Результат интеллектуальной деятельности: СПОСОБ ЗАМЕНЫ ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА
Вид РИД
Изобретение
Изобретение относится к области трубопроводного транспорта и, в частности, может быть использовано при ремонте магистрального трубопровода с заменой дефектного участка методом вырезки/врезки катушки.
В процессе эксплуатации трубопровода при его аварийном ремонте возникает необходимость замены поврежденных труб с обеспечением надежной герметичности отремонтированного дефектного участка, с наименьшими повреждениями соседних участков трубопровода и при обеспечении безопасности производства ремонтных работ.
Известен способ замены дефектного участка трубопровода, заключающийся в опорожнении ремонтируемого участка, вырезке дефектной катушки, обеспечении изоляции горючих и взрывоопасных газов и жидкостей от мест сварки, установкой по концам труб прилегающих участков ремонтируемого трубопровода перекрывающих элементов, приварке новой катушки, подаче инертного газа в полость новой катушки, устанавливаемой между перекрывающими элементами, создании давления, несколько превышающего давление в прилегающих участках ремонтируемого трубопровода, и осуществлении процесса сварки (патент РФ №2249142, МПК F16L 1/028. Способ замены дефектного участка магистрального трубопровода. Опубл. 27.03.2005 г.)
Известен также способ ремонта трубопровода (Патент США. №9,851,021. МПК F16L 1/028. Method for removing from a terrain a buried pipe and a cutting machine used for actuating the method. 2017.) заключающийся в опорожнении ремонтируемого участка, вырезке дефектной катушки, обеспечении изоляции горючих и взрывоопасных газов и жидкостей от мест сварки, установкой по концам труб прилегающих участков ремонтируемого трубопровода перекрывающих элементов, приварке новой катушки, подаче инертного газа в полость новой катушки, устанавливаемой между перекрывающими элементами, создании давления, несколько превышающего давление в прилегающих участках ремонтируемого трубопровода, и осуществлении процесса сварки Изобретение включает также к машину для резки включающий режущее средство для выполнения надреза в стенке участка трубы, опорную часть и средства для стыковки, обеспечивающее одновременное воздействие на множество точек внутренней поверхности трубы, а также транспортировочные и грузоподъемные элементы.
Известен также способ вырезки участка трубопровода (патент РФ №2529972. МПК: F16L 1/024. Способ вырезки участка трубопровода. Опубл. 10.10.2014). Перед началом резания, согласно изобретению, вырезаемый участок трубопровода фиксируют с помощью грузоподъемного механизма и поддерживают до окончания вырезки. Резку труб осуществляют одновременно с двух концов трубопровода.
Известен также способ замены дефектного участка трубопровода, который включает вырезку дефектного участка - катушки, подготовку концов трубопровода под монтаж и сварку, подготовку новой катушки (вставки), подгонку новой катушки по месту сварки, прихватку и сварку новой катушки в трубопровод и осуществление контроля проводимых сварочно-монтажных работ (Руководящий документ "Инструкция по ликвидации аварий и повреждений на магистральных нефтепроводах". РД 39. -110. -91. ИПТЭР, г. Уфа. 1992 г. (с. 51.))
Недостатком известных способов является низкая безопасность производства ремонтных работ, высокая вероятность возникновения дефектов на соседних участках трубопровода в результате силового технологического воздействия при замене «катушки».
Наиболее близким к изобретению техническим решением является способ замены дефектного участка трубопровода, включающий обнаружение дефектного участка, рытье котлована для высвобождения трубопровода, оценку напряженно-деформированного состояния дефектного участка трубопровода, вырезку дефектного участка, центрирование труб, разметку, установку и сварку ремонтной «катушки» с трубами трубопровода (патент РФ №2298717. МПК F16L 1/00. Способ ремонта магистрального трубопровода. Опубл. 10.05.2007 г.) При этом при высвобождении трубопровода обеспечивают образование, после его вырезки короткой и длинной труб, что облегчает центрирование труб регулированием положения длинной трубы Недостатком прототипа также является низкая безопасность производства ремонтных работ, высокая вероятность возникновения дефектов на соседних участках трубопровода в результате силового технологического воздействия при замене «катушки» и ударного характера высвобождения упругих сил при разрезке трубопровода. Кроме того, высвобождение длинного участка трубы связано с повышением трудоемкости работ, а длинный участок трубы подвергается значительной деформации в месте его перехода в грунт, где, к тому же образуется концентратор напряжения.
Задача изобретения - обеспечение возможности безопасного выполнения работ по замене дефектного участка трубопровода, устранение негативного эффекта от высвобождения упругих сил при разрезке трубопровода и снижение вероятности возникновения дефектов на соседних участках трубопровода в результате силового технологического воздействия при замене «катушки».
Технический результат заключается в устранении негативного эффекта от высвобождения упругих сил при разрезке трубопровода.
