Результат интеллектуальной деятельности: ТИСНЕНЫЙ ЛИСТ ИЗ ТЕРМОПЛАСТИЧНОЙ СМОЛЫ, ГРАВИРОВАННЫЙ ВАЛОК, СПОСОБ ИЗГОТОВЛЕНИЯ ГРАВИРОВАННОГО ВАЛКА, МЕЖЛИСТОВОЙ СЛОЙ ЛАМИНИРОВАННОГО СТЕКЛА И ЛАМИНИРОВАННОЕ СТЕКЛО
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к тисненому листу из термопластичной смолы, который дает возможность повышения деаэрирования во время изготовления ламинированного стекла и подавления оптического искажения полученного в результате ламинированного стекла для улучшения видимости при использовании в качестве межлистовой пленки для ламинированного стекла. Настоящее изобретение также относится к гравированному валку, используемому для получения тисненого листа из термопластичной смолы, к способу изготовления гравированного валка, к межлистовой пленке для ламинированного стекла, содержащего тисненый лист из термопластичной смолы, и к ламинированному стеклу.
Уровень техники
[0002]
Тисненые листы из межлистовой смолы, в которых формируется большое количество небольших выступов и углублений (тиснение) на поверхности листа из термопластичной смолы, широко используются в качестве межлистовых пленок для ламинированного стекла и для других применений. Например, большое количество небольших выступов и углублений формируются на поверхности межлистовой пленки для ламинированного стекла с целью предотвращения блокировки между пленками, улучшения их свойств при манипуляции во время пакетирования стеклянного листа и межлистовой пленки (проскальзывание между пленкой и стеклянным листом) и повышения деаэрирования при ламинировании пленки и стеклянного листа. В частности, в случае, когда углубления между выступами имеют форму канавок с непрерывным дном (ниже также упоминается как "углубления в форме графированных линий ") и располагаются регулярно бок о бок параллельно друг другу, такой лист может демонстрировать значительно превосходящие свойства деаэрирования (смотри, например, Патентную литературу 1).
Однако использование такого тисненого листа из термопластичной смолы в качестве межлистовой пленки для ламинированного стекла вызывает оптическое искажение в полученном в результате ламинированном стекле, приводя в результате к плохой видимости.
Даже в случае листа из термопластичной смолы, на котором углубления в форме выгравированных линий располагаются регулярно параллельно друг другу, лист, используемый в качестве межлистовой пленки для ламинированного стекла, может оказаться неспособным к демонстрации его свойств деаэрирования, существенно зависящих от формы поверхности или условий ламинирования листа со стеклянным листом во время изготовления ламинированного стекла.
Список цитирований
Патентная литература
[0003]
Патентная литература 1: JP 2001-48599 A
Сущность изобретения
Техническая проблема
[0004]
С учетом уровня техники, настоящее изобретение предлагает тисненый лист из термопластичной смолы, который дает возможность для повышения деаэрирования во время изготовления ламинированного стекла и подавления оптического искажения полученного в результате ламинированного стекла с целью улучшения видимости при использовании в качестве межлистовой пленки для ламинированного стекла, гравированный валок, используемый для получения тисненого листа из термопластичной смолы, способ изготовления гравированного валка, межлистовую пленку для ламинированного стекла, содержащую тисненый лист из термопластичной смолы, и ламинированное стекло.
Решение проблемы
[0005]
Настоящее изобретение относится к тисненому листу из термопластичной смолы, имеющему большое количество углублений и большое количество выступов, по меньшей мере, на одной поверхности, каждое из углублений имеет форму канавки с непрерывным дном, и они располагаются регулярно бок о бок параллельно друг другу, лист из термопластичной смолы имеет не более трех дефектов выступов на мм2 на поверхности.
Настоящее изобретение конкретно описывается в дальнейшем.
[0006]
Тисненый лист из термопластичной смолы по настоящему изобретению имеет большое количество углублений и большое количество выступов, по меньшей мере, на одной поверхности. Углубления имеют форму канавок с непрерывным дном (углубления в форме выгравированных линий) и располагаются регулярно бок о бок параллельно друг другу. Такая форма поверхности дает возможность тисненому листу из термопластичной смолы по настоящему изобретению обеспечивать свойства деаэрирования во время изготовления ламинированного стекла при использовании в качестве межлистовой пленки для ламинированного стекла.
Большое количество углублений и большое количество выступов может формироваться только на одной поверхности, но предпочтительно, они формируются на двух поверхностях тисненого листа из термопластичной смолы, поскольку при этом значительно улучшаются свойства деаэрирования.
[0007]
Для тисненого листа из термопластичной смолы по настоящему изобретению, лист из термопластичной смолы имеет не более трех дефектов выступов на мм2 на поверхности.
Авторы настоящего изобретения обнаружили, что, когда тисненый лист из термопластичной смолы с множеством дефектов выступов используется в качестве межлистовой пленки для ламинированного стекла при изготовлении ламинированного стекла, оптическое искажение может возникать из-за локального изменения толщины пленки с возможным понижением видимости полученного в результате ламинированного стекла. Особенно в случае, когда межлистовая пленка для ламинированного стекла имеет многослойную структуру, неоднородность из-за изменения толщины пленки переносится на каждую границу раздела между слоями в межлистовой пленке, создавая искажения границы раздела, которые могут приводить к более заметному оптическому искажению. Авторы настоящего изобретения также обнаружили, что дефекты выступов, присутствующие на поверхности, могут блокировать прохождение газа во время изготовления ламинированного стекла, понижая свойства деаэрирования.
Когда листы из термопластичной смолы контролируются, чтобы они имели не более трех дефектов выступов на мм2 на поверхности, оптическое искажение ламинированного стекла может подавляться с улучшением видимости ламинированного стекла, повышая при этом деаэрирование во время изготовления ламинированного стекла. Более предпочтительно, лист из термопластичной смолы имеет не более одного дефекта, еще более предпочтительно, не более 0,5 дефекта, особенно предпочтительно, не более 0,1 дефекта, наиболее предпочтительно, не более 0,08 дефекта выступов на мм2 на поверхности. Нижний предел количества дефектов выступов не является как-либо ограниченным. Практически, лист из термопластичной смолы имеет 0,0001 дефекта выступов на мм2 на поверхности.
В случае, когда лист из термопластичной смолы не получается с помощью стадии формирования выступов и углублений с использованием гравированного валка, который изготавливается с помощью способа дробеструйной обработки, а получается как лист из термопластичной смолы, имеющий выступы и углубления, сформированные с использованием гравированного валка, который не изготавливают с помощью способа дробеструйной обработки, и лист из термопластичной смолы, имеющий выступы и углубления, сформированные только посредством контроля разрывов расплава, этот лист из термопластичной смолы считается имеющим ноль дефектов выступов на мм2 на поверхности.
[0008]
Количество дефектов выступов в структуре выступов и углублений на тисненом листе из термопластичной смолы на единицу площади может определяться следующим образом. Конкретно, шероховатость поверхности тисненого листа из термопластичной смолы измеряется с помощью трехмерного профилометра (например, "KS-1100», производится KEYENCE CORPORATION, головка: модель "LT-9510VM") в поле зрения 5 мм × 5 мм. В данных полученного изображения, Ra самых верхних частей выступов и разность высот r измеряются в направлении параллельном выступам. Количество частей, где r выше, чем Ra на 30 мкм или более, подсчитывается в качестве дефектов. Здесь, Ra относится к средней арифметической шероховатости Ra, описанной в JIS B-0601 (1994). Ra представляет собой значение, вычисленное с использованием программного обеспечения для анализа "KS-Analyzer Ver. 2.00", поставляемого вместе с трехмерным профилометром, в линейном режиме измерения шероховатости на основе данных профиля шероховатости, получаемых посредством прочерчивания линии измерения от одного края до другого края поля зрения в направлении, параллельном направлению, в котором самые верхние части выступов являются непрерывными. Разность высот r определяется следующим образом. Полученный профиль шероховатости делится на 500-мкм интервалы во множестве секций, начиная от верхней стороны или от левой стороны поля зрения, с которой самая верхняя часть выступа находится в контакте. Разница между максимальной высотой и минимальной высотой в каждой секции принимается как разность высот r. Разность высот всех выступов, присутствующих в поле зрения, определяется с помощью такого же способа. Условия корректировки, используемые для получения данных профиля шероховатости, представляют собой пороговое значение 2,5 мм, отсутствие сглаживания по высоте, отсутствие корректировки наклона и автоматическую установку диапазона. Условия измерения иные, чем для поля зрения, являются следующими: условие подачи столика: непрерывная; направление сканирования: сканирование в двух направлениях; ведущая ось: ось X; скорость перемещения столика: 250,0 мкм/сек; скорость подачи оси: 10000,0 мкм/сек; шаг измерения по оси X: 2,0 мкм; и шаг измерения по оси Y: 2,0 мкм. Согласно способу, описанному выше, количество дефектов подсчитывается, по меньшей мере, в 10 произвольных местах, и среднее арифметическое значение полученных чисел принимается в качестве среднего значения. В частности, среднее арифметическое значение предпочтительно получают посредством приготовления рулона из полученного в результате листа из термопластичной смолы и подсчета количества дефектов, по меньшей мере, в трех точках в каждом из трех положений на 1/4, 2/4 и 3/4 рулона от обоих краев в направлении по ширине. Самая верхняя часть в этом случае относится к диапазону, соответствующему 10% от длины самой короткой прямой линии, соединяющей самые глубокие нижние части двух соседних углублений в поле зрения, центрируемом в средней части прямой линии, соединяющей самые глубокие нижние части.
[0009]
Ra самых верхних частей выступов предпочтительно составляет 4,5 мкм или меньше. Когда Ra самых верхних частей выступов составляет 4,5 мкм или меньше, могут быть продемонстрированы превосходные свойства деаэрирования при изготовлении ламинированного стекла.
Ra самых верхних частей выступов предпочтительно составляет 1,0 мкм или более. Когда Ra самых верхних частей выступов составляет 1,0 мкм или более, может подавляться блокировка межлистовых пленок для ламинированного стекла, когда они хранятся в пакете.
[0010]
Углубления в форме линий рельефа предпочтительно имеют шероховатость Rz 10 мкм или больше и 60 мкм или меньше. Когда шероховатость Rz углублений в форме линий рельефа находится в указанном выше диапазоне, могут быть продемонстрированы еще более превосходящие свойства деаэрирования. Более предпочтительно, шероховатость Rz углублений в форме линий рельефа составляет 45 мкм или меньше, еще более предпочтительно, 40 мкм или меньше, а более предпочтительно, 15 мкм или больше, еще более предпочтительно, 20 мкм или больше.
Как используется в настоящем документе, шероховатость (Rz) углублений в форме линий рельефа представляет собой величину Rz, описанную в JIS B-0601 (1994). Шероховатость (Rz) может быть получена посредством перпендикулярного измерения, поперек направления, в котором углубления в форме линий рельефа являются непрерывными. Измерительное устройство может представлять собой, например, "Surfcorder SE300», производится Kosaka Laboratory Ltd. Измерение может осуществляться при пороговом значении 2,5 мм, стандартной длине 2,5 мм, длине измерения 12,5 мм, длине щели 2,5 мм, и скоростью подачи игольчатой головки 0,5 мм/сек, при этом игольчатая головка имеет радиус кончика 2 мкм и угол расхождения кончика 60°. Измерение осуществляют при 23°C и 30 RH%.
[0011]
Любой лист из термопластичной смолы может использоваться в качестве исходного материала для тисненого листа из термопластичной смолы по настоящему изобретению, и его примеры включают лист из термопластичной смолы, содержащий поливинилацеталевую смолу и пластификатор.
Тисненый лист из термопластичной смолы по настоящему изобретению может быть получен посредством прохождения листа из термопластичной смолы в качестве исходных материалов между гравированного валками с рельефом, при этом он нагревается так, что неровная структура валков с рельефом переносится на лист из термопластичной смолы.
[0012]
Валки с рельефом обычно получают посредством формирования неровного узора на поверхности металлического гравированного валка посредством обработки, такой как вырезание или штампование гравировочной матрицы (исходной матрицы), предварительно подвергающейся воздействию вырезания на металлическом валке для переноса узора на гравировочную матрицу. Кроме того, используемый для дробеструйной обработки материал может распыляться на поверхность гравированного валка с целью одновременного формирования узора из небольших выступов и небольших углублений в дополнение к узору из выступов и углублений, сформированных посредством гравировки.
