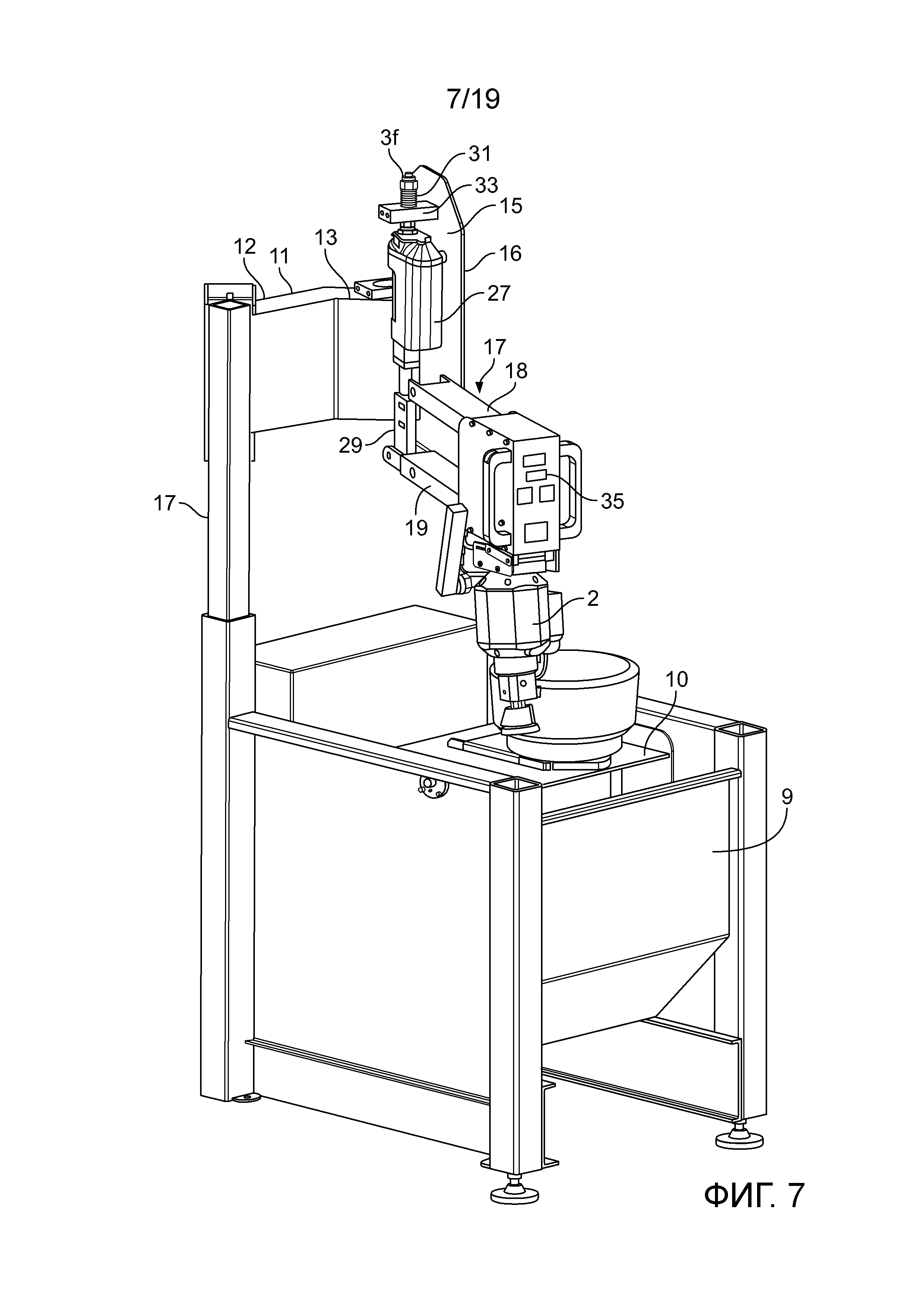
ФИГУРА 7 представляет собой перспективный вид шлифовального станка ФИГУРЫ 1 с открытым содержимым первой консольной секции и коробки управления.
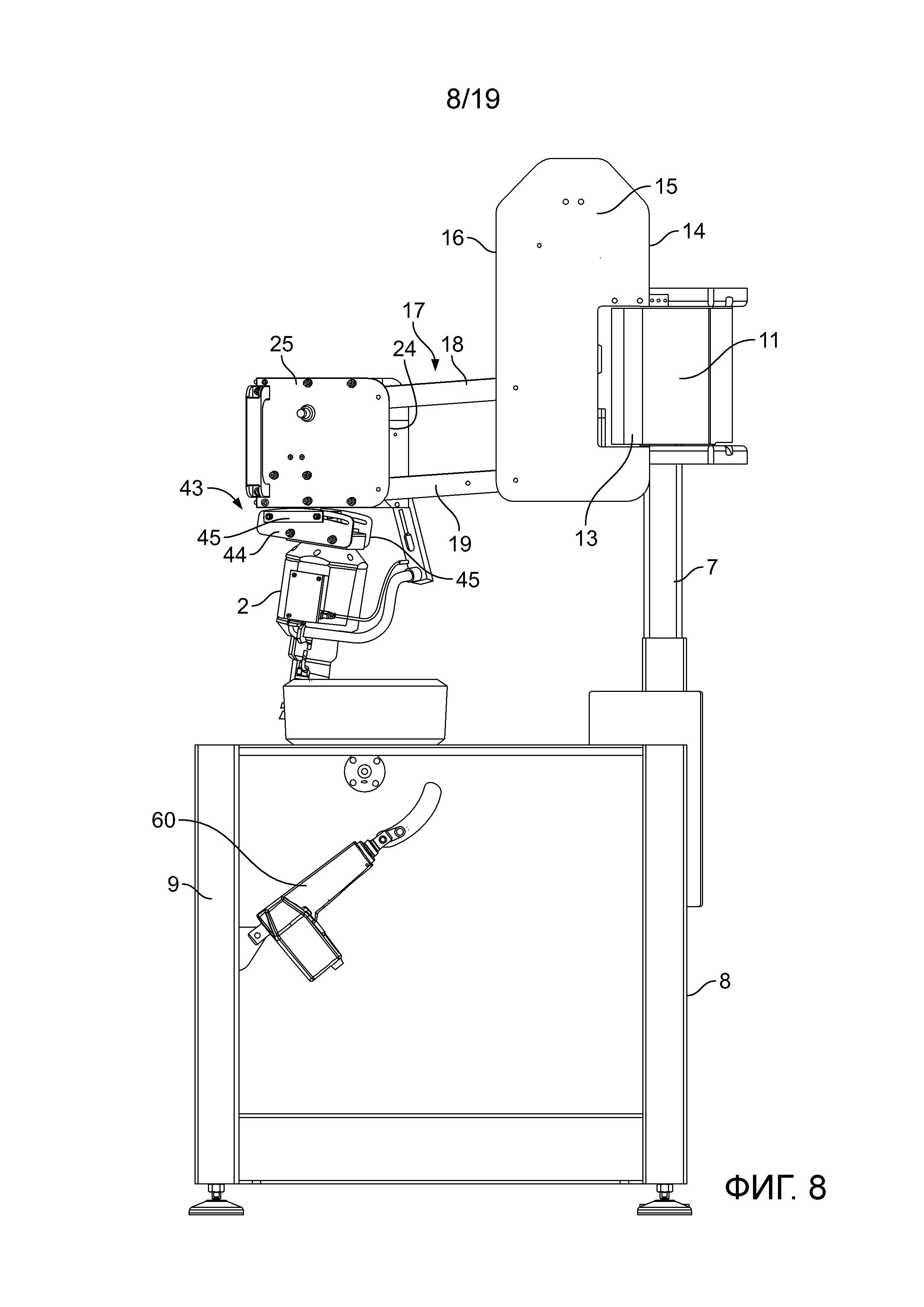
ФИГУРА 8 представляет собой вид с правой стороны шлифовального станка ФИГУРЫ 7.
ФИГУРА 9 представляет собой внутренний вид сбоку секции первой коробки и второй консольной секции опорной системы ФИГУРЫ 1.
