Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ПРОИЗВОДСТВА ПРУТКА И ТРУБНОЙ ЗАГОТОВКИ В ГОРИЗОНТАЛЬНОМ КРИСТАЛЛИЗАТОРЕ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области литейного производства и может быть использовано для литья любых металлов, включая тугоплавкие и химически активные.
Наиболее близким техническим решением, принятым в качестве аналога, является способ вертикальной и радиальной разливки стали [1].
Наиболее близким техническим решением, принятым в качестве прототипа, является горизонтальное непрерывное литье [2].
Горизонтальное непрерывное литье - это разновидность машин других типов с вертикальной и радиальной разливкой. Горизонтальные машины непрерывного литья заготовок (ГМНЛЗ) созданы в начале 60-х годов для разливки в небольших количествах высококачественных марок сталей. В дальнейшем фирмы "Ollara Sociedad Anonima" (Испания), «Техника Гусс» (Германия) и "Comsteel" (Австралия) создали установки производительностью до 120000 т/год для разливок не только высококачественных, но и углеродистых сталей. Горизонтальное расположение дает возможность при незначительных затратах менять технологическую длину машины, количество устройств и возможность оперативного перехода на литье другого сечения. Благодаря прямой связи металлоприемника с кристаллизатором, возможно, работать со сталями раскисленными алюминием. Горизонтальное литье имеет возможность разливок заготовок малых сечений в отличие от радиальной или вертикальной разливки. На горизонтальных машинах можно более стабильно получать заготовки круглого сечения, без образования овальности.
Задача предлагаемого изобретения - повышение эффективности использования и расширение технических возможностей, за счет снижения энергозатрат, сокращения производственного цикла, увеличения массы металла при плавлении, уменьшения габаритов оборудования и повышения качества металла.
Поставленная задача решается тем, что заявляемый способ литья заготовки заключается в том, что после кристаллизации металла производится заготовка круглого сечения за счет перемещения расплава из накопительной емкости и поступательного прохождения его через горизонтальный кристаллизатор, отличающийся тем, что из накопительной емкости расплав поступает в кристаллизатор в виде струи, имеющей определенную скорость, где охлаждаясь, кристаллизуется в заготовку круглого сечения за счет поступательно-вращательного движения поверхности заготовки относительно внутренней поверхности кристаллизатора. Расплав, поступающий в кристаллизатор, подогревается по поверхности за счет независимого источника плавления, для получения трубных заготовок в кристаллизатор по его оси со стороны противоположной вытяжке заготовки устанавливается конусная игла, которая может совершать вращательные и колебательные движения, для формирования по центру заготовки отверстия большего диаметра относительно диаметра иглы. Трубная заготовка или прутковая заготовка может быть сформирована вокруг макрокристаллизатора в виде трубы или прутка малого диаметра, который подается по оси кристаллизатора со скоростью вытяжки заготовки, по данной схеме возможно сформировать многослойные прутки или трубные заготовки устанавливая в кристаллизаторы большего диаметра заготовки сформированные ранее в качестве макрокристаллизаторов. Во время слива струи расплава в кристаллизатор, возможна одновременная загрузка армирующих гранул, волокон или порошка, которые замешиваются в расплав за счет поступательно-вращательного движения, а за тем во время кристаллизации образуют армированные металлы в виде композиционной заготовки.
Устройство для литья заготовки содержит независимые источники нагрева, накопитель металла, горизонтальный кристаллизатор, затравку с механизмом вытяжки, иглу, отличающееся тем, что кристаллизатор имеет глухую стенку и отделен от накопительной емкости струей расплава, поступающей сверху через полость в кристаллизаторе, где за счет кристаллизации формируется заготовка и сплавляется с затравкой за счет которой она вытягивается из кристаллизатора с одновременным вращением по спиральной траектории за счет специального механизма, позволяющего совершать поступательное и вращательное движение. В месте слива расплава по оси кристаллизатора через глухую стенку устанавливается игла, которая за счет специального механизма может совершать поступательно-вращательные движения для формирования отверстия в трубной заготовке большего диаметра, чем диаметр иглы. Вместо иглы в качестве макрохолодильника, со стороны глухой стенки кристаллизатора можно установить стержень или трубу малого диаметра, которые будут подаваться в зону кристаллизации по мере вытяжки затравки, вокруг которых будет кристаллизоваться наружный слой заготовки, расплав в кристаллизаторе можно подогревать независимым источником нагрева.