В результате интенсивных исследований, авторы настоящего изобретения обнаружили, что дефекты выступов, присутствующих на поверхности тисненого листа из термопластичной смолы, вызываются посредством дефектного переноса, при котором неровны узор не переносится точно при переносе узора с гравированного валка. Авторы настоящего изобретения также обнаружили, что такой дефектный перенос вызывается кусочками используемого для дробеструйной обработки материала, остающимися в углубленных канавках на валке. В способе дробеструйной обработки, неровная структура формируется посредством распыления используемого для дробеструйной обработки материала на поверхности заготовки гравированного валка, вращая при этом заготовку гравированного валка. В случае, когда гравированный валок имеет углубленные канавки и углубленные канавки имеют острое дно или очень узкое плоское дно, используемый для дробеструйной обработки материал может забивать углубленные канавки и оставаться в них во время указанной выше обработки. Когда тисненый лист из термопластичной смолы получается с использованием такого гравированного валка с используемым для дробеструйной обработки материалом, остающимся в них, форма используемого для дробеструйной обработки материала может переноситься на выступы тисненого листа из термопластичной смолы, которая формируется в соответствии с углубленными канавками на гравированном валке. Соответственно, выступы деформируются, они имеют ненормальные выступы и углубления в самых верхних частях.
[0013]
Авторы настоящего изобретения осуществили дополнительные интенсивные исследования для того, чтобы найти, что даже в случае изготовления с помощью способа дробеструйной обработки, использование гравированного валка с рельефом, имеющего на единицу площади в среднем не более трех кусочков используемого для дробеструйной обработки материала с максимальной длиной 10 мкм или больше в канавках на мм2 гравированного валка, делает возможным значительное уменьшение вероятности дефектного переноса, что приводит в результате к получению тисненого листа из термопластичной смолы по настоящему изобретению, имеющего не более трех дефектов выступов на мм2 на поверхности.
Настоящее изобретение также охватывает гравированный валок, сформированный посредством способа дробеструйной обработки, гравированный валок имеет неровный узор, содержащий углубленные канавки, расположенных параллельно друг другу в периферийном направлении, гравированный валок имеет в среднем, на единицу площади поверхности, не более трех кусочков используемого для дробеструйной обработки материала с максимальной длиной 10 мкм в углубленных канавках на мм2 гравированного валка.
[0014]
Гравированный валок по настоящему изобретению изготавливается из металла, такого как железо, углеродистая сталь, легированная сталь, хромоникелевая сталь или хромовая сталь. Для превосходной износостойкости, гравированный валок предпочтительно изготавливают из углеродистой стали или легированной стали.
[0015]
Гравированный валок по настоящему изобретению имеет неровный узор, содержащий углубленные канавки, расположенные на поверхности параллельно друг другу в периферийном направлении. Использование такого гравированного валка делает возможным изготовление тисненого листа из термопластичной смолы. Гравированный валок по настоящему изобретению предпочтительно имеет неровный узор, содержащий выступающие ребра и углубленные канавки, расположенные на поверхности параллельно друг другу в периферийном направлении.
Узор из выступов и углублений на гравированном валке по настоящему изобретению должен обеспечить межлистовую пленку для ламинированного стекла (тисненый лист из термопластичной смолы) со структурой, которая демонстрирует благоприятное проскальзывание по отношению к поверхности стекла, когда межлистовая пленка плотно присоединяется к листу стекла, и облегчает деаэрирование между поверхностью стекла и межлистовой пленкой. Для указанной выше цели, узор из выступов и углублений содержит углубленные канавки, сформированные параллельно друг другу в периферйном направлении гравированного валка. В случае, когда выстьупающие ребра и углубленные канавки формируются параллельно друг другу на поверхности в периферийном направлении гравированного валка, выступающие ребра могут формироваться в форме решетки с целью улучшения адгезии на стекле. Ширина и высота выступающих ребер и интервалы между выступающими ребрами могут определяться соответствующим образом для регулировки свойств деаэрирования и самоадгезивности.
Состояние "углубленные канавки формируются параллельно друг другу в периферийном направлении" относится не только к случаю, когда углубленные канавки формируются в направлении полностью параллельном периферийному направлению, то есть, в направлении перпендикулярном оси вращения гравированного валка, но и также к случаю, когда углубленные канавки формируются параллельно друг другу под заданным углом по отношению к периферийному направлению.
[0016]
Гравированный валок по настоящему изобретению имеет в среднем, на единицу площади поверхности, не более трех кусочков используемого для дробеструйной обработки материала с максимальной длиной 10 мкм или больше в углубленных канавках на мм2 гравированного валка. Такой гравированный валок дает возможность для изготовления тисненого листа из термопластичной смолы, имеющего неровный узор, аккуратно перенесенный на него, с небольшим количеством дефектов, значительно уменьшая вероятность дефектного переноса. Гравированный валок предпочтительно имеет в среднем, на единицу площади поверхности, не более двух кусочков используемого для дробеструйной обработки материала, более предпочтительно, не более одного кусочка используемого для дробеструйной обработки материала с максимальной длиной 10 мкм или более в углубленных канавках на мм2 гравированного валка с рельефом. Нижний предел количества кусочков используемого для дробеструйной обработки материала с максимальной длиной 10 мкм или более в углубленных канавках в среднем, на единицу площади поверхности, не является как-либо ограниченным. Практически, гравированный валок имеет в среднем, на единицу площади поверхности, 0,0001 кусочка используемого для дробеструйной обработки материала с максимальной длиной 10 мкм или более в углубленных канавках на мм2 гравированного валка. В случае, когда рассматривается гравированный валок, полученный не с помощью способа дробеструйной обработки, такой гравированный валок с рельефом, как считается, имеет в среднем, на единицу площади поверхности, ноль кусочков используемого для дробеструйной обработки материала с максимальной длиной 10 мкм или более в углубленных канавках на мм2 гравированного валка.
"Используемый для дробеструйной обработки материал с максимальной длиной 10 мкм или более" в настоящем документе используется при рассмотрении размера остающихся кусочков используемого для дробеструйной обработки материала, которые реально могут вызвать дефектный перенос. Максимальная длина, как используется в настоящем документе, относится к максимальной длине используемого для дробеструйной обработки материала, наблюдаемой в углубленных канавках гравированного валка с помощью микроскопа. Более конкретно, максимальная длина, как используется в настоящем документе, относится к длине между двумя самыми дальними точками на окружности одного кусочка используемого для дробеструйной обработки материала, наблюдаемого с помощью микроскопа.
[0017]
Количество кусочков используемого для дробеструйной обработки материала в углубленных канавках на единицу площади определяется с помощью подсчета количества остающихся кусочков используемого для дробеструйной обработки материала с максимальной длиной 10 мкм или более, присутствующих в диапазоне 1290 мкм × 1024 мкм в части канавки углубления гравированного валка, сфотографированной при увеличении 200x с помощью микроскопа (например, "Dino-Lite Pro2, модель: DILITE80", производится AnMo Electronics corporation). Количество остающихся кусочков используемого для дробеструйной обработки материала подсчитывается с помощью указанного выше способа, по меньшей мере, в 30 произвольных местах, и среднее арифметическое значение полученных количеств принимается как среднее количество. В частности, среднее арифметическое значение, предпочтительно, получается посредством подсчета количества остающихся материалов, по меньшей мере, в 10 точках в каждом из трех положений на 1/4, 2/4 и 3/4 полученного гравированного валка от обоих краев в направлении по ширине, таким образом, что поля зрения не перекрываются друг с другом.
[0018]
Гравированный валок по настоящему изобретению получают с помощью способа дробеструйной обработки. Авторы настоящего изобретения осуществили интенсивные исследования, и установили, что когда используется заданный способ изготовления гравированного валка, полученный гравированный валок имеет в среднем, на единицу площади поверхности, не более трех кусочков используемого для дробеструйной обработки материала с максимальной длиной 10 мкм или более в углубленных канавках на мм2 гравированного валка.
Настоящее изобретение также охватывает способ изготовления гравированного валка с помощью способа дробеструйной обработки, способ включает: стадию формирования неровного узора посредством распыления используемого для дробеструйной обработки материала на заготовку гравированного валка, имеющего углубленные канавки, сформированные параллельно друг другу в периферийном направлении, используемый для дробеструйной обработки материал распыляется под углом 20° или меньше по отношению к линии, соединяющей наконечник дробеструйного аппарата и ось заготовки гравированного валка, при вращении заготовки гравированного валка; и стадию удаления используемого для дробеструйной обработки материала, остающегося в углубленных канавках, посредством распыления используемого для дробеструйной обработки материала под углом ±20° или меньше по отношению к направлению касательной плоскости (касательное направление в вертикальной секции гравированного валка) гравированного валка и в направлении параллельном углубленным канавкам гравированного валка, вращая при этом гравированный валок, имеющий неровный узор.
[0019]
Способ изготовления гравированного валка по настоящему изобретению описывается со ссылками на Фигуры 1 и 2.
Способ изготовления гравированного валка по настоящему изобретению сначала включает стадию формирования неровного узрора посредством распыления используемого для дробеструйной обработки материала на заготовку гравированного валка, имеющего углубленные канавки, сформированные параллельно друг другу в периферийном направлении, используемый для дробеструйной обработки материал распыляется под углом 20° или меньше по отношению к линии, соединяющей наконечник дробеструйного аппарата и ось заготовки гравированного валка, при этом заготовка гравированного валка вращается (фигуры 1(a), 1(b)).
На Фиг.1, дробеструйный аппарат 2 распыляет используемый для дробеструйной обработки материал на вращающийся валок 1. Используемый для дробеструйной обработки материал распыляется под углом 20° или меньше по отношению к линии, соединяющей наконечник дробеструйного аппарата и ось гравированного валка.
[0020]
Можно использовать гравированный валок из любых исходных материалов. Предпочтительный заготовка гравированного валка представляет собой отполированный до зеркального блеска железный гравированный валок, на котором углубленные канавки формируются параллельно друг другу в периферийном направлении посредством фрезерования или вырезания.
Углубленные канавки не являются ограниченными. Когда дно части углубления является широким, используемый для дробеструйной обработки материал с меньшей вероятностью забивает канавку. Когда дно имеет ширину 5 мкм или больше, используемый для дробеструйной обработки материал с меньшей вероятностью забивает канавку, хотя это зависит от размера частиц или от вида используемых для дробеструйной обработки материалов. Когда дно имеет ширину 15 мкм или больше, используемый для дробеструйной обработки материал с еще меньшей вероятностью забивает канавку. Когда дно имеет ширину 40 мкм или больше, используемый для дробеструйной обработки материал с еще меньшей вероятностью забивает канавку.
Когда часть углубления имеет больший угол наклона, часть углубления имеет более широкую канавку в точке близкой к поверхностному слою гравированного валка, что предотвращает забивание мелкой части гравированного валка используемым для дробеструйной обработки материалом. Соответственно, используемый для дробеструйной обработки материал с меньшей вероятностью забивает канавку. Конкретно, когда угол наклона составляет 5° или больше, используемый для дробеструйной обработки материал с меньшей вероятностью забивает канавку. Когда угол наклона составляет 15° или больше, используемый для дробеструйной обработки материал с еще меньшей вероятностью забивает канавку. Когда угол наклона составляет 30° или больше, используемый для дробеструйной обработки материал с еще меньшей вероятностью забивает канавку.
[0021]
Углубленная канавка с большей высотой канавки может дополнительно предотвращать дефектный перенос на лист из термопластичной смолы. Когда высота канавки у канавки углубления составляет 150 мкм или более, дефектный перенос на лист из термопластичной смолы может дополнительно предотвращаться. Когда высота канавки составляет 250 мкм или более, дефектный перенос на лист из термопластичной смолы может дополнительно предотвращаться. Когда высота канавки составляет 330 мкм или более, дефектный перенос на лист из термопластичной смолы может дополнительно предотвращаться.