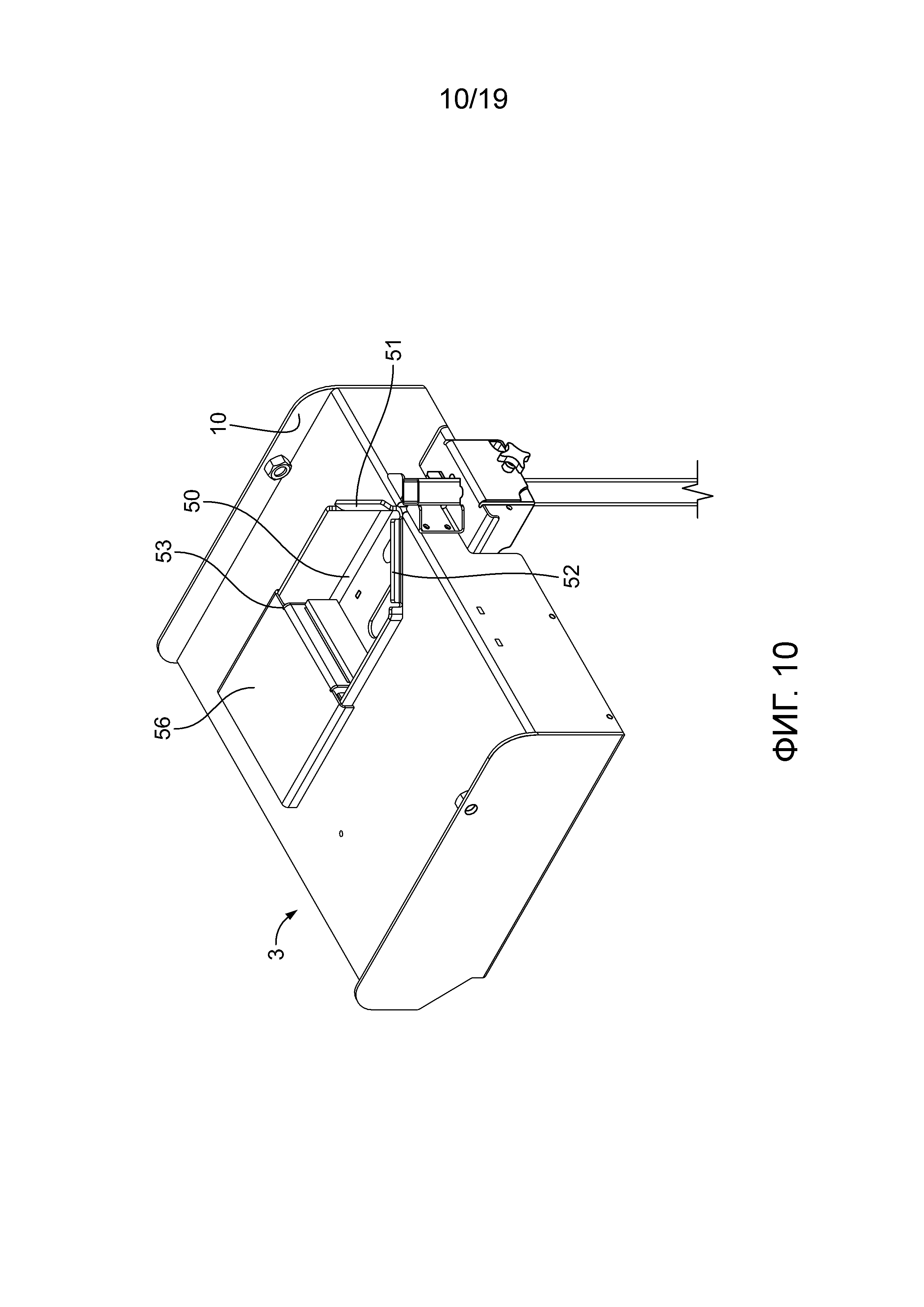
ФИГУРА 10 представляет собой вид сверху одного варианта осуществления держателя долота для шлифовального станка ФИГУРЫ 1.
ФИГУРА 11 представляет собой вид снизу держателя долота Фигуры 10 с закрытым отверстием.
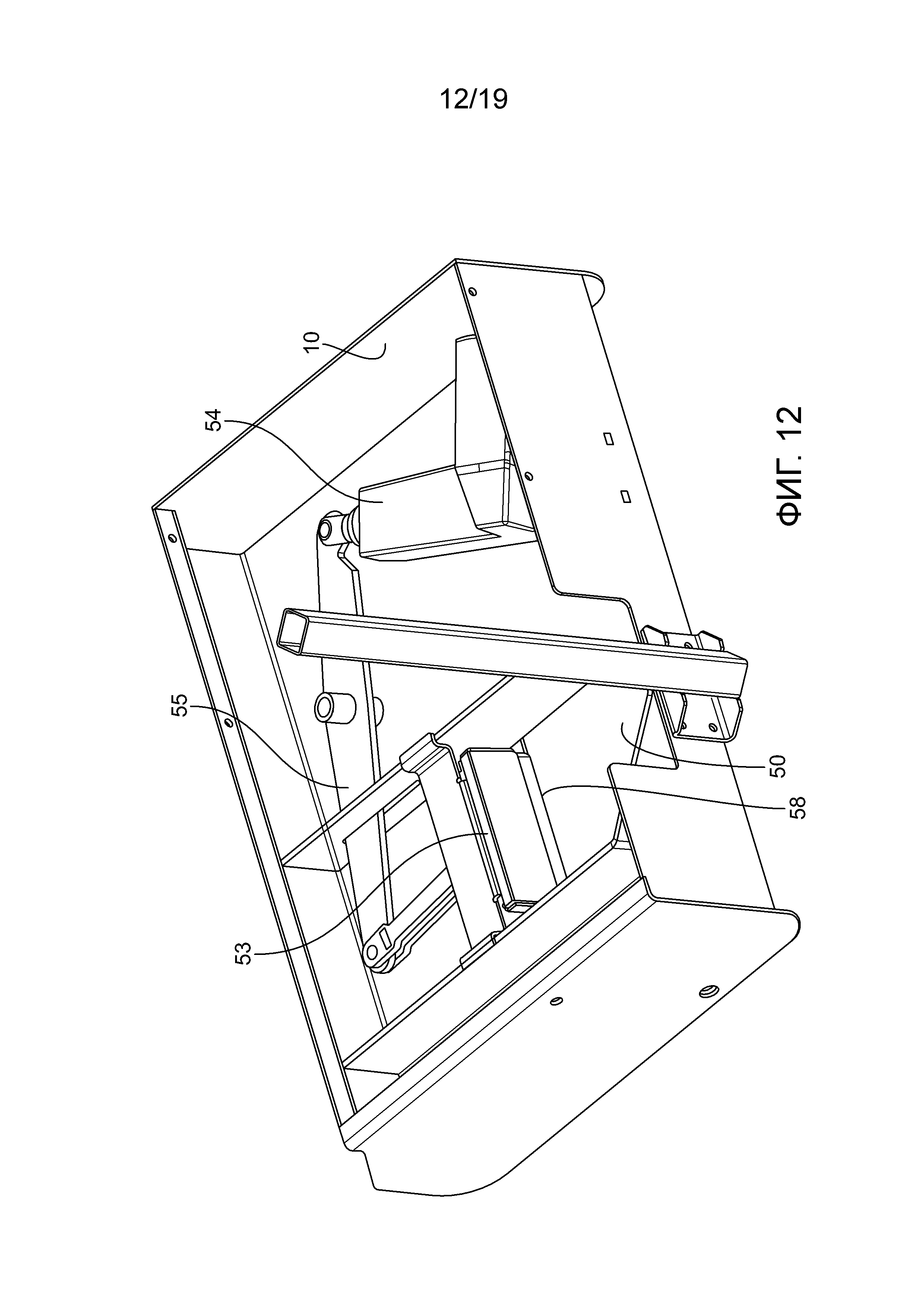
ФИГУРА 12 представляет собой вид снизу держателя долота Фигуры 10 с открытым отверстием.
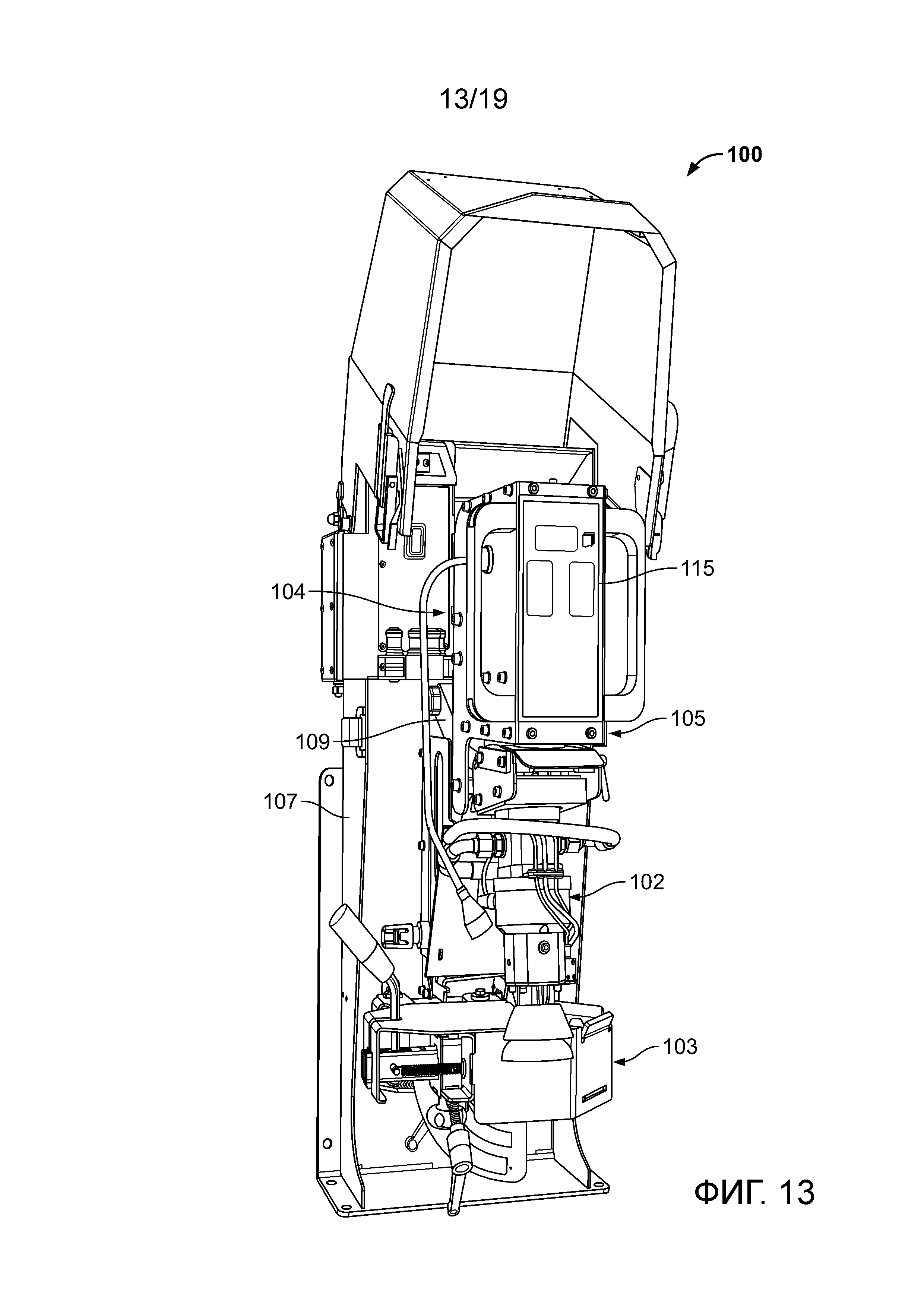
ФИГУРА 13 представляет собой перспективный вид с левой стороны другого варианта осуществления шлифовального станка в соответствии с настоящим описанием изобретения, подходящего для мобильных применений и имеющего шлифовальную машину, опирающуюся для вертикального и горизонтального регулирования на опорной системе, и средство для удерживания долота/долот, подлежащего(их) шлифовке.
