Результат интеллектуальной деятельности: Способ и устройство для изготовления гибкого электролюминесцентного источника света
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к производству гибкого протяженного электролюминесцентного источникам света, путем покрытия непрерывно движущейся медной проволоки слоями диэлектрических порошков в полимерном связующем, электролюминесцентных порошков в полимерном связующем и прозрачным проводящим слоем, а гибкие источники света могут быть использованы в воздушных, наземных, подземных и подводных службах экстренного реагирования; при подсветке путей эвакуации в зданиях, бомбоубежищах; при обозначениях различных объектов в вечернее время, в дыму, в тумане; при обозначениях участников дорожного движения и дорожных рабочих в вечернее время суток, при сниженной освещенности; «умное освещение» городов, «умные» дороги и пр.
Уровень техники
Из уровня техники известен способ изготовления электролюминесцентного источника света, (см. [1] патент РФ № 2096932, МПК H05B33/26, опубл. 20.11.1997), состоящий из операций формирования системы протяженных электродов, электролюминесцентного слоя из порошка электролюминофора в диэлектрическом связующем, и прозрачного полимерного покрытия, при этом способ осуществляют в два этапа: на первом, формируют сердцевину, состоящую из системы упорядоченных в пространстве на определенном расстоянии друг от друга электродов, которую изготавливают методом протяжки электродов через расплав, или раствор, или суспензию материала соединительных тел, и две ленточные структуры, электролюминесцентный слой на основе диэлектрического связующего и слой электролюминофора; на втором этапе совмещают под давлением при нагреве ранее сформированные сердцевину и две ленточные структуры так, что пленочный электролюминесцентный слой заполняет вплотную межэлектродные пространства над поверхностью соединительных тел, образуя продольные пленочные области. Недостатками аналога являются: слабое свечение (слабая яркость); узкая область применения, т.к. изобретение представляет собой панель и может использоваться в основном для наружной рекламы; сложность технологии за счет изготовления многосекционного (многоэлектродного) источника света; дороговизна процесса производства при возможности его реализации.
Из уровня техники известен гибкий электролюминесцентный источник света ([2] патент РФ №2124281, МПК H05B33/26, опубл. 27.12.1998), состоящий их двух нитеобразных или проволочных электродов, на которых последовательно сформированы наполненные полимерные слои: графита и электропроводящей сажи в связующем, диэлектрика с высокой диэлектрической проницаемостью в связующем, электролюминофора; в связующем, поверх которого нанесен общий прозрачный электропроводящий слой на основе электропроводящего наполнителя в связующем. В качестве диэлектрика с высокой диэлектрической проницаемостью используют дисперсные титанат бария или оксид титана, электропроводящего наполнителя – оксида индия, допированный оловом или сурьмой, или оксид цинка, допированный галлием. Содержание допирующего элемента составляет 0,3-1,3 мас. %. В качестве связующего используют бутадиен-нитрильный каучук. Источник света имеет оболочку, выполненную из гибкого оптически прозрачного диэлектрического материала.
Известен электролюминесцентный кабель ([3] патент США № 6855027, МПК H05B33/00, опубл. 15.02.2005), содержащего, по меньшей мере, один слой органического электролюминесцентного материала, расположенного на волокнах; на слое имеются электроды, которое создают электрическое поле при подаче напряжения, чтобы активировать слой органического электролюминесцентного материала; поверх электродов нанесен барьерный слой для снижения проницаемости кислорода, водяного пара и других химически активных веществ в нижележащие слои. Барьерный слой включает в себя либо чередующиеся подслои из полимерного и неорганического материала, либо чередующиеся наборы подслоев полимерных материалов и смежных подслоев неорганических материалов. Цвет света можно регулировать с помощью варьирования слоев, содержащих неорганические и/или органические фосфорные материалы.
Известен электролюминесцентный источник света ([4] патент США №5869930, МПК H05B33/00, опубл. 09.02.1999), состоящий из, по меньшей мере, одного гибкого кабеля типа электролюминесцентной нити, каждая нить имеет центральный электрод, окруженный электроизоляционным слоем диэлектрика, поверх которого нанесен слой, состоящий из смеси порошка электролюминофора и связующего. Источник света также включает в себя прозрачный электрод, окружающий слой смеси из порошка электролюминофора. Поры, образованные в слое смеси заполняются прозрачной присадочного вещества.