[0022]
Углубленные канавки предпочтительно формируются с шагом большего размера по следующей причине. Когда шаг между углубленными канавками больше, количество канавок на единицу площади меньше. Тогда, даже если канавки забиваются используемым для дробеструйной обработки материалом, количество кусочков используемого для дробеструйной обработки материала, переносимых на лист из термопластичной смолы, становится меньше, так что дефектный перенос может дополнительно предотвращаться. Конкретно, когда шаг между углубленными канавками составляет 100 мкм или больше, дефектный перенос может предотвращаться. Когда шаг между углубленными канавками составляет 200 мкм или больше, дефектный перенос может дополнительно предотвращаться. Когда шаг между углубленными канавками составляет 300 мкм или больше, дефектный перенос может дополнительно предотвращаться. Верхний предел шага между углубленными канавками практически не является как-либо ограниченным, и он составляет 10000 мкм или меньше. Для улучшения свойств деаэрирования и уменьшения оптического искажения при изготовлении ламинированного стекла в случае, когда лист из термопластичной смолы используется в качестве межлистовой пленки для ламинированного стекла, верхний предел шага предпочтительно составляет 600 мкм или меньше, более предпочтительно, 400 мкм или меньше, еще более предпочтительно, 300 мкм или меньше.
[0023]
Угол канавки углубления по отношению к оси заготовки гравированного валка на ее поверхности не является как-либо ограниченным, и он может определяться соответствующим образом в соответствии с такими свойствами, как самоадгезивность листа из термопластичной смолы.
[0024]
Фиг.3 представляет собой схематический вид для объяснения высоты канавки части углубления, ширины нижней части, шага, угла наклона и угла канавки углубления по отношению к оси.
Высота канавки относится к разнице между максимальной высотой и минимальной высотой в поперечном сечении заготовки гравированного валка в направлении, перпендикулярном направлению канавок. Ширина нижней части относится к длине области с минимальной высотой. Шаг относится к расстоянию между серединой ширины нижней части и серединой ширины соседней нижней части. В случае, когда нижняя часть не имеет ширины, шаг относится к расстоянию между частью канавки с минимальной высотой и частью с минимальной высотой у соседней канавки. Угол наклона относится к углу, образованному между перпендикуляром к оси гравированного валка и наклоном от края нижней части к выступу (Фиг.3(b)).
Угол углубленной канавки по отношению к оси относится к углу пересечения между углубленной канавкой на поверхности заготовки гравированного валка и осью вращения гравированного валка (Фиг.3(a)).
[0025]
Используемый для дробеструйной обработки материал может представлять собой металлические частицы, изготовленные из литьевого чугуна, литьевой стали или чего-либо подобного, или неметаллические частицы, изготовленные из кварцевого песка, стекла, граната, кремния, оксид алюминия (окиси алюминия) или чего-либо подобного. Используемый для дробеструйной обработки материал может иметь форму дробинок, песчинок, шариков, обрезков проволоки или чего-либо подобного. Особенно предпочтительным является используемый для дробеструйной обработки материал, изготовленный из оксида алюминия, в форме песчинок.
Используемый для дробеструйной обработки материал предпочтительно представляет собой используемый для дробеструйной обработки материал с размером песчинок в диапазоне от #240 до #1200, более предпочтительно, используемый для дробеструйной обработки материал с размером песчинок в диапазоне от #280 до #800, как указано в стандарте JIS (JIS R 6001-1998).
[0026]
Условия для распыления, используемого для дробеструйной обработки материала на стадии формирования выступов и углублений, скорость вращения заготовки гравированного валка или что-либо подобное могут быть таким же, как условия, используемые в способе изготовления гравированного валка с рельефом с помощью обычного пескоструйного способа. Например, используемый для дробеструйной обработки материал может распыляться с использованием сопла с апертурой от 5 до 50 мм при условиях давления воздуха от 1 до 12 кг силы/см2, количества проходов от 1 до 5 раз, скорости подачи сопла от 0,1 до 50 мм/оборот и скорости вращения заготовки гравированного валка от 1 до 40 м/мин.
Сопло может иметь многоугольное, круговое или эллиптическое горлышко, а предпочтительно имеет круговое горловины. Апертура сопла относится к максимальной ширине горловины сопла.
Используемый для дробеструйной обработки материал может выбрасываться посредством прямой дробеструйной обработки под давлением, дробеструйной обработки отсосом, дробеструйной обработки с помощью воздуходувки или чего-либо подобного. Среди них предпочтительным является прямая дробеструйная обработка под давлением.
[0027]
На стадии формирования выступов и углублений, используемый для дробеструйной обработки материал распыляется под углом 20° или меньше по отношению к линии, соединяющей наконечник дробеструйного аппарата и ось заготовки гравированного валка. Это делает возможным эффективное формирование неровной структуры на поверхности заготовки гравированного валка. Угол предпочтительно составляет 10° или меньше, более предпочтительно, 5° или меньше.
[0028]
Способ изготовления гравированного валка по настоящему изобретению включает затем стадию удаления используемого для дробеструйной обработки материала, остающегося в углубленных канавках, посредством распыления используемого для дробеструйной обработки материала под углом ±20° или меньше по отношению к направлению касательной плоскости гравированного валка и в направлении параллельном углубленным канавкам, формируемым на валке, вращая при этом гравированный валок, имеющий неровный узор (фигуры 2(a), 2(b)).
Посредством распыления используемого для дробеструйной обработки материала под углом ±20° или меньше по отношению к направлению касательной плоскости гравированного валка и в направлении параллельном углубленным канавкам в структуре выступов и углублений, сформированных на валке, используемый для дробеструйной обработки материал, забивающий углубленные канавки на стадии формирования выступов и углублений, может выдуваться для его удаления. Угол предпочтительно составляет ±10° или меньше, более предпочтительно, ±5° или меньше.
[0029]
Условия для распыления используемого для дробеструйной обработки материала на стадии удаления используемого для дробеструйной обработки материала, скорость вращения заготовки гравированного валка или что-либо подобное могут быть такими же, как условия на стадии формирования выступов и углублений.
На стадии удаления используемых для дробеструйной обработки материалов, используемый для дробеструйной обработки материал распыляется под углом ±20° или меньше по отношению к направлении касательной плоскости гравированного валка и в направлении параллельном углубленным канавкам, сформированным на валке. Это обеспечивает удаление используемых для дробеструйной обработки материалов.
[0030]
Альтернативно, используемый для дробеструйной обработки материал может также удаляться посредством прохода кисточки вдоль ушлубленных канавок гравированного валка, на котором формируются выступы и углубления. Для более надежного удаления используемого для дробеструйной обработки материала, остающегося в углубленных канавках, более предпочтительным, в качестве способа, используемого на стадии удаления используемого для дробеструйной обработки материала, является способ распыления используемого для дробеструйной обработки материала под углом ±20° или меньше по отношению к направлении касательной плоскости гравированного валка и направлению параллельном углубленным канавкам, сформированным на валке.
[0031]
Использование гравированного валка с рельефом по настоящему изобретению может предотвратить осуществление дефектного переноса, чтобы сделать возможным изготовление тисненого листа из термопластичной смолы, в котором количество дефектов выступов на поверхности является значительно меньшим.
Настоящее изобретение также охватывает тисненый лист из термопластичной смолы, имеющий выступы и углубления, сформированные с использованием гравированного валка с рельефом по настоящему изобретению.
[0032]
Тисненый лист из термопластичной смолы по настоящему изобретению может соответствующим образом использоваться в качестве межлистовой пленки для ламинированного стекла.
Настоящее изобретение также охватывает межлистовую пленку для ламинированного стекла, содержащую тисненый лист из термопластичной смолы по настоящему изобретению.
[0033]
В случае, когда тисненый лист из термопластичной смолы по настоящему изобретению используется в качестве межлистовой пленки для ламинированного стекла, примеры термопластичной смолы включают поливинилиденфторид, политетрафторэтилен, сополимеры винилиденфторид-пропиленгексафторид, полиэтилентрифторид, сополимеры акрилонитрил-бутадиен-стирол, сложный полиэфир, простой полиэфир, полиамид, поликарбонат, полиакрилат, полиметакрилат, поливинилхлорид, полиэтилен, полипропилен, полистирол, поливинилацеталь и сополимеры этилен-винилацетат. Предпочтительными среди них являются сополимеры поливинилацеталь или этилен-винилацетат, а более предпочтительным является поливинилацеталь.
[0034]
Поливинилацеталь может быть получен, например, посредством ацетализации поливинилового спирта с помощью альдегида. Поливиниловый спирт может быть получен посредством, например, сапонификации поливинилацетата. Степень сапонификации поливинилового спирта обычно находится в диапазоне от 70 до 99,8% моль.
[0035]
Поливиниловый спирт предпочтительно имеет среднюю степень полимеризации 200 или больше, более предпочтительно, 500 или больше, еще более предпочтительно, 1700 или больше, особенно предпочтительно, более 1700, а предпочтительно, 5000 или меньше, более предпочтительно, 4000 или меньше, еще более предпочтительно, 3000 или меньше, особенно предпочтительно, меньше чем 3000. Когда средняя степень полимеризации равна или больше чем нижний предел, ламинированное стекло имеет еще большую противодействие проникновению. Когда средняя степень полимеризации равна или ниже чем верхний предел, облегчается формирование межлистовой пленки. Средняя степень полимеризации поливинилового спирта может быть определена в соответствии с JIS K6726 "Testing methods for polyvinyl alcohol".
[0036]
Ацеталевая группа, содержащаяся в поливинилацетале, может иметь любое количество атомов углерода. Поливинилацеталь может быть получен с помощью любого альдегида. Нижний предел количества атомов углерода ацеталевой группы в поливинилацетале предпочтительно составляет 3, и его верхний предел предпочтительно составляет 6. Когда ацеталевая группа в поливинилацетале имеет количество атомов углерода 3 или больше, межлистовая пленка имеет достаточно низкую температуру стеклования. В дополнение к этому, может быть предотвращено выпотевание пластификатора. Когда альдегид имеет количество атомов углерода 6 или меньше, поливинилацеталь можно легко синтезировать, обеспечивая производительность. C3-C6 альдегид может представлять собой линейный альдегид или разветвленный альдегид. Его примеры включают н-бутиральдегид и н-валеральдегид.
[0037]
Альдегид не является ограниченным. Обычно, предпочтительно используют C1-C10 альдегид. Примеры такого C1-C10 альдегида включают пропиональдегид, н-бутиральдегид, изобутиральдегид, н-валеральдегид, 2-этилбутиральдегид, н-гексилальдегид, н-октилальдегид, н-нонилальдегид, н-децилальдегид, формальдегид, ацетальдегид и бензальдегид. Более предпочтительными являются пропиональдегид, н-бутиральдегид, изобутиральдегид, н-гексилальдегид и н-валеральдегид. Еще более предпочтительными являются пропиональдегид, н-бутиральдегид и изобутиральдегид. Еще более предпочтительным является н-бутиральдегид. Эти альдегиды могут использоваться по отдельности или в сочетании двух или более из них.
[0038]
Поливинилацеталь предпочтительно имеет содержание гидрокси групп (количество гидрокси групп) 10% моль или больше, более предпочтительно, 15% моль или больше, еще более предпочтительно, 18% моль или больше, а предпочтительно, 40% моль или меньше, более предпочтительно, 35% моль или меньше. Когда содержание гидрокси групп равно или больше чем нижний предел, межлистовая пленка имеет еще большую адгезивность. Когда содержание гидрокси групп равно или меньше чем верхний предел, межлистовая пленка имеет высокую гибкость, делая простыми манипуляции с межлистовой пленкой. Содержание гидрокси групп поливинилацеталя в настоящем документе означает мольную долю, выраженную в процентах, определяемую посредством деления количества этиленовых групп, с которыми связаны гидрокси группы, на количество всех этиленовых групп в основной цепи. Количество этиленовых групп, с которыми связаны гидрокси группы, можно определить, например, в соответствии с JIS K6726 "Testing methods for polyvinyl alcohol" или ASTM D1396-92.
[0039]
Степень ацетилирования (содержание ацетиловых групп) поливинилацеталя предпочтительно составляет 0,1% моль или больше, более предпочтительно, 0,3% моль или больше, еще более предпочтительно, 0,5% моль или больше, и предпочтительно, 30% моль или меньше, более предпочтительно, 25% моль или меньше, еще более предпочтительно, 20% моль или меньше. Когда степень ацетилирования равна или больше чем нижний предел, поливинилацеталь имеет более высокую совместимость с пластификатором. Когда степень ацетилированиа равна или меньше чем верхний предел, межлистовая пленка и ламинированное стекло имеют более высокую влагостойкость. Степень ацетилирования в настоящем документе означает мольную долю, выраженную в процентах, определяемую посредством вычитания количества этиленовых групп, с которыми связаны ацеталевые группы, и количества этиленовых групп, с которыми связаны гидрокси группы, из количества всех этиленовых групп в основной цепи и деления полученной величины на количество всех этиленовых групп в основной цепи. Количество этиленовых групп, с которыми связаны ацеталевые группы, можно определить, например, в соответствии с JIS K 6728 "Testing methods for polyvinyl butyral" или ASTM D1396-92.
[0040]
Степень ацетализации поливинилацеталя (степень бутирализации, в случае поливинилбутиралевой смолы) предпочтительно составляет 50% моль или больше, более предпочтительно, 53% моль или больше, еще более предпочтительно, 60% моль или больше, особенно предпочтительно, 63% моль или больше, и предпочтительно, 85% моль или меньше, более предпочтительно, 75% моль или меньше, еще более предпочтительно, 70% моль или меньше. Когда степень ацетализации равна или больше чем нижний предел, поливинилацеталь имеет более высокую совместимость с пластификатором. Когда степень ацетализации равна или меньше чем верхний предел, получение поливинилацеталя требует меньшего времени реакции. Степень ацетализации в настоящем документе означает мольную долю, выраженную в процентах, определяемую посредством деления количества этиленовых групп, с которыми связаны ацеталевые группы, на количество всех этиленовых групп в основной цепи. Степень ацетализации может быть вычислена посредством измерения степени ацетилирования и содержания гидрокси групп в соответствии с JIS K6728 "Testing methods for polyvinyl butyral" или ASTM D1396-92, вычисления мольной доли из измерений, а затем вычитания степени ацетилирования и содержания гидрокси группы из 100% моль.
[0041]
Содержание гидрокси групп (количество гидрокси групп), степень ацетализации (степень бутирализации) и степень ацетилирования предпочтительно вычисляются на основе результатов измерения с помощью способа в соответствии с JIS K6728 "Testing methods for polyvinyl butyral". В случае, когда поливинилацеталь представляет собой поливинилбутиралевую смолу, содержание гидрокси групп (количество гидрокси групп), степень ацетализации (степень бутирализации) и степень ацетилирования предпочтительно вычисляют на основе результатов измерений с помощью способа в соответствии с JIS K6728 "Testing methods for polyvinyl butyral".
[0042]
Промежуточная пленка для ламинированного стекла по настоящему изобретению предпочтительно содержит пластификатор.
Можно использовать любой пластификатор, обычно используемый для межлистовой пленки для ламинированного стекла. Их примеры включают органические пластификаторы, такие как сложные эфиры одноосновных органических кислот или сложные эфиры многоосновных органических кислот, и пластификаторы на основе фосфорной кислоты, такие как фосфорорганические соединения или фосфитоорганические соединения.
Примеры органических пластификаторов включают триэтиленгликоль-ди-2-этилгексаноат, триэтиленгликоль-ди-2-этилбутират, триэтиленгликоль-ди-н-гептаноат, тетраэтиленгликоль-ди-2-этилгексаноат, тетраэтиленгликоль-ди-2-этилбутират, тетраэтиленгликоль-ди-н-гептаноат, диэтиленгликоль-ди-2-этилгексаноат, диэтиленгликоль-ди-2-этилбутират и диэтиленгликоль-ди-н-гептаноат. В частности, межлистовая пленка предпочтительно содержит триэтиленгликоль-ди-2-этилгексаноат, триэтиленгликоль-ди-2-этилбутират или триэтиленгликоль-ди-н-гептаноат, более предпочтительно, она содержит триэтиленгликоль-ди-2-этилгексаноат.
[0043]
Количество пластификатора не является ограниченным. Количество пластификатора по отношению к 100 частям массовым термопластичной смолы предпочтительно составляет 25 частей массовых или больше, более предпочтительно, 30 частей массовых или больше, предпочтительно, 80 частей массовых или меньше, более предпочтительно, 70 частей массовых или меньше. Когда содержание пластификатора равно или больше чем нижний предел, ламинированное стекло может иметь еще более высокую противодействие проникновению. Когда содержание пластификатора равно или ниже чем верхний предел, межлистовая пленка имеет еще более высокую прозрачность.
[0044]
Межлистовая пленка для ламинированного стекла по настоящему изобретению предпочтительно содержит модификатор адгезии.
Модификатор адгезии предпочтительно представляет собой, например, соль щелочного металла или соль щелочноземельного металла. Примеры модификатора адгезии включают соли, такие как соль калия, натрия или магния. Примеры кислоты, составляющей соли, включают карбоновые органические кислоты, такие как октиловая кислота, гексиловая кислота, 2-этилмасляная кислота, масляная кислота, уксусная кислота и муравьиная кислота, и неорганические кислоты, такие как хлористоводородная кислота и азотная кислота. Предпочтительными среди них являются соли магния, поскольку адгезия между стеклом и межлистовой пленкой для ламинированного стекла может легко регулироваться.
В случае, когда межлистовая пленка для ламинированного стекла по настоящему изобретению содержит ламинат из двух или более слоев смолы, модификатор адгезии предпочтительно содержится, по меньшей мере, в том слое смолы, который должен находиться в контакте со стеклом.
[0045]
Межлистовая пленка для ламинированного стекла по настоящему изобретению может необязательно содержать такие добавки, как антиоксидант, светостабилизатор, модифицированное силиконовое масло в качестве модификатора адгезии, замедлитель горения, антистатический агент, влагозащитный агент, теплоотражающий агент, или теплопоглощающий агент.
[0046]
Межлистовая пленка для ламинированного стекла по настоящему изобретению содержит, по меньшей мере, первый слой смолы и второй слой смолы в виде двух или более слоев смолы. Содержание гидрокси групп поливинилацеталя (ниже упоминается как поливинилацеталь A) в первом слое смолы предпочтительно отличается от содержания гидрокси группы поливинилацеталя (ниже упоминается как поливинилацеталь B) во втором слое смолы. Поскольку поливинилацеталь A и поливинилацеталь B имеют различные свойства, разнообразные свойства, которые не могут быть достигнуты с помощью однослойной структуры, могут таким образом придаваться межлистовой пленке для ламинированного стекла. Например, в случае, когда первый слой смолы располагается между двумя вторыми слоями смолы и содержание гидрокси групп поливинилацеталя A меньше чем содержание гидрокси групп поливинилацеталя B, первый слой смолы имеет тенденцию к тому, что его температура стеклования ниже, чем у второго слоя смолы. В результате, первый слой смолы мягче, чем второй слой смолы, так что межлистовая пленка для ламинированного стекла имеет лучшие звукоизолирующие свойства. В качестве другого примера, в случае, когда первый слой смолы располагается между двумя вторыми слоями смолы и содержание гидрокси групп поливинилацеталя A больше чем содержание гидрокси групп поливинилацеталя B, первый слой смолы имеет тенденцию к тому, что его температура стеклования выше, чем у второго слоя смолы. В результате, первый слой смолы тверже, чем второй слой смолы, так что межлистовая пленка для ламинированного стекла имеет лучшее противодействие проникновению.
[0047]
Кроме того, в случае, когда первый слой смолы и второй слой смолы содержат пластификатор, содержание пластификатора (ниже упоминается как содержание A) в первом слое смолы по отношению к 100 частям массовым поливинилацеталя предпочтительно отличается от содержания пластификатора (ниже упоминается как содержание B) во втором слое смолы по отношению к 100 частям массовым поливинилацеталя. Например, в случае, когда первый слой смолы располагается между двумя вторыми слоями смолы и содержание A больше чем содержание B, первый слой смолы имеет тенденцию к тому, что его температура стеклования ниже, чем у второго слоя смолы. В результате, первый слой смолы мягче, чем второй слой смолы, так что межлистовая пленка для ламинированного стекла имеет лучшие звукоизолирующие свойства. В случае, когда первый слой смолы располагается между двумя вторыми слоями смолы и содержание A меньше, чем содержание B, первый слой смолы имеет тенденцию к тому, что его температура стеклования выше, чем у второго слоя смолы. В результате, первый слой смолы тверже, чем второй слой смолы, так что межлистовая пленка для ламинированного стекла имеет лучшее противодействие проникновению.
[0048]
Иллюстративное сочетание двух или более слоев смолы, содержащихся в межлистовой пленке для ламинированного стекла по настоящему изобретению, содержит звукоизолирующий слой в качестве первого слоя смолы и защитный слой в качестве второго слоя смолы, для целей улучшения звукоизолирующих свойств ламинированного стекла. Предпочтительно, звукоизолирующий слой содержит поливинилацеталь X и пластификатор, а защитный слой содержит поливинилацеталь Y и пластификатор, поскольку ламинированное стекло может иметь лучшие звукоизолирующие свойства. Кроме того, в случае, когда звукоизолирующий слой располагается между двумя защитными слоями, может быть получена межлистовая пленка для ламинированного стекла превосходная по звукоизолирующим свойствам (ниже упоминается также как звукоизолирующая межлистовая пленка). Далее, звукоизолирующая межлистовая пленка описывается более конкретно.
[0049]
В звукоизолирующей межлистовой пленке, звукоизолирующий слой имеет функцию придания звукоизолирующих свойств. Звукоизолирующий слой предпочтительно содержит поливинилацеталь X и пластификатор. Поливинилацеталь X может быть получен посредством ацетализации поливинилового спирта с помощью альдегида. Обычно, поливиниловый спирт может быть получен посредством сапонификации поливинилацетата. Нижний предел средней степени полимеризации поливинилового спирта предпочтительно составляет 200, тогда как его верхний предел предпочтительно составляет 5000. Когда средняя степень полимеризации поливинилового спирта составляет 200 или выше, противодействие проникновению звукоизолирующей межлистовой пленки, которая должна быть получена, может улучшаться. Когда средняя степень полимеризации поливинилового спирта составляет 5000 или ниже, можно обеспечить формируемость звукоизолирующего слоя. Нижний предел средней степени полимеризации поливинилового спирта, более предпочтительно, составляет 500, тогда как его верхний предел, более предпочтительно, составляет 4000. Средняя степень полимеризации поливинилового спирта определяется в соответствии с JIS K6726 "Testing methods for polyvinyl alcohol".
[0050]
Нижний предел количества атомов углерода альдегида, используемого для ацетализации поливинилового спирта, предпочтительно составляет 4, тогда как их верхний предел предпочтительно составляет 6. Когда количество атомов углерода альдегида составляет 4 или больше, звукоизолирующий слой может стабильно содержать количество пластификатора достаточное для демонстрации превосходных звукоизолирующих свойств. Кроме того, может быть предотвращено выпотевание пластификатора. Когда количество атомов углерода альдегида составляет 6 или меньше, синтез поливинилацеталя X упрощается, обеспечивая производительность. C4-C6 альдегид может представлять собой линейный или разветвленный альдегид, и его примеры включают н-бутиральдегид и н-валеральдегид.
[0051]
Верхний предел содержания гидрокси групп поливинилацеталя X предпочтительно составляет 30% моль. Когда содержание гидрокси групп поливинилацеталя X составляет 30% моль или меньше, звукоизолирующий слой может содержать пластификатор в количестве необходимом для демонстрации звукоизолирующих свойств, и выпотевание пластификатора может быть предотвращено. Верхний предел содержания гидрокси групп поливинилацеталя X, более предпочтительно, составляет 28% моль, еще более предпочтительно, 26% моль, особенно предпочтительно, 24% моль, тогда как их нижний предел предпочтительно составляет 10% моль, более предпочтительно, 15% моль, еще более предпочтительно, 20% моль. Содержание гидрокси групп поливинилацеталя X представляет собой величину в процентах (% моль) мольной доли, полученную посредством деления количества этиленовых групп, с которыми связаны гидрокси группы, на количество всех этиленовых групп в основной цепи. Количество этиленовых групп, с которыми связаны гидрокси группы, может быть получено посредством измерения количества этиленовых групп, с которыми связаны гидрокси группы, в поливинилацетале X в соответствии с JIS K6728 "Testing methods for polyvinyl butyral".
[0052]
Нижний предел содержания ацеталевых групп поливинилацеталя X предпочтительно составляет 60% моль, тогда как их верхний предел предпочтительно составляет 85% моль. Когда содержание ацеталевых групп поливинилацеталя X составляет 60% моль или больше, звукоизолирующий слой имеет более высокую гидрофобность и может содержать пластификатор в количестве необходимом для демонстрации звукоизолирующих свойств, и выпотевание пластификатора и побеление может быть предотвращено. Когда содержание ацеталевых групп поливинилацеталя X составляет 85% моль или меньше, синтез поливинилацеталя X упрощается, обеспечивая производительность. Нижний предел содержания ацеталевых групп поливинилацеталя X, более предпочтительно, составляет 65% моль, еще более предпочтительно, 68% моль. Содержание ацеталевых групп может быть получено посредством измерения количества этиленовых групп, с которыми связаны ацеталевые группы, в поливинилацетале X в соответствии с JIS K6728 "Testing methods for polyvinyl butyral".