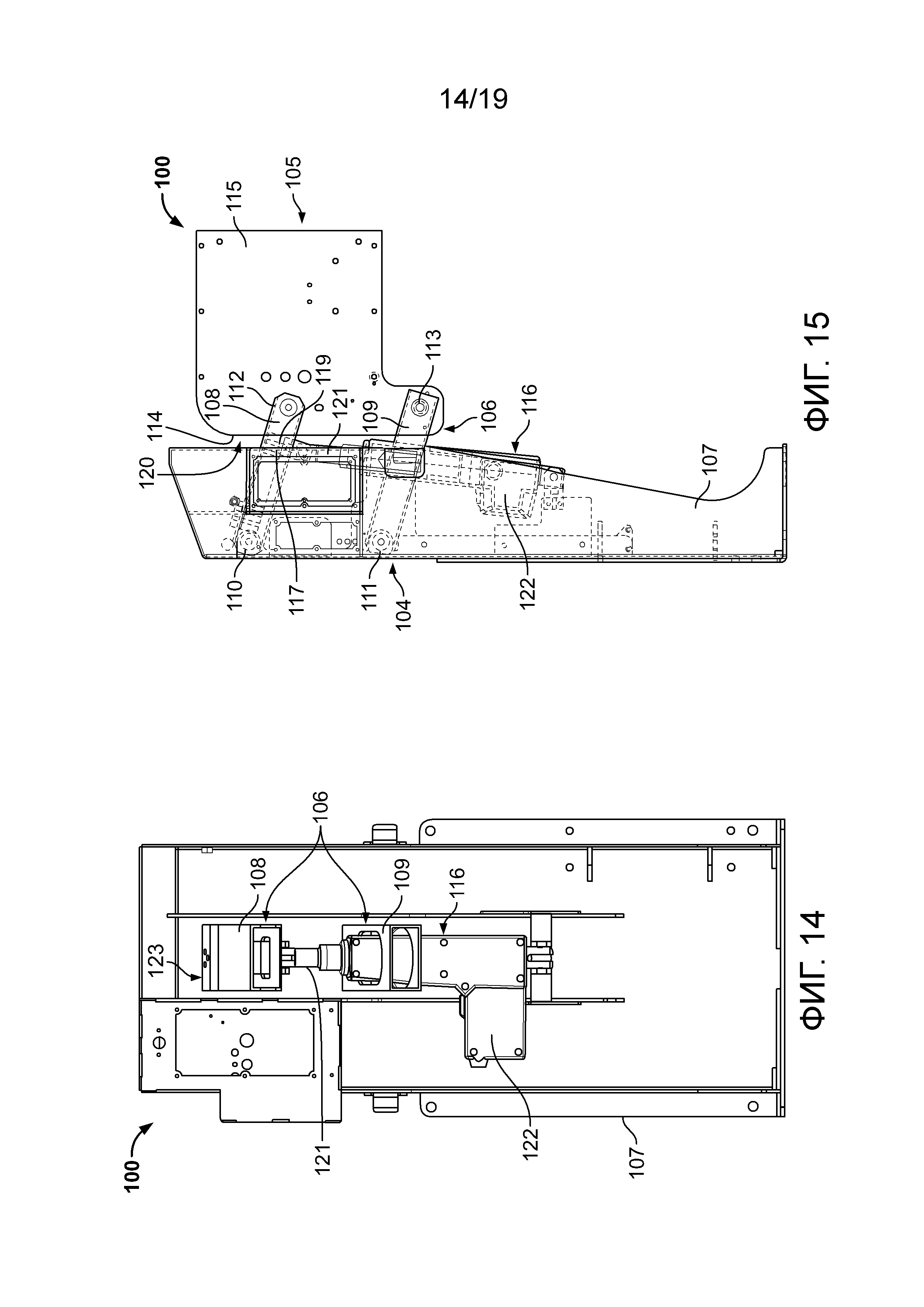
ФИГУРА 14 представляет собой вид спереди в плане части опорной системы шлифовального станка Фигуры 13.
ФИГУРА 15 представляет собой вид сбоку в плане части опорной системы шлифовального станка Фигуры 13.
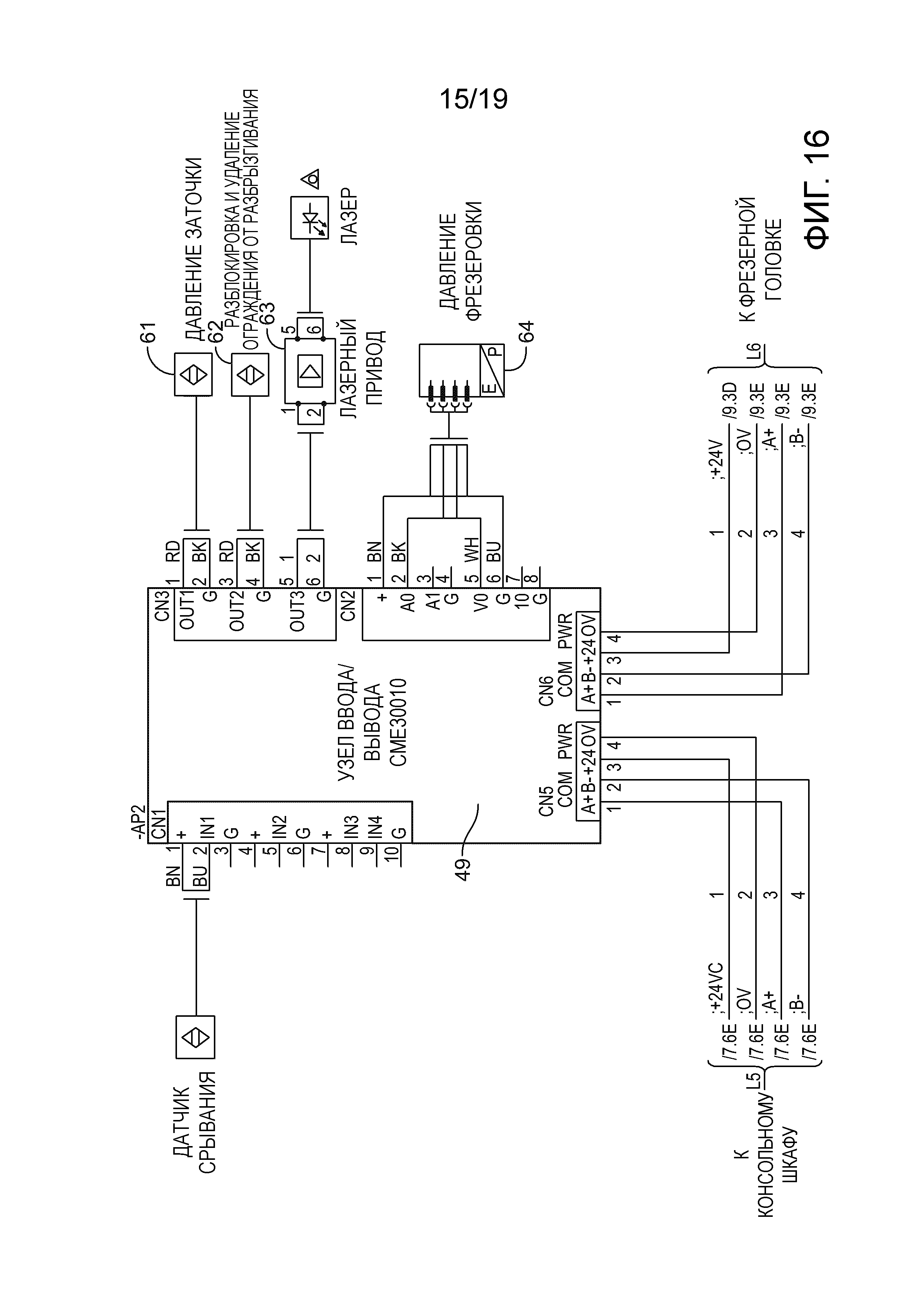
ФИГУРА 16 представляет собой схематичный чертеж части принципиальной электрической схемы для одного варианта осуществления системы управления в соответствии с одним вариантом осуществления настоящего описания изобретения.