В отличие от машин непрерывного литья с горизонтальным кристаллизатором, непосредственно связанным с металлоприемником через основную массу расплава, предлагается способ, где используется горизонтальный кристаллизатор, находящийся отдельно от металлоприемника, из которого в кристаллизатор металл поступает струей определенного диаметра и с определенной скоростью через боковую полость, выполненную со стороны падения расплава. Данное отличие от имеющихся машин с горизонтальным кристаллизатором, позволяет использовать более широкий спектр оборудования, на котором производиться расплав металла, ввести совместно с вытягиванием слитка операцию вращения, позволяет осуществлять операцию подсыпки в расплав армирующих добавок из различных веществ и позволяет ввести в расплав макрокристаллизатор в виде прутка или трубы.
На фиг. 1 показаны различные механизмы и устройства, создающие струю расплава пригодную для использования в горизонтальном кристаллизаторе, для производства прутка или трубной заготовки. Основу изображенных устройств составляет схема, где показано, что в отдельный охлаждаемый горизонтальный кристаллизатор 1 поступает струя металла определенного диаметра, с определенной скоростью. Расплав 2 металла поступает в кристаллизатор со стороны глухой стенки, расположенной напротив открытой части кристаллизатора, куда производится вытяжка слитка. Расплав 2 в кристаллизаторе превращается в гарнисаж 3, формирующий по наружной части слитка окружность. Расплав в кристаллизаторе и часть гарнисажа обогреваются независимым источником нагрева 4, направленным тепловым потоком 5. В качестве нагревателя может быть плазматрон, электронно-лучевая пушка, магнетрон, лазер, химическая горелка и т.п. Для того, чтобы слиток формировался круглой формы и расплав перемешивался с формирующимися кристаллами его вращают и вытягивают из зоны кристаллизации за счет захвата с одной стороны формируемого слитка 6. Это позволяет осуществить реологическую разливку металла (реокастинг), то есть смешивание частично затвердевшего расплава в кристаллизаторе. Благодаря чему он может оставаться текучим, где содержание твердой фазы может достигать 30÷50%. При формировании прутковой или трубной заготовки таким способом можно получить структуру с мелким и однородным зерном по всему сечению, вследствие чего металл приобретает высокие физико-механические свойства. Принудительное перемешивание может быть использовано для равномерного распределения в металле частиц или волокон армирующего материала. То есть данный способ позволяет производить композиционные заготовки [3].
В начале осуществления процесса в кристаллизатор по его внутренней форме устанавливается короткая заготовка, которая выполняет функцию затравки. При запуске процесса источник нагрева оплавляет торец этой затравки со стороны заливки расплава и на оплавленную часть поступает расплав извне. Скорость поступления расплава регулируется в зависимости от скорости его кристаллизации, в соответствие с этим подбирается скорость вращения и скорость вытяжки слитка 6.
На фиг. 1а показана схема формирования заготовки при заливке кристаллизатора из тигля 7 струей 8 расплава.
На фиг. 1б заливка производится из желоба 9, куда загружается шихта 10, которую можно плавить индуктором 11, а так же направленным тепловым потоком 5 от источника нагрева 4. Образующийся расплав 2 стекает в кристаллизатор 1 струей 8 и далее формируется в слиток по аналогии со схемой фиг. 1а.
