Результат интеллектуальной деятельности: СБОРОЧНАЯ УСТАНОВКА ДЛЯ ШИН И СПОСОБ ПОДАЧИ УДЛИНЕННОГО ЭЛЕМЕНТА НА ФОРМИРУЮЩИЙ БАРАБАН В ШИНОСБОРОЧНОЙ УСТАНОВКЕ
Вид РИД
Изобретение
Настоящее изобретение относится к сборочной установке для сборки шин, в которой удлиненный элемент подается на формирующий барабан посредством подающего устройства, включающего в себя транспортерную ленту.
Изобретение дополнительно относится к способу подачи удлиненного элемента на формирующий барабан в сборочной установке для шин.
Шина обычно содержит каркасную конструкцию, которая тороидально сформирована относительно оси вращения и которая включает в себя по меньшей мере один каркасный слой, который имеет противоположные в осевом направлении концевые сгибы в соответствующих кольцеобразных анкерных конструкциях, обычно именуемых ʺсердечниками борта шиныʺ, которые внедрены в зоны, обычно называемые "бортами".
В радиально внешней позиции по отношению к каркасной конструкции обеспечена брекерная конструкция, содержащая один или более брекерных слоев, которые расположены с радиальным наложением по отношению друг к другу и по отношению к каркасной конструкции.
Брекерная конструкция может дополнительно содержать в радиально внешней позиции, по меньшей мере на концах брекерных полос внизу, слой текстильных или металлических кордов, которые расположены по окружности (под 0 градусов). В шинах бескамерного типа дополнительно обеспечен радиально внутренний слой, который является прокладкой и который обладает характеристиками герметичности, для того чтобы обеспечить воздухонепроницаемость для самой шины.
В радиально внешней позиции по отношению к брекерной конструкции применено протекторное полотно, которое изготавливается из эластомерного материала и на которое наносится протекторный рисунок, служащий для контакта с поверхностью дороги.
Во внешней в осевом направлении позиции боковые стенки из эластомерного материала дополнительно нанесены на боковые поверхности каркасной конструкции, причем каждая из них проходит от одного из боковых краев протекторного полотна до места в соответствующей кольцеобразной анкерной конструкции для бортов.
Процесс по изготовлению шин предусматривает первый этап сборки шины, на котором различные компоненты шины, включающие в себя те, которые упомянуты выше, собираются на сборочной установке, с тем чтобы получить так называемую ʺзеленуюʺ (невулканизированную) шину, и последующие этапы формирования и вулканизации, на которых зеленая шина подвергается, в течение заданного периода времени, воздействию температуры и давления с целью вулканизации эластомерного материала ее компонентов, что обеспечивает стабильность окончательной конструкции шины.
Говоря более подробно, существуют известные процессы, в которых этап сборки предусматривает изготовление одного или более компонентов шины посредством нанесения одного или более удлиненных элементов на цилиндрическую поверхность (которая может быть внешней поверхностью формирующего барабана или внешней поверхностью полуобработанного продукта шины, который уже нанесен на формирующий барабан), вращающуюся относительно своей собственной оси.
Эти удлиненные элементы наносятся на формирующий барабан посредством подающего устройства, которое предназначено для того, чтобы забрать удлиненный элемент в бесконечной форме, например, из подающей бобины, отрезать его до желательного размера и, с помощью транспортерной ленты, перенести его с заданной скоростью на формирующий барабан в направлении, тангенциальном по отношению к его внешней поверхности.
В US2013/0160930 описывается способ нанесения слоя на формирующий барабан при сборке шин. Способ содержит этапы приема листа гибкого материала на транспортерной ленте транспортного стола, причем транспортерная лента может передвигаться при передаче в направлении X и снабжена множеством роликов, которые смонтированы на транспортерной ленте с возможностью их вращения, с тем чтобы они могли вращаться по отношению к оси, выровненной с направлением X.
В US2003/0019725 описана направляющая система для материалов, имеющая систему с ленточным транспортером, в которой полосы брекера, армированные кордами, транспортируются до заданной линии отрезания, причем транспортная система для брекера содержит множество транспортерных лент или групп транспортерных лент, которые могут управляться индивидуально.
Термин ʺудлиненный элементʺ должен пониматься как элемент, имеющий продольный размер, который намного превышает остальные размеры. Предпочтительно упомянутый удлиненный элемент образован только эластомерным материалом или содержит эластомерный материал, в который внедрены дополнительные конструктивные элементы.
Предпочтительно удлиненный элемент сформирован в виде полоски с плоским сечением. Предпочтительно дополнительные конструктивные элементы содержат один или более текстильных или металлических армирующих кордов. Такие армирующие корды предпочтительно располагаются параллельно друг другу и предпочтительно проходят в продольном направлении одного и того же удлиненного элемента.
Термин ʺсветовое излучениеʺ следует понимать как относящийся к электромагнитному излучению, имеющему частоту в диапазоне, соответствующем диапазонам видимого, инфракрасного и ультрафиолетового света.
Заявитель предварительно заметил, что неправильное нанесение удлиненного элемента на формирующий барабан может оказать соответствующее негативное влияние не качество сборки шины.
В частности, Заявитель заметил, что первой причиной неправильного нанесения является неправильное относительное положения между поверхностью транспортерной ленты, на которой поддерживается удлиненный элемент, и формирующим барабаном.
В этой связи Заявитель удостоверился в том, что толщина транспортерной ленты в общем случае является переменной как в продольном ее протяжении, так и в поперечном направлении, поэтому относительное расстояние между транспортерной лентой и цилиндрической внешней поверхностью формирующего барабана, на которую должен быть нанесен удлиненный элемент, не является постоянным. Следовательно, в то время как участок транспортерной ленты может оказаться слишком близким к поверхности формирующего барабана, другой участок той же транспортерной ленты может быть слишком далек от нее.
Заявитель дополнительно обнаружил, что этот недостаток становится еще хуже, если формирующий барабан управляется парой параллельных транспортерных лент, на каждой из которых расположен удлиненный элемент. Фактически в таком случае, обычно используемом для формирования на формирующем барабане взаимно симметричных пар компонентов шины, таких, например, как боковые стенки или вставки боковых стенок, в дополнение к изменению толщины в продольном направлении каждой одной ленты необходимо учитывать разницу в толщине между двумя лентами в области одного и тог же продольного участка.
Заявитель дополнительно подметил, что вторая причина неправильного нанесения удлиненного элемента на формирующий барабан определяется неточным измерением длины удлиненного элемента, подаваемого на формирующий барабан. Удлиненный элемент отрезается до желательной длины подходящим режущим инструментом, который управляется блоком управления, подсоединенным к датчику, который обнаруживает положение удлиненного элемента, когда он располагается на транспортерной ленте.
В результате неточное обнаружение положения удлиненного элемента приводит к отрезанию удлиненного элемента до длины, которая отличается от желательной.
Заявитель удостоверился в том, что среди разных систем для обнаружения положения удлиненного элемента на транспортерной ленте системой, обеспечивающей лучшие результаты, является оптическая система обнаружения. Такая система содержит источник света и детектор светового излучения, излучаемого этим источником, которые расположены на пути перемещения удлиненного элемента таким образом, что световое излучение, излучаемое источником, прерывается прохождением удлиненного элемента. В момент времени, когда система регистрирует прохождение удлиненного элемента, тем самым определяя положение его переднего конца, транспортерная лента побуждается к продвижению вперед, с тем чтобы продвинуть этот передний конец на расстояние от режущего инструмента, равное желательной длине, и вследствие этого режущий элемент приводится в действие, чтобы отрезать удлиненный элемент.