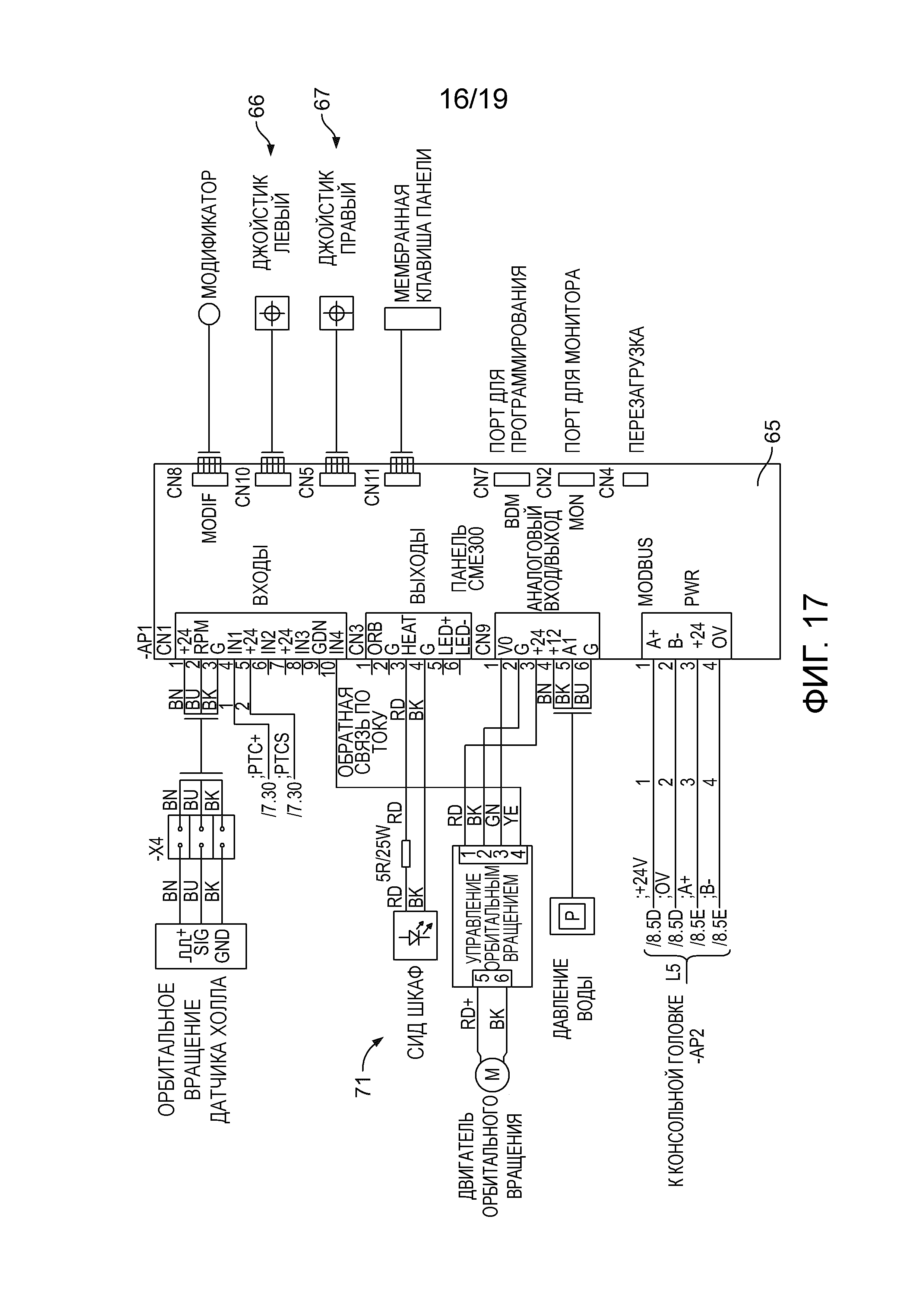
ФИГУРА 17 представляет собой схематичный чертеж другой части принципиальной электрической схемы для системы управления ФИГУРЫ 16.
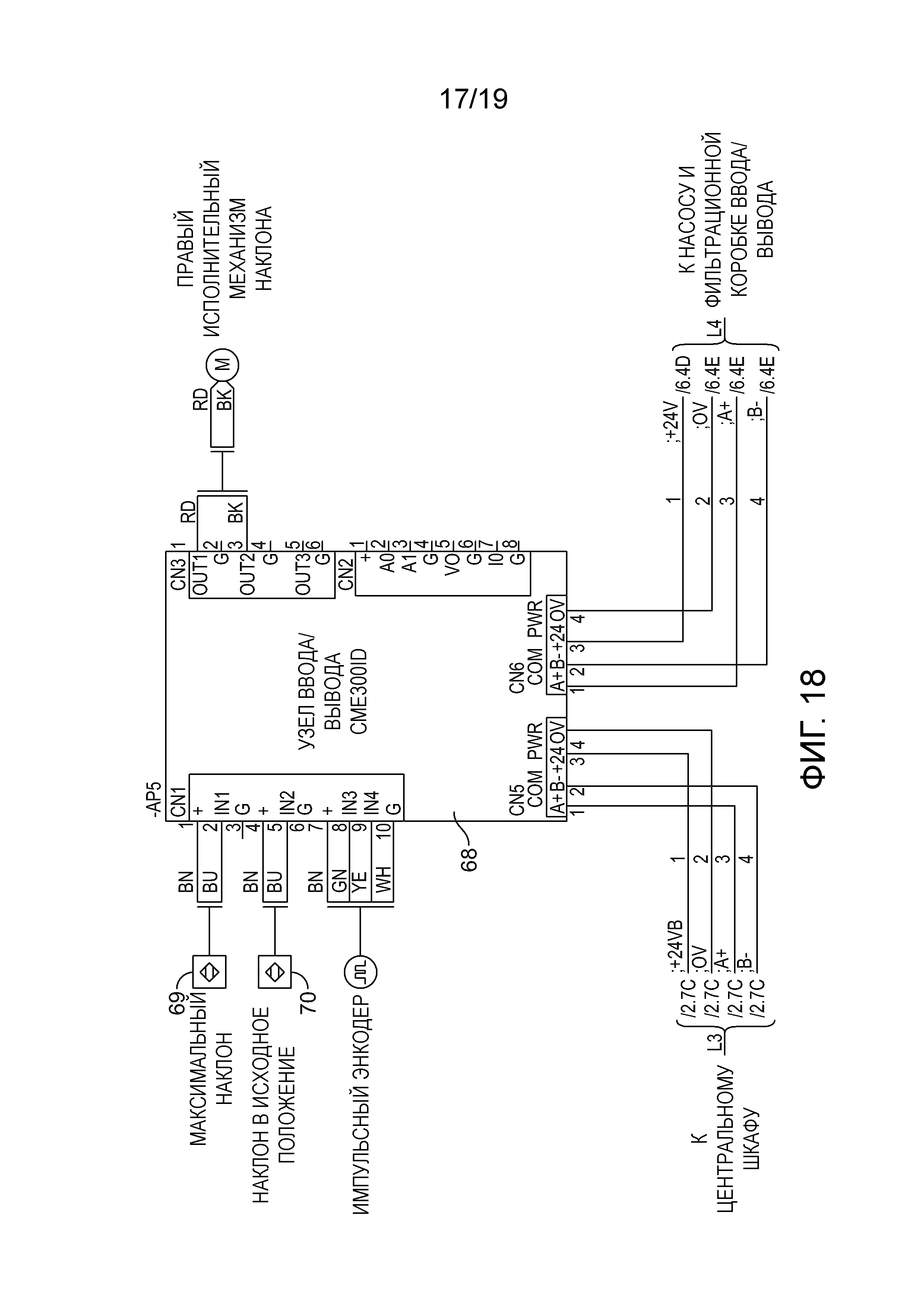
ФИГУРА 18 представляет собой схематичный чертеж другой части принципиальной электрической схемы для системы управления ФИГУРЫ 16.
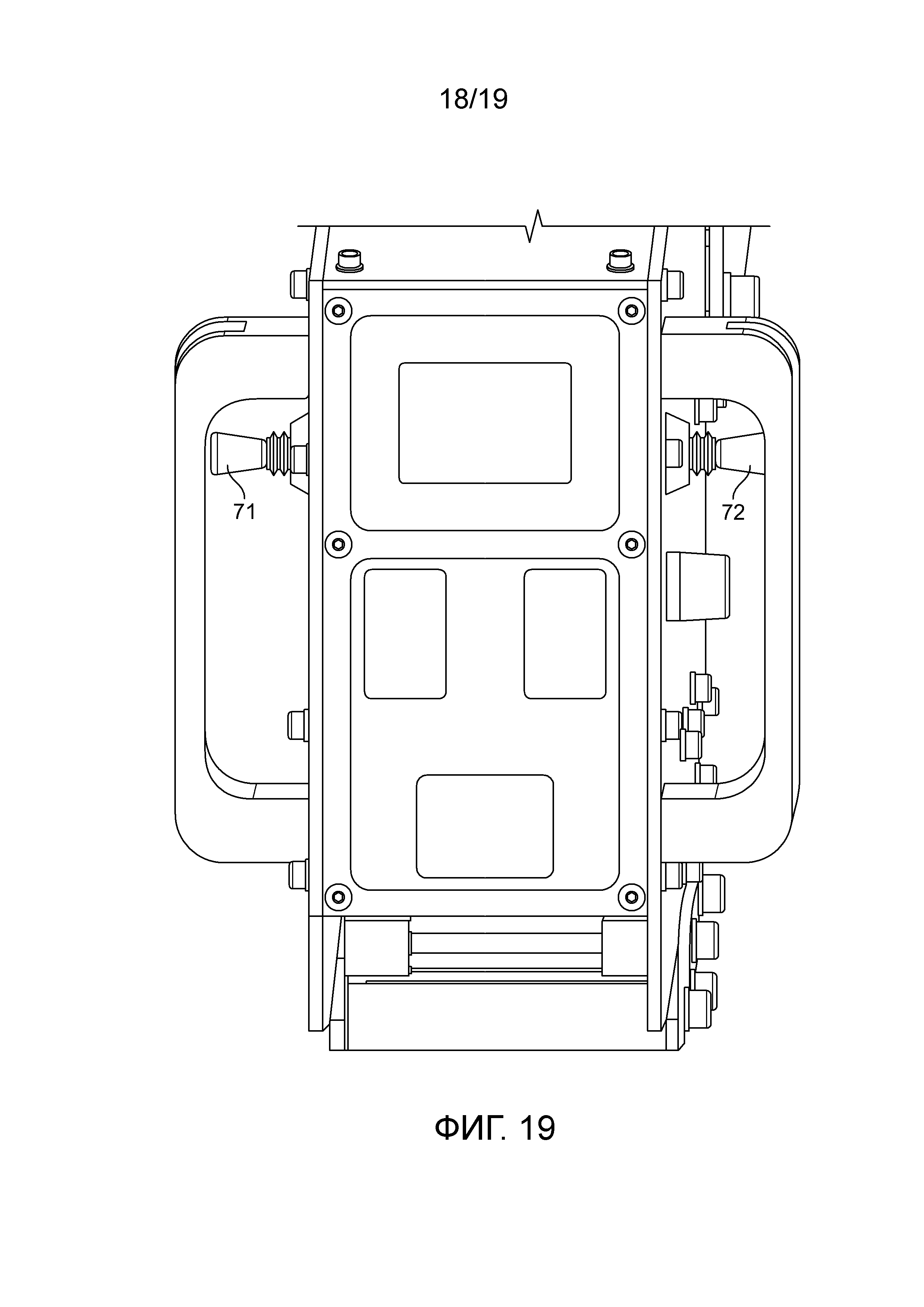
ФИГУРА 19 представляет собой вариант осуществления панели управления, использующей электрическую схему ФИГУРЫ 16, с джойстиками.
