Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ НА ОСНОВЕ ДРЕВЕСНОГО МАТЕРИАЛА С УМЕНЬШЕННЫМ ВЫДЕЛЕНИЕМ ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ
Вид РИД
Изобретение
Настоящее изобретение относится к способу изготовления плит на основе древесного материала, в частности, древесно-стружечных плит или древесноволокнистых плит, согласно ограничительной части пункта 1 формулы изобретения, к изготовленной с помощью данного способа древесно-стружечной плите согласно пункту 10 формулы изобретения, к изготовленной с помощью данного способа древесноволокнистой плите согласно пункту 12 формулы изобретения, к их применению согласно пункту 14 формулы изобретения и к применению древесной стружки и древесных волокон, полученных из термообработанной древесной щепы, согласно пункту 15 формулы изобретения.
Описание
Плиты на основе древесного материала, такие как древесно-стружечные плиты или древесноволокнистые плиты, причем в данном случае под древесноволокнистыми плитами всегда следует понимать древесноволокнистые плиты средней плотности или высокой плотности (MDF/HDF), формируют основу многих объектов повседневной жизни, например, мебели или покрытий для стены, пола или потолка. Наряду с некоторыми технологическими параметрами, которые касаются прочности плит на механическую нагрузку, все более важным критерием качества становится, в частности, выделение веществ из изделий.
Как правило, выделения, в частности, летучих органических соединений (VOC), в древесно-стружечной плите или древесноволокнистой плите представляют собой лишь второстепенную проблему, поскольку во многих изделиях наружная поверхность покрыта декоративным покрытием. Тем не менее, существуют также области применения, в которых древесно-стружечные плиты и древесноволокнистые плиты без покрытия используются в более широких масштабах (например, в качестве плит для соединения в шпунт и гребень, во внутренней отделке и т.д.). Применение легких и сверхлегких древесноволокнистых плит также часто осуществляется без покрытия. В этом случае критическим является аспект, заключающийся в том, что в случае выделений часто делается ссылка на так называемую схему согласно AgBB (Комитет гигиенической экспертизы строительной продукции), в которой выделения определяют исходя из объемной нагрузки 1 м2/м3 и заданного воздухообмена (0,5/ч). При применении древесноволокнистых плит MDF/HDF для облицовки стен и потолков, покрытия пола и мебели эти объемные нагрузки все же заметно могут быть превышены. Воздухообмен, составляющий 0,5/ч, также часто заметно превышен в современных домах, экономичных по энергопотреблению. Совместно это может привести к повышенным объемным концентрациям компонентов древесины.
В ходе изготовления плит на основе древесного материала и, в частности, в результате процесса получения древесной стружки или древесных волокон образуется или высвобождается большое количество летучих органических соединений. Летучие органические соединения, также называемые VOC, включают летучие органические соединения, которые легко испаряются или уже существуют в виде газа при более низких температурах, таких как, например, комнатная температура.
Летучие органические соединения VOC либо уже присутствуют в древесном материале и высвобождаются в процессе его разделки, либо они формируются, исходя из изученности, в результате расщепления ненасыщенных жирных кислот, которые, в свою очередь, являются продуктами разложения древесины. Типичные продукты преобразования, которые возникают во время обработки, являются, например, высшими альдегидами или также органическими кислотами. Органические кислоты получают, в частности, в виде продуктов расщепления древесных компонентов целлюлозы, гемицеллюлозы и лигнина, при этом предпочтительно образуются алкановые кислоты, такие как уксусная кислота, пропионовая кислота, гексановая кислота или ароматические кислоты. Альдегиды образуются во время гидролиза из структурных единиц целлюлозы или гемицеллюлозы. Таким образом, например, альдегид фурфурол образуется из моно- и дисахаридов целлюлозы или гемицеллюлозы, тогда как ароматические альдегиды могут высвобождаться при частично осуществляемом гидролитическом исключении лигнина. Дополнительными высвобожденными альдегидами являются, в частности, высшие альдегиды гексаналь, пентаналь или октаналь.
Для решения проблемы выделения VOC выше описаны различные подходы. Для этого существует возможность смешивания древесных волокон с другими природными волокнами, такими как, например, шерстяные волокна, лубяные волокна льна, которые характеризуются относительно благоприятными показателями выделений, чтобы, таким образом, получить экологическую древесноволокнистую плиту с улучшенной характеристикой выделений. Тем не менее, недостатком при этом являются высокая стоимость и ограниченная возможность использования этих волокон, поскольку в некоторой степени для соответствующих видов волокон также существуют более дорогостоящие области применения, в которых рекомендовано другое использование.