В технических решениях того типа, который описан в US2003/0019725, источник света и соответствующий детектор располагаются впереди по движению транспортерной ленты.
Однако Заявитель удостоверился в том, что такое решение имеет некоторые недостатки в части точности измерения удлиненного элемента, поскольку движение транспортерной ленты в общем случае подвержено ошибкам вследствие неточных размеров в тяговых элементах транспортерной ленты или явления проскальзывания удлиненного элемента по отношению к транспортерной ленте, иногда в результате внутренних натяжений по отношению к самому удлиненному элементу.
Для того чтобы преодолеть этот недостаток, Заявитель расположил оптическую систему обнаружения внутри транспортерной ленты, с тем чтобы удалить ее от режущего инструмента и уменьшить возможные значительные ошибки измерения в результате передвижения ленты после обнаружения положения удлиненного элемента на ленте.
Такой результат был получен за счет удвоения транспортерных лент, так что каждый удлиненный элемент подавался на формирующий барабан парой транспортерных лент, которые были параллельны и отстояли друг от друга, с тем чтобы обеспечить в пространстве, оставленном свободным между лентами, прохождение светового излучения оптической системы обнаружения.
Однако Заявитель удостоверился в том, что управление удлиненным элементом с парой транспортерных лент влечет за собой дополнительные соответствующие недостатки, включающие в себя, в добавление к общему повышению уровней сложности для конструирования установки и обслуживания ее, тот факт, что возникают ошибки, связанные как с точностью отрезания при операции отрезания, так и с нанесением удлиненного элемента на формирующий барабан, которые вызываются разницей в скорости управления двумя транспортерными лентами, что приводит к явлению бокового отклонения или к более выраженному явлению проскальзывания удлиненного элемента на транспортерных лентах, возникающего из-за уменьшения его опорной поверхности, которая обычно обеспечивается для удлиненного элемента.
Заявитель дополнительно установил, что даже использование транспортерных лент с уменьшенными насколько возможно размерными допусками не является достаточным для обеспечения точности и надежности во времени нанесения удлиненного элемента посредством транспортерной ленты на формирующий барабан.
На основе этих наблюдений Заявитель осознал, что за решение проблемы можно взяться, встав на другую точку зрения, учитывающую неизбежность наличия размерных допусков транспортерной ленты и ее механизма подачи, и действуя таким образом, чтобы сделать эти необязательные размерные неоднородности повторяемыми для каждого удлиненного элемента, который подается на формирующий барабан.
Заявитель поэтому обнаружил, что фиксированная связь элемента обнаружения с конкретным участком транспортерной ленты устанавливает опорную точку на самой транспортерной ленте, которая обеспечивает установку относительного положения каждого другого участка ленты и, в то же время, позволяет установить положение возможного переднего конца удлиненного элемента, поддерживаемого на транспортерной ленте, относительно этого участка.
На практике, в первом своем аспекте изобретение относится к шиносборочной установке, содержащей формирующий барабан и подающее устройство для подачи удлиненного элемента по направлению к формирующему барабану.
Предпочтительно упомянутое подающее устройство содержит по меньшей мере одну транспортерную ленту, которая проходит в направлении подачи между зоной загрузки, в которой упомянутый удлиненный элемент загружается на упомянутую транспортерную ленту, и зоной выгрузки, в которой упомянутый удлиненный элемент выгружается с упомянутой транспортерной ленты.
Предпочтительно упомянутое подающее устройство содержит двигательный элемент, который служит для передвижения упомянутой по меньшей мере одной транспортерной ленты между упомянутой зоной загрузки и упомянутой зоной выгрузки.
Предпочтительно упомянутое подающее устройство содержит блок управления, который служит для управления загрузкой упомянутого удлиненного элемента на упомянутую транспортерную ленту и передвижением упомянутой по меньшей мере одной транспортерной ленты.
Предпочтительно упомянутое подающее устройство содержит по меньшей мере первый элемент обнаружения, который жестко связан с первым участком упомянутой по меньшей мере одной транспортерной ленты.
Предпочтительно упомянутое подающее устройство содержит датчик, который фиксирован и независим по отношению к упомянутой по меньшей мере одной транспортерной ленты, и который служит для обнаружения положения упомянутого первого участка по отношению к упомянутому подающему устройству.
Предпочтительно упомянутый блок управления служит для управления загрузкой упомянутого удлиненного элемента на упомянутую транспортерную ленту, когда упомянутый первый участок находится на заданном опорном расстоянии от упомянутой зоны загрузки.
Заявитель установил, что сборочная установка, которая выполнена таким образом, обеспечивает этап нанесения удлиненного элемента на формирующий барабан, который является более точным по сравнению с традиционной установкой, без какого-либо повышения стоимости изготовления и управления этой установки.
На практике характеристики сборочной установки по настоящему изобретению позволяют подавать каждый удлиненный элемент повторяющимся образом, потому что каждый удлиненный элемент равной длины поддерживается по существу постоянно на одном и том же участке транспортерной ленты.
Во втором своем аспекте изобретение относится к способу подачи посредством подающего устройства, включающего в себя по меньшей мере одну транспортерную ленту, удлиненного элемента к формирующему барабану в шиносборочной установке.
Предпочтительно обеспечена возможность для жесткой связи по меньшей мере одного первого элемента обнаружения с первым участком упомянутой, по меньшей мере оной, транспортерной ленты.
Предпочтительно обеспечена возможность для расположения в зоне загрузки упомянутого подающего устройства переднего конца упомянутого удлиненного элемента на заданном опорном расстоянии от упомянутого первого участка.
Предпочтительно обеспечена возможность для обнаружения положения упомянутого первого участка по отношению к упомянутому подающему устройству посредством взаимодействия между упомянутым, по меньшей мере одним, первым элементом обнаружения и датчиком, который расположен на упомянутом подающем устройстве фиксировано и независимо по отношению к упомянутой транспортерной ленте.
Предпочтительно обеспечена возможность для вычисления, в соответствии с обнаруженным положением упомянутого первого участка, передвижения упомянутой по меньшей мере одной транспортерной ленты, которое необходимо для перенесения упомянутого первого участка на упомянутое опорное расстояние от упомянутой зоны загрузки.
Предпочтительно обеспечена возможность для продвижения упомянутой по меньшей мере одной транспортерной ленты по направлению к зоне выгрузки упомянутого подающего устройства до тех пор, пока упомянутый удлиненный элемент не будет нанесен на формирующий барабан.
Предпочтительно обеспечена возможность для перенесения в соответствии с вычисленным передвижением упомянутого первого участка упомянутой по меньшей мере одной транспортерной ленты на упомянутое опорное расстояние от упомянутой зоны загрузки.
Предпочтительно обеспечена возможность для расположения переднего конца следующего удлиненного элемента на упомянутой транспортерной ленте.
Заявитель удостоверился в том, что в результате этого способа каждый удлиненный элемент располагается по существу в зоне одного и того же участка транспортерной ленты.
Таким образом, проще управлять положением транспортерной ленты относительно формирующего барабана, поскольку эта операция позиционирования не должна принимать во внимание любые потенциальные изменения размеров транспортерной ленты на участках, которые не вмещают удлиненных элементов, последовательно поддерживаемых на ней, чтобы быть доставленными к формирующему барабану.
Кроме того, этот способ может быть с успехом применен к подаче удлиненных элементов, которые не должны отрезаться в зоне транспортерной ленты, в которой определен первый участок, или которые отрезаются на основе другой системы управления.
Настоящее изобретение, по меньшей мере в одном из вышеупомянутых аспектов его, может иметь по меньшей мере один из предпочтительных признаков, описанных ниже.