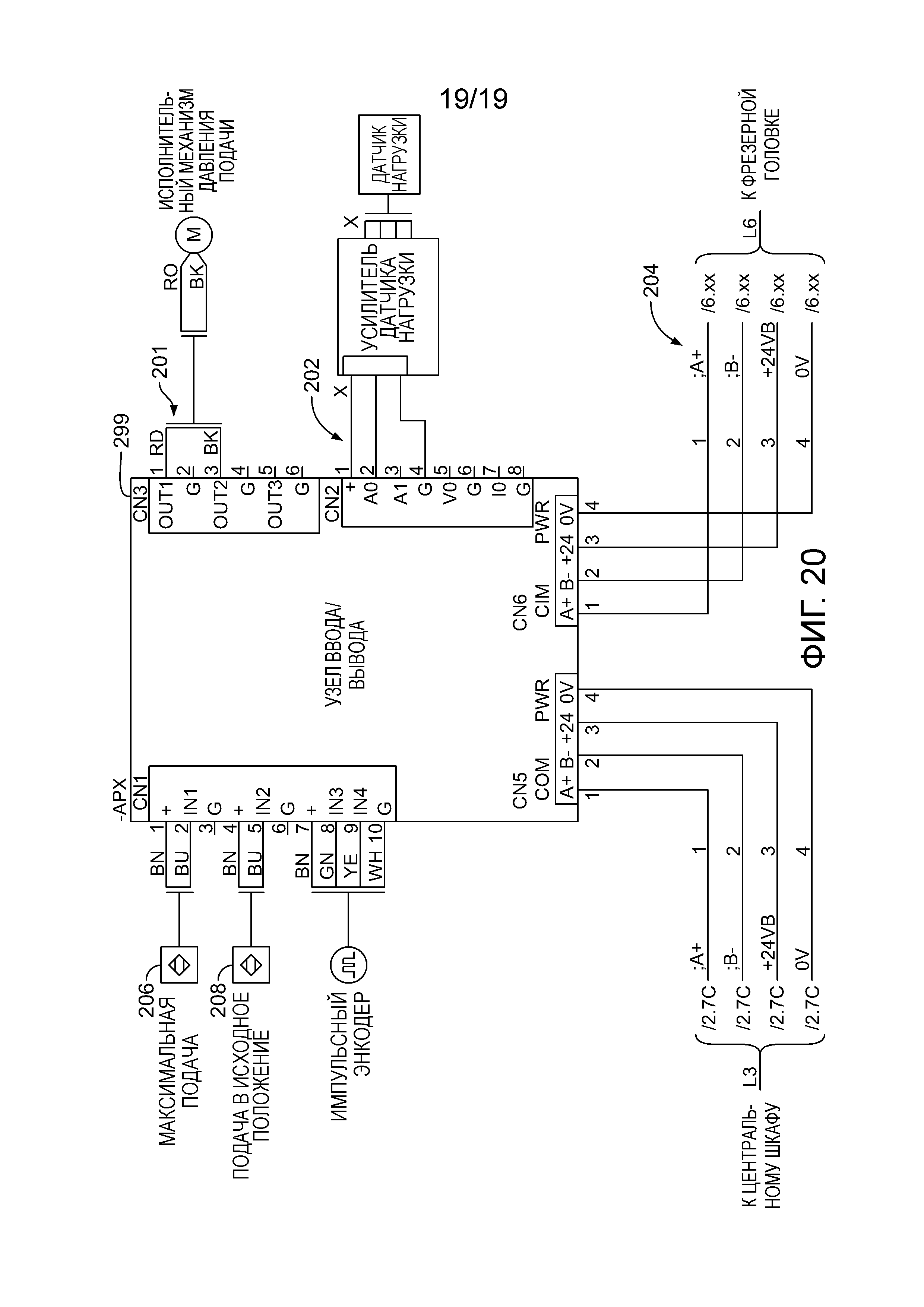
ФИГУРА 20 представляет собой схематичный чертеж части принципиальной электрической схемы для другого варианта осуществления системы управления в соответствии с настоящим описанием изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Со ссылкой на ФИГУРЫ 1-12, один вариант осуществления шлифовального станка в соответствии с настоящим описанием изобретения в целом обозначен 1. Шлифовальный станок 1 включает в себя шлифовальную машину 2, средство для удерживания одного или более долот, подлежащих шлифовке, в целом обозначенное 3, и опорную систему, в целом обозначенную 4. Шлифовальная машина 2, средство 3 для удерживания долот и опорная система 4 выполнены таким образом, чтобы допускать относительное перемещение между шлифовальной машиной 2 и долотом, подлежащим шлифовке, для обеспечения выравнивания шлифовальной машины 2 с продольной осью резцов на долоте. Шлифовальный станок 1 имеет систему управления, часть которой в целом обозначена 5, имеющую программируемую операторскую панель 35 управления, способную непосредственно или косвенно осуществлять мониторинг и регулирование одного или более рабочих параметров. Рабочие параметры могут включать давление подачи, частоту вращения чашечного шлифовального круга, время шлифовки и другие параметры, как отмечены здесь.
В варианте осуществления шлифовального станка 1, показанного на Фигурах 1-12, шлифовальная машина 2 поддерживается с помощью опорной системы 4, которая включает в себя систему 6 консолей или рычагов, шарнирно соединенную со стойкой 7, прикрепленной к задней стороне 8 открытой станины 9. Средство 3 для удерживания долота состоит из стола 10, смонтированного внутри станины 9.
В показанном варианте осуществления, система 6 консолей или рычагов для опоры и позиционирования шлифовальной машины 2, как отмечено ранее, шарнирно соединена со стойкой 7 на задней стороне 8 станины 9. Система 6 консолей состоит из первой консольной секции 11, имеющей один конец 12, шарнирно соединенный со стойкой 7. Другой конец 13 первой консольной секции 11 шарнирно соединен с задней стороной 14 первой коробки 15 управления. Первая консольная секция 11, в этом варианте осуществления, управляет горизонтальным положением шлифовальной машины 2 относительно долота, подлежащего перешлифовке. На передней стороне 16 первой коробки 15 управления вторая консольная секция 17 смонтирована с возможностью поворота. Вторая консольная секция 17 состоит из пары параллельных консолей 18, 19, при этом один конец 20, 21 каждой консоли 18, 19 смонтирован с возможностью поворота на первой стороне 16 первой коробки 15 управления. Другой конец 22, 23 каждой консоли 18, 19 соединен с возможностью поворота с задней стороной 24 второй коробки 25 управления. Вторая консольная секция 17 управляет вертикальным перемещением шлифовальной машины 2 вверх и вниз.