Недостатками приведенных аналогов являются низкая яркость, низкая механическая прочность, включая слабую устойчивость к перегибам и малое время жизни.
Сущность изобретения
Технической задачей решаемой заявленным изобретением является создание способа и устройства для производства светящейся нити различной яркости и свечения (гибкого электролюминесцентного источника света), с использованием различного диаметра центрального электрода и нанесение покрытия на непрерывно движущийся электрод (медную проволоку) необходимым количеством слоев диэлектрических и электролюминесцентных порошков в полимерном связующем, а также прозрачным проводящим слоем.
Техническим результатом заявленного изобретения является повышение яркости, гибкости и прочности протяженного источника света, равномерное свечение как вдоль, так и вокруг центральной оси на 360 градусов, увеличение процента выхода готовой продукции при производстве, снижение себестоимости готовой продукции.
Задача решается, а технический результат достигается за счет способа изготовления гибкого электролюминесцентного источника света, включающего последовательное нанесение на медную проволоку диэлектрического порошка в полимерном связующем, электролюминесцентного порошка в полимерном связующем и прозрачного электропроводящего полимера, при этом нанесение осуществляют следующим образом: с узла подачи проволоки (УПП) с, по меньшей мере, одной основной катушки подают в моющее устройство медную проволоку, а также в УПП устанавливают, по меньшей мере, одну дополнительную катушку с медной проволокой, при этом УПП оборудуют аппаратом холодной сварки, предназначенным для сварки проволоки в стык, при переходе от основной к дополнительной катушке, образующей, по меньшей мере, одну линию с медной проволокой; пропускают медную проволоку через узел гашения рывков, при этом, одной линии с медной проволокой соответствует свой узел гашения рывков; поочередно пропускают непрерывно движущуюся, по меньшей мере, одну медную проволоку через ванны с растворами полимеров с наполнителями по направлению снизу вверх и покрывают соответствующим слоем полимера, на выходе из ванн проволоку пропускают через калибровочную фильеру, которая отсекает часть раствора и формирует на медной проволоке слой полимера заданной толщины; выходящую из ванны и прошедшую калибровочную фильеру медную проволоку с нанесенным слоем полимера заданной толщины подают в вертикальную колонну печей для сушки; на выходе из каждой вертикальной колонны печей проволоку с высушенным полимером охлаждают; после покрытия медной проволоки соответствующими полимерами и сушки, полученный гибкий электролюминесцентный источник света (ГЭЛИС) подают в узел проверки диаметра ГЭЛИС и далее в узел протяжки ГЭЛИС, позволяющий протягивать ГЭЛИС с постоянной скоростью, и через узел аккумулирования ГЭЛИС подают в узел приема готовой ГЭЛИС для намотки его на бобины.
Технический результат также достигается за счет того, что поочередным пропусканием медной проволоки через ванны наносят сначала от 1 до 3-х слоев диэлектрического порошка в полимерном связующем, затем от 1 до 3-х слоев электролюминесцентного порошка в полимерном связующем и покрывают эти слои прозрачным электропроводящим полимером.
Также задача решается, а технический результат достигается за счет устройства для изготовления гибкого электролюминесцентного источника света, содержащего: узел подачи проволоки (УПП), включающий, по меньшей мере, одну линию из основной и дополнительной катушек с медной проволокой, при этом на торцевой панели УПП закреплен аппарат холодной сварки, предназначенный для сварки проволоки в стык при переходе от основной к дополнительной катушке; на выходе из УПП установлено моющее устройство для мойки и очистки проволоки; по меньшей мере, один узел гашения рывков (УГР), состоящий из нижнего и верхнего роликов, при этом верхний ролик выполнен с возможностью перемещения вниз и вверх для гашения рывков и аккумулирования проволоки, при этом у каждой линии с медной проволокой свой узел гашения рывков; последовательно установленные, по меньшей мере, три ванны с растворами диэлектрического порошка в полимерном связующем, электролюминесцентного порошка в полимерном связующем и прозрачным электропроводящим полимером, при этом на выходе из каждой ванны установлена калибровочная фильера, которая отсекает часть раствора и формирует на проволоке слой заданной толщины; по меньшей мере, три вертикальных колонны печей, каждая из которых установлена над соответствующей из ванн, при этом каждая колонна состоит из 4-х печей с независимым управлением; над колоннами печей установлено вытяжное устройство для вывода пара из печей и охладитель для охлаждения проволоки с нанесенным слоем, при этом вытяжное устройство и охладитель едины для всех колонн; узел проверки диаметра полученного гибкого электролюминесцентного источника света (ГЭЛИС); узел протяжки ГЭЛИС, позволяющий протягивать проволоку с постоянной линейной скоростью; узел аккумулирования ГЭЛИС позволяющий аккумулировать ГЭЛИС перед его намоткой на приемную катушку в узле приема готового ГЭЛИС, что дает возможность менять приемные катушки без остановки процесса; главный контрольный процессор с контрольной панелью, позволяющая контролировать и управлять процессами и работой устройства.
Краткое описание чертежей
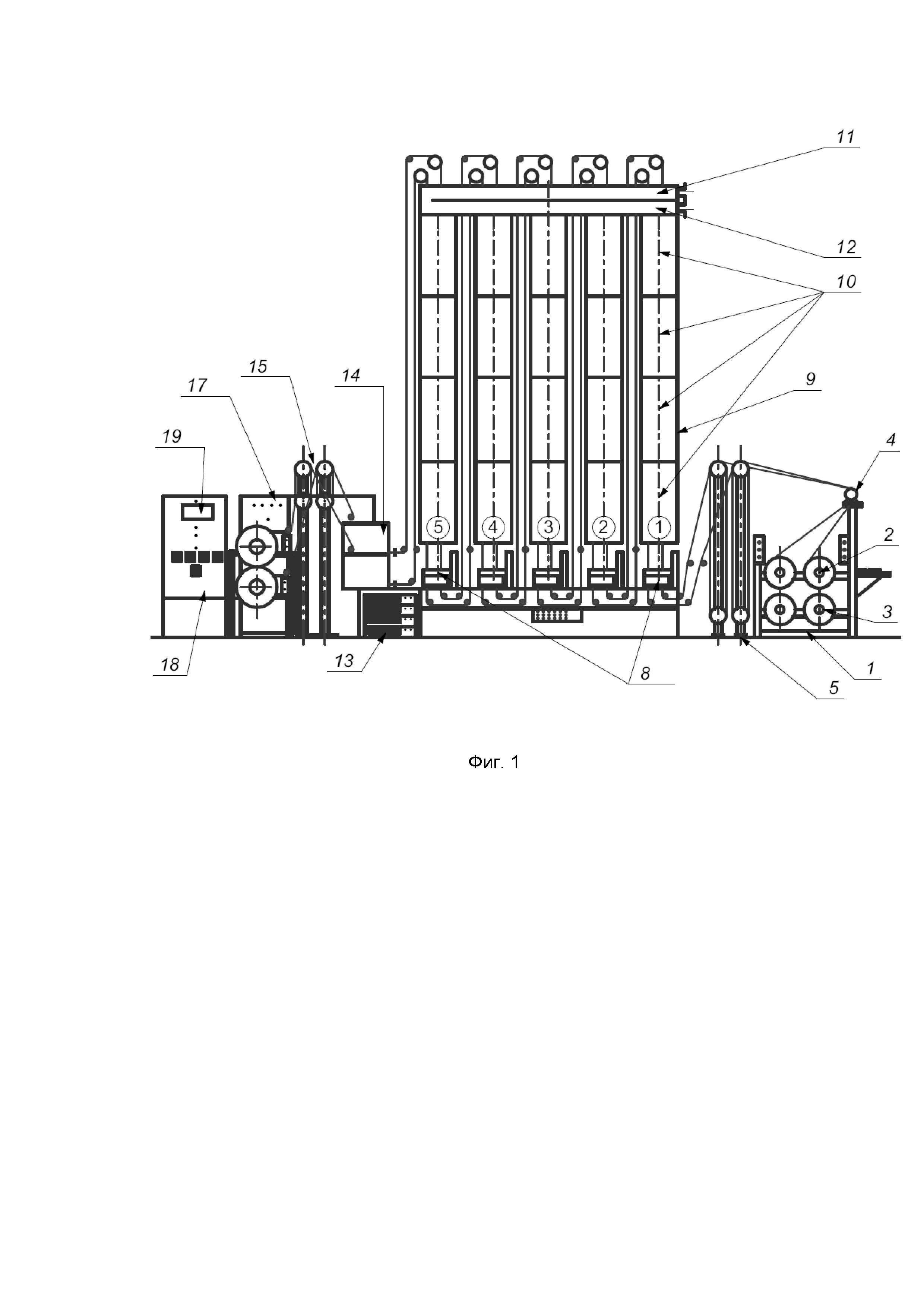
На Фиг. 1 – изображено устройство для нанесения слоев на проволоку.
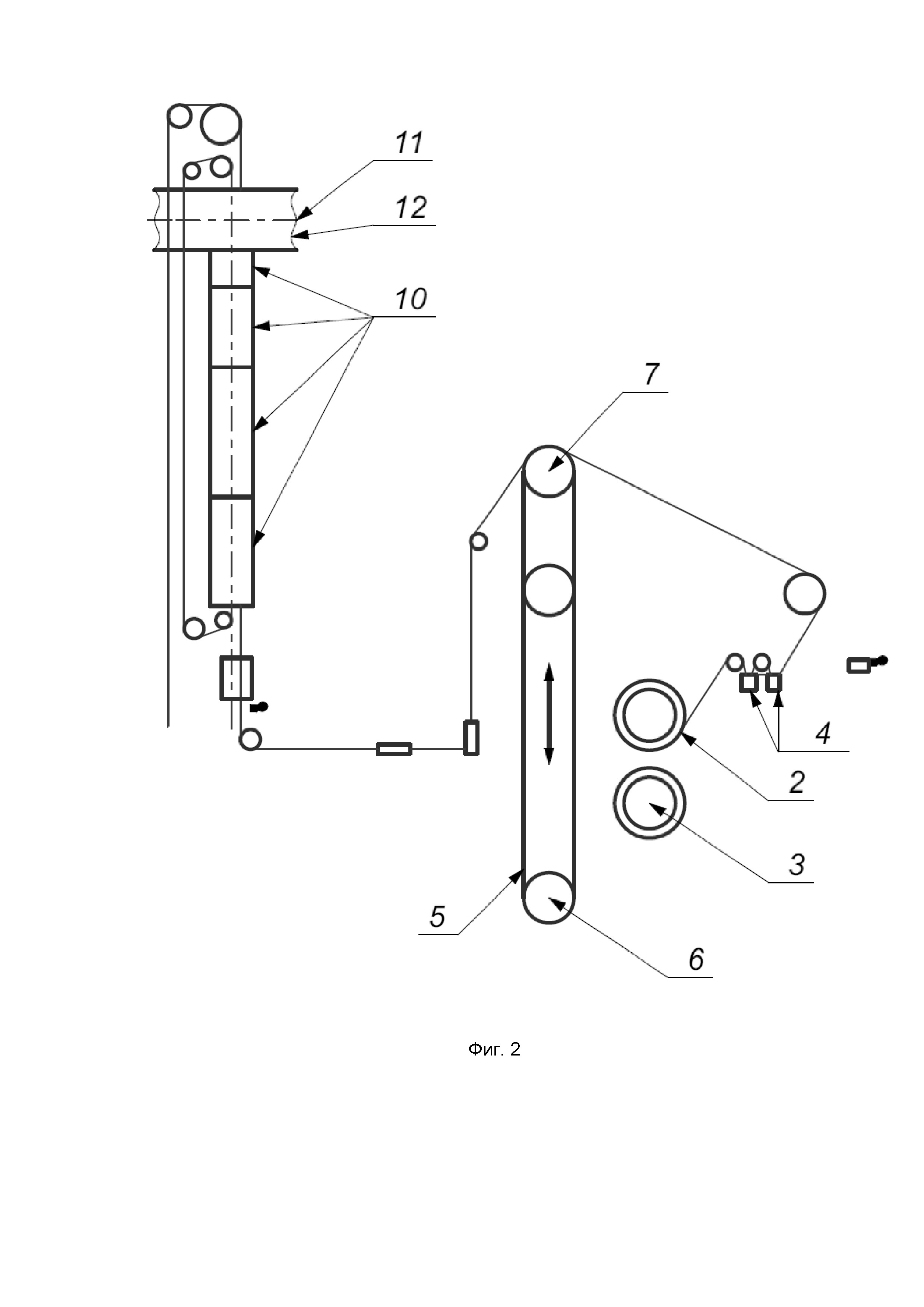
На Фиг. 2 – изображен узел подачи проволоки.
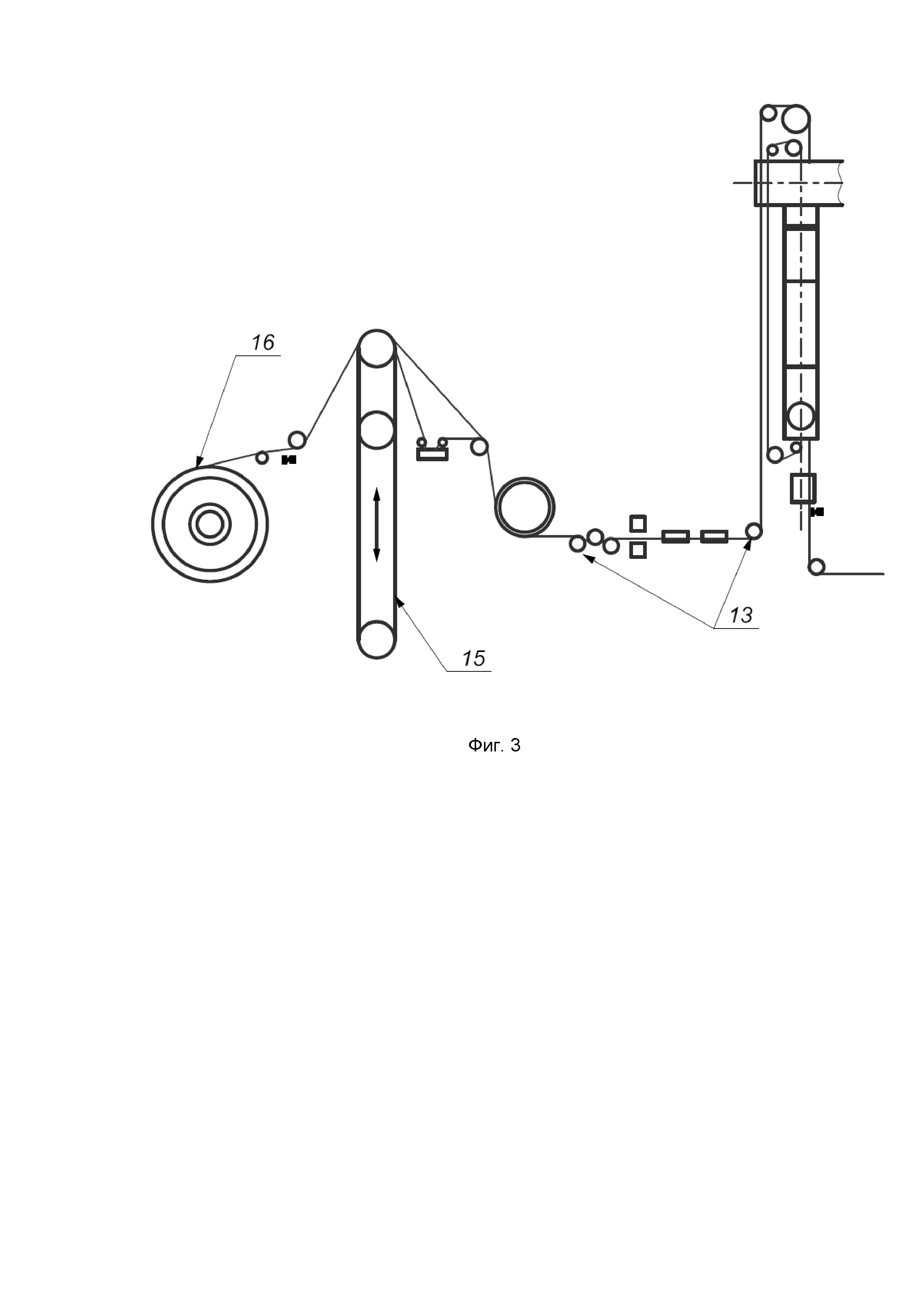
На Фиг. 3 – изображен узел приема проволоки.