На фиг. 1в изображен прямой кристаллизатор 1, выполненный в виде трубы, куда помещается шихта 10 и продвигается в зону плавления толкателем 12. В зоне плавления образуется ванна расплава 2 за счет источников нагрева 4 тепловым потоком 5, которая кристаллизуясь, образует гарнисаж 3, переходящий в слиток 6. Слиток из зоны плавления вытягивают в противоположную сторону от поступления шихты, при этом слиток при вытяжке вращают в пространстве вокруг своей оси. Постепенное намораживание слитка в зоне переплава и кристаллизации, позволяет создать эффект зонной плавки, т.к. слиток намораживается постепенно в него переходит меньшее количество примесей, чем примесей, остающихся в ванне расплава 2. Например, при выполнении операции зонной очистки металла в "лодочке" зону расплава металла перемещают по поверхности слитка только с одной стороны, а затем переворачивают слиток и чистят металл с другой стороны. В предлагаемом способе, возможно, производить зонную очистку слитка сразу по всему сечению, за счет его вытяжки и вращения.
На фиг. 1г показана схема производства расплава за счет комбинированной плавки. В кристаллизатор 1 поступает расплав 2 за счет струи 8, которая проходит очистку в промежуточной емкости 13, куда расплав поступает из тигля 14, где расплав 2 производится за счет электродугового расплава электрода 15. Для проплавления гарнисажа 3, образующегося в тигле 14, используют источник нагрева 4 и тепловой поток 5. Этот поток так же используют при последующем подогреве расплава в промежуточной емкости 13 и кристаллизаторе 1, где формируется гарнисаж 3 и переходит в слиток 6, который вытягивают из кристаллизатора с одновременным вращением вокруг своей оси.
На фиг. 1д показана схема производства расплава с применением промежуточной емкости 13, куда поступает расплав 2 из желоба 9, по которому поршнем 15 перемещается шихта 10 и плавится источником нагрева 4, направленным тепловым потоком 5. Из промежуточной емкости 13 расплав стекает струей 8 в кристаллизатор 1, где формируется гарнисаж и формируется слиток 6, который вытягивается с одновременным вращением вокруг своей оси.
Все модификации схем получения расплава, изображенные на фиг. 1 показывают широкие возможности применения круглого по сечению горизонтального кристаллизатора 1, где может формироваться высококачественный пруток. Расплав, поступая в кристаллизатор струей с определенной скоростью, может быть незначительно перегрет, а следовательно это позволяет из него сформировать мелкокристаллическую структуру слитка. Возможность подогрева зоны формирования слитка в месте слива расплава и образования гарнисажа позволяет избежать неслитин и усадочных раковин. Схема формирования слитка в кристаллизаторе при подборе определенных режимов плавления и перемещения позволяет помимо формирования мелкокристаллической структуры осуществлять зонную очистку металла.
Данный процесс может заменить реологическую разливку (реокастинг), который производит твердожидкий расплав в отдельных специальных емкостях. [3] Предлагаемый способ позволяет производить смешивание определенного объема сформированных кристаллов и расплава, непосредственно в горизонтальном кристаллизаторе Особенностью реологической разливки является непрерывное перемешивание расплава, благодаря чему он остается текучим при содержании твердой фазы, достигающей 3÷50% от общего объема. За счет этого добиваются получения структуры с мелким и однородным кристаллическим зерном. Принудительное перемешивание с одновременной засыпкой в расплав армирующих элементов может быть эффективно использовано для равномерного распределения в слитке частиц или волокон армирующего материала при создании композитов. Следовательно, предлагаемый способ производства слитков и прутков может быть использован для изготовления особопрочных металломатричных композиционных материалов.
Предлагаемый способ в отличие от обычной реологической разливки позволяет плавить более тугоплавкие металлы, так как не использует отдельной керамической емкости для смешения твердо-жидкой фазы металла, а смешивание происходит непосредственно в кристаллизаторе. Данная особенность позволяет производить прутки и слитки из химически активных металлов, таких как титан, цирконий, ниобий и т.д. Введение металлических и неметаллических порошков и волокон в формируемый слиток можно производить из более легкоплавких химических соединений и сплавов, так как время их соприкосновения с расплавом при замешивании минимально.
Предлагаемый способ с небольшой доработкой кристаллизатора позволяет производить прутки и трубные заготовки, а так же композиционные прутки и трубные заготовки.