[0053]
Нижний предел содержания ацетильных групп поливинилацеталя X предпочтительно составляет 0,1% моль, тогда как их верхний предел предпочтительно составляет 30% моль. Когда содержание ацетильных групп поливинилацеталя X составляет 0,1% моль или больше, звукоизолирующий слой может содержать пластификатор в количестве необходимом для демонстрации звукоизолирующих свойств, и может быть предотвращено выпотевание. Когда содержание ацетильных групп поливинилацеталя X составляет 30% моль или меньше, звукоизолирующий слой имеет более высокую гидрофобность для предотвращения побеления. Нижний предел содержания ацетильных групп более предпочтительно, составляет 1% моль, еще более предпочтительно, 5% моль, особенно предпочтительно, 8% моль, тогда как их верхний предел, более предпочтительно, составляет 25% моль, еще более предпочтительно, 20% моль. Содержание ацетильных групп представляет собой величину в процентах (% моль) мольной доли, полученной посредством вычитания количества этиленовых групп, с которыми связаны ацеталевые группы, и количества этиленовых групп, с которыми связаны гидрокси группы, из количества всех этиленовых групп в основной цепи и деления полученной величины на количество всех этиленовых групп в основной цепи.
[0054]
В частности, поливинилацеталь X предпочтительно представляет собой поливинилацеталь с содержанием ацетильных групп 8% моль или больше или поливинилацеталь с содержанием ацетильных групп меньше чем 8% моль и содержанием ацеталевых групп 65% моль или больше, поскольку звукоизолирующий слой может легко содержать пластификатор в количестве необходимом для демонстрации звукоизолирующих свойств. Более предпочтительно, поливинилацеталь X представляет собой поливинилацеталь, имеющий содержание ацетильных групп 8% моль или больше, или поливинилацеталь, имеющий содержание ацетильных групп меньше чем 8% моль и содержание ацеталевых групп 68% моль или больше.
[0055]
Нижний предел содержания пластификатора звукоизолирующего слоя предпочтительно составляет 45 частей массовых, тогда как их верхний предел предпочтительно составляет 80 частей массовых по отношению к 100 частям массовым поливинилацеталя X. Когда содержание пластификатора составляет 45 частей массовых или больше, могут демонстрироваться высокие звукоизолирующие свойства. Когда содержание пластификатора составляет 80 частей массовых или меньше, предотвращается выпотевание пластификатора, так что прозрачность или адгезивность межлистовой пленки для ламинированного стекла не понижается. Более предпочтительно, нижний предел содержания пластификатора составляет 50 частей массовых, еще более предпочтительно, 55 частей массовых, тогда как их верхний предел, более предпочтительно, составляет 75 частей массовых, еще более предпочтительно, 70 частей массовых.
[0056]
Нижний предел толщины звукоизолирующего слоя предпочтительно составляет 50 мкм. Когда толщина звукоизолирующего слоя составляет 50 мкм или больше, могут демонстрироваться достаточные звукоизолирующие свойства. Более предпочтительно, нижний предел толщины звукоизолирующего слоя составляет 80 мкм. Его верхний предел не является как-либо ограниченным и предпочтительно составляет 300 мкм из соображений толщины в качестве межлистовой пленки для ламинированного стекла.
[0057]
Защитный слой имеет функцию предотвращения выпотевания большого количества пластификатора, содержащегося в звукоизолирующем слое, для предотвращения понижения адгезивности между межлистовой пленкой для ламинированного стекла и стеклом и для придания противодействия проникновению межлистовой пленке для ламинированного стекла. Защитный слой предпочтительно содержит, например, поливинилацеталь Y и пластификатор, более предпочтительно, поливинилацеталь Y с содержанием гидрокси группы более высоким, чем у поливинилацеталя X и пластификатор.
[0058]
Поливинилацеталь Y может быть получен посредством ацетализации поливинилового спирта с помощью альдегида. Поливиниловый спирт может обычно быть получен посредством сапонификации поливинилацетата. Нижний предел средней степени полимеризации поливинилового спирта предпочтительно составляет 200, тогда как ее верхний предел предпочтительно составляет 5000. Когда средняя степень полимеризации поливинилового спирта составляет 200 или больше, может быть улучшено противодействие проникновению у межлистовой пленки для ламинированного стекла. Когда средняя степень полимеризации поливинилового спирта составляет 5000 или меньше, может быть обеспечена формуемость защитного слоя. Нижний предел средней степени полимеризации поливинилового спирта, более предпочтительно, составляет 500, тогда как ее верхний предел, более предпочтительно, составляет 4000.
[0059]
Нижний предел количества атомов углерода в альдегиде, используемом для ацетализации поливинилового спирта, предпочтительно составляет 3, тогда как его верхний предел предпочтительно составляет 4. Когда количество атомов углерода в альдегиде составляет 3 или больше, противодействие проникновению у межлистовой пленки для ламинированного стекла улучшается. Когда количество атомов углерода в альдегиде составляет 4 или меньше, повышается производительность по отношению к поливинилацеталю Y. C3-C4 альдегид может представлять собой линейный или разветвленный альдегид, и его примеры включают н-бутиральдегид.
[0060]
Верхний предел содержания гидрокси групп поливинилацеталя Y предпочтительно составляет 33% моль, тогда как их нижний предел предпочтительно составляет 28% моль. Когда содержание гидрокси групп поливинилацеталя Y составляет 33% моль или меньше, может быть предотвращено побеление межлистовой пленки для ламинированного стекла. Когда содержание гидрокси групп поливинилацеталя Y составляет 28% моль или больше, может быть улучшено противодействие проникновению у межлистовой пленки для ламинированного стекла.
[0061]
Нижний предел содержания ацеталевых групп поливинилацеталя Y предпочтительно составляет 60% моль, тогда как их верхний предел предпочтительно составляет 80% моль. Когда содержание ацеталевых групп составляет 60% моль или больше, защитный слой может содержать пластификатор в количестве необходимом для демонстрации достаточного противодействия проникновению. Когда содержание ацеталевых групп составляет 80% моль или меньше, обеспечивается адгезивность между защитным слоем и стеклом. Нижний предел содержания ацеталевых групп, более предпочтительно, составляет 65% моль, тогда как их верхний предел, более предпочтительно, составляет 69% моль.
[0062]
Верхний предел содержания ацетильных групп поливинилацеталя Y предпочтительно составляет 7% моль. Когда содержание ацетильных групп поливинилацеталя Y составляет 7% моль или меньше, защитный слой имеет более высокую гидрофобность, тем самым предотвращается побеление. Более предпочтительно, верхний предел содержания ацетильных групп составляет 2% моль, тогда как его нижний предел предпочтительно составляет 0,1% моль. Содержание гидрокси групп, содержание ацеталевых групп и содержание ацетильных групп поливинилацеталя A, B и Y может быть измерено с помощью такого же способа, как и в случае поливинилацеталя X.
[0063]
Нижний предел содержания пластификатора защитного слоя предпочтительно составляет 20 частей массовых, тогда как их верхний предел предпочтительно составляет 45 частей массовых по отношению к 100 частям массовым поливинилацеталя Y. Когда содержание пластификатора составляет 20 частей массовых или больше, может быть обеспечено противодействие проникновению. Когда содержание пластификатора составляет 45 частей массовых или меньше, может быть предотвращено выпотевание пластификатора так, что прозрачность и адгезивность межлистовой пленки для ламинированного стекла не понижается. Более предпочтительно, нижний предел содержания пластификатора составляет 30 частей массовых, еще более предпочтительно, 35 частей массовых, тогда как его верхний предел, более предпочтительно, составляет 43 частей массовых, еще более предпочтительно, 41 часть массовую. Содержание пластификатора защитного слоя предпочтительно меньше, чем содержание пластификатора звукоизолирующего слоя, поскольку звукоизолирующие свойства могут дополнительно улучшаться в ламинированном стекле.
[0064]
Содержание гидрокси групп поливинилацеталя Y предпочтительно больше, чем содержание гидрокси групп поливинилацеталя X, более предпочтительно, больше на 1% моль или больше, еще более предпочтительно, больше на 5% моль или больше, особенно предпочтительно, больше на 8% моль или больше, поскольку дополнительно улучшаются звукоизолирующие свойства ламинированного стекла. Регулировка содержания гидрокси групп поливинилацеталя X и поливинилацеталя Y делает возможным контроль содержания пластификатора в звукоизолирующем слое и в защитном слое, понижая температуру стеклования звукоизолирующего слоя. В результате, звукоизолирующие свойства ламинированного стекла дополнительно улучшаются. Содержание пластификатора (ниже упоминается также как содержание X) по отношению к 100 частям массовым поливинилацеталя X в звукоизолирующем слое предпочтительно больше, чем содержание пластификатора (ниже также упоминается как содержание Y) по отношению к 100 частям массовым поливинилацеталя Y в защитном слое, более предпочтительно, больше на 5 частей массовых или больше, еще более предпочтительно, больше на 15 частей массовых или больше, особенно предпочтительно, больше на 20 частей массовых или больше, поскольку звукоизолирующие свойства ламинированного стекла при этом продолжают улучшаться. Регулировка содержания X и содержания Y понижает температуру стеклования звукоизолирующего слоя. В результате, звукоизолирующие свойства ламинированного стекла продолжают улучшаться.
[0065]
Толщина защитного слоя не является ограниченной постольку, поскольку она регулируется в пределах, которые позволяют слою служить в качестве защитного слоя. Когда защитный слой имеет выступы и углубления, защитный слой предпочтительно является настолько толстым, насколько это возможно, для предотвращения переноса выступов и углублений на границу раздела между защитным слоем и звукоизолирующим слоем, находящемся в непосредственном контакте с защитным слоем. Конкретно, нижний предел толщины защитного слоя предпочтительно составляет 100 мкм, более предпочтительно, 300 мкм, еще более предпочтительно, 400 мкм, особенно предпочтительно, 450 мкм. Верхний предел толщины защитного слоя не является ограниченным. Для обеспечения толщины достаточной для достижения достаточных звукоизолирующих свойств верхний предел практически составляет примерно 500 мкм.
[0066]
Звукоизолирующая межлистовая пленка может быть получена с помощью любого способа. Например, листы звукоизолирующего слоя и защитного слоя формируются с помощью обычного способа формирования листов, такого как способ экструзии, способ каландрирования или способ штампования, а затем эти листы ламинируются.
[0067]
Настоящее изобретение также охватывает ламинированное стекло, содержащее межлистовую пленку для ламинированного стекла по настоящему изобретению, расположенную между парой листов стекла.
Листы из стекла могут представлять собой обычно используемое прозрачное листовое стекло. Его примеры включают неорганическое стекло, такое как листовое флоат-стекло, полированное листовое стекло, формованное листовое стекло, стекло с проволочной сеткой, листовое стекло, армированное проволокой, цветное листовое стекло, стекло, поглощающее тепловое излучение, стекло, отражающее тепловое излучение, и бутылочное стекло. Можно также использовать УФ-экранирующее стекло со слоем УФ-экранирующего покрытия на поверхности. Кроме того, можно также использовать листы из органического пластика, такие как листы из полиэтилентерефталата, поликарбоната и полиакрилата.
В качестве листов стекла можно использовать два или более листов различного стекла. Например, межлистовая пленка для ламинированного стекла по настоящему изобретению может располагаться между прозрачным листовым флоат-стеклом и цветным листовым стеклом, таким как бутылочное стекло, для изготовления ламинированного стекла. В качестве листов стекла можно использовать два или более листов стекла с различной толщиной.
Преимущественные воздействия изобретения
[0068]
Настоящее изобретение может предложить тисненый лист из термопластичной смолы, который дает возможность для повышения деаэрирования во время изготовления ламинированного стекла и для подавления оптического искажения полученного в результате ламинированного стекла, с целью улучшения видимости при использовании в качестве межлистовой пленки для ламинированного стекла, гравированный валок, используемый для получения тисненого листа из термопластичной смолы, способ изготовления гравированного валка, межлистовую пленку для ламинированного стекла содержащего тисненый лист из термопластичной смолы, и ламинированное стекло.