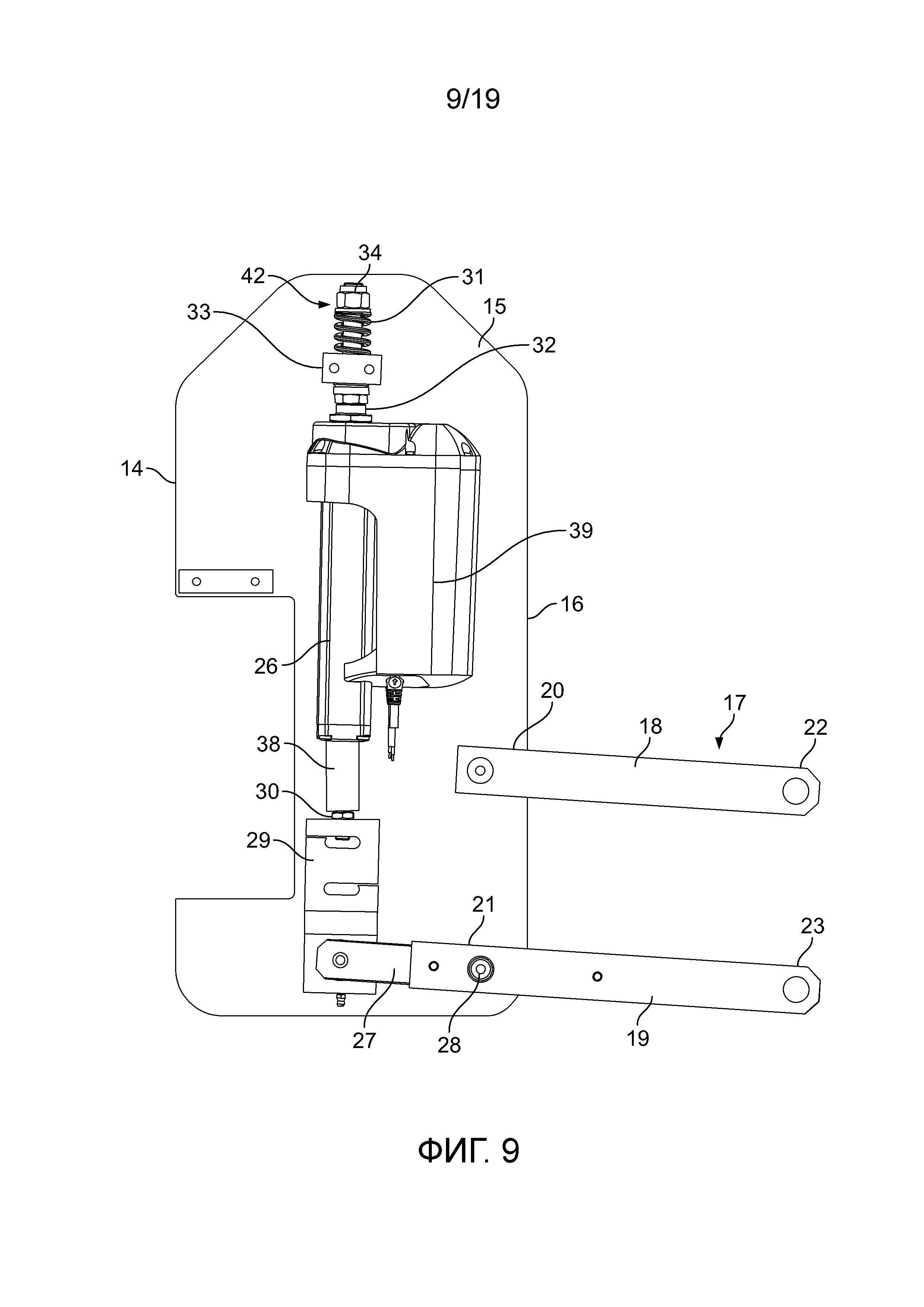
Внутри первой коробки 15 управления (ФИГУРА 9), имеется средство для обеспечения уравновешивающего давления на участке опорной системы, которая управляет перемещением шлифовальной машины 2 в направлении продольной оси резца или долота, когда не используется, и давлением подачи (шлифовки), когда используется. В показанном варианте осуществления, средство для обеспечения давления шлифовки представляет собой исполнительный механизм, в целом обозначенный 26, соединенный с возможностью поворота с концом 27 нижней консоли 19 второй консольной секции 17. Конец 27 нижней консоли 19 проходит наружу от точки 28 поворота, в которой нижняя консоль 18 соединена с первой коробкой 15 управления. В показанном варианте осуществления, исполнительный механизм представляет собой электромеханический линейный исполнительный механизм, имеющий винт 38, величина и скорость перемещения которого регулируются электродвигателем 39. Преимущество использования электромеханического исполнительного механизма, приводящего в действие от электродвигателя, заключается в том, что он потенциально позволяет исключить такие альтернативы, как пневматические или гидравлические исполнительные механизмы, в общем смысле, упрощая сборку шлифовального станка, повышая управление и точность релевантных функций, при этом потенциально уменьшая затраты на изготовление. Установка и работа также упрощается, так как источник мощности, требующийся для работы шлифовального станка, потенциально сокращен только до электрического.
В традиционных шлифовальных машинах, использование больших усилий подачи потенциально может вызвать срывание шлифовальной машины с резца с большим усилием. В настоящем описании изобретения, для получения высоких подач безопасным образом, и управления давлением подачи, система управления, в целом обозначенная 5, предусмотрена для осуществления мониторинга и управления одной или более рабочими функциями шлифовального станка, включая давление подачи или шлифовки. Другие функции, которые подвергаются мониторингу и управлению, могут включать усилия, прикладываемые во время удерживания долота в средстве для удерживания долота, перемещение шлифовальной машины, скорость перемещения шлифовальной машины во время выравнивания с твердосплавной вставкой. В показанном варианте осуществления, система управления включает в себя один или более датчиков нагрузки для определения и измерения усилий, прикладываемых во время функций шлифовального станка, включая скорость перемещения исполнительного механизма, давление подачи, и т.д. Когда датчик нагрузки сигнализирует об уменьшении усилия, возможно, вследствие отвода чашечного шлифовального круга от затачиваемого резца, выходной сигнал от датчика нагрузки может, если требуется, вызывать остановку операции шлифовки или реверсирование электромеханического исполнительного механизма для предотвращения или уменьшения до минимума опасной ситуации. Датчики нагрузки, измеряющие операторский ввод и соединенные с системой 5 управления, обеспечивают возможность преобразования усилия, прикладываемого к одному или более операторским средствам ввода, например к рукояткам и т.д., в, например, изменяемую скорость перемещения электромеханических исполнительных механизмов. Это обеспечивает программируемую систему 5 управления, которая является способной осуществлять мониторинг и регулировать функции шлифовального станка, исходя из ввода от одного или более датчиков нагрузки. В показанном варианте осуществления, для мониторинга и управления давлением подачи датчик 29 нагрузки предусмотрен между концом 30 винта 38 линейного исполнительного механизма 26 и концом 27 нижней консоли 19. Датчик 29 нагрузки измеряет давление подачи шлифовальной машины 2 относительно бурового долота. Выходной сигнал от датчика 29 нагрузки непосредственно или косвенно подается на систему 5 управления. Система 5 управления управляет перемещением винта 38 линейного исполнительного механизма 26 посредством двигателя 39 и тем самым управляет давлением подачи.
Чтобы компенсировать тот факт, что поверхность резца, подлежащего шлифовке, может неравномерно изнашиваться, средства, в целом обозначенные 42, предусмотрены для обеспечения возможности незначительного перемещения шлифовальной машины 2 во время шлифовки по неровной поверхности резца без регулирования с помощью линейного исполнительного механизма. Это способствует более равномерному и управляемому действию шлифовки и уменьшает резкие возрастания нагрузки в шлифовальном станке 1, который включает в себя шлифовальную машину 2, средство для удерживания одного или более долот, подлежащих шлифовке, в целом обозначенное 3, и опорную систему, в целом обозначенную 4. В показанном варианте осуществления, конец 32 линейного исполнительного механизма 26, удаленный от второй консольной секции 17, выполнен с возможностью размещения в отверстии через блок 33 в точке соединения с первой коробкой 15 управления. Пружина 31 вокруг участка линейного исполнительного механизма 26, проходящая через блок 33, смещается относительно блока 33 посредством гайки 34. Пружина 31 может сжиматься и разжиматься, аналогично амортизатору, для обеспечения возможности незначительного перемещения шлифовальной машины 2 по неровной поверхности резца без регулирования линейного исполнительного механизма 26. Как отмечено выше, также является возможным, что, когда шлифовальная машина перемещается по и отводится от поверхности резца во время шлифовки, выходной сигнал от датчика нагрузки будет предупреждать оператора, и машина может автоматически останавливаться или линейный исполнительный механизм может реверсироваться, как требуется.
Во второй коробке 25 управления имеется вращательный двигатель, редуктор и зубчатая передача для обеспечения орбитального вращения для шлифовальной машины 2. Шлифовальная машина 2 прикреплена ко второй коробке 25 управления посредством пары пластин 43, 44. Каждая из пластин 43, 44 предусмотрена с дугообразным пазом 45. Угол прикрепления шлифовальной машины 2 относительно коробки 25 управления может регулироваться посредством пазов 45. За счет небольшого смещения шлифовальной машины 2 от вертикали образование выступов на резце, подвергаемом перешлифовке, уменьшается до минимума и исключается неравномерный износ на чашечном шлифовальном круге.
Канал 46 на задней части коробки 25 управления используется для обеспечения подачи питания, воды и/или воздуха в шлифовальную машину 2 без препятствий при орбитальном вращении шлифовальной машины 2. Удаленный конец канала 46 соединен с гибким каналом 47, который соединяется с шлифовальной машиной 2 через соединитель 48.
Операторская панель 35 ввода на коробке 25 управления также может использоваться для задания, например, размера резца, времени шлифовки, типа резцов, износа резца, процентного отношения смещающей боковой нагрузки и давления подачи. Система управления может быть запрограммирована с предварительно заданными значениями по умолчанию. Кнопка 36 запуска и кнопка 37 остановки предусмотрены на панели 35.
Шлифовальная машина 2, показанная на ФИГУРАХ, использует шестиугольную приводную систему типа, описанного в патенте США No. 5,639,273 и патенте США No. 5,727,994.
Внутри второй коробки 25 управления предусмотрена программируемая карта управления, если требуется, прикрепленная к задней стороне операторской панели 35 ввода, имеющая печатную плату, содержащую центральный процессор (т.е. микропроцессор или микроконтроллер) для системы управления шлифовального станка. Центральный процессор может располагаться в любом месте, подходящем для применения, и может надлежащим образом взаимно соединяться с другими подпроцессорами для мониторинга различных функций, которые считаются необходимыми для правильного функционирования. Общая система управления включает в себя системы и устройства управления, которые вместе с микропроцессор или микроконтроллером, могут управлять всеми аспектами шлифовального станка, включая время шлифовки на каждом резце, частоту вращения чашечного шлифовального круга, давление шлифовки, функцию наклона держателя долота, световые индикаторы работы и расход смазочно-охлаждающей жидкости. Микропроцессор или микроконтроллер и система управления могут использоваться для обеспечения других функций либо ручных, либо автоматических. Например, микропроцессор или микроконтроллер и система управления, в случае электродвигателя, могут осуществлять мониторинг используемой силы тока в амперах и/или температуры и, если она достигает предварительно заданного предельного значения, автоматически уменьшают давление шлифовки для предотвращения перегорания двигателя. Микропроцессор или микроконтроллер и система управления также могут управлять потоком смазочно-охлаждающей жидкости к поверхности резца во время шлифовки.
Кроме того, программное обеспечение панели управления может быть выполнено таким образом, что пользователь может выбирать, например, является ли предпочтительным долгий срок службы чашечного шлифовального круга или высокая скорость съема материала чашечного шлифовального круга.
На ФИГУРАХ 16-18 схематично показан один вариант осуществления части принципиальной электрической схемы для системы управления в соответствии с настоящим описанием изобретения. На ФИГУРЕ 16, карта 49 ввода/вывода схематично показана с вводами электрической схемы для давления 61 шлифовки, устройства 62 управления ограждением от разбрызгивания, лазерного привода 63 и давления 64 фрезеровки. На ФИГУРЕ 17, карта 65 ввода/вывода схематично показана с вводами 66, 67 электрической схемы для управления джойстиком и орбитальным вращением шлифовальной машины. На ФИГУРЕ 19 панель управления показана с джойстиками 71, 72. Джойстики представляют собой либо альтернативу датчикам нагрузки, измеряющим операторский ввод, либо средства для достижения управления двумя руками, когда считается необходимым, из таких соображений, как безопасность, и т.д. Джойстики могут использоваться для прокручивания вниз меню, а также выбора различных функций. Управление двумя руками аспектами, такими как функция наклона держателя долота, может достигаться посредством того требования, чтобы оператор перемещал оба джойстика для активации желаемой функции. Использование комбинации джойстика и датчика нагрузки также может применяться для достижения определенных управляемых функций, когда требуется. На ФИГУРЕ 18, карта 68 ввода/вывода схематично показана с вводами электрической схемы для управления линейным исполнительным механизмом с вводами 69 и 70.
На ФИГУРЕ 20 схематично показан другой вариант осуществления части принципиальной электрической схемы для системы управления в соответствии с настоящим описанием изобретения. На ФИГУРЕ 20, карата 299 ввода/вывода схематично показана с вводами электрической схемы для исполнительного механизма 201 давления подачи, усилителя датчика нагрузки/датчика 202 нагрузки, фрезерной головки 104 и джойстиковых устройств 206, 208 управления и орбитального вращения шлифовальной машины. На фигуре 20 показан усилитель датчика нагрузки. Усилитель датчика нагрузки оптимизирует ввод на датчик нагрузки. Усилитель датчика нагрузки является необязательным и может использоваться для оптимизации ввода на датчик нагрузки, если требуется, и может представлять собой отдельное устройство или может быть встроен в датчик нагрузки.
Изменения вышеописанных принципов, включая увеличенное давление подачи/шлифовки, более низкую частоту вращения чашечного шлифовального круга, водоохлаждаемый двигатель, использование частотных преобразователей, смещающие боковые нагрузки, уравновешивание и фиксацию положения, которые могут дополнительно использоваться для обеспечения возможности шлифовки под углами, отличными от вертикального, подпадают в пределы объема настоящего изобретения. Комбинации изменений вышеописанного принципа увеличенного давления подачи/шлифовки, более низкой частоты вращения чашечного шлифовального круга, водоохлаждаемого двигателя, использования частотных преобразователей, смещающих боковых нагрузок, уравновешивания и фиксации положения, могут использоваться для того, чтобы, по существу, устранить необходимость наклона/поворота долота при переходе от шлифовки передних резцов к шлифовке калибрующих резцов. Некоторые из вышеприведенных принципов также могут применяться к, например, пневматическим и/или гидравлическим двигателям. Кроме того, на существующих двигателях с воздушным охлаждением, скорость шпинделя может варьироваться, используя редукторное устройство между выходом двигателя и входом привода шпинделя для понижения частоты вращения шпинделя, необязательно варьируемой, вплоть до 45% или больше.
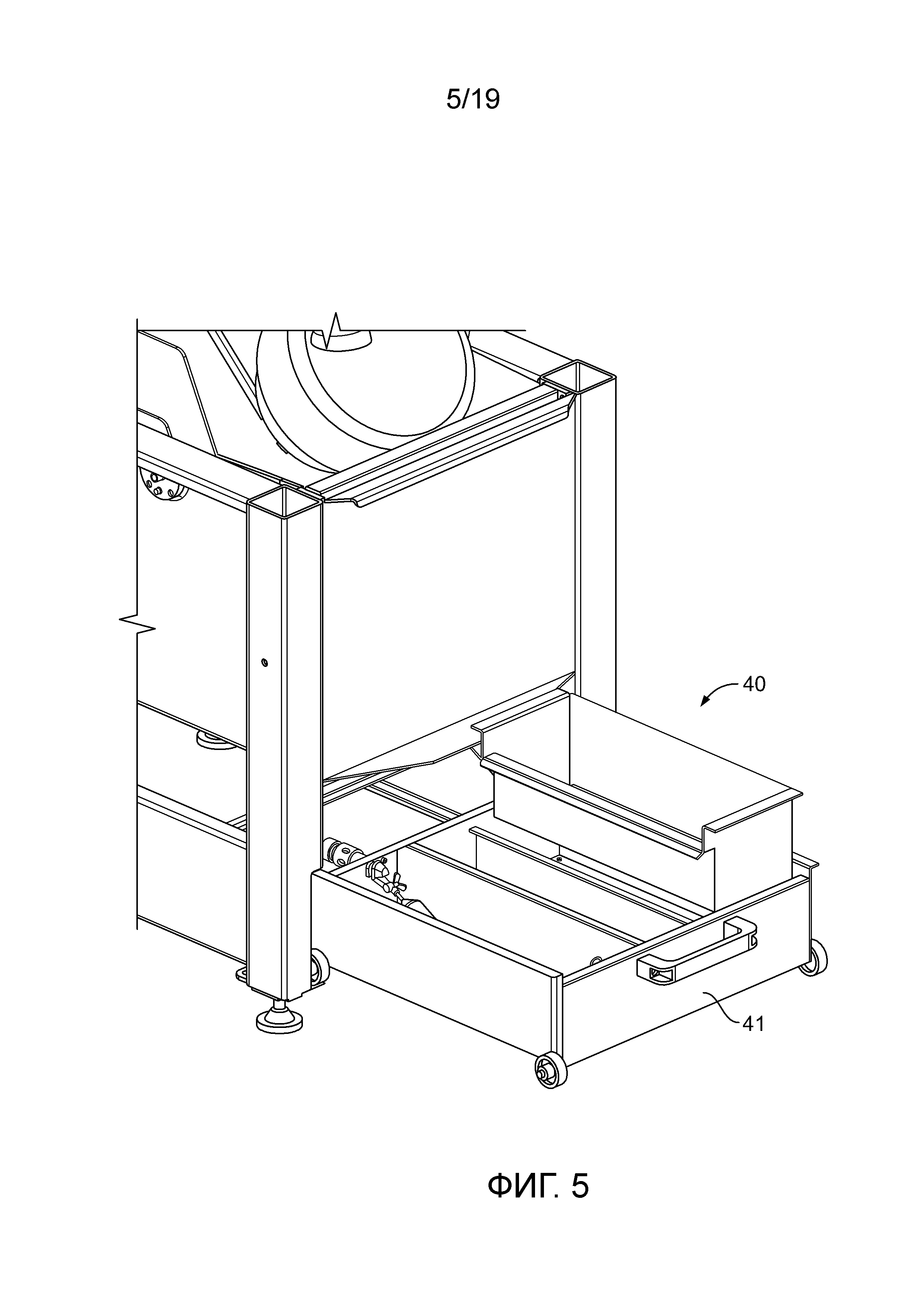
Во время шлифовки, смазочно-охлаждающая жидкость, типично вода, распыляется на затачиваемый резец. Показанный шлифовальный станок может включать в себя систему сбора воды и отходов, в целом обозначенную 40 на ФИГУРЕ 4. Система сбора воды и отходов включает в себя выдвижной ящик 41, который может перемещаться в положение ниже открытой станины 9. Избыточная охлаждающая вода и металл, снятый с резцов во время шлифовки, собираются в выдвижном ящике 41, позволяя воде потенциально возвращаться в охлаждающую систему.
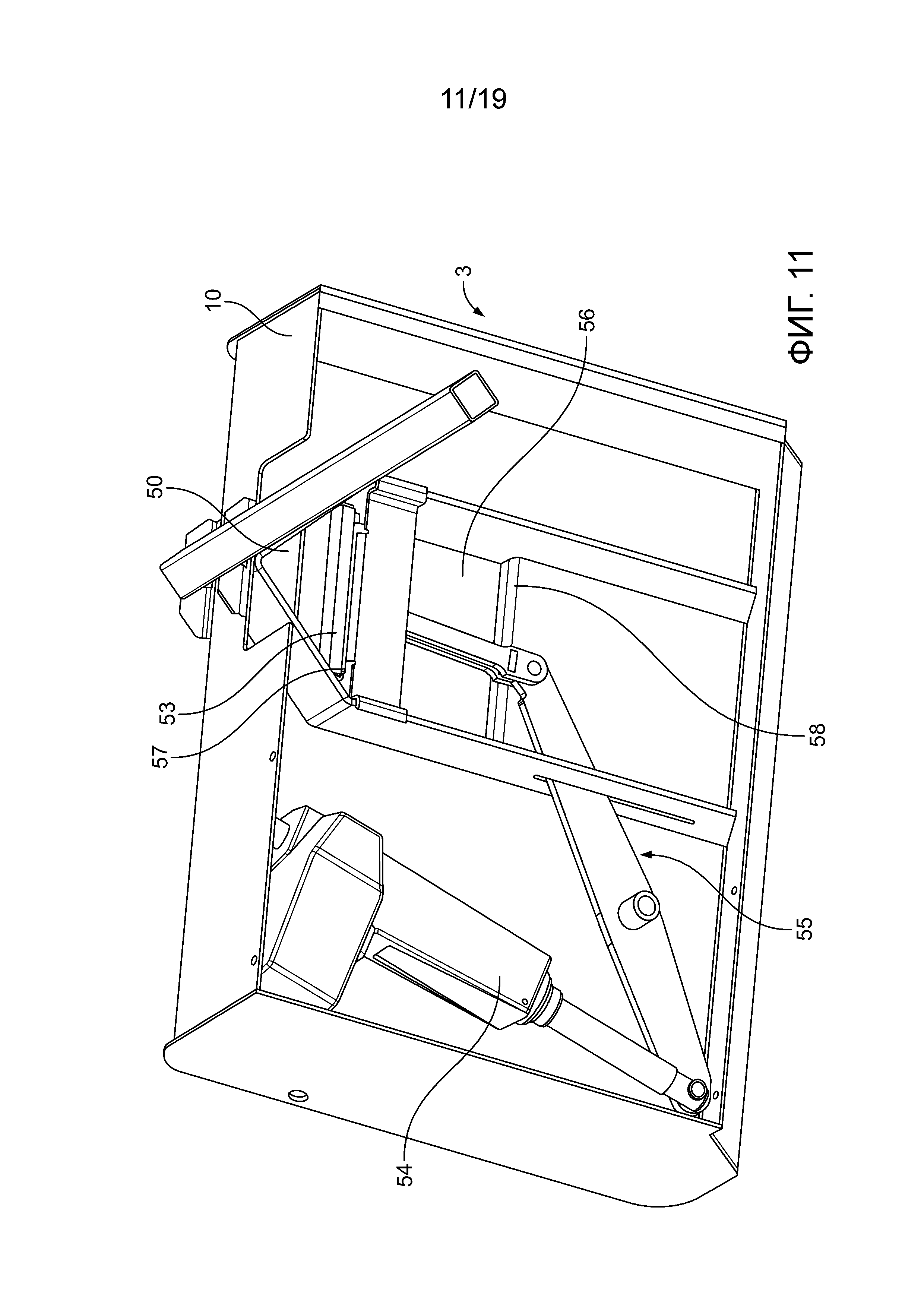
В показанном варианте осуществления, средство 3 для удерживания долот представляет собой стол 10, смонтированный в станине 9 в точках поворота на каждой стороне станины 9 для обеспечения возможности наклона стола 10. На ФИГУРЕ 8 показан линейный исполнительный механизм 60, управляющий действием наклона стола 10. Средство 3 для удерживания долота, в этом случае стол 10, может быть предусмотрено с одним или более отверстиями 50 для удерживания одного или более долот, подлежащих шлифовке. В показанном варианте осуществления, стол 10 имеет одно отверстие 50 (см. ФИГУРЫ 10-12). Когда долото(долота) установлено(ы) в отверстие 50, хвостовик долота размещается на передние края 51, 52 отверстия 50. Передние края 51, 52 могут быть покрыты резиной. Долото удерживается на месте на передних краях 51, 52 посредством нажимной пластины 53, управляемой с помощью второго линейного исполнительного механизма 54 и рычажного консольного узла 55. Предусмотрены средства для осуществления мониторинга и управления перемещением линейного исполнительного механизма. В показанном варианте осуществления, линейный исполнительный механизм 54 представляет собой электромеханический исполнительный механизм. Посредством осуществления мониторинга силы тока в амперах, используемой электродвигателем для исполнительного механизма 54, когда сила тока в амперах резко возрастает, система 5 управления может останавливать электродвигатель от дальнейшего продвижения исполнительного механизма. Сила тока в амперах будет резко возрастать, когда нажимная пластина 53 контактирует с хвостовиком долота, когда хвостовик контактирует с передними краями 51, 52 отверстия 50. Ограждение 56 прикреплено к и перемещается с нажимной пластиной 53 и полностью закрывает отверстие между задней частью 57 нажимной пластины 53 и задней стороной 58 отверстия 50. Ограждение 56 предотвращает случайное сдавливание пальцев и т.д. при отводе нажимной пластины 53. Линейный исполнительный механизм 54 может незначительно отводиться для поворота долота (к следующему резцу, подлежащему шлифовке) в отверстии 50 без полного отвода линейного исполнительного механизма 54 и нажимной пластины 53. Средства для управления линейным исполнительным механизмом 54 могут быть предусмотрены на боковых сторонах станины 9. Хотя способ удерживания долота в средстве для удерживания долота показан в виде нажимной пластины 53 и линейного исполнительного механизма 54, являются возможными другие конструкции, и настоящее изобретение не ограничено на показанном варианте осуществления.
На ФИГУРАХ 13-15 показан другой вариант осуществления более компактного шлифовального станка в соответствии с настоящим описанием изобретения, если требуется подходящего для мобильных применений. Шлифовальный станок в целом обозначен 100. Шлифовальный станок 100 включает в себя шлифовальную машину 102, средство для удерживания одного или более долот, подлежащих шлифовке, в целом обозначенное 103, и опорную систему, в целом обозначенную 104. Шлифовальная машина 102, средство 103 для удерживания долот и опорная система 104 выполнены таким образом, чтобы допускать относительное перемещение между шлифовальной машиной 102 и долотом, подлежащим шлифовке, для обеспечения выравнивания шлифовальной машины 102 с продольной осью резцов на долоте. Шлифовальный станок 100 имеет систему управления, часть которой в целом обозначена 105, имеющую программируемую операторскую панель управления, способную непосредственно или косвенно осуществлять мониторинг и регулирование одного или более рабочих параметров. Рабочие параметры, являющиеся наиболее важными, выбираются из группы, состоящей из давления подачи, частоты вращения чашечного шлифовального круга и времени шлифовки.
В варианте осуществления показанного шлифовального станка 100, шлифовальная машина 102 поддерживается с помощью опорной системы 104, которая включает в себя систему 106 консолей или рычагов, прикрепленную к раме 107.
В показанном варианте осуществления, система 106 консолей или рычагов для опоры и позиционирования шлифовальной машины 102, как отмечено ранее, прикреплена к раме 107. Консольная система 106 состоит из пары параллельных консолей 108, 109, при этом один конец 110, 111 каждой консоли 108, 109 смонтирован с возможностью поворота на раме 107. Другой конец 112, 113 каждой консоли 108, 109 соединен с возможностью поворота с задней стороной 114 коробки 115 управления. Консольная система 106 управляет вертикальным перемещением шлифовальной машины 102 вверх и вниз.
Внутри рамы 107, имеется средство для обеспечения уравновешивающего давления на участке опорной системы, которая управляет перемещением шлифовальной машины 102 в направлении продольной оси резца или долота, когда не используется, и давлением шлифовки, когда используется. В показанном варианте осуществления, средство для обеспечения давления шлифовки представляет собой исполнительный механизм, в целом обозначенный 116, соединенный с возможностью поворота с консолью 108. В показанном варианте осуществления, исполнительный механизм представляет собой электромеханический линейный исполнительный механизм, имеющий винт, величина и скорость перемещения которого регулируются электродвигателем.
Как отмечено, большие усилия подачи в традиционных самоцентрирующихся шлифовальных машинах потенциально могут вызвать срывание шлифовальной машины с резца с большим усилием. Для получения высоких подач безопасным образом, и управления давлением подачи, средство, в целом обозначенное 120, предусмотрено для осуществления мониторинга и управления давлением подачи. В показанном варианте осуществления, средство для мониторинга давления подачи представляет собой датчик 117 нагрузки, предусмотренный между концом 118 линейного исполнительного механизма 117 и точкой 119 соединения с консолью 109. Датчик 117 нагрузки измеряет давление подачи шлифовальной машины 102 относительно бурового долота. Сигнал от датчика 117 нагрузки подается на систему 105 управления. Система 105 управления управляет перемещением винта 121 линейного исполнительного механизма 116 посредством двигателя 122 и тем самым управляет давлением подачи. Комбинация системы управления, линейного исполнительного механизма и датчика нагрузки также обеспечивает возможность начала давления подачи (шлифовки) с нуля. Это существенно отличается от традиционных шлифовальных машин, так как минимальное давление подачи в традиционных шлифовальных машинах равно весу шлифовальной машины и опорной системы. Когда датчик нагрузки сигнализирует о резком уменьшении нагрузки, возможно, вследствие отвода чашечного шлифовального круга от затачиваемого резца, система управления может быть запрограммирована таким образом, чтобы останавливать операцию шлифовки или другой процесс для уменьшения до минимума опасности для оператора.
Чтобы компенсировать тот факт, что поверхность резца, подлежащего шлифовке, может неравномерно изнашиваться, средства, в целом обозначенные 123, предусмотрены для обеспечения возможности незначительного перемещения шлифовальной машины 102 во время шлифовки по неровной поверхности резца без регулирования с помощью линейного исполнительного механизма. В показанном варианте осуществления, средство для обеспечения возможности незначительного перемещения чашечного шлифовального круга обеспечено посредством конструкции консолей 108, 109 для обеспечения некоторой податливости или гибкости.
Показав и описав предпочтительный вариант осуществления изобретения и его определенные возможные модификации, средним специалистам в данной области будет очевидным, что изобретение допускает дополнительную модификацию конструкции и узлов и не ограничено на показанном конкретном полуавтоматическом шлифовальном станке.
Следует понимать, что вышеприведенное описание относится к предпочтительному варианту осуществления только в качестве примера. Множество изменений относительно изобретения будет очевидным для специалистов в данной области, и такие очевидные изменения подпадают под объем изобретения, как описано и заявлено, независимо от того, описаны ли они явно или нет.
Ручное зажимное средство для держателя бура с быстрым позиционированием
Шлифовальный станок для режущих элементов буровой головки