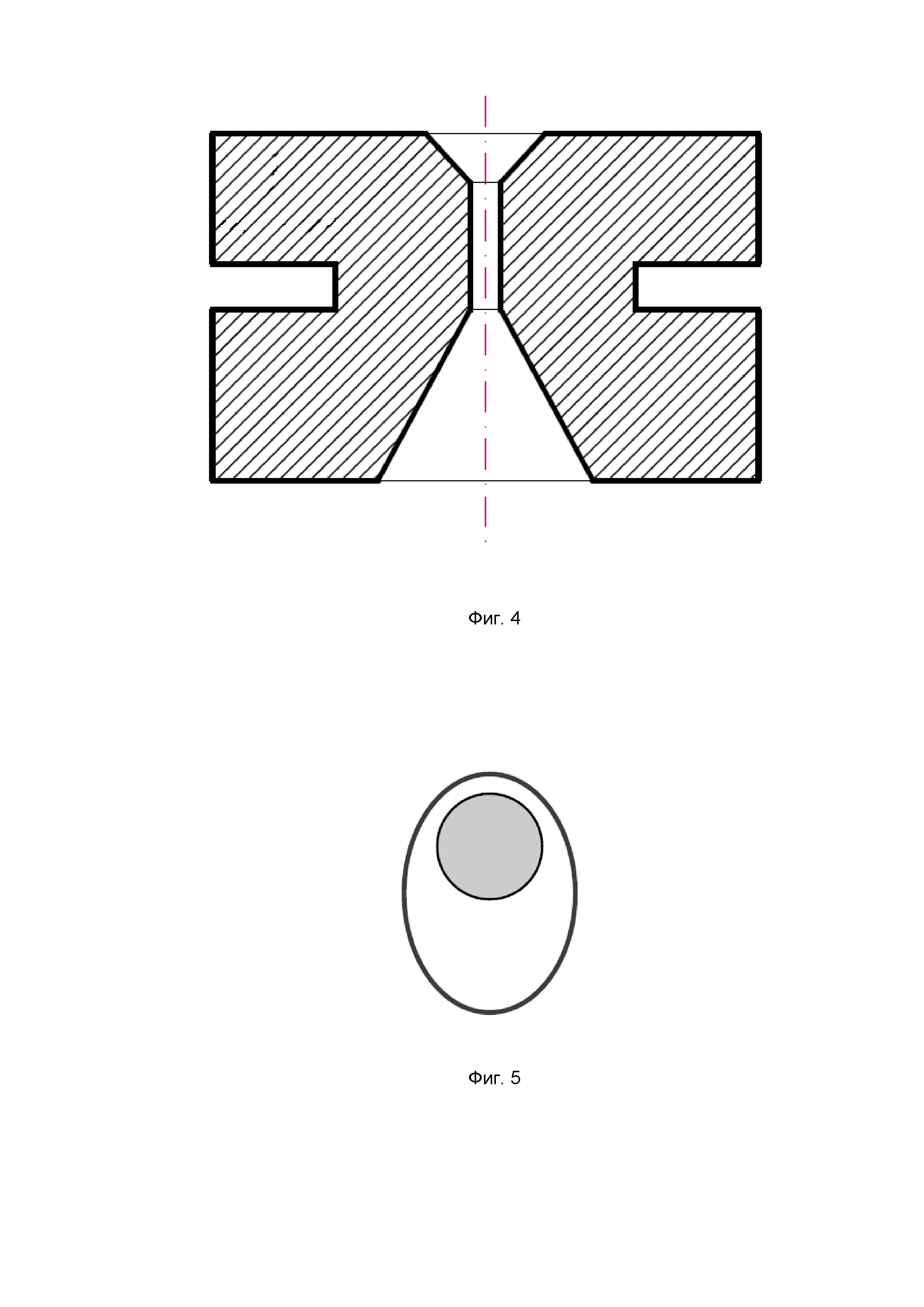
На Фиг. 4 – изображена калибровочная фильера.
На Фиг. 5 – изображено каплеобразное утолщение слоев из-за действия силы тяжести.
Позиции, указанные на фигуре:
1 – узел подачи проволоки (УПП); 2 – основная катушка; 3 – дополнительная катушка; 4 – моющее устройство; 5 – узел гашения рывков (УГР); 6 – нижний ролик УГР; 7 – верхний ролик УГР; 8 – ванны с растворами полимеров; 9 – колонна печей; 10 – печи; 11 – вытяжное устройство; 12 – охладитель; 13 – узел проверки диаметра гибкого электролюминесцентного источника света (ГЭЛИС); 14 – узел протяжки ГЭЛИС; 15 – узел аккумулирования ГЭЛИС; 16 – приемная бобина; 17 – узел приема ГЭЛИС; 18 – главная контрольный процессор; 19 – контрольная панель.
Осуществление изобретения
Изобретение реализуется при помощи способа и устройства для нанесения проводящих слоев и электролюминофора на медную проволоку.