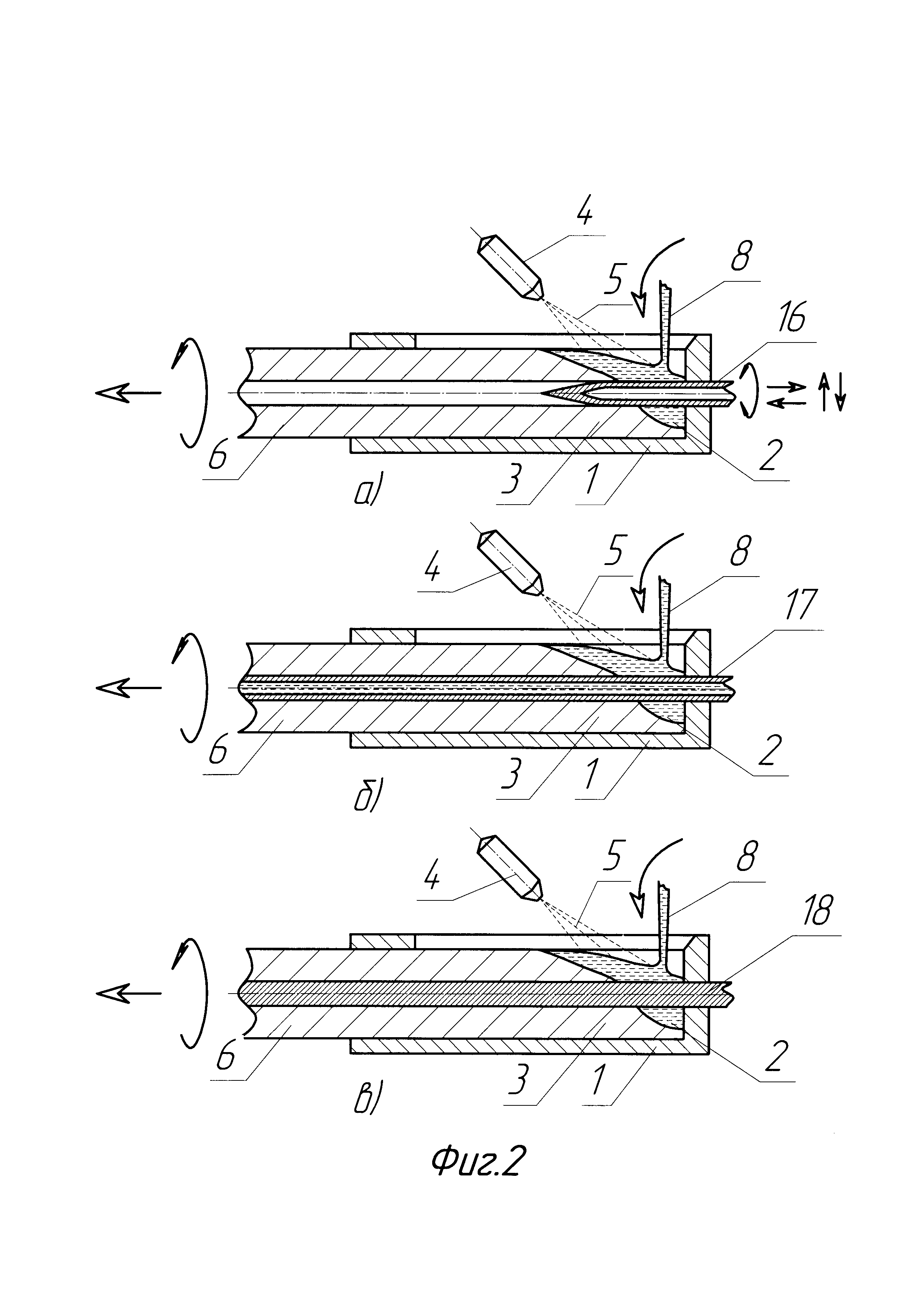
На фиг. 2а показан кристаллизатор 1, в который поступает расплав 2, за счет струи 8, где кристаллизуется в гарнисаж 3, переходящий в слиток 6. Для получения слитка с внутренним отверстием со стороны глухой стенки кристаллизатора устанавливается охлаждаемая игла 16. Расплав, попадая на иглу, формирует на ее поверхности гарнисаж в виде пустотелого отверстия внутри слитка. Для того чтобы при усадке металла игла не захватывалась при вытягивании слитка, она изготавливается в виде конуса. Помимо этого игла может совершать перемещения в кристаллизаторе, вращаясь вокруг оси и совершая колебания вдоль и поперек оси, таким образом, чтобы сформировать отверстие большего диаметра, чем игла. Движение иглы внутри формируемого слитка образует осевую полость и способствует измельчению структуры формируемого кристалла, за счет большей степени переохлаждения расплава. В связи с этим производимая трубная заготовка будет иметь проработанную мелкозернистую структуру и соответственно высокие физико-механические свойства, повысить которые возможно за счет засыпки в кристаллизатор вместе со струей металла армирующего волокна, порошка или гранул.