Указанная задача решается, а технический результат достигается тем, что способ замены дефектного участка трубопровода, включающий обнаружение дефектного участка, оценку напряженно-деформированного состояния дефектного участка трубопровода, вырезку дефектного участка, центрирование труб, разметку, установку и сварку ремонтной «катушки» с трубами трубопровода, в отличие от прототипа при оценке напряженно-деформированного состояния дефектного участка трубопровода определяют вид его упругой деформации и производят на дефектном участке следующие сквозные надрезы: при деформации сжатия продольные, относительно продольной оси трубопровода надрезы, при деформации растяжения и/или кручения надрезы в виде витков спирали относительно продольной оси трубопровода, при деформации изгиба поперечные надрезы со стороны действия растягивающих напряжений, причем упомянутые надрезы проводят до высвобождения упругой деформации дефектного участка трубопровода.
Кроме того, способ предусматривает следующие дополнительные приемы: при упругой деформации кручения надрезы производят в направлении, противоположном действию крутящего момента, обеспечивающего раскрытие надреза при высвобождении упругой деформации; при производстве на дефектном участке сквозных надрезов с использованием машин для безогневой резки производят их монтаж на обрабатываемом надрезами участке трубопровода, производят резание трубопровода по заданной схеме производства надрезов машинами для резки при скорости вращения дискового режущего инструмента от 500 до 800 об/мин при его диаметре не более 0,25 м, а обрабатываемый участок трубопровода поддерживают с помощью грузоподъемного устройства; перед осуществлением надреза в его начале высверливают отверстие диаметром равным 1,5…3,0 ширины надреза; с обеих сторон участка, обрабатываемого надрезами устанавливают разъемные хомуты с окнами для сварки, используют их как поддерживающие устройства при вырезке и удалении дефектного участка с надрезами, а при установке новой катушки используют как центрирующие устройства, располагая их на местах стыка трубы с катушкой и производя прихватку сваркой через окна в хомутах, затем хомуты удаляют и производят окончательную приварку катушки к трубе.
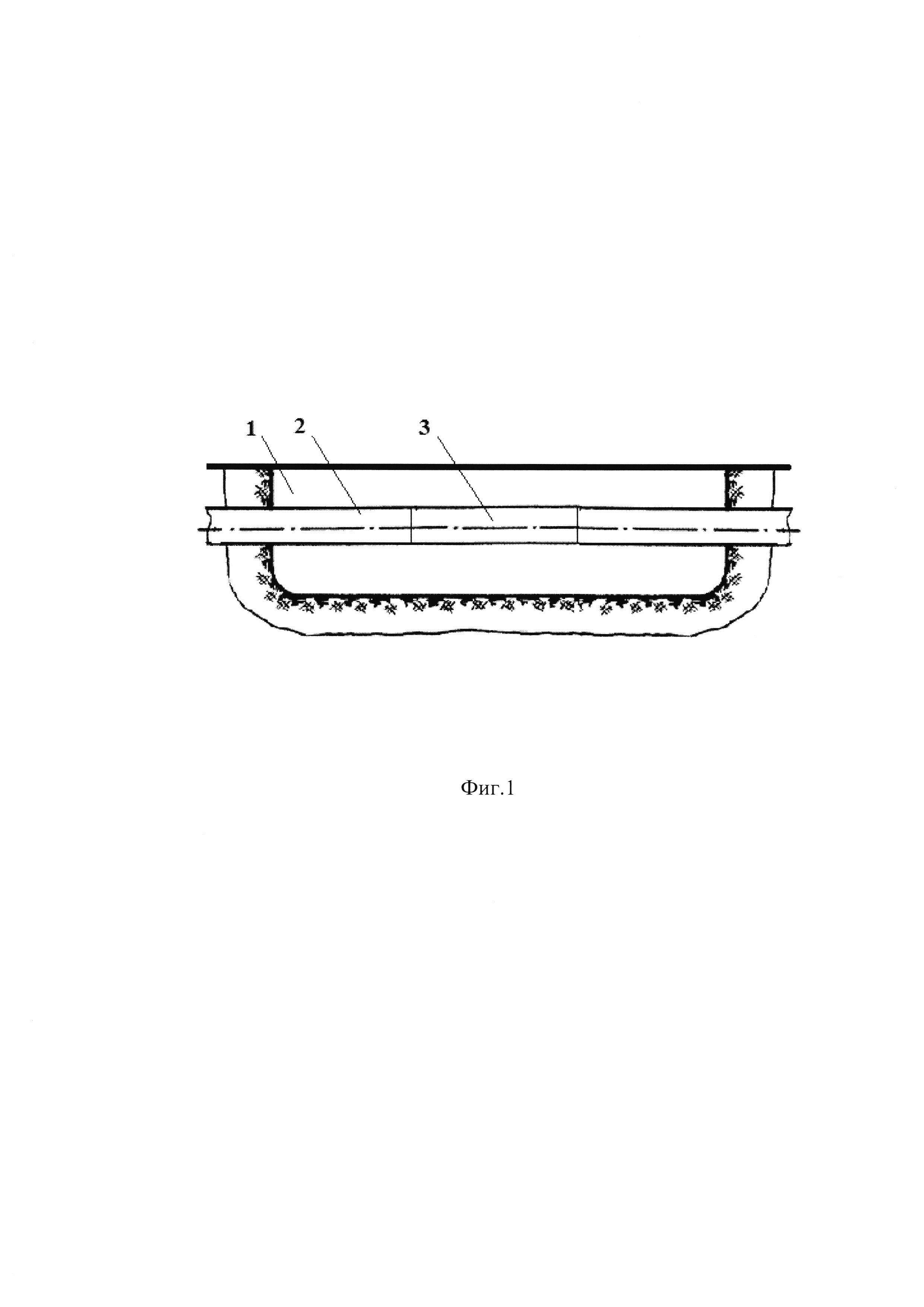
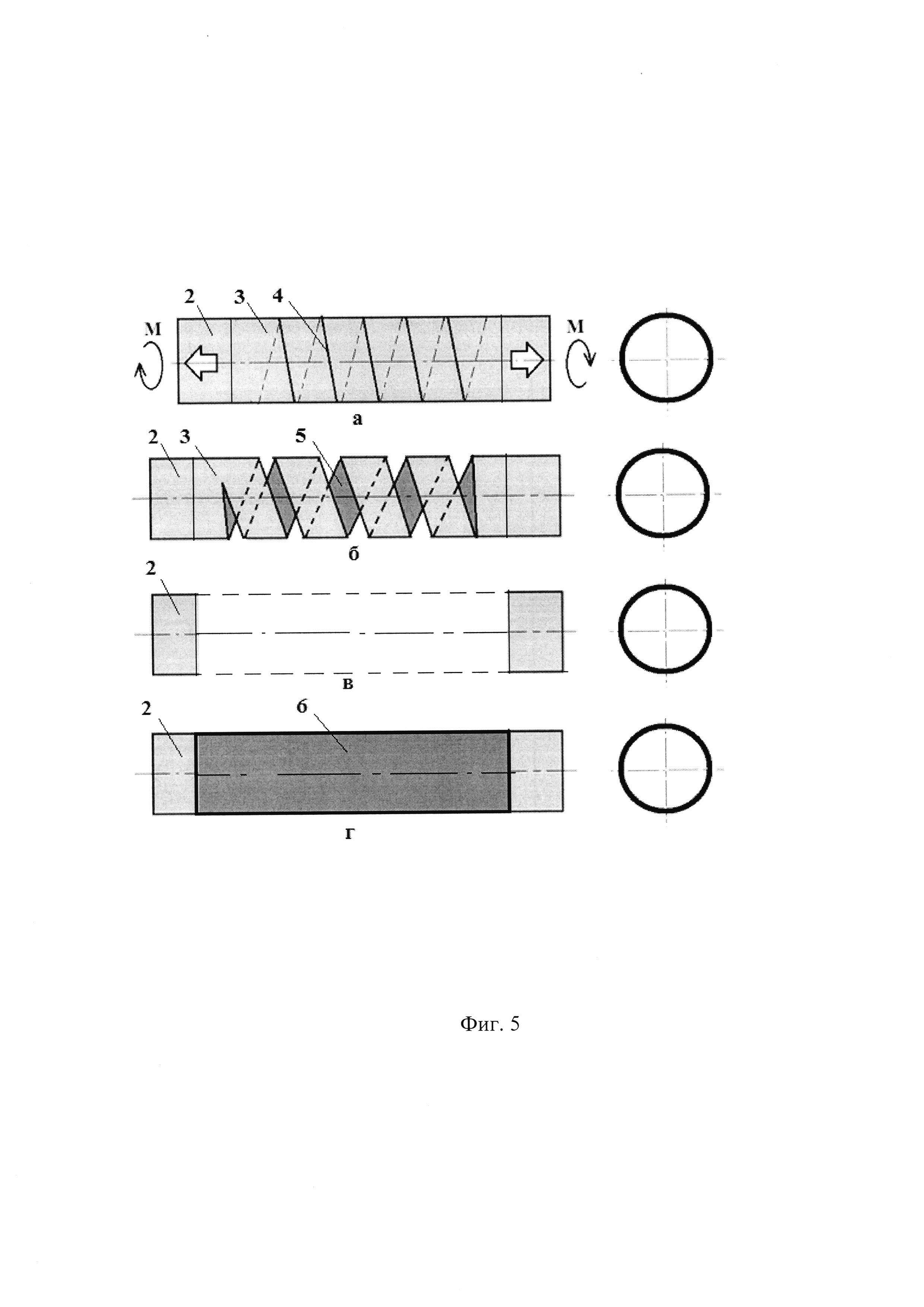
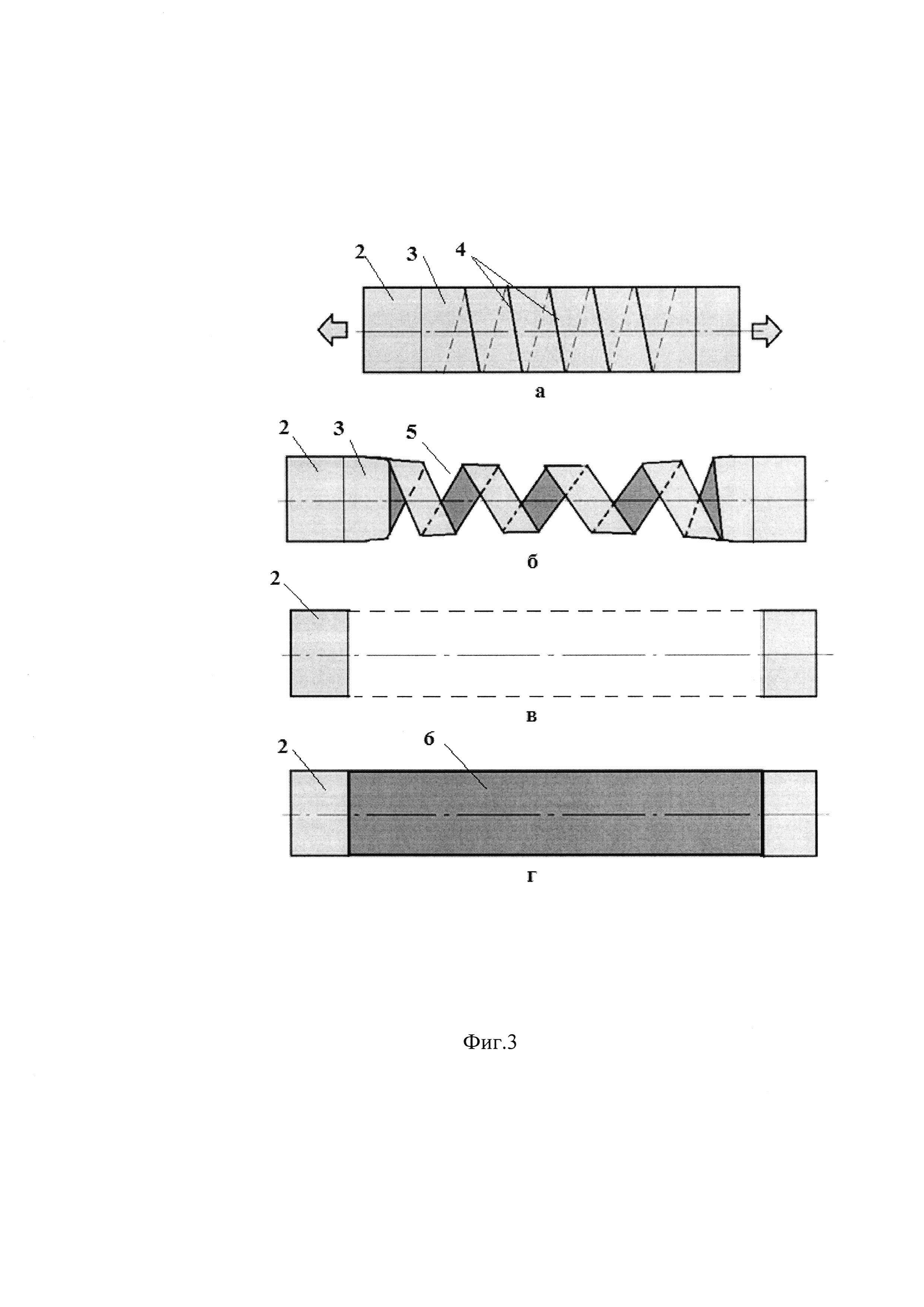
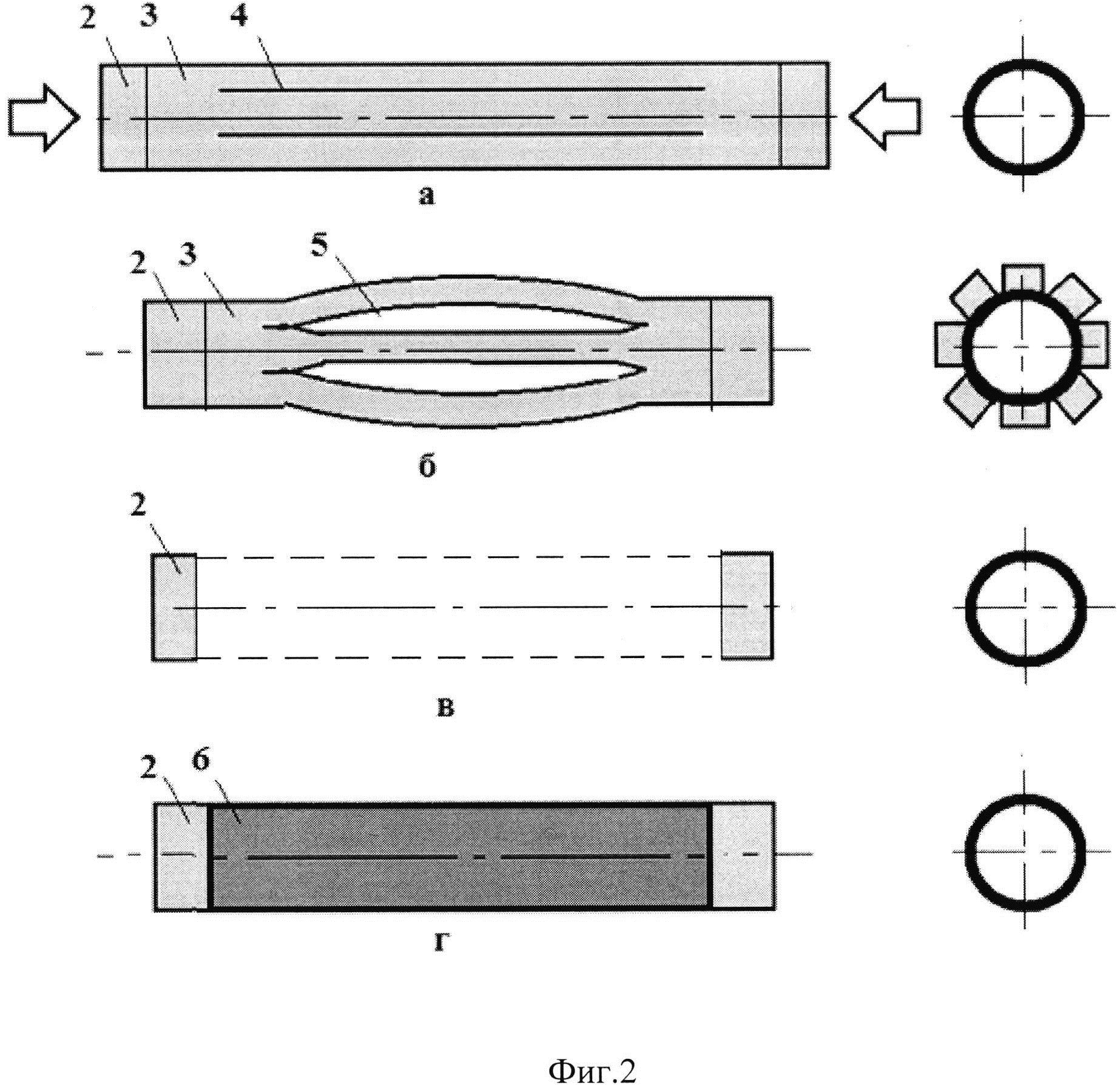
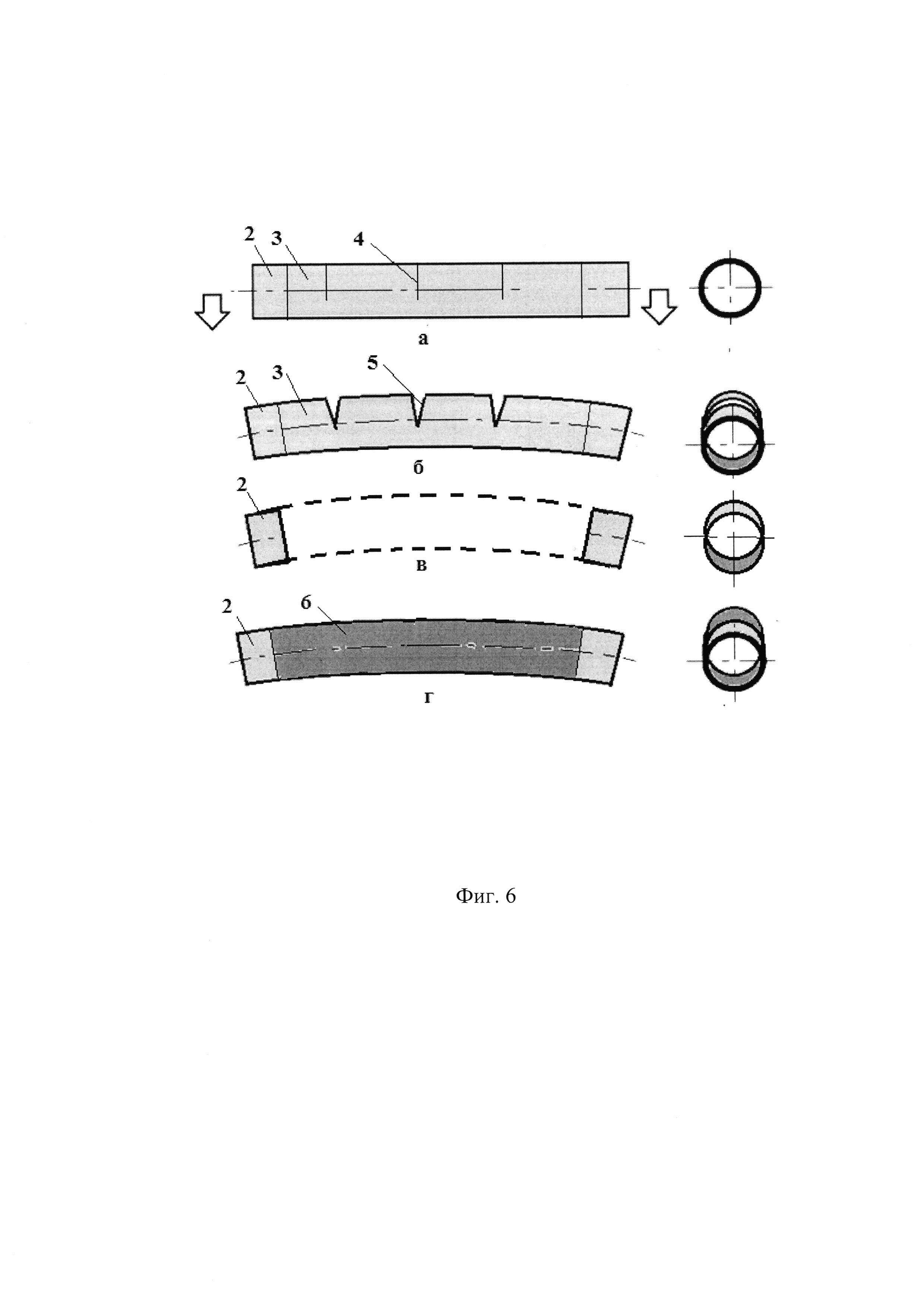
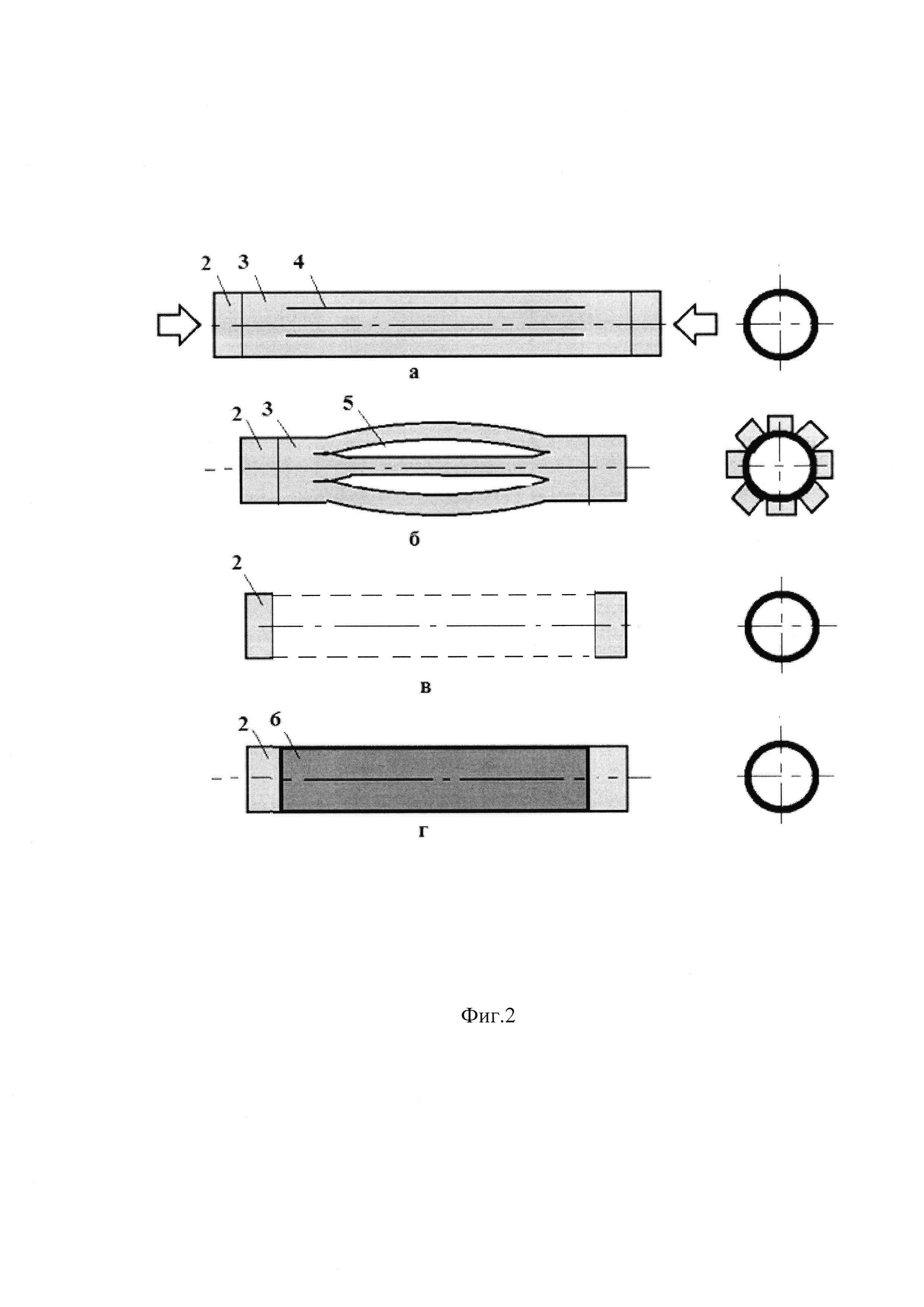
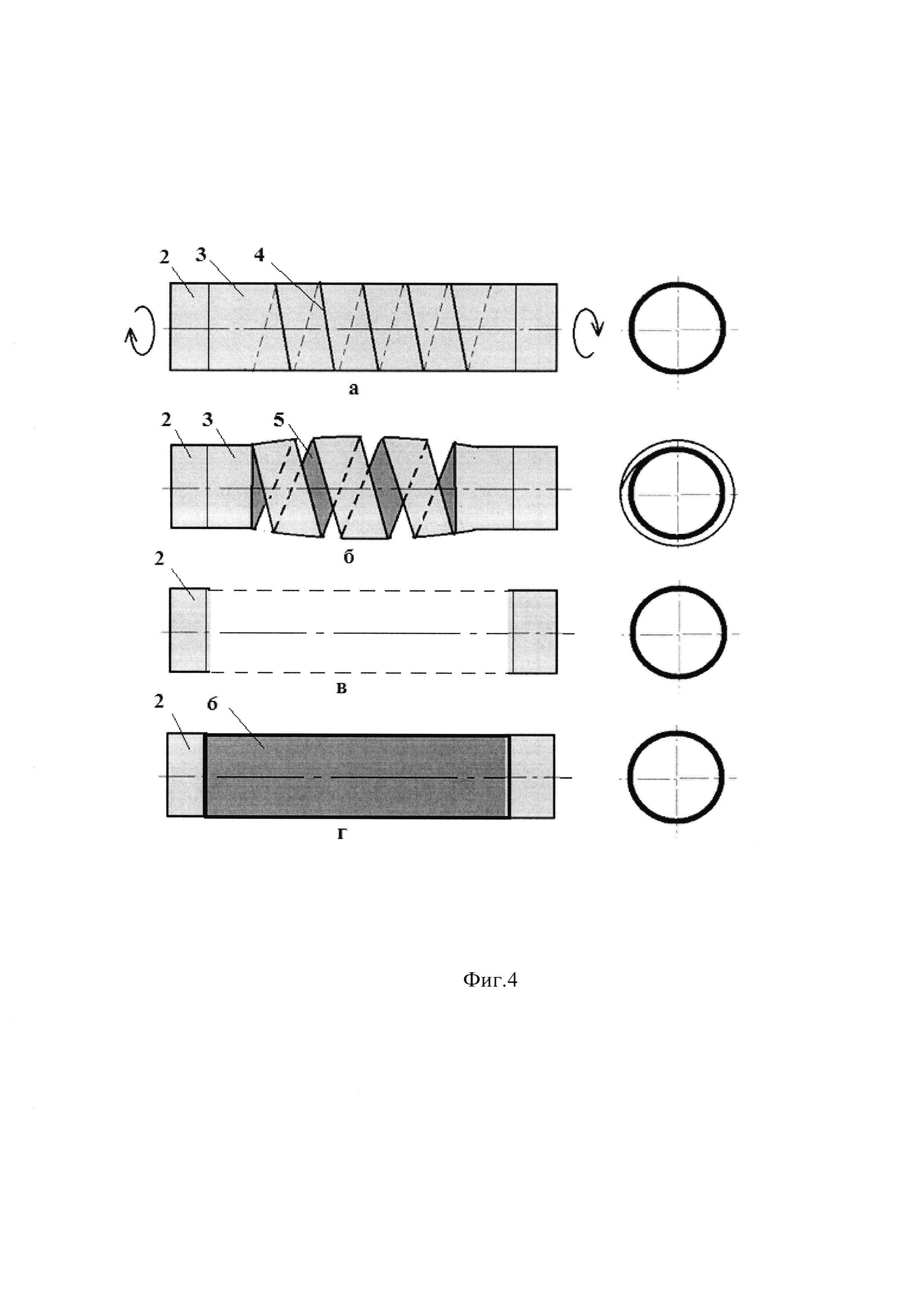
Способ замены дефектного участка трубопровода иллюстрируется следующими рисунками. На фиг. 1 представлен участок трубопровода продольном разрезе в зоне ремонта, на фиг. 2-6 схемы высвобождения (снятия) упругих деформаций путем сквозной надрезки дефектного участка трубопровода: фиг. 2 - при деформациях сжатия фиг. 3 - при деформациях растяжения; фиг. 4 - при деформациях кручения; фиг. 5 - при совместном действии деформаций кручения и растяжения; фиг. 6 - при деформациях изгиба. (фиг. 2а, фиг. 3а, фиг. 4а, фиг. 5а и фиг. 6а - схема надрезки трубопровода; фиг. 2б, фиг. 3б, фиг. 4б, фиг. 5б и фиг. 6б - схема компенсации упругих сил в трубопроводе при раскрытии сквозного надреза; фиг. 2в, фиг. 3в, фиг. 4в, фиг. 5в и фиг. 6в - трубопровод с удаленным дефектным участком; фиг. 2г, фиг. 3г, фиг. 4г, фиг. 5г и фиг. 6г - трубопровод с вваренной катушкой). Фигуры 1 - 6 содержат: 1 - котлован, 2 - трубопровод; 3 - дефектный участок; 4 - сквозные надрезы; 5 - раскрытие в зоне надреза; 6 - ремонтная "катушка".