Предпочтительно упомянутый блок управления служит для приведения в действие загрузки упомянутого удлиненного элемента на упомянутую транспортерную ленту, когда упомянутый первый участок находится в упомянутой зоне загрузки, располагая передний конец упомянутого удлиненного элемента на упомянутом первом участке.
Таким образом, возможно точно обнаруживать положение удлиненного элемента в любом желаемом месте поступательного передвижения транспортерной ленты без всякой необходимости в использовании параллельных транспортерных лент. В результате такой возможности удлиненный элемент может отрезаться до желаемого размера.
В предпочтительном варианте осуществления упомянутое подающее устройство содержит режущий инструмент, который выполнен с возможностью отрезания упомянутого удлиненного элемента до заданно размера.
Таким образом, подающее устройство способно к отрезанию удлиненного элемента до заданного размера, с тем чтобы нанести его на формирующий барабан с желаемой длиной.
Предпочтительно упомянутый режущий инструмент располагается в зоне загрузки.
Предпочтительно упомянутый датчик выполняется с возможностью обнаружения положения упомянутого переднего конца упомянутого удлиненного элемента на упомянутом первом участке на заданном расстоянии от упомянутого режущего инструмента.
Предпочтительно упомянутый режущий инструмент приводится в действие упомянутым блоком управления, для того чтобы отрезать упомянутый удлиненный элемент в соответствии с положением на упомянутом первом участке упомянутого переднего конца упомянутого удлиненного элемента, обнаруженного упомянутым датчиком.
При этом датчик может располагаться на расстоянии от режущего инструмента, которое немного меньше чем минимальная длина, при которой он должен резать, так что продвижении транспортерной ленты после обнаружения положения переднего конца является как можно малым, с тем чтобы минимизировать любые ошибки передвижения транспортерной ленты.
Предпочтительно упомянутый по меньшей мере один первый элемент обнаружения имеет протяженность в упомянутом направлении подачи, которая меньше 10%, а в наиболее предпочтительном случае меньше 5% от протяженности в упомянутом направлении подачи упомянутой по меньшей мере одной транспортерной ленты.
Предпочтительно упомянутый по меньшей мере один первый элемент обнаружения имеет протяженность в упомянутом направлении подачи, которая находится между 50 и 300 мм, а в наиболее предпочтительном случае равна 10 мм.
Таким образом, первый участок имеет ограниченную протяженность в продольном направлении, так что участок транспортерной ленты, на котором поддерживается удлиненный элемент, по существу всегда один и тот же.
Кроме того, ограниченная протяженность в продольном направлении позволяет в некоторых вариантах осуществления элемента обнаружения не ухудшить характеристики механической устойчивости.
В предпочтительном варианте осуществления изобретения на втором участке упомянутой по меньшей мере одной транспортерной ленты, причем этот второй участок четко различим и отделен от упомянутого первого участка, обеспечен по меньшей мере один второй элемент обнаружения, который предназначен для взаимодействия с упомянутым датчиком или с вспомогательным датчиком, для того чтобы обнаруживать присутствие заднего конца упомянутого удлиненного элемента.
Таким образом, возможно также точно обнаруживать задний конец удлиненного элемента и поэтому вычислять длину удлиненного элемента, который получатся в результате операции отрезания и который подается к формирующему барабану.
Предпочтительно упомянутый по меньшей мере один второй элемент обнаружения обеспечен для взаимодействия с вспомогательным датчиком, который расположен в упомянутой зоне загрузки.
Таким образом, для того чтобы обнаружить задний конец, не нужно ждать прохождения второго участка в зоне датчика, которая в общем случае может быть расположена на заданном расстоянии от зоны загрузки, и это с успехом позволяет ограничивать как длину транспортерной ленты, так и продолжительность циклов подачи.
Предпочтительно упомянутый по меньшей мере один второй элемент обнаружения имеет протяженность в упомянутом направлении подачи, которая находится в пределах от 300 до 700 мм.
Предпочтительно упомянутый по меньшей мере один первый элемент обнаружения или упомянутый по меньшей мере один второй элемент обнаружения располагается на продольной оси упомянутой по меньшей мере одной транспортерной ленты.
Таким образом, каждая транспортерная лент, если она не снабжена вторым элементом обнаружения, может быть смонтирована в одном направлении или в другом, и в том случае, если подающие устройства содержат множество параллельных лент, каждая лента может быть смонтирована в любом положении без какой-либо необходимости в обеспечении комплекта лент, соответствующих каждому типу расположения.
В предпочтительном альтернативном варианте упомянутый по меньшей мере один первый элемент обнаружения или упомянутый по меньшей мере один второй элемент обнаружения располагается в шахматном порядке относительно продольной оси упомянутой по меньшей мере одной транспортерной ленты.
Таким образом, настоящее изобретение может быть также применено к транспортерным лентам, которые входят в зацепление направляющими выступами, которые проходят вдоль продольной оси ленты на стороне, противоположной опорной поверхности удлиненного элемента.
В варианте осуществления на упомянутом первом участке обеспечено множество элементов обнаружения.
В наиболее предпочтительном случае упомянутое множество первых элементов обнаружения расположено симметрично относительно продольной оси упомянутой по меньшей мере одной транспортерной ленты.
Подобным образом предпочтительно, чтобы на упомянутом втором участке было обеспечено множество вторых элементов обнаружения.
Кроме того, предпочтительно, чтобы упомянутое множество вторых элементов обнаружения располагалось симметрично относительно продольной оси упомянутой по меньшей мере одной транспортерной ленты.
В результате этого признака настоящее изобретение может быт также применено к транспортерным лентам, которые входят в зацепление направляющими выступами, которые также проходят вдоль продольной оси ленты на стороне, противоположной опорной поверхности удлиненного элемента, при наличии множества (первых и/или вторых) элементов обнаружения.
В предпочтительном варианте осуществления упомянутый датчик является датчиком оптического типа и содержит детектор светового излучения.
В первом варианте осуществления упомянутый по меньшей мере один первый элемент обнаружения или упомянутый по меньшей мере один второй элемент обнаружения содержит излучатель светового излучения.
В этом случае обеспечена возможность того, что световое излучение будет введено в транспортерную ленту и будет излучаться в зоне ее первого участка.
В альтернативном варианте осуществления упомянутый датчик содержит излучатель светового излучения, который отделен и независим по отношению к упомянутой транспортерной ленте.
Предпочтительно упомянутый излучатель светового излучения и упомянутый детектор светового излучения располагаются с одной и той же стороны упомянутой по меньшей мере одной транспортерной ленты, и упомянутый по меньшей мере один первый элемент обнаружения или упомянутый по меньшей мере один второй элемент обнаружения содержит отражающий элемент для упомянутого светового излучения.
Таким образом, не нужно обязательно располагать излучатель светового излучения и соответствующий детектор с противоположных сторон транспортерной ленты, что упрощает управление датчиком.
Предпочтительно упомянутый по меньшей мере один первый элемент обнаружения или упомянутый по меньшей мере один второй элемент обнаружения содержит канавку, которая имеет замкнутый контур и которая образована в упомянутой по меньшей мере одной транспортерной ленте в упомянутом направлении подачи.
Таким образом, любой отражающий элемент или излучатель светового излучения может быть размещен в транспортерной ленте в защищенной позиции, не вступая в прямой контакт с удлиненным элементом, который может вызывать нежелательное явление износа.
В предпочтительном альтернативном варианте изобретения упомянутый по меньшей мере один первый элемент обнаружения или упомянутый по меньшей мере один второй элемент обнаружения содержит проходное отверстие, которое имеет замкнутый контур и которое образовано в упомянутой по меньшей мере одной транспортерной ленте в упомянутом направлении подачи.