Краткое описание чертежей
[0069]
Фиг.1 представляет собой схематический вид для объяснения стадии формирования выступов и углублений в способе изготовления гравированного валка по настоящему изобретению.
Фиг.2 представляет собой схематический вид для объяснения стадии удаления используемого для дробеструйной обработки материала в способе изготовления гравированного валка по настоящему изобретению.
Фиг.3 представляет собой схематический вид для объяснения высоты канавки, ширины ее нижней части, шага и угла наклона части углубления.
Фиг.4 показывает фотографию (a) части с углубленными канавками гравированного валка, сделанное после стадии формирования выступов и углублений в Примере 1, и фотографию (b) части с углубленными канавками гравированного валка, сделанное после стадии удаления используемого для дробеструйной обработки материала в Пример 1.
Фиг.5 показывает фотографию (a) выступов и углублений тисненого листа из термопластичной смолы полученного в Примере 1 и фотографию (b) выступов и углублений тисненого листа из термопластичной смолы, полученного в Сравнительном примере 1.
Фиг.6 представляет собой данные иллюстративного изображения тисненого листа из термопластичной смолы, полученные с помощью трехмерного профилометра.
Описание вариантов осуществления
[0070]
Варианты осуществления настоящего изобретения описываются более конкретно в дальнейшем со ссылками на примеры, но, не ограничиваясь этим.
[0071]
(Пример 1)
(1) Изготовление заготовки гравированного валка
Гравированный валок из закаленного железа, отполированный до зеркального блеска (диаметр: 600 мм), изготавливают и фрезеруют в направлении поперек его боковой цилиндрической поверхности для формирования большого количества канавок углублений и ребер выступов на поверхности, когда он вращается. Таким образом, изготавливают заготовку гравированного валка. Во фрезерованной структуре из выступов и углублений на заготовке гравированного валка, высота канавки составляет 250 мкм, ширина нижней части составляет 0 мкм, шаг составляет 300 мкм, угол наклона составляет 15° и угол по отношению к оси углубленной канавки составляет 85°.
[0072]
(2) Изготовление гравированного валка
Используемый для дробеструйной обработки материал представляет собой оксид алюминия #250 (соответствующий #280 в соответствии со стандартом JIS (JIS R 6001-1998)). Используемый для дробеструйной обработки материал распыляется на заготовку гравированного валка под углом 0° по отношению к линии, соединяющей наконечник дробеструйного аппарата и ось заготовки гравированного валка, в то время как заготовка гравированного валка вращается. Таким образом, формируется неровный узор (структура) на поверхности заготовки гравированного валка (стадия формирования выступов и углублений).
Используемый для дробеструйной обработки материал распыляется при условиях давления воздуха 2,5 кг силы/см2, апертуры сопла 8 мм, и скорости вращения заготовки гравированного валка 30 м/мин, в то время как дробеструйный аппарат перемещается от одного края до другого края гравированного валка при скорости перемещения 2 мм на один оборот заготовки гравированного валка.
Затем, используемый для дробеструйной обработки материал распыляется на валок, имеющий неровный узор, под углом 0° по отношению к направлению касательной плоскости валка и в направлении параллельном углубленным канавкам валка, в то время как валок вращается, для удаления используемого для дробеструйной обработки материала, остающегося в углубленных канавках. Таким образом, получают гравированный валок (стадия удаления используемых для дробеструйной обработки материалов).
[0073]
(3) Изготовление тисненого листа из термопластичной смолы
Поливиниловый спирт, имеющий среднюю степень полимеризации 1700 ацетализируется с помощью н-бутиральдегида с получением поливинилбутираля (содержание ацетильных групп: 1% моль, содержание бутиральных групп: 69% моль, содержание гидрокси групп: 30% моль). К 100 частям массовым поливинилбутираля добавляют 40 частей массовых триэтиленгликоль-ди-2-этилгексаноата (3GO) в качестве пластификатора. Смесь в достаточной степени перемешивают с помощью смесительных вальцов с получением композиции смолы. Полученную композицию смолы экструдируют через экструдер с получением листа из термопластичной смолы с толщиной 760 мкм.
Пара валков, включая полученный гравированный валок и резиновый гравированный валок, имеющий твердость JIS от 70 до 90, используют в качестве устройства для переноса неровного узора. Полученный лист из термопластичной смолы пропускают через устройство для переноса неровного узора, при этом выступы и углубления переносятся на поверхность листа. Условия переноса, используемые при этом, представляют собой температуру листа из термопластичной смолы 70°C, температуру валков 140°C, линейную скорость 10 м/мин и линейное давление 1-300 кН/м. Впоследствии, такую же обработку осуществляют для переноса выступов и углублений на другую поверхность листа при таких же условиях.
[0074]
(Примеры 2-9)
Гравированные валки изготавливают при таких же условиях для распыления используемого для дробеструйной обработки материала и с помощью такой же стадии удаления используемого для дробеструйной обработки материала, как в Примере 1, за исключением того, что заменяют заготовку гравированного валка, используемую в "(2) Изготовление гравированного валка ", и угол распыления используемого для дробеструйной обработки материала по отношению к касательной плоскости на стадии удаления используемого для дробеструйной обработки материала, как показано в Таблицах 1 и 2. Затем изготавливают тисненые листы из межлистовой смолы. В Примерах 8 и 9, однако, осуществляют только стадию формирования выступов и углублений, а стадию удаления используемого для дробеструйной обработки материала не осуществляют.
[0075]
(Сравнительные примеры 1, 2)
Валки с рельефом изготавливают при таких же условиях для распыления используемого для дробеструйной обработки материала как в Примере 1, за исключением того, что заготовку гравированного валка, используемую в "(2) Изготовление гравированного валка ", заменяют, как показано в Таблице 2, и что стадию удаления используемого для дробеструйной обработки материала не осуществляют. Затем получают тисненые листы из межлистовой смолы.
[0076]
(Пример 10)
(Изготовление тисненого многослойного листа из термопластичной смолы)
(1) Приготовление композиции смолы для формирования первого слоя смолы (звукоизолирующего слоя)
Поливиниловый спирт, имеющий среднюю степень полимеризации 2400, ацетализируют с помощью н-бутиральдегида с получением поливинилбутираля (содержание ацетильных групп: 12% моль, содержание бутиралевых групп: 66% моль, содержание гидрокси групп: 22% моль). К 100 частям массовым поливинилбутираля добавляют 60 частей массовых триэтиленгликоль-ди-2-этилгексаноата (3GO) в качестве пластификатора. Смесь в достаточной степени перемешивают с помощью смесительных вальцов. Таким образом, приготавливают композицию смолы для формирования первого слоя смолы (звукоизолирующего слоя).
[0077]
(2) Приготовление композиции смолы для формирования второго слоя смолы (защитного слоя)
Поливиниловый спирт, имеющий среднюю степень полимеризации 1700, ацетализируют с помощью н-бутиральдегида с получением поливинилбутираля (содержание ацетильных групп: 1% моль, содержание бутиралевых групп: 69% моль, содержание гидрокси групп: 30% моль). К 100 частям массовым поливинилбутираля добавляют 40 частей массовых триэтиленгликоль-ди-2-этилгексаноата (3GO) в качестве пластификатора. Смесь в достаточной степени перемешивают с помощью смесительных вальцов. Таким образом, приготавливают композицию смолы для формирования второго слоя смолы (защитного слоя).
[0078]
(3) Получение межлистовой пленки для ламинированного стекла
Композицию смолы для формирования первого слоя смолы (звукоизолирующего слоя) и композицию смолы для формирования второго слоя смолы (защитного слоя) совместно экструдируют через сдвоенный экструдер с получением многослойного листа из термопластичной смолы (толщина: 0,8 мм), в котором первый слой смолы (звукоизолирующий слой) располагается между двумя вторыми слоями смолы (защитными слоями). Первый слой смолы имеет толщину 0,1 мм, а каждый из вторых слоев смолы имеет толщину 0,35 мм. Далее, эти три слоя могут быть названы вторым слоем смолы A, первым слоем смолы и вторым слоем смолы B, в порядке ламинирования в направлении по толщине для идентификации двух вторых слоев смолы.
[0079]
Пару валков, включая гравированный валок, полученный в Примере 1, и резиновый гравированный валок, имеющий твердость JIS 70-90, используют в качестве устройства для переноса неровного узора. Полученный многослойный лист из термопластичной смолы пропускают через устройство для переноса неровного узора, при этом выступы и углубления переносятся на одну поверхность листа. Условия переноса, используемые здесь, представляют собой температуру листа из термопластичной смолы 70°C, температуру валков 140°C, линейную скорость 10 м/мин и линейное давление от 1 до 300 кН/м. Впоследствии, такую же обработку осуществляют для переноса выступов и углублений на другую поверхность листа при таких же условиях.
[0080]
(Примеры 11-22)
Гравированные валки изготавливают при таких же условиях для распыления используемого для дробеструйной обработки материала и с помощью такой же стадии удаления используемого для дробеструйной обработки материала, как в Примере 10, за исключением того, что композиция поливинилбутираля, используемая в первом слое смолы и во втором слое смолы, заготовка гравированного валка, используемая в "(2) Изготовление гравированного валка ", и угол распыления используемого для дробеструйной обработки материала по отношению к касательной плоскости на стадии удаления используемого для дробеструйной обработки материала изменяются, как показано в Таблицах 3-5. Затем, получают тисненые листы из межлистовой смолы. Однако в Примерах 17 и 18 осуществляют только стадию формирования выступов и углублений, а стадию удаления используемого для дробеструйной обработки материала не осуществляют.
[0081]
(Сравнительные примеры 3, 4)
Гравированные валки изготавливают при таких же условиях для распыления используемого для дробеструйной обработки материала, как в Примере 10, за исключением того, что заменяют заготовку гравированного валка, используемую в "(2) Изготовление гравированного валка ", как показано в Таблице 4, и что стадию удаления используемого для дробеструйной обработки материала не осуществляют. Затем получают тисненые листы из межлистовой смолы.
[0082]
(Оценка)
Гравированные валки и тисненые листы из межлистовой смолы, полученные в примерах и сравнительных примерах, оценивают с помощью следующих способов.
Таблицы 1-5 показывают результаты.
[0083]
(1) Измерение количества кусочков используемого для дробеструйной обработки материала, присутствующих в углубленных канавках гравированного валка.
Часть с углубленными канавками каждого гравированного валка фотографируют при увеличении 200x с помощью микроскопа ("Dino-Lite Pro2, модель: DILITE80», производится AnMo Electronics corporation). Подсчитывают количество остающихся кусочков используемого для дробеструйной обработки материала с максимальной длиной 10 мкм или больше, присутствующих в пределах 1290 мкм × 1024 мкм на полученной фотографии. Количество остающихся кусочков используемого для дробеструйной обработки материала подсчитывают подобным же образом в 10 точках в каждом из трех положений на 1/4, 2/4 и 3/4 полученного гравированного валка с обоих краев в направлении по ширине, таким образом, что поля зрения не перекрываются. Среднее арифметическое значение для полученных величин берется как среднее количество кусочков используемого для дробеструйной обработки материала в углубленных канавках гравированного валка.
Количество кусочков используемого для дробеструйной обработки материала подсчитывают после стадии формирования выступов и углублений и после стадии удаления используемых для дробеструйной обработки материалов. В Примерах 8, 9, 17 и 18 и Сравнительных примерах 1-4, подсчет количества кусочков используемого для дробеструйной обработки материала после стадии удаления используемого для дробеструйной обработки материала отсутствует, поскольку стадия удаления кусочков используемого для дробеструйной обработки материала не осуществляется и количество кусочков используемого для дробеструйной обработки материала не изменяется.
Фиг.4(a) представляет собой фотографию части углубленных канавок гравированного валка после стадии формирования выступов и углублений в Примере 1. Фиг.4(b) представляет собой фотографию части канавок углублений гравированного валка после стадии удаления используемого для дробеструйной обработки материала в Примере 1.