Также можно повысить значение pH путем добавления в основную массу древесины щелочных материалов, чтобы таким образом предотвратить или снизить кислотно-катализируемые реакции, происходящие в основной массе древесины (Roffael, E., et al., Holzzentralblatt 1990, 116: 1684-1685). Дополнительные возможности уменьшения выделения легколетучих органических соединений заключаются в добавлении цеолита (WO 2010/136106), бисульфита или пиросульфита (US2009/0130474 A1) в качестве реагента, улавливающего альдегид, или также в добавлении полиаминов для уменьшения альдегидов и органических кислот, высвобождаемых во время гидролиза древесины в воде (EP 2567798).
В документе EP 0639434 B2 описан способ изготовления древесноволокнистых плит средней плотности, который отличается от традиционных способов в области получения волокон путем их отделения. В этом случае для отделения волокон используется способ CTMP (химико-термомеханическая обработка), чтобы достичь уменьшения выделения летучих органических соединений в готовой древесноволокнистой плите. Для этого в качестве химических компонентов предоставлены Na2SO3 или NaOH. Тем не менее этот способ до сих пор не утвержден на рынке.
Соответственно, по-прежнему существует очень большая необходимость в плитах на основе древесного материла с низким уровнем выделений, а также в наиболее простом и надежном способе изготовления.
Следовательно, в основе настоящего изобретения лежит техническая задача предоставить способ изготовления плит на основе древесного материала, в частности, древесно-стружечных плит или древесноволокнистых плит, который делает возможным изготовление этих плит на основе древесного материала со значительно улучшенными показателями выделения VOC. Он должен быть осуществлен без существенного изменения общепринятого производственного процесса и не должен привести к увеличению расходов. Также во время самого изготовления уровень выделений должен быть невысоким или обычно образующаяся техническая вода не должна наносить сильный вред. Кроме того, полученные в результате продукты должны быть без проблем пригодны для обработки в последующей производственной цепочке.
Этой цели достигают согласно изобретению с помощью способа изготовления плит на основе древесного материала, в частности, древесно-стружечных плит и древесноволокнистых плит, с признаками пункта 1 формулы изобретения и изготовленных с помощью этого способа плит на основе древесного материала согласно пунктам 10 и 12 формулы изобретения.
Соответственно, предоставлен способ изготовления плит на основе древесного материала, в частности, древесно-стружечных плит и древесноволокнистых плит, с уменьшенным выделением летучих органических соединений (VOC), который включает следующие этапы:
a) получение древесной щепы из подходящей древесины;
b) термообработка по меньшей мере части древесной щепы при температуре от 150°C до 300°C в течение периода времени от 1 ч до 5 ч;
c) измельчение термонеобработанной древесной щепы и по меньшей мере части термообработанной древесной щепы путем резания с получением древесной стружки или путем отделения волокон с получением древесных волокон;
d) склеивание древесной стружки или древесных волокон посредством по меньшей мере одного связующего вещества;
e) распределение склеенной древесной стружки на конвейерной ленте с образованием многослойного стружечного ковра или склеенных древесных волокон на конвейерной ленте с образованием однослойного волокнистого ковра; и
f) прессование стружечного ковра или волокнистого ковра для получения плиты на основе древесного материала.
Настоящий способ делает возможным изготовление плит на основе древесного материала, таких как древесно-стружечные плиты и древесноволокнистые плиты, с применением термообработанной древесины, в частности, термообработанной древесной щепы, которую добавляют дополнительно или альтернативно к не подвергшейся обработке, термонеобработанной древесной щепе в известном способе изготовления.
Изготовленная с помощью способа согласно изобретению плита на основе древесного материала, в частности, в виде древесно-стружечной плиты или древесноволокнистой плиты, с типичной кажущейся плотностью от 400 до 1200 кг/м3, содержащая древесную стружку или древесные волокна, полученные из термообработанной древесной щепы, характеризуется уменьшенным выделением летучих органических соединений, в частности, высших альдегидов, а также органических кислот.
Благодаря предоставлению данного способа возникают дополнительные преимущества. Таким образом, является возможным простое изготовление плит на основе древесного материала, таких как древесно-стружечные плиты и древесноволокнистые плиты, без существенного воздействия на общепринятую технологическую цепочку. Кроме того, снижается выделение летучих соединений в воздух в ходе процесса изготовления плит на основе древесного материала и вред технологической воды.
Применяемую в настоящем документе термообработку древесной щепы осуществляют предпочтительно в среде насыщенного пара, в частности, при повышенном давлении, предпочтительно выше 5 бар.