Предлагаемый способ ремонта трубопровода осуществляют следующим образом.
После обнаружения дефектного участка в месте его расположения (в случае расположения трубопровода в грунте) роют котлован 1 (фиг. 1) и высвобождают трубопровод 2. На трубопроводе находят дефектный участок 3 и очерчивают границы его вырезки. Далее, одним из известных способов (магнитным, акустическим, вихретоковым и т.д.) производят оценку напряженно-деформированного состояния дефектного участка трубопровода, определяя вид его упругой деформации. В зависимости от действующего вида упругой деформации на дефектном участке трубопровода производят следующие сквозные надрезы. 1) При деформации сжатия продольные надрезы, относительно продольной оси трубопровода (фиг. 2). В этом случае одновременно с одной из сторон трубопровода 2 на его дефектном участке 3 делают несколько (три или более) сквозных продольных надрезов 4 (фиг. 2а) при этом происходит их раскрытие 5 (фиг. 2б) под действием сил сжатия и высвобождение последних. Надрезы 4 необходимо производить до полного высвобождения упругих сил сжатия. После снятия упругих сил в трубопроводе 2 производят удаление его дефектного участка 3 (фиг. 2в), центрирование труб, разметку, установку и сварку ремонтной «катушки» 6 с трубами трубопровода (фиг. 2г)
2) При деформации растяжения и/или кручения (фиг. 3, фиг 4, фиг. 5) производят надрезы на дефектном участке в виде витков спирали (фиг. 3а, фиг 4а, фиг. 5а) относительно продольной оси трубопровода. В этом случае одновременно с одной из сторон трубопровода 2 на его дефектном участке 3 делают несколько (один или более) сквозных надрезов в виде витков спирали 4 (фиг. 3а, фиг 4а, фиг. 5а) при этом происходит их раскрытие в виде витков цилиндрической пружины 5 (фиг. 3б, фиг. 4б, фиг. 5б) под действием сил растяжения и/или кручения и высвобождение последних. Надрезы 4 необходимо производить до полного высвобождения упругих сил растяжения и/или кручения. После снятия упругих сил в трубопроводе 2 производят удаление его дефектного участка 3 (фиг. 3в, фиг. 4в, фиг. 5) и приварку ремонтной катушки 6 (фиг. 3г, фиг. 4г, фиг. 5г).
3) При деформации изгиба выполняют поперечные надрезы со стороны действия растягивающих напряжений (фиг. 6). В этом случае со стороны действия растягивающих напряжений трубопровода 2 на его дефектном участке 3 одновременно делают несколько (три или более) сквозных продольных надрезов 4 (фиг. 6а) при этом происходит их раскрытие 5 (фиг. 6б) под действием изгибающих сил и происходит высвобождение последних. Надрезы 4 необходимо производить до полного высвобождения упругих сил. После снятия упругих сил в трубопроводе 2 производят удаление его дефектного участка 3 (фиг. 6в), центрирование труб, разметку, установку и сварку ремонтной «катушки» 6 с трубами трубопровода (фиг. 6г) Сквозные надрезы и вырезку участка трубы можно делать как огневыми, так и механическими способами. После окончания центрирования труб торцы труб должны быть подрезаны в плоскости, перпендикулярной оси трубы. Ремонтную "катушку" изготавливают по длине вырезанного дефектного участка трубопровода.
Способ защиты от эрозии и солевой коррозии лопаток турбомашин из легированных сталей
Способ защиты лопаток турбомашин из легированных сталей от эрозии и солевой коррозии
Глубинно-насосная установка
Способ электроэрозионной обработки отверстий малого диаметра
Способ ремонта трубопровода
Колпачковая тарелка
Контактный элемент колпачковой тарелки
Способ восстановительного ремонта трубопровода и устройство для его осуществления
Способ и устройство для сбора нефти и нефтепродукта из-под ледяного покрова водоема
Способ химико-термической обработки детали из титана