В результате этого признака получено решение для установки, которое является очень простым и недорогим. Кроме того, это решение может быть также с готовностью реализовано в существующих сборочных установках с простой модификацией транспортерной ленты.
Предпочтительно упомянутый излучатель светового излучения и упомянутый детектор светового излучения располагаются с одной и той же стороны упомянутой по меньшей мере одной транспортерной ленты, а с противоположной стороны упомянутой по меньшей мере одной транспортерной ленты устанавливается отражающий элемент, который предназначен для отражения светового излучения, излучаемого упомянутым излучателем светового излучения, по направлению к упомянутому детектору светового излучения, когда выравнивается с упомянутым отверстием.
Предпочтительно упомянутое отверстие или упомянутая канавка имеет ширину в пределах от 5 мм до 30 мм, в наиболее предпочтительном случае 10 мм.
Таким образом, обеспечено адекватное прохождение светового излучения без ухудшения характеристик механической устойчивости транспортерной ленты.
В предпочтительном варианте осуществления изобретения обнаружение положения упомянутого первого участка по отношению к упомянутому подающему устройству содержит:
- регистрацию, посредством датчика, сигнала, соответствующего прибытию упомянутого, по меньшей мере одного, первого элемента обнаружения в зону обнаружения, которая контролируется упомянутым датчиком;
- присвоение регистрации упомянутого сигнала положения упомянутого первого участка в упомянутой зоне обнаружения.
Предпочтительно продолжительность обнаружения упомянутого сигнала сравнивается с минимальным значением продолжительности, и положение упомянутого первого участка присваивается регистрации упомянутого сигнала, если упомянутая продолжительность превышает упомянутое минимальное значение.
Таким образом, устраняются ложные обнаружения сигнала, которые могут быть присвоены присутствию в зоне обнаружения областей транспортировочной ленты, отличающихся от первого или, когда это применимо, второго элемента обнаружения. В частности, когда некоторые транспортерные ленты огорожены кольцеобразным образом посредством ограждения зигзагообразного типа, световое излучении может проходить через ограждение (или отражаться от него), генерируя ложные сигналы, продолжительность которых, однако, очень ограниченна.
В предпочтительном варианте осуществления изобретения упомянутый первый участок доставляется в упомянутую зону загрузки, и упомянутый удлиненный элемент загружается на упомянутую, по меньшей мере одну, транспортерную ленту, располагая упомянутый передний конец на упомянутом первом участке.
Таким образом, опорное расстояние, заданное зоной загрузки, на которое первый участок доставляется после загрузки на него удлиненного элемента, по существу равно нулю, и передний конец удлиненного элемента точно располагается на нем.
Предпочтительно дополнительно обнаруживается положение упомянутого переднего конца упомянутого удлиненно элемента на упомянутом первом участке по отношению к упомянутому подающему устройству.
Кроме того, положение упомянутого переднего конца упомянутого удлиненного элемента предпочтительно обнаруживается посредством взаимодействия между упомянутым, по меньшей мере одним, элементом обнаружения и упомянутым датчиком.
Предпочтительно обнаружение положения упомянутого переднего конца упомянутого удлиненного элемента на упомянутом первом участке по отношению к упомянутому подающему устройству содержит:
- регистрацию начала обнаружения упомянутом датчиком упомянутого сигнала, соответствующего прибытию упомянутого, по меньшей мере одного, первого элемента обнаружения в зону обнаружения, контролируемую упомянутым датчиком,
- регистрацию окончания обнаружения упомянутым датчиком упомянутого сигнала,
- сравнение продолжительности обнаружения упомянутого сигнала с максимальным значением продолжительности, и, если упомянутая продолжительность меньше упомянутого максимального значения, присвоение упомянутому окончанию обнаружения упомянутого сигнала положения упомянутого переднего конца упомянутого удлиненного элемента в упомянутой зоне обнаружения.
В результате этого признака положение переднего конца удлиненного элемента устанавливается в точное время.
Более того, фиксируя максимальное значение продолжительности, можно обеспечить, чтобы максимальное значение соответствовало продолжительности прохождения первого элемента обнаружения в зоне обнаружения, препятствуя присвоению окончания обнаружения положению переднего конца даже при отсутствии удлиненного элемента на первом участке.
Предпочтительно положение упомянутого переднего конца удлиненного элемента присваивается упомянутому окончанию обнаружения упомянутого сигнала, если упомянутая продолжительность меньше упомянутого максимального значения и больше минимально значения.
Также в этом случае устраняется возможность, относящаяся к упомянутому выше появлению ложных обнаружений положения переднего конца удлиненного элемента в результате наличия на транспортерной ленте ограниченных зон, которые допускают прохождение или отражение светового излучения.
Предпочтительно упомянутый удлиненный элемент отрезается до заданного размера до нанесения на упомянутый формирующий барабан.
В наиболее предпочтительном случае упомянутый удлиненный элемент отрезается до упомянутого заданного размера режущим инструментом, который обеспечен в упомянутой зоне загрузки.
Предпочтительно упомянутая, по меньшей мере одна, транспортерная лента передвигается в упомянутом направлении подачи, для того чтобы переместить упомянутый передний конец упомянутого удлиненного элемента от упомянутого режущего инструмента.
Предпочтительно положение упомянутого переднего конца упомянутого удлиненного элемента на упомянутом первом участке обнаруживается упомянутым датчиком на расстоянии от упомянутого режущего инструмента, которое меньше упомянутого заданного размера, до которого должен отрезаться упомянутый удлиненный элемент.
Предпочтительно, после того как упомянутое положение упомянутого переднего конца будет определено, упомянутая, по меньшей мере одна, транспортерная лента передвигается в упомянутом направлении подачи на длину, равную разности между упомянутым заданным размером и упомянутым расстоянием, и упомянутый удлиненный элемент отрезается упомянутым режущим инструментом таким образом, чтобы получить точно отрезанный удлиненный элемент.
Таким образом, продвижение транспортерной ленты, следующее за обнаружением положения переднего конца, насколько возможно мало, сводя к минимуму любые ошибки передвижения.
В предпочтительном варианте изобретения упомянутый по меньшей мере один первый элемент обнаружения содержит проходное отверстие, которое имеет замкнутый контур и которое образовано в упомянутой по меньшей мере одной транспортерной ленте в упомянутом направлении подачи, и когда это отверстие находится в упомянутой зоне обнаружения, упомянутый датчик обнаруживает световое излучение, которое проходит от одной к другой стороне упомянутой транспортерной ленты.
Предпочтительно задний конец упомянутого удлиненного элемента располагается на втором участке упомянутой по меньшей мере одной транспортерной ленты, причем второй участок четко различим и отделен от упомянутого первого участка, и с ним жестко связан по меньшей мере второй элемент обнаружения.
Предпочтительно обнаруживается положение упомянутого заднего конца упомянутого удлиненного элемента на упомянутом втором участке по отношению к упомянутому подающему устройству посредством взаимосвязи между упомянутым, по меньшей мере одним, вторым элементом обнаружения и упомянутым датчиком.
Предпочтительно альтернативно обнаруживается положение упомянутого заднего конца упомянутого удлиненного элемента на упомянутом втором участке по отношению к упомянутому подающему устройству посредством взаимосвязи между упомянутым, по меньшей мере одним, вторым элементом обнаружения и вспомогательным датчиком, который расположен в упомянутой зоне загрузки фиксировано и независимо от упомянутой транспортерной ленты.
В первом случае возможно обнаруживать как передний конец, так и задний конец удлиненного элемента одним и тем же датчиком, тогда как во втором случае, располагая вспомогательный датчик соответствующим образом, возможно использовать более короткую транспортерную ленту и поддерживать сокращенную продолжительность циклов.
Признаки и преимущества изобретения будут более понятны из подробного описания предпочтительных вариантов его осуществления, которые иллюстрируются неограничивающими примерами со ссылками на прилагаемые чертежи, на которых:
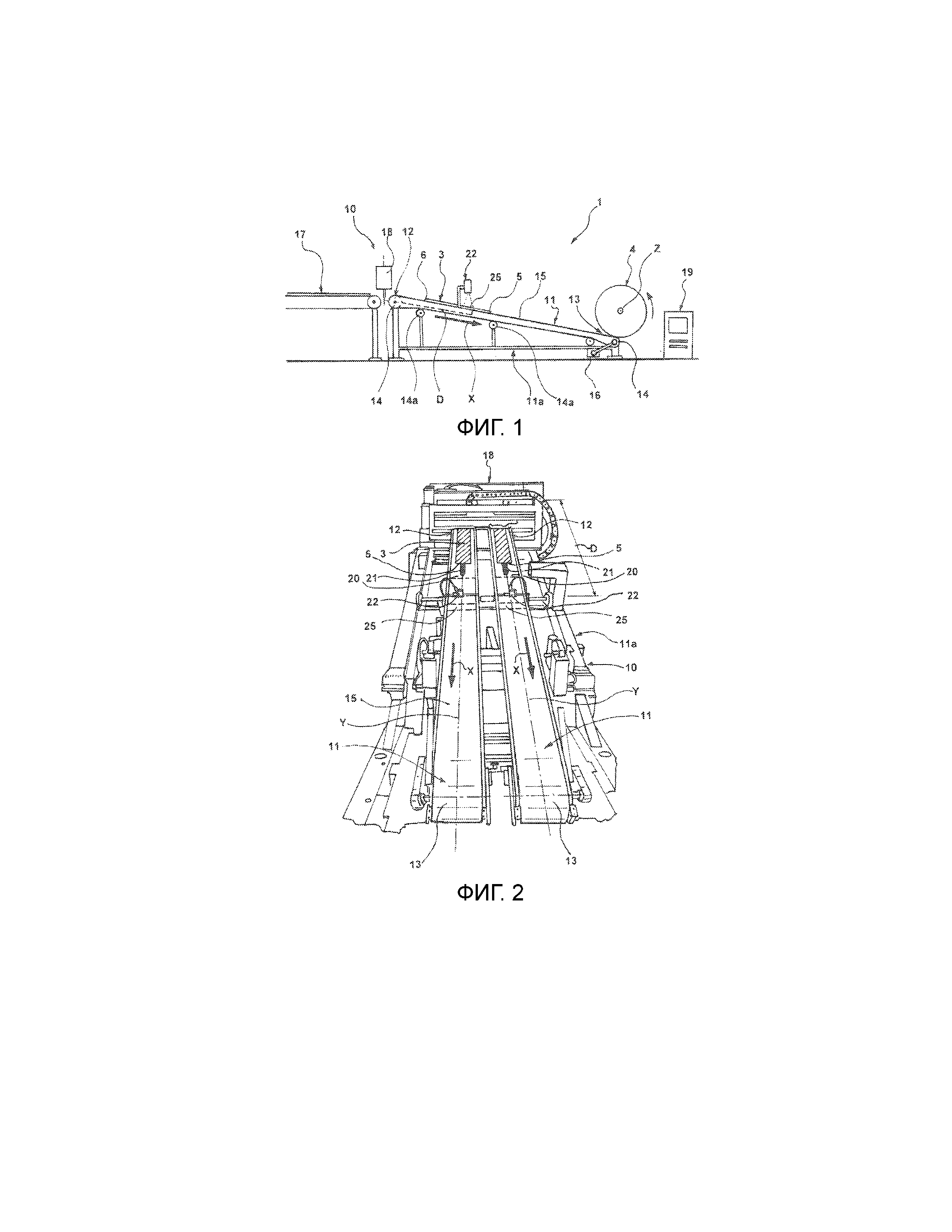
Фиг. 1 - схематическое представление вида сбоку шиносборочной установки, которая выпалена в соответствии с настоящим изобретением;
Фиг. 2 - схематическое представление вида спереди подающего устройства шиносборочной установки с фиг. 1;
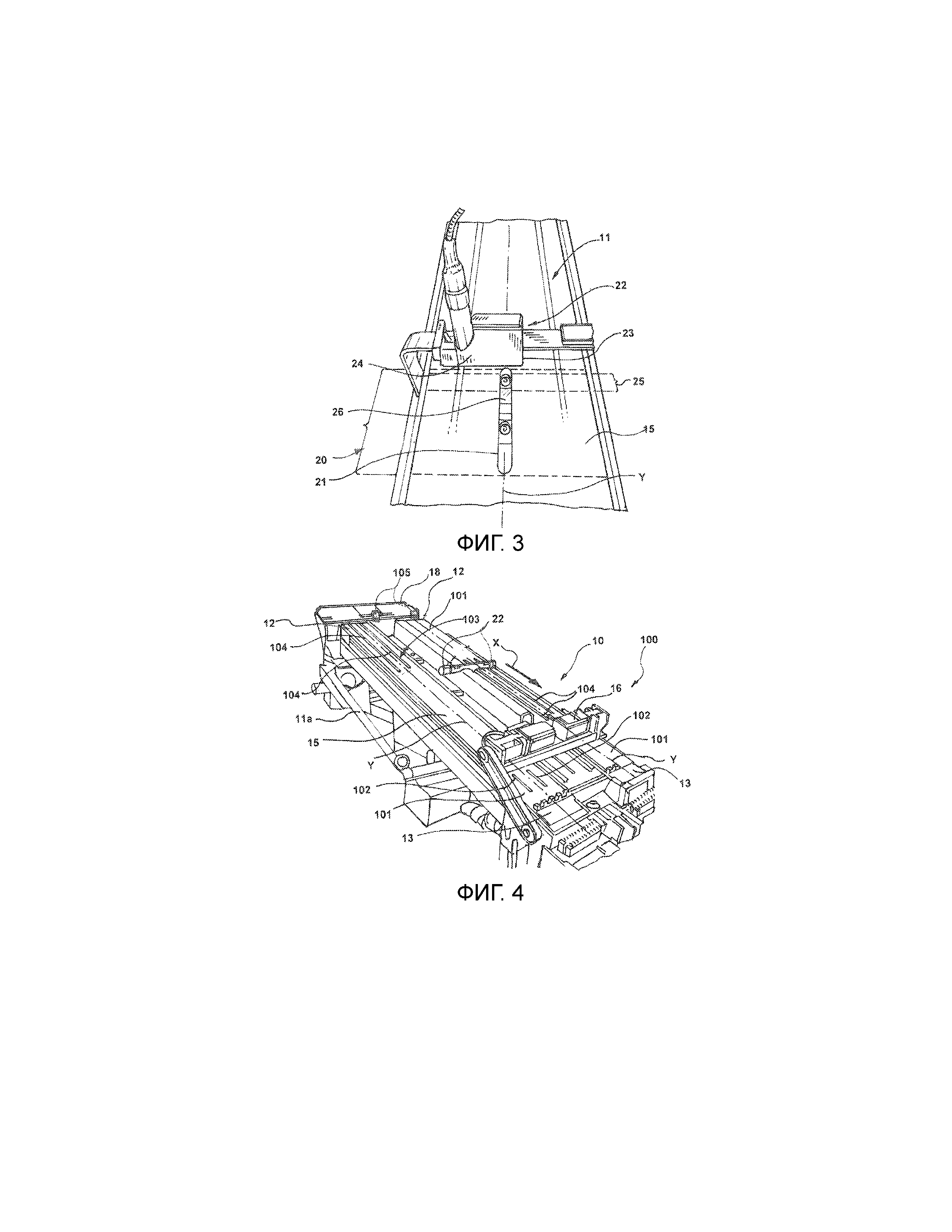
Фиг. 3 - вид в увеличенном масштабе участка подающего устройства, показанного на фиг. 2; и
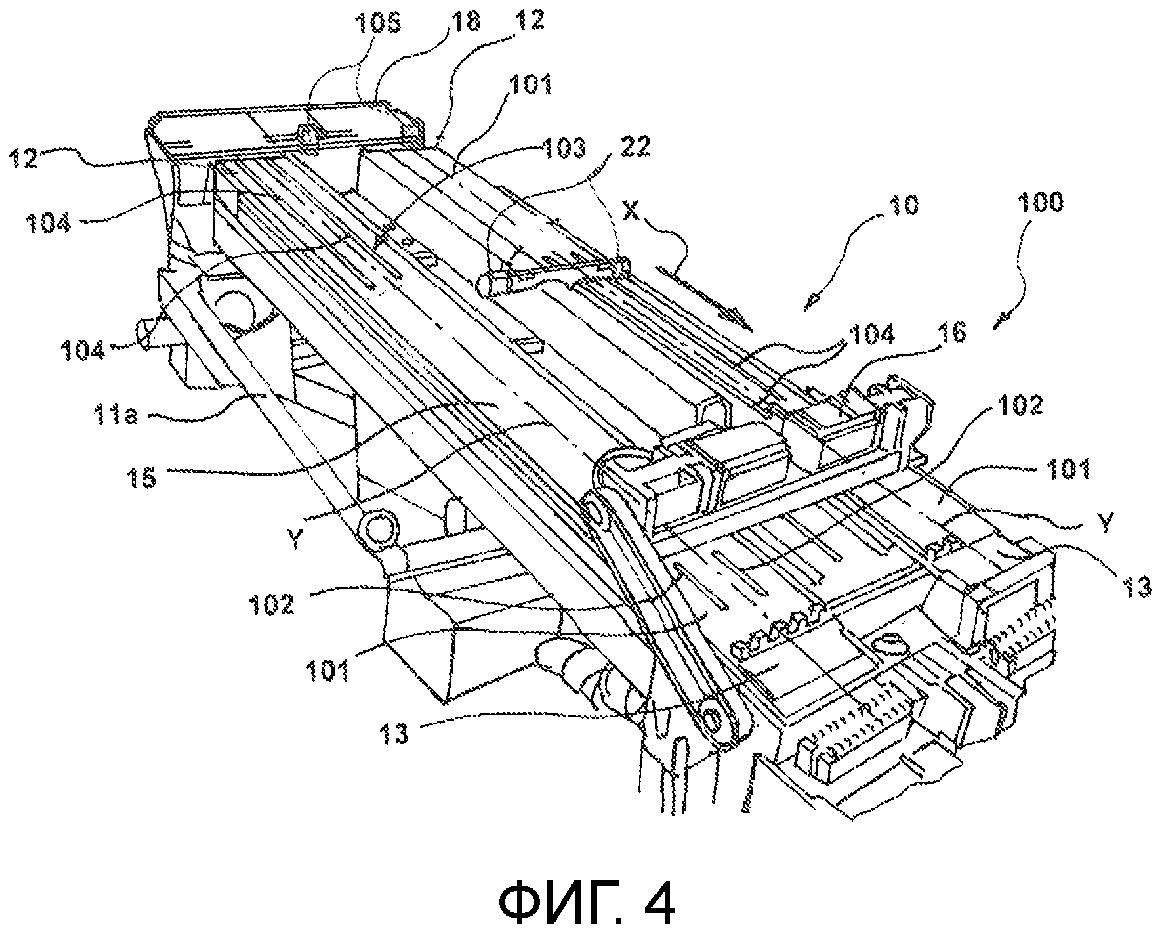
Фиг. 4 - вид варианта конструктивного исполнения подающего устройства, показанного на фиг. 2.
При ссылках на прилагаемые чертежи позицией 1 в общем случае обозначена шиносборочная установка, которая выполнена в соответствии с настоящим изобретением.
Установка 1 содержит по меньшей мере одну сборочную станцию, на которой удлиненный элемент 3 распределяется по радиально внешней поверхности формирующего барабана 4 или компонента шины, который расположен на нем.
Предпочтительно установка 1 содержит множество сборочных станций, которые расположены в позициях, примыкающих друг к другу, с тем чтобы формирующий барабан мог с готовностью перемещаться между ними в соответствии с заданным порядком, который определяется последовательностью удлиненных элементов, которые должны наноситься на него, для того чтобы сформировать шину, подлежащую сборке.
Формирующий барабан 4 имеет в общем случае цилиндрическую форму и предпочтительно монтируется на моторизованном опорном блоке (не показан на прилагаемых чертежах), который обеспечивает его вращение относительно его собственной оси Z и его перемещение от одной сборочной станции к другой.
Каждая сборочная станция дополнительно содержит подающее устройство 10, которое служит для подачи удлиненного элемента 3 по направлению к формирующему барабану 4 и для нанесения его на радиально внешнюю поверхность, имеющуюся на нем.
Удлиненный элемент 3 проходит в превалирующем продольном направлении между передним концом 5 и задним концом 6 и может быть образован любым компонентом шины в соответствии с типом шины, которая подлежит сборке на установке 1. Например, он может быть образован слоем каркаса, полосой брекера, прокладкой или комплексом (многослойной структурой, содержащей прокладку, субпрокладку, износостойкий материал), или же боковой вставкой или боковиной (боковины обычно подаются парами).
Удлиненный элемент 3 может поэтому быть образован непрерывной полосой эластомерного материала, который снабжен армирующими кордами, или только эластомерным материалом и/или любым другим армирующим элементом, который с успехом подходит для сборки шины, как известно в соответствующей области техники.
Подающее устройство 10 содержит по меньшей мере одну транспортерную ленту 11, которая монтируется на раме 11 и которая проходит в направлении Х подачи между зоной 12 загрузки, в которой удлиненный элемент 3 загружается на транспортерную ленту 11, и зоной 13 выгрузки, в которой удлиненный элемент 3 выгружается с транспортерной ленты 11.
В предпочтительном варианте осуществления, описываемом здесь со ссылками на фиг. 1-3, подающее устройство 10 выполнено с возможностью подачи на формирующий барабан 4 пары удлиненных элементов, которые предназначены для формирования боковых вставок шины, и поэтому содержит пару транспортерных лент 11, которые по существу идентичны друг другу и которые расположены параллельно.
Ниже будет подробно описана одна транспортерная лента, но следует понимать, что те же самые характеристики будут также относиться к другой из пары транспортерных лент и могут быть отнесены к подающим устройствам, которые содержа одну транспортерную ленту.
Предпочтительно зона 12 загрузки и зона 13 выгрузки соответствуют продольным концам транспортерной ленты 11. Кроме того, зона 13 выгрузки расположена вблизи поверхности формирующего барабана 4 на заданном растяни, с тем чтобы способствовать нанесению на него удлиненного элемента 3.
Транспортерная лента 11 замкнута кольцеобразным образом относительно роликов 14, которые поддерживаются с возможностью их вращения на раме 11a, так что на транспортерной ленте 11 остается определенная опорная поверхность 15, которая обращена вверх и на которой располагается удлиненный элемент 3.
Транспортерная лента 11 приводится во вращение вкруг роликов 14 приводным элементом 16, с тем чтобы ее опорная поверхность 15 перемещалась от зоны 12 загрузки к зоне 13 выгрузки в направлении Х подачи.
Дополнительные натяжные ролики 14a дополнительно смонтированы на раме 11a, для того чтобы подпирать транспортерную ленту 11 и натягивать ее регулируемым образом до той степени натяжения, которая является наиболее подходящей.
В предпочтительном варианте осуществления, описываемом здесь, подающее устройство 10 дополнительно содержит дополнительную транспортировочную ленту 17, которая располагается перед транспортерной лентой 11 и которая служит для принятия удлиненного элемента 3, например, с бобины, на которой он хранится постоянно, и для перенесения его по направлению к зоне 12 загрузки транспортерной ленты 11.
Подающее устройство 10 дополнительно содержит режущий инструмент 18, который расположен у зоны 12 загрузки транспортерной ленты 11, предпочтительно между задним концом дополнительной транспортерной ленты 17 и транспортерной лентой 11, и который служит для отрезания удлиненного элемента 3 до заданного размера. Каждая операция отрезания, выполняемая режущим инструментом 18, определяет задний конец 6 удлиненного элемента 3, который уже по существу загружен на транспортерную ленту 11, и передний конец следующего удлиненного элемента.
Подающее устройство 10 дополнительно содержит блок 19 управления, который служит, помимо прочего, для управления передвижением транспортерной ленты 11, передвижением дополнительной транспортерной ленты 17 и режущим элементом 18.
Конкретно, блок 19 управления служит для передвижения транспортерных лент 11 и 17, с тем чтобы загружать удлиненный элемент 3 на транспортерную ленту 11, когда точно определенный первый участок 20 транспортерной ленты 11 располагается на заданном опорном расстоянии от зоны 12 загрузки.
В предпочтительном варианте осуществления, описываемом здесь, удлиненный элемент 3 загружается на транспортерную ленту 11, когда первый участок 20 располагается в зоне 12 загрузки, то есть когда упомянутое выше опорное расстояние по существу равно нулю, так что передний конец 5 удлиненного элемента 3 точно располагается на первом участке 20.
Первый участок 20 транспортерной ленты 11 определяется первым элементом обнаружения, который жестко связан с ним.
На раме 11а дополнительно смонтирован, в фиксированном положении и независимо по отношению к транспортерной ленте 11, датчик 22, который служит для обнаружения, посредством взаимодействия с первым элементом обнаружения, положения первого участка 20 и/или положения переднего конца 5 удлиненного элемента 3, который может располагаться на первом участке 20, по отношению к подающему устройству (10).
В предпочтительном варианте осуществления, описываемом здесь, первый элемент обнаружения образован проходным отверстием 21, которое имеет замкнутый контур и которое образовано в транспортерной ленте 11 и проходит в направлении Х подачи.
Отверстие 21 располагается в зоне продольной оси Y транспортерной ленты 11 и имеет протяженность в направлении X подачи, которая ограничена по отношению к протяженности транспортерной ленты 11, имея длину, например, от 50 мм до 300 мм, предпочтительно 100 мм, и ширину, измеряемую в направлении, перпендикулярном к направлению X подачи, в пределах от 5 мм до 30 мм, предпочтительно 10 мм.
Предпочтительно отверстие 21 имеет протяженность в направлении X подачи, которая меньше 10%, и предпочтительно меньше 5%, от протяженности транспортерной ленты 11, которая в приводимом здесь варианте осуществления имеет протяженность в направлении подачи приблизительно 2,5 м.
Датчик 22 является датчиком оптического типа и содержит детектор 23 светового излучения и излучатель 24 светового излучения, которые расположены с одной и той же стороны по отношению к транспортерной ленте 11 в направлении, по существу перпендикулярном к опорной поверхности 15, и в зоне ее продольной оси. Конкретно, детектор 23 светового излучения и излучатель 24 светового излучения располагаются со стороны опорной поверхности 15 над транспортерной лентой 11, тогда как со стороны, противоположной опорной поверхности 15, под транспортерной лентой 11, располагается отражающий элемент 26.
Взаимное расположение излучателя 24 светового излучения и детектора 23 светового излучения, с одной стороны, и отражающего элемента 26, с другой стороны, определяет зону 25 обнаружения, которая участвует в управлении датчиком 22 и через которую приводится в действие транспортерная лента 11 во время ее продвижения в направлении X подачи. Конкретно, во время прохождения первого участка 20 в зоне 25 обнаружения излучение, излучаемое излучателем 24 светового излучения, проходит через отверстие 21 и отражается отражающим элементом 26, так что, проходя опять через отверстие 21, оно может быть обнаружено детектором 23 светового излучения. Вместо этого прохождение светового излучения преграждается, когда транспортерная лента 11 или удлиненный элемент 3 находится между излучателем 24 светового излучения и отражающим элементом 26.
Датчик 22 расположен вблизи транспортерной ленты 11 таким образом, что зона 25 обнаружения находится на расстоянии D (измеренном параллельно направлению X подачи) от режущего инструмента 18, которое предпочтительно выбирается так, чтобы быть немного меньше (например, от 100 до 200 мм) чем минимальная длина, до которой может быть отрезан удлиненный элемент 3.
В вариантах конструкции, которые не показаны, излучатель 24 светового излучения и детектор 23 светового излучения независимо расположены с противоположных сторон по отношению к транспортерной ленте 11 в направлении, которое по существу перпендикулярно к опорной поверхности 15, и в зоне ее продольной оси. Например, детектор 23 светового излучения может быть расположен со стороны опорной поверхности 15 над транспортерной лентой 11, тогда как излучатель 24 светового излучения может быть расположен со стороны, противоположной опорной поверхности 15, под транспортерной лентой 11. В этом случае не нужно устанавливать отражающий элемент.
В другом варианте конструкции, который не показан, отражающий элемент может быть расположен непосредственно на опорной поверхности 15 или, более предпочтительно, внизу канавки, которая образована в транспортерной ленте и которая имеет замкнутый контур и сужающийся профиль по отношению к опорной поверхности 15.
Еще в одном варианте конструкции, который не показан, излучатель светового излучения может быть включен в состав первого элемента обнаружения, который располагается, например, на дне канавки, имеющей замкнутый контур и сужающийся профиль по отношению к опорной поверхности, образованной в транспортерной ленте.
В случаях, описанных выше, канавка может иметь размеры по длине и ширине, подобные тем, что указаны выше для отверстия 21.
Сборочная установка 1 работает в соответствии с тем, как описано ниже.
Удлиненный элемент 3 перемещается дополнительной транспортерной лентой 17 по направлению к транспортерной ленте 11, с тем чтобы перенести его передний конец 5 в область зоны 12 загрузки.
Когда блок 19 управления устанавливает, как было подробно пояснено выше, что первый участок 20 транспортерной ленты 11 находится в области зоны 12 загрузки, дополнительная транспортерная лента 17 движется так, чтобы перенести удлиненный элемент 3 на опорную поверхность 15 транспортерной ленты 11. Дополнительная транспортерная лента 17 и транспортерная лента 11 движутся с одинаковой скоростью, с тем чтобы не вызвать нежелательных явлений проскальзывания удлиненного элемента 3 по отношению к транспортерной ленте 11.
При этом передний конец 5 оказывается расположенным на первом участке 20, частично накрывая отверстие 21.
Вслед за дальнейшим передвижением транспортерной ленты 11 в направлении X подачи первый участок 20 прибывает в область зоны 25 обнаружения, что определяется датчиком 22, где световое излучение, излучаемое излучателем 24, может проходить через отверстие 21, отражается отражающим элементом 26 и затем обнаруживается детектором 23, генерируя соответствующий сигнал.
Датчик 22 и/или блок 19 управления, к которому он подсоединен, регистрирует этот сигнал, чтобы установить начало и конец (и, следовательно, продолжительность) обнаружения светового излучения, выполняемого детектором 23.
Конец обнаружения светового излучения может быть установлен выходом отверстия 21 из зоны 25 обнаружения или, если удлиненный элемент 3 располагается на отверстии 21, прибытием в зону 25 обнаружения переднего конца 5 удлиненного элемента 3.
Начало обнаружения сигнала присваивается блоком 19 управления прибытию отверстия 21 (и поэтому первого участка 20) в область зоны 25 обнаружения. Таким образом, блок управления 19 способен к установлению точного положения первого участка 20 по отношению к фиксированной точке отсчета подающего устройства 10, и, зная длину транспортерной ленты и расстояние датчика 22 от зоны 12 загрузки, он способен вычислить передвижение транспортерной ленты 11, необходимое для того, чтобы перенести первый участок 20 в область зоны 12 загрузки, а в более общем случае перенести первый участок 20 на любое заданное опорное расстояние от зоны 12 загрузки.
Предпочтительно положение первого участка 20 присваивается, как описано выше, после того, как блок 19 управления последовательно сравнит продолжительность обнаружения сигнала с минимальным значением продолжительности, чтобы предотвратить возможные ложные обнаружения сигналов, которые могут быть приписаны присутствию в зоне обнаружения необязательного зигзагообразного ограждения транспортерной ленты 11.
Конец обнаружения сигнала присваивается блоком 19 управления прибытию в зону 25 обнаружения переднего конца 5 удлиненного элемента 3. Таким образом, блок управления способен точно устанавливать положение переднего конца 5 удлиненного элемента 3 по отношению к фиксированной точке отсчета подающего устройства 10.
Поэтому, зная заданный размер, до которого должен быть отрезан удлиненный элемент3, и расстояние D между зоной 25 обнаружения и режущим инструментом 18, блок 19 управления может вычислить (вычитая расстояние D из заданного размера) передвижение транспортерной ленты 11, необходимое для перенесения переднего конца 5 на расстояние от режущего инструмента 18, соответствующее этому заданному размеру.
Предпочтительно положение переднего конца 5 присваивается, как описано выше, после того, как блок 19 управления также последовательно, в дополнение к сравнению с минимальным значением, сравнит продолжительность обнаружения сигнала с максимальным значением продолжительности, с тем чтобы конец отверстия 21 не был неправильно ошибочно принят за прибытие переднего конца 5.
Транспортерная лента 11 затем передвигается в направлении X подачи от режущего инструмента 18 на расстояние, равное разности между этим заданным размером и расстоянием D, и, в этом положении, удлиненный элемент 3 отрезается режущим инструментом 18 по команде блока 19 управления.
Транспортерная лента 11 затем передвигается дальше, для того чтобы продвинуть удлиненный элемент 3, который теперь отрезан до заданного размера, в направлении X подачи до зоны 13 выгрузки, где он наносится в зоне формирующего барабана 4.
Затем транспортерная лента 11 побуждается вращаться вокруг роликов 14 до тех пор, пока первый участок 20 не будет доставлен в область зоны 12 загрузки, основываясь на передвижении, вычисленном предварительно блоком 19 управления.
В этот момент на первом участке 20 может быть расположен передний конец следующего удлиненного элемента.
На фиг. 4 показан обозначаемый в общем случае цифрой 100 второй вариант осуществления сборочной установки, соответствующей изобретению, причем элементы, подобные относящимся к сборочной установке 1, указаны с использованием тех же ссылочных позиций.
Сборочная установка 100 отличается от сборочной установки в предыдущем примере вследствие другой конфигурации транспортерной ленты и первого элемента обнаружения.
Конкретно, сборочная установка 100 содержит пару транспортерных лент 101, которые выполнены идентично, и каждая из них содержит выступ на противоположной по отношению к опорной поверхности 15 стороне в пределах заданного размера, который проходит вдоль продольной оси Y по всей протяженности транспортерной ленты 101.
Выступ входит в зацепление скользящим образом с соответствующими направляющими, которые образованы на раме 11a, с тем чтобы обеспечить возможность более связанного продвижения в направлении X подачи, ограничивая любые боковые отклонения транспортерной ленты.
Для того чтобы не прерывать непрерывность выступа, на транспортерной ленте 101 обеспечена пара первых элементов обнаружения, которые образованы соответствующими отверстиями 102, расположенными в шахматном порядке по отношению к продольной оси Y.
Предпочтительно отверстия 102 имеют подобные размеры по отношению к отверстиям 21 в установке 1 и располагаются в симметричном положении по отношению к продольной оси Y параллельно ей.
Естественно, в этом варианте осуществления обеспечено, чтобы датчик 22 содержал пару элементов для обнаружения светового излучения, соответствующую пару излучателей светового излучения и соответствующую пару отражающих элементов.
На каждой транспортерной ленте 101 дополнительно выделен второй участок 103, который четко различим и отделен от первого участка 20 и который определяется вторым элементом обнаружения, жестко связанным со вторым участком 103 и установленным для взаимосвязи с дополнительным датчиком 105, который монтируется в области зоны 12 загрузки, для того чтобы обнаруживать присутствие заднего конца 6 удлиненного элемента3.
Второй элемент обнаружения имеет протяженность в направлении X подачи, которая обычно больше чем у первого элемента обнаружения, потому что он должен быть способен к обнаружению положения заднего конца 6 удлиненных элементов, которые в общем случае могут иметь размеры, отличающиеся друг от друга, в соответствии с шиной, которая должна собираться на формирующем барабане 4.
Предпочтительно второй элемент обнаружения имеет протяженность в направлении X подачи от 300 до 700 мм.
Второй элемент обнаружения предпочтительно конструируется в порядке, подобном первому элементу обнаружения, также в соответствии с конфигурацией датчика 22, так что на транспортерной ленте 101 существует пара отверстий 104, которые расположены симметрично относительно продольной оси Y и выровнены с отверстиями 102.
Функциональные возможности установки 100 подобны возможностям установки 1 с дополнительными характеристиками, обеспечиваемыми использованием второго элемента обнаружения, способного контролировать положение заднего конца 6 и, следовательно, способного устанавливать длину удлиненного элемента 3, который отрезается режущим элементом 18.
Естественно, что специалисты в данной области техники могут внести дополнительные модификации и изменения в описанное выше изобретение в рамках соответствия с конкретными и определенными требованиями заявки, при этом изменения и модификации в любом случае будут укладываться в объем защиты, как определено прилагаемой формулой изобретения.
Пневматическая шина
Способ и установка для производства покрышек
Способ и устройство для сборки шин
Способ и установка для сборки невулканизированных шин для колес транспортных средств
Способ и установка для производства шин для колес транспортного средства
Способ конструирования шипованной шины и шипованная шина, полученная этим способом
Покрышка для колес большегрузных транспортных средств
Шина для автомобиля
Зимняя шина
Способ и установка для сборки шин для колес транспортных средств
Способ и устройство для регулирования намотки удлиненного элемента на приемную бобину со вставкой вспомогательной ткани
Способ и установка для сборки шин для колес транспортных средств
Способ и оборудование для управления производством шин для колес транспортных средств
Способ управления линией сборки каркасных конструктивных элементов, способ и установка для сборки каркасных конструктивных элементов шин
Способ и устройство для сборки шин для колес транспортных средств