В этом случае под настоящей термообработкой может пониматься как по существу известная торрефикация, так и, по меньшей мере принимая во внимание коэффициент расширения, изменение по существу известной торрефикации. Торрефикация представляет собой термический способ обработки, при котором материал, подлежащий торрефикации, нагревают в бескислородной газовой среде, обычно под атмосферным давлением. Обработка биомассы без подачи воздуха приводит к пиролитическому разложению и высушиванию. Способ осуществляют при относительно низких температурах для пиролиза от 250 до 300°C. Целью является, как при коксовании, повышение массовой и объемной энергетической плотности и тем самым теплотворной способности необработанного материала, повышение качества транспортировки или снижение затрат при последующем измельчении биомассы.
Этап термообработки древесной щепы может быть обеспечен в настоящем способе различными путями.
Таким образом, согласно одному варианту осуществления является возможным включить этап термообработки древесной щепы в способ изготовления плит на основе древесного материала, таких как древесно-стружечные плиты и древесноволокнистые плиты, т.е. этап термообработки внедрен в общий процесс изготовления или технологическую линию и происходит в режиме реального времени.
В другом варианте осуществления этап термообработки древесной щепы может быть осуществлен отдельно от способа изготовления плит на основе древесного материала, таких как древесно-стружечные плиты и древесноволокнистые плиты. Следовательно, этап термообработки в этом варианте осуществления настоящего способа осуществляют вне общего процесса изготовления или технологической линии. При этом процесс получения древесной щепы останавливают и ее подают в устройство для термообработки (например, реактор для термообработки). Затем термообработанная древесная щепа при необходимости после промежуточного хранения снова может быть введена в обычный процесс получения. В процессе получения это обеспечивает возможность высокой гибкости.
Применяемая в данном случае древесная щепа может иметь длину от 10 до 100 мм, предпочтительно от 20 до 90 мм, в частности, предпочтительно от 30 до 80 мм; ширину от 5 до 70 мм, предпочтительно от 10 до 50 мм, в частности, предпочтительно от 15 до 20 мм; и толщину от 1 до 30 мм, предпочтительно от 2 до 25 мм, в частности, предпочтительно от 3 до 20 мм.
В дополнительном варианте осуществления настоящего способа древесную щепу подвергают термообработке при температуре от 200°C до 280°C, в частности, предпочтительно от 220°C до 260°C.
Как изложено выше, продолжительность процесса термообработки древесной щепы может составлять от 1 до 5 ч, предпочтительно от 2 до 3 ч, причем длительность процесса варьируется в зависимости от количества и типа используемого исходного материала. Процесс термообработки предпочтительно завершается при потере в массе древесной щепы от 10 до 30%, предпочтительно от 15 до 20%.
Как уже указано выше, в одном варианте осуществления настоящего способа древесную щепу подвергают термообработке посредством нагревания в среде с низким содержанием кислорода или без кислорода, в частности, в среде насыщенного пара. Это может происходить под атмосферным давлением. В случае применения насыщенного пара процесс термообработки предпочтительно проходит при температурах от 160°C до 220°C и давлении от 6 бар до 16 бар.
Также предпочтительно, если по меньшей мере часть древесной щепы с содержанием влаги 20–50 вес. % является термообработанной, т.е. в этом случае не осуществляется предварительное высушивание древесной щепы, вместо этого древесную щепу без дополнительной предварительной обработки подают в устройство для термообработки после резания.
Применяемый в данном случае реактор для термообработки может быть предоставлен в виде установки периодического действия или в виде установки непрерывного действия.
Газ пиролиза, высвободившийся во время процесса термообработки по существу из гемицеллюлозы и других низкомолекулярных соединений, используют для получения технологической энергии. При этом количество газовой смеси, образованной в качестве газообразного топлива, является достаточным для автономного проведения процесса с энергетической точки зрения.
Термообработанную древесную щепу предпочтительно охлаждают при комнатной температуре и при необходимости временно сохраняют или снова предоставляют непосредственно в процессе изготовления, при необходимости после увлажнения.
В одном варианте настоящего способа термообработанную древесную щепу охлаждают и пропитывают водой на водяной бане, причем к воде добавляют по меньшей мере одно смачивающее вещество. Увлажнитель, например, обычное поверхностно-активное вещество, облегчает смачивание водой гидрофобной наружной поверхности древесной щепы, образовавшейся во время термообработки. При этом количество увлажнителя в водяной бане, на которой древесная щепа подвергается превращению, составляет от 0,1 до 1,0 вес. %. Промывка в воде положительно влияет на последующий процесс резания или разбивки на волокна. Также смачивание стружки или волокон посредством связующих веществ, которые содержат воду в качестве растворителя, таким образом улучшается. В результате процесса промывки в воде содержание влаги термообработанной древесной щепы регулируют от 5 до 20%, предпочтительно от 10 до 15%.