Общий вид установки приведен на Фиг. 1. На Фиг. 2 и Фиг. 3 приведена ее кинематическая схема.
Устройство содержит узел подачи проволоки (поз. 1) (УПП), который включает, по меньшей мере, одну линию из основной (поз. 2) и дополнительной (поз. 3) катушек с медной проволокой. На торцевой панели УПП закреплен аппарат холодной сварки (на чертеже не показан), предназначенный для сварки проволоки в стык при переходе от основной катушки к дополнительной катушке. УПП осуществляет подачу на установку медной проволоки, предназначенной для покрытия. УПП позволяет устанавливать от 1 до 4-х линий катушек с медной проволокой (т.е., от 1 до 4-х основных катушек и от 1 до 4-х дополнительных катушек с медной проволокой), что дает возможность подать на установку одновременно от 1 до 4-х линий проволоки (на Фиг. 1 изображен вариант установки с двумя линиями медной проволоки).
На выходе из УПП (поз. 1) установлено моющее устройство (поз. 4), предназначенное для мойки и очистки медной проволоки от посторонних включений, которые могут негативно повлиять на процесс нанесения слоев.
Следом за УПП (поз. 1) установлен, по меньшей мере, один узел гашения рывков (поз. 5) (УГР), который состоит из нижнего (поз. 6) и верхнего (поз. 7) роликов. Верхний ролик выполнен с возможностью перемещения вниз и вверх для гашения рывков, которые возникают во время схода проволоки с катушки, и для аккумулирования проволоки. Запас проволоки на УГР позволяет остановить УПП на 2-3 минуты для замены катушки и по иной причине. Это дает возможность оперативно заменять отработанные катушки новыми. При этом каждой линии проволоки соответствует свой УГР (т.е. когда в установку подают 4 линии медной проволоки, устанавливается 4 УГР).
Далее последовательно установлены, по меньшей мере, три ванны (поз. 8) с растворами полимеров с наполнителями. Первая с раствором диэлектрического порошка в полимерном связующем, вторая – с раствором электролюминесцентного порошка в полимерном связующем, третья – с раствором прозрачного электропроводящего полимера. При этом ванн с диэлектрическим порошком в полимерном связующем может быть несколько, например, до 3 шт., такое же количество ванн может быть с электролюминесцентным порошком в полимерном связующем. Таким образом, минимальное количество ванн может быть равное трем, максимальное – семи.
На выходе из каждой ванны установлена калибровочная фильера (фиг. 4), которая отсекает часть раствора и формирует на проволоке слой заданной толщины.
Над каждой ванной установлена колонна печей (поз. 9), при этом каждая колонна состоит из 4-х печей (поз. 10) с независимым управлением температуры в каждой. Количество колонн печей (поз. 9) пропорционально количеству ванн с полимерами Колонна печей предназначена для сушки проволоки, выходящей из ванны.
Над колоннами печей (поз. 9) установлено вытяжное устройство (поз. 11) для вывода пара из печей и охладитель (поз. 12) для охлаждения проволоки с нанесенным слоем, при этом вытяжное устройство и охладитель едины для всех колонн.
Далее последовательно установлены: узел проверки диаметра (поз. 13) уже полученного гибкого электролюминесцентного источника света (ГЭЛИС); узел протяжки (поз. 14) ГЭЛИС, позволяющий протягивать проволоку с постоянной линейной скоростью; узел аккумулирования (поз. 15) ГЭЛИС позволяющий аккумулировать ГЭЛИС перед его намоткой на приемную бобину (поз. 16) в узле приема (поз. 17) готового ГЭЛИС, что дает возможность менять приемные бобины без остановки процесса. Узел аккумулирования проволоки, также, как и УГР, состоит из нижнего и верхнего роликов. Верхний ролик выполнен с возможностью перемещения вниз и вверх для аккумулирования проволоки. При этом количество узлов аккумулирования проволоки соответствует количеству линий с проволокой (в данном случае уже полученного ГЭЛИС).
Все параметры работы устройства контролируются при помощи контрольного процессора (поз. 18) с контрольной панелью (поз. 19).
Устройство реализуется за счет способа изготовления гибкого электролюминесцентного источника света, включающего последовательное нанесение на медную проволоку диэлектрического порошка в полимерном связующем, электролюминесцентного порошка в полимерном связующем и прозрачного электропроводящего полимера.