На фиг. 2б изображена модификация конструкции горизонтального кристаллизатора, с помощью которого возможно производить трубную заготовку с более мелкозернистым строением или композиционную трубную заготовку. Схема производства слитка с внутренним отверстием осуществляется за счет замены иглы на трубу 17 малого диаметра, вокруг которой формируется гарнисаж 3, кристаллизуясь далее в трубную заготовку. Внутри малой трубы может проходить вода, что позволит интенсивно охлаждать расплав металла и формировать трубную заготовку с мелкозернистой структурой. Металл трубы меньшего диаметра может быть из того же металла, что и заливаемый расплав или из другого металла. За счет этого возможно сформировать трубную заготовку из одного сплава, но имеющую слоистое строение или композиционную трубу из разных металлов.
При использовании макрохолодильников, в качестве которого выступает труба малого диаметра, получают заготовку с особым внутренним строением.
При производстве стали, при заливке изложниц, где в качестве макрохолодильников использовали плоские листы, производили сталь, под названием армированной квазимонолитной АКМ, которая под действием ударной нагрузки, по аналогии с многослойной сталью, выдерживает гораздо большие напряжения. Такие стали нашли широкое применение в условиях низких температур или высоких ударных нагрузках - для изготовления платформ автосамосвалов.
Предлагаемый способ, позволяет изготовить высококачественные армированные квазимонолитные трубы, которые могут найти применение при прокладке трубопроводов в районах севера и вечной мерзлоты. Способ позволяет дополнительно расширить спектр производимых трубных заготовок за счет использования трубы малого диаметра из одного сплава, а формируемой нагруженной трубы из другого сплава. Как правило, трубы с внешней стороны соприкасаются с одной средой, а с внутренней с другой, поэтому свойства внутренней и внешней поверхности трубы должны отличаться. Например, наилучшей по свойствам трубой для теплообменника считается композиционная труба, с наружной поверхностью из жаропрочной и жаростойкой нержавеющей стали, а внутренней поверхностью из корозионно стойкого титанового сплава. Такой композит позволяет значительно повысить срок службы теплообменника.
Предлагаемый способ позволяет сформировать трубу не только из двух различных материалов, а из трех, четырех и более. Это возможно сделать после того, как сформировалась заготовка из двух различных материалов, которую возможно установить в кристаллизатор большего диаметра и снаружи сформировать слой из металла третьего состава и далее по аналогии из четвертого и т.д.
На фиг. 2в изображена модификация горизонтального кристаллизатора, где вместо малой трубы устанавливается стержень 18, вокруг которого кристаллизуется слиток с более мелкозернистой структурой по сравнению со слитком без стержня.
По этой схеме сформированная заготовка из одного и того же химического состава металла будет иметь новые свойства за счет слоистой структуры и будет так же называться армированной квазимонолитной (АКМ) заготовкой. Например, сформированная по данной схеме АКМ заготовка из титанового сплава, может идти на последующую ковку авиационной детали. Что позволит повысить физико-механические свойства конечного изделия. По предлагаемой схеме, возможно, создавать многослойные прутки из различных металлов и сплавов с различными армирующими нанолнителями, что позволяет производить самый широкий спектр заготовок под последующую деформацию.