[0084]
(2) Оценка структуры выступов и углублений на тисненом листе из термопластичной смолы
Шероховатость поверхности тисненого листа из термопластичной смолы в поле зрения 5 мм × 5 мм измеряют с помощью трехмерного профилометра ("KS-1100», производится KEYENCE CORPORATION, головка: модель "LT-9510VM") для оценки выступов и углублений на тисненом листе из термопластичной смолы. В полученных данных изображений, Ra самых верхних частей выступов и разность высот r измеряют в направлении параллельном выступам. Количество частей, где r выше, чем Ra на 30 мкм или больше, подсчитывается в качестве дефектов. Здесь, Ra относится к среднему арифметическому значению шероховатости Ra, описанному в JIS B-0601(1994). Ra представляет собой значение, вычисленное с использованием программного обеспечения для анализа "KS-Analyzer Ver. 2.00", поставляемого вместе с трехмерным профилометром, в линейном режиме измерения шероховатости на основе данных профиля шероховатости, получаемых посредством прочерчивания измерительной линии от одного края поля зрения до другого края в направлении параллельном направлению, в котором самые верхние части выступов являются непрерывными. Разность высот r определяется следующим образом. Полученный профиль шероховатости разделяется на 500-мкм интервалы во множестве секций, начиная с верхней стороны или с левой стороны поля зрения, с которой самая верхняя часть выступа находится в контакте. Разница между максимальной высотой и минимальной высотой в каждой секции принимается как разность высот r. Разность высот всех выступов, присутствующих в поле зрения, определяется с помощью такого же способа. Условия корректировки, используемые для получения данных профиля шероховатости, представляют собой пороговое значение 2,5 мм, отсутствие сглаживания по высоте, отсутствие корректировки наклона и автоматическую установку диапазона. Условия измерения иные, чем поле зрения являются следующими: условия подачи столика: непрерывное; направление сканирования: сканирование в двух направлениях; ведущая ось: X-ось; скорость перемещения столика: 250,0 мкм/сек; скорость подачи оси: 10000,0 мкм/сек; шаг измерения по оси X: 2,0 мкм; и шаг измерения по оси Y: 2,0 мкм. Среднее арифметическое значение получается посредством подсчета количества дефектов в четырех точках в каждом из положений 1/4, 2/4 и 3/4 рулона из полученного в результате листа из термопластичной смолы от обоих краев в направлении по ширине. Полученное значение берется в качестве количества дефектов выступов.
Фиг.5(a) представляет собой фотографию выступов и углублений тисненого листа из термопластичной смолы, полученного в Примере 1. Фиг.5(b) представляет собой фотографию выступов и углублений тисненого листа из термопластичной смолы, полученного в Сравнительном примере 1.
Фиг.6 показывает данные иллюстративного изображения тисненого листа из термопластичной смолы, полученные с помощью трехмерного профилометра.
[0085]
Шероховатость (Rz) углублений в форме выгравированных линий на одной поверхности полученного тисненого листа из термопластичной смолы, измеряют с помощью способа в соответствии с JIS B-0601(1994). Измерение может осуществляться в направлении перпендикулярном выгравированными линиям при пороговом значении 2,5 мм, при стандартной длине 2,5 мм, длине измерения 12,5 мм, при радиусе кончика игольчатой головки 2 мкм, угле расхождения кончика 60° и при скорости измерения 0,5 мм/сек. Шероховатость на другой поверхности, на противоположной стороне по отношению к указанной выше поверхности, является такой же, и по этой причине, Таблицы 1-5 показывают только значения Rz на одной поверхности.
[0086]
(3) Оценка свойств деаэрирования
Полученный тисненый лист из термопластичной смолы используют в качестве межлистовой пленки для ламинированного стекла, и ламинированное стекло получают с помощью предварительного связывания под давлением посредством деаэрирования при пониженном давлении, с последующим конечным связыванием под давлением, как описано ниже.
[0087]
(Предварительное связывание под давлением)
Межлистовая пленка для ламинированного стекла заключается между двумя листами прозрачного стекла (длина 30 см × ширина 30 см × толщина 2,5 мм), и часть, выступающую за их пределы, обрезают, получая тем самым ламинат. Полученный ламинат помещают в резиновый мешок, который соединен с устройством для вакуумного отсоса. Резиновый мешок удерживается при пониженном давлении -60 кПа (абсолютное давление 16 кПа) в течение 10 минут при нагреве так, что температура (температура предварительного связывания под давлением) ламината достигает 70°C. После этого, давление возвращается до атмосферного давления, тем самым осуществляют предварительное связывание под давлением. Предварительное связывание под давлением осуществляют при трех различных условиях температуры начала деаэрирования 40°C, 50°C и 60°C.
[0088]
(Конечное связывание под давлением)
Ламинат после предварительного связывания под давлением помещают в автоклав и выдерживают при температуре 140°C и давлении 1300 кПа в течение 10 минут. Затем, температуру понижают до 50°C, и давление возвращают к атмосферному давлению, при этом осуществляется конечное связывание под давлением. Таким образом, получается ламинированное стекло.
[0089]
(Исследования запекания ламинированного стекла)
Полученное ламинированное стекло нагревают в печи при 140°C в течение двух часов. Полученное в результате ламинированное стекло извлекают из печи и охлаждают в течение трех часов. Внешний вид ламинированного стекла наблюдают визуально для проверки количества листов ламинированного стекла, в которых происходит вспенивание (появляются пузырьки) для оценки свойств деаэрирования. Исследуют по двадцать листов для каждого ламинированного стекла.
В случае, когда количество листов стекла, в которых происходит вспенивание, составляет 5 или меньше среди 20 листов при любых условиях начальной температуры деаэрирования, оценивается "○ (хорошо)". В случае, когда количество листов стекла, в которых происходит вспенивание, составляет больше чем 5 среди 20 листов при любых условиях температуры начала деаэрирования, оценивается "× (плохо)".
[0090]
(4) Оценка оптического искажения (визуальная оценка)
Ламинированное стекло изготавливают таким же способом, как в случае оценки свойств деаэрирования.
Флуоресцентную лампу (производится Panasonic Corporation, FL32S.D) устанавливают в точке на расстоянии 7 м от наблюдателя. Ламинированное стекло устанавливают в точке на расстоянии 40 см от наблюдателя на линии, соединяющей флуоресцентную лампу и наблюдателя, таким образом, что ламинированное стекло наклонено на 45° по отношению к горизонтальной плоскости. Случай, когда флуоресцентная лампа, видимая через ламинированное стекло, является искаженной, оценивается "× (плохо)", а случай, когда флуоресцентная лампа, видимая через ламинированное стекло, не искажается, оценивается "○ (хорошо)". Оптическое искажение оценивают при 25°C.
[0091]
(5) Оценка величины оптического искажения
Ламинированное стекло изготавливают таким же способом, как в случае оценки свойств деаэрирования.
Величину оптического искажения измеряют с помощью устройства для наблюдения оптического искажения, описанного в JP-A H07-306152. Устройство для наблюдения оптического искажения содержит: узел источника света, который испускает свет освещения в направлении пропускающего свет объекта, который проверяется; проекционную плоскость, на которую проецируется свет освещения, проходящий через объект, который должен проверяться; секцию ввода изображения для генерирования градуированного изображения посредством захвата плоскости проецирования и секцию обработки изображений для определения присутствия или отсутствия искажения на основе изменения уровня градации градуированного изображения, генерируемого секцией ввода изображения. Конкретно, при оценке оптического искажения при использовании EYE DICHO-COOL HALOGEN (15V100W), производится Iwasaki Electric Co., Ltd., в качестве источника света, освещенность источника света, угол наклона экрана, где должно проецироваться изображение оптического искажения, и угол наклона камеры регулируются таким образом, что ламинированное стекло, содержащее однослойную пленку, имеющую коэффициент пропускания видимого света в соответствии с JIS R3211 (1988) (значение для Y при стандартном источнике освещения A, A-Y (380-780 нм)) 88% (используют "U4100», производится Hitachi High-Technologies Corporation), имеет величину оптического искажения 1,14, и что величина оптического искажения в состоянии без введения стекла устанавливается при 1,30. Оптическое искажение оценивают при условии температуры ламинированного стекла 25°C. В качестве величины оптического искажения, могут вычисляться значения в направлении по длине и в направлении по ширине. В данном случае, меньшее значение из двух используется в качестве величины оптического искажения. Используемый термометр представляет собой термометр контактного типа.
[0092]
Таблица 1
|
[0093]
Таблица 2
|
[0094]
Таблица 3
|
[0095]
[Таблица 4]
|
[0096]
[Таблица 5]
|
Промышленное применение
[0097]
Настоящее изобретение может предложить тисненый лист из термопластичной смолы, который дает возможность для повышения деаэрирования во время изготовления ламинированного стекла и подавления оптического искажения полученного в результате ламинированного стекла с целью улучшения видимости при использовании в качестве межлистовой пленки для ламинированного стекла, гравированный валок, используемый для изготовления тисненого листа из термопластичной смолы, способ изготовления гравированного валка, межлистовую пленку для ламинированного стекла, содержащую тисненый лист из термопластичной смолы, и ламинированное стекло.
Список ссылочных обозначений
[0098]
1. Гравированный валок
2. Дробеструйный аппарат
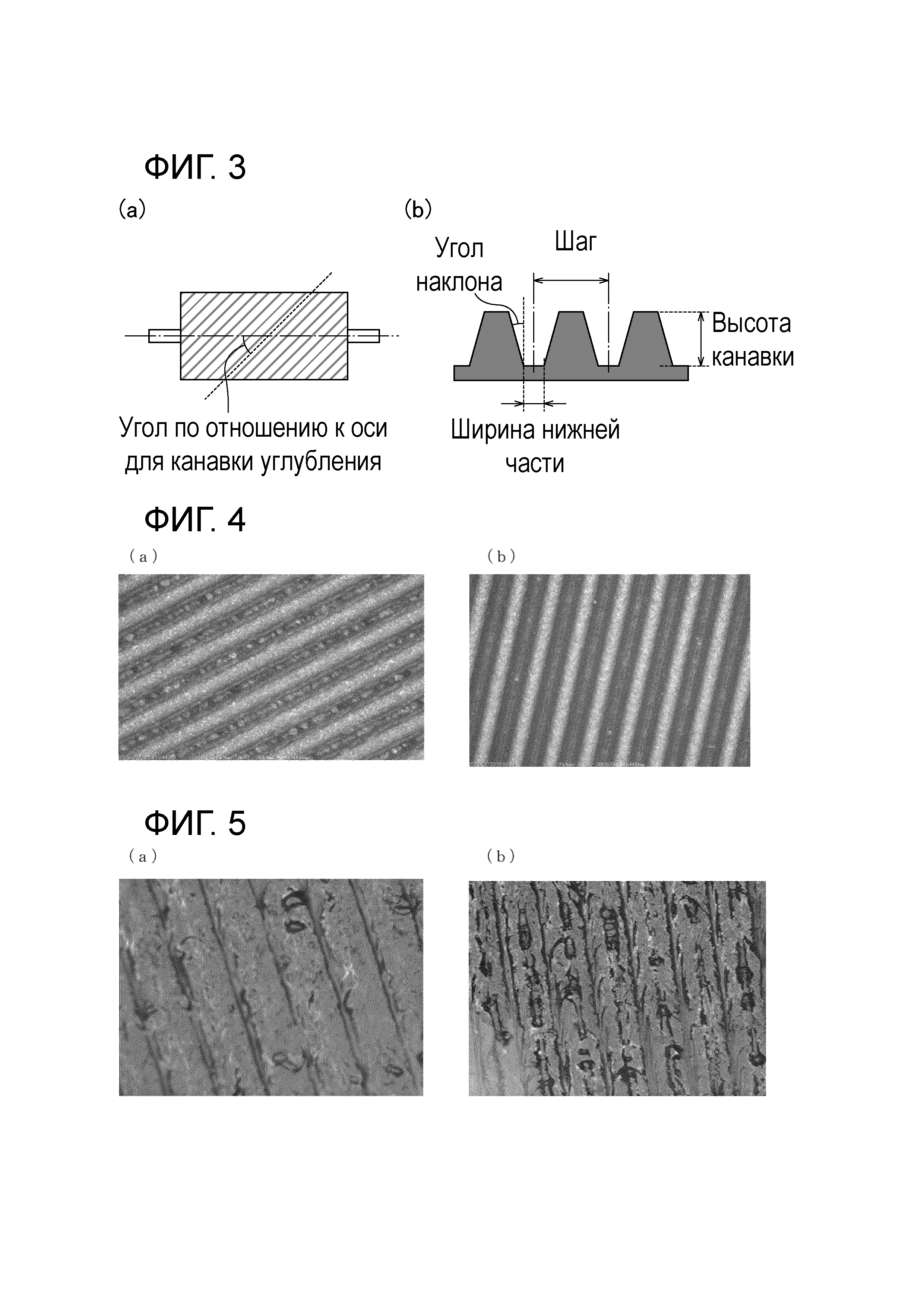
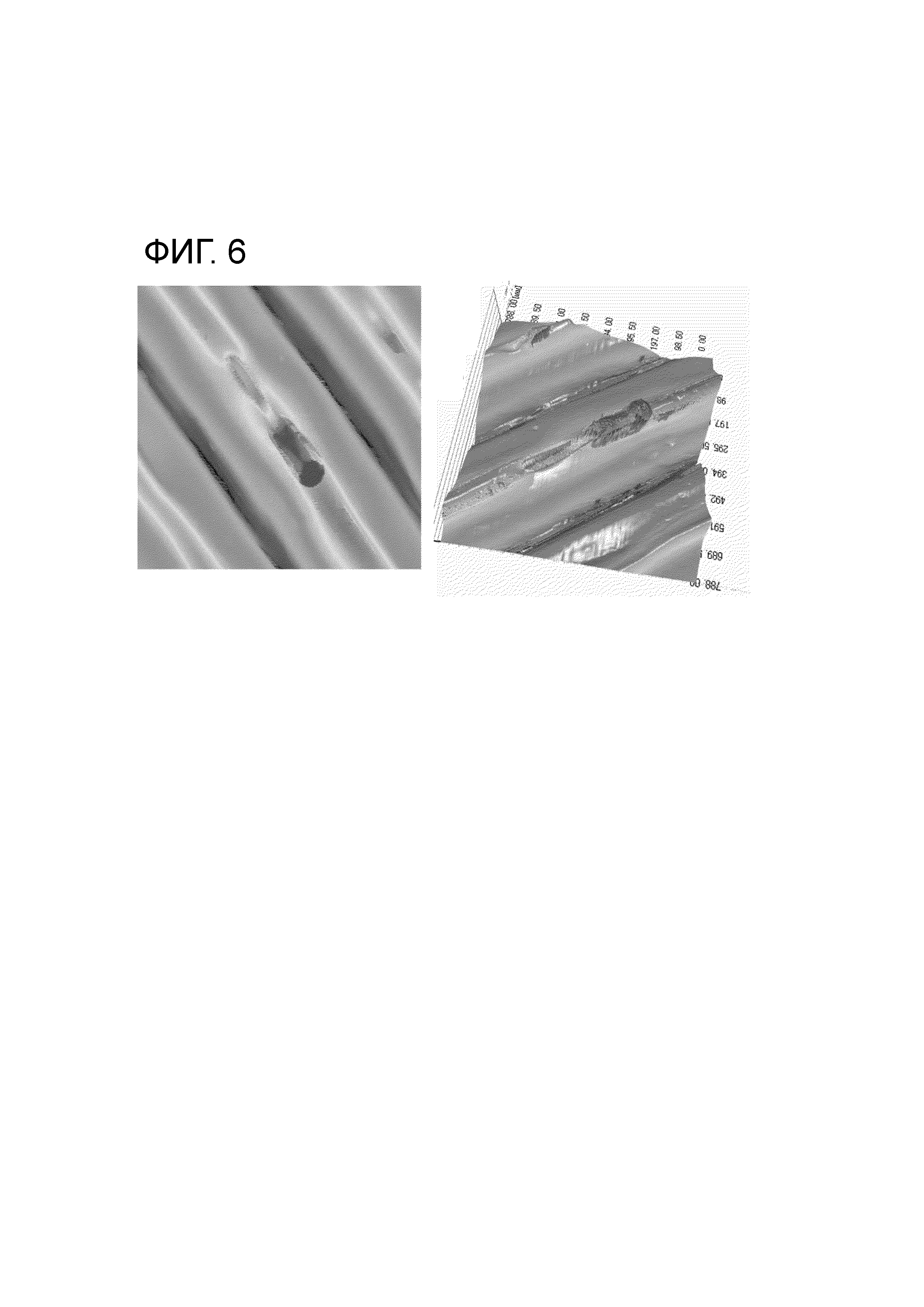
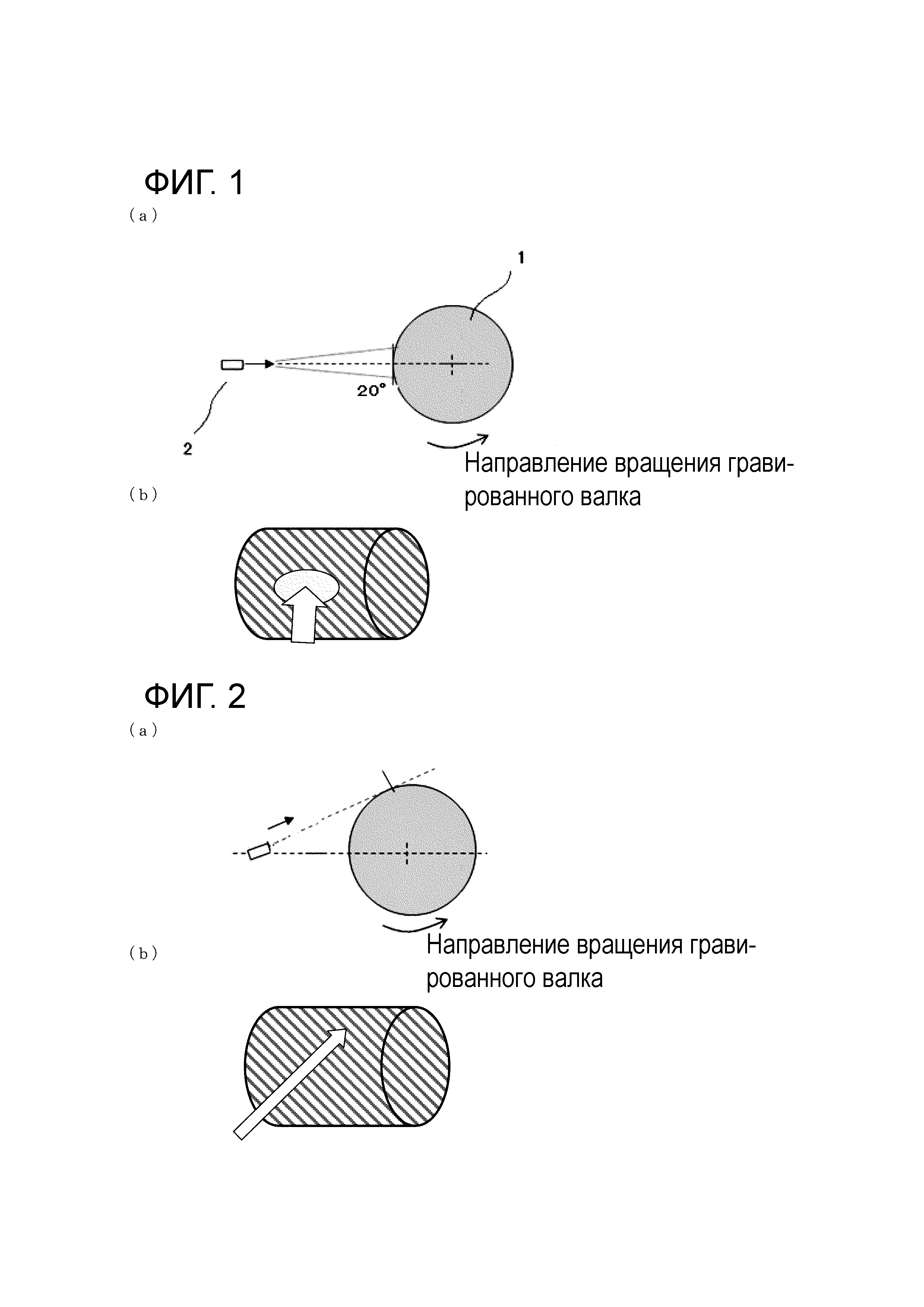
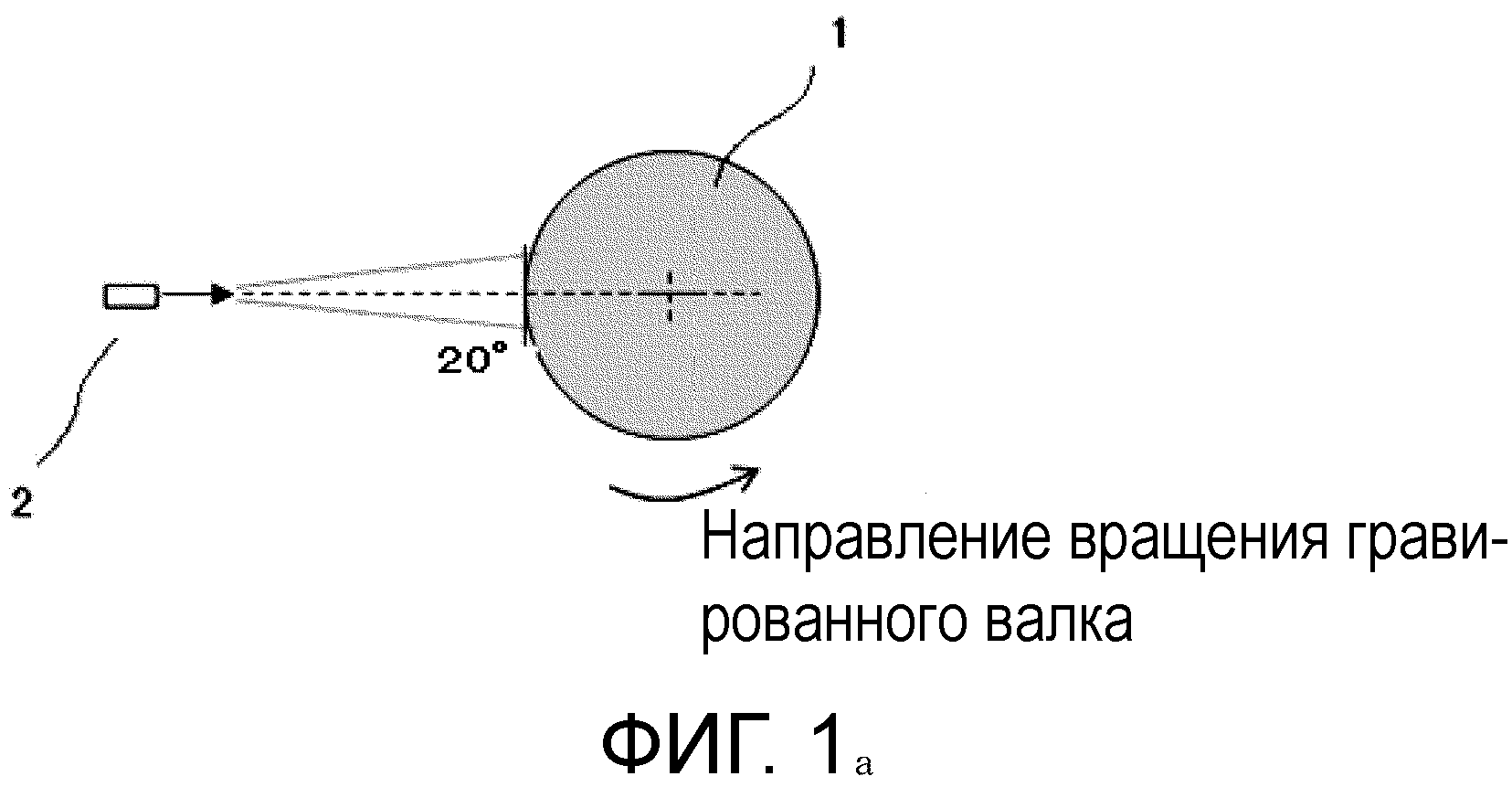
Промежуточный слой ламинированного стекла и ламинированное стекло
Межслойная пленка для многослойного стекла и многослойное стекло
Внутренний пленочный слой для ламинированного стекла и ламинированное стекло
Промежуточная пленка для многослойного стекла, рулонное изделие, многослойное стекло и способ изготовления многослойного стекла
Промежуточный слой ламинированного стекла и ламинированное стекло
Лобовое стекло транспортного средства
Промежуточная пленка для многослойного стекла, многослойное стекло и способ изготовления промежуточной пленки для многослойного стекла
Межслойная пленка для ламинированного стекла и ламинированное стекло
Промежуточная пленка стекла ветрового окна транспортного средства, смотанное в рулон изделие и стекло ветрового окна транспортного средства
Промежуточная пленка для многослойного стекла и многослойное стекло