Слои растворов полимеров с наполнителями наносятся на непрерывно движущуюся медную проволоку методом окунания, то есть, сквозного прохождения проволоки сквозь соответствующий этапу состав. С узла подачи проволоки (УПП) с, по меньшей мере, одной основной катушки подают в моющее устройство медную проволоку. В УПП устанавливают, по меньшей мере, одну дополнительную катушку с медной проволокой. При этом УПП оборудуют аппаратом холодной сварки, предназначенным для сварки проволоки встык, при переходе от основной к дополнительной катушке, образующей, по меньшей мере, одну линию с медной проволокой.
Далее пропускают медную проволоку через узел гашения рывком, при этом, одной линии с медной проволокой соответствует свой узел гашения рывков.
После узла гашения рывков, поочередно пропускают непрерывно движущуюся, по меньшей мере, одну медную проволоку через ванны с растворами полимеров с наполнителями по направлению снизу-вверх и покрывают соответствующим слоем полимера. На выходе из ванн проволоку пропускают через калибровочную фильеру, которая отсекает часть раствора и формирует на медной проволоке слой полимера заданной толщины, т.е. проволока уносит на себе определенное (заданное) количество раствора.
Далее проволока проходит через батарею печей, где каждый слой высушивается, а именно: выходящую из ванны и прошедшую калибровочную фильеру медную проволоку с нанесенным слоем полимера заданной толщины подают в вертикальную колонну печей для сушки. На выходе из каждой вертикальной колонны печей проволоку с высушенным полимером охлаждают.
После покрытия медной проволоки соответствующими полимерами и сушки, полученный гибкий электролюминесцентный источник света (ГЭЛИС) подают в узел проверки диаметра ГЭЛИС и далее в узел протяжки ГЭЛИС, позволяющий протягивать ГЭЛИС с постоянной скоростью, и через узел аккумулирования ГЭЛИС подают в узел приема готовой ГЭЛИС для намотки его на бобины.
Поочередным пропусканием медной проволоки через ванны наносят сначала от 1 до 3-х слоев диэлектрического порошка в полимерном связующем, затем от 1 до 3-х слоев электролюминесцентного порошка в полимерном связующем и покрывают эти слои прозрачным электропроводящим полимером.
Основным процессом при создании электролюминесцентного протяженного гибкого источника света является процесс создания светящейся нити путем покрытия непрерывно движущейся медной проволоки (диаметр проволоки от 0,4 мм до 0,7 мм) слоями диэлектрических и электролюминесцентных порошков в полимерных связующих и слоем электропроводящего полимера. В предлагаемом варианте установки существенным является вертикальное расположение колонн печей для сушки медной проволоки с нанесенными на нее слоями, причем каждая печь в колонне имеет независимую регулировку температур. Оригинальна и конструкция калибровочной фильеры – она «плавающая» (т.е. имеет несколько степеней свободы перемещения), что позволяет движущейся медной проволоке самоцентрироваться в центр фильеры.
В этом случае, наносимые слои располагаются вокруг медной проволоки равномерно по кругу. При этом вертикальное движение проволоки через печи исключает каплеобразное утолщение слоев из-за действия силы тяжести, как показано на фиг. 5, что позволяет повысить яркость, гибкость, прочность ГЭЛИС, а также достичь равномерного свечение как вдоль, так и вокруг центральной оси (т.е. центрального электрода) на 360 градусов.
Скорость движения проволоки варьируется от 6 до 15 мм/сек, температура сушки в печах – от 80 до 200 С°. Концентрации «растворов» - от 10 до 40 весовых процентов.
Технический результат достигается за счет управляемых:
- температурных режимов индивидуально каждой печи в колонне;
- скорости протяжки центрального электрода (медной проволоки);
- диаметров фильеры (и ее конструкционных особенностей);
- вязкостей растворов в ваннах.
Вариабельность модульного устройства установки позволяет в зависимости от потребности задействовать от 1 до 7 независимых производственных колон оборудования (ванн с вертикальными колоннами печей), что обеспечивает высокую рентабельность установки.
Способ и устройство оповещения водителей транспортных средств
Способ и устройство оповещения водителей на автомобильных дорогах
Электролюминесцентный гибкий источник света мини-неон
Способ и устройство оповещения водителей транспортных средств
Способ и устройство оповещения водителей на автомобильных дорогах