На фиг. 2 изображены схемы горизонтальных кристаллизаторов, где после производства трубной заготовки или композиционного прутка, последние можно повторно устанавливать в горизонтальный кристаллизатор большего диаметра в качестве малой трубы или стержня и снова производить трубную заготовку или пруток большого диаметра. Данная схема позволяет производить композиционные многослойные слитки и трубные заготовки из двух, трех, четырех и т.д. слоев различных металлов и сплавов, то есть схема позволяет производить сложные по составу композиционные заготовки.
Каждый слой, вновь формируемый вокруг малой трубы или стержня, может дополнительно армироваться волокнами, гранулами или порошками, что расширяет спектр производства новых композиционных материалов.
Предлагаемый способ, для формирования прутковой и трубной заготовки позволяет использовать различные модификации печей, что расширяет сферу его использования. Данный способ выгодно отличается от способов, где в месте кристаллизации металла размещены приемники расплава с радиальной и вертикальной вытяжкой заготовки.
Основной недостаток печей с вертикальной и радикальной вытяжкой слитка, это большие габариты - это приводит к тому, что печи данного типа становятся очень дорогими, сложными в эксплуатации, требуют большого цехового пространства, строятся длительное время и очень долго окупаются. Конструкция печей с вертикальной вытяжкой была разработана во времена, когда использовали независимые источники нагрева (лучевые пушки; плазматроны) работа которых была ненадежной и мощность была небольшой.
Использование радиального кристаллизатора, позволило сократить размеры оборудования, но при этом привело к ограничению использования определенного спектра сплавов, склонных к трещинообразованию.
Использование горизонтального кристаллизатора совмещенного с накопительной емкостью позволило значительно уменьшить габариты оборудования и упростить технологическую цепочку производства заготовок.
Предлагаемый способ, где горизонтальный кристаллизатор не совмещен с накопительной емкостью, позволит не только снизить габариты оборудования и упростить технологическую схему производства, но и позволит расширить спектр производства прутковых и трубных заготовок, включая многослойные заготовки и армированные особопрочными волокнами.
В связи с вышеизложенным, предлагаемое изобретение может быть полезно для широкого внедрения на производстве, особенно для производства бурильных, газовых и нефтяных труб, орудийных стволов и т.д.
ЛИТЕРАТУРА
[1]. Б.А. Кузьмин и др. - Технология металлов и конструкционные материалы, - М.: Из-во "Машиностроение". 1989 г., стр. 77.
[2]. Комбинированные печи (два варианта).
[3]. Б.И. Медовор - Металлургия вчера, сегодня, завтра, - Киев. Наукова Думка. 1990 г., стр. 141


Способ и устройство электронно-лучевой или плазменной плавки металла из кристаллизатора в кристаллизатор
Способ и устройство для производства высококачественного металла
Способ и устройство центробежного литья металла
Устройство для литья металлов
Способ и устройство системы волкова для производства энергии методом "парусного захвата" воздушных потоков и солнечных лучей
Способ и устройство импульсной объемной штамповки металлов с использованием метода индукционного удержания расплава
Способ и устройство электронно-лучевого переплава металла с донным сливом для формирования отливок сложной конфигурации
Устройство электронно-лучевой пушки r-250
Способ и устройство для производства слоистых слитков
Способ импульсной объемной штамповки композитных наноматериалов и устройство для импульсной объемной штамповки композитных наноматериалов
Способ и устройство электронно-лучевой или плазменной плавки металла из кристаллизатора в кристаллизатор
Способ и устройство для производства высококачественного металла
Способ и устройство центробежного литья металла
Устройство для литья металлов
Способ и устройство системы волкова для производства энергии методом "парусного захвата" воздушных потоков и солнечных лучей
Способ и устройство импульсной объемной штамповки металлов с использованием метода индукционного удержания расплава
Способ и устройство электронно-лучевого переплава металла с донным сливом для формирования отливок сложной конфигурации
Устройство электронно-лучевой пушки r-250
Способ и устройство для производства слоистых слитков
Способ импульсной объемной штамповки композитных наноматериалов и устройство для импульсной объемной штамповки композитных наноматериалов