Также соответственно определяют содержание влаги не подвергшейся обработке термонеобработанной древесной щепы. На этом этапе, например, древесную щепу промывают и варят. Обработка водой является желательной, поскольку позволяет из древесной щепы нарезать стружку или разбивать ее на волокна. Кроме того, без воды при нарезке стружки или разбивке на волокна образуется очень много нежелательной пыли.
После этого следует процесс нарезки стружки из древесной щепы в стружечном станке или процесс разбивки древесной щепы на волокна в рафинере, причем к древесной стружке или древесным волокнам во время процесса разбивки на волокна также дополнительно можно добавлять смачивающее вещество для улучшения смачивания водой термообработанной древесины или древесной щепы.
Полученную в процессе нарезки стружки древесную стружку разделяют на мелкий и крупный стружечный материал, причем древесная стружка большего размера предпочтительно используется в среднем слое стружечной плиты, а древесная стружка меньшего размера предпочтительно используется в наружном слое. В этом случае предпочтительно, если применяемая в среднем слое древесная стружка получена из термообработанной древесной щепы, поскольку она, как правило, имеет темный цвет. При применении стружки темного цвета в среднем слое внешний вид плит таким образом не будет испорчен. Поскольку средний слой, как правило, составляет приблизительно 2/3 стружечной плиты, отрицательное воздействие на уменьшение выделения, помимо прочего, отсутствует.
Древесные волокна, полученные в процессе разбивки на волокна, имеют длину от 1,5 мм до 20 мм и толщину от 0,05 мм до 1 мм.
На дополнительном этапе настоящего способа древесную стружку после процесса нарезки стружки или древесные волокна после процесса разбивки на волокна приводят в контакт с по меньшей мере одним подходящим связующим веществом для объединения древесной стружки или древесных волокон, причем это приведение древесной стружки и древесных волокон в контакт со связующим веществом в каждом случае может быть выполнено различным способом.
Таким образом, древесные волокна могут быть приведены в контакт с по меньшей мере одним связующим веществом на этапе d) с помощью продувного трубопровода, где связующее вещество впрыскивают в поток из древесных волокон. При этом возможно, что дополнительно описанные ниже связующие вещества для объединения древесных волокон в продувном трубопроводе приводят к смеси древесных волокон и пара.
Древесная стружка, наоборот, контактирует со связующим веществом в устройстве для смешивания.
Количество добавляемого связующего вещества зависит от типа связующего вещества и типа плиты на основе древесного материала.
В случае связующего вещества на основе формальдегида для древесноволокнистой плиты количество связующего вещества, нанесенного на древесные волокна, составляет от 3 до 20 вес. %, предпочтительно от 5 до 15 вес. %, в частности, предпочтительно от 8 до 12 вес. %. Для древесноволокнистых плит, напротив, используются связующие вещества, содержащие полиуретан, например, PMDI, необходимое количество связующего вещества снижается до 1–10 вес. %, предпочтительно 2–8 вес. %, в частности, предпочтительно 4–6 вес. %.
В случае древесно-стружечных плит используют предпочтительно связующее вещество на основе формальдегида, причем для среднего слоя количество связующего вещества составляет от 5 до 8 вес. %, предпочтительно от 6 до 7 вес. % и для наружного слоя от 6 до 10 вес. %, предпочтительно от 8 до 9 вес. %. При использовании связующего вещества на основе полиуретана, такого как PMDI, в древесно-стружечных плитах количество связующего вещества в среднем слое составляет от 2 до 5 вес. %, предпочтительно 3 вес. %, и в наружном слое от 4 до 8 вес. %, предпочтительно 5 вес. %.
Как уже обозначено, в одном варианте осуществления настоящего способа используют предпочтительно полимерное клеящее вещество в качестве связующего вещества, выбранное из группы, состоящей из клеящего вещества на основе формальдегида, клеящего вещества на основе полиуретана, клеящего вещества на основе эпоксидной смолы, клеящего вещества на основе сложного полиэфира, причем преимущественно используют клеящее вещество на основе формальдегида.
В качестве клеящего вещества на основе формальдегида, в частности, клеящего вещества на основе фенолформальдегидной смолы (PF), применяют клеящее вещество на основе крезоло-/резорцино-формальдегидной смолы, клеящее вещество на основе мочевино-формальдегидной смолы (UF) и/или клеящее вещество на основе меламино-формальдегидной смолы (MF).
В качестве альтернативы клеящему веществу на основе формальдегида предлагается в небольшом объеме клеящее вещество на основе полиуретана, образованное на основе полиизоцианатов, в частности, полидифенилметандиизоцианата (PMDI), толуилендиизоцианата (TDI) и/или дифенилметандиизоцианата (MDI), причем PMDI является особенно предпочтительным.
Подходящим и возможным было также применение смесей двух или нескольких полимерных клеящих веществ, например, клеящего вещества на основе формальдегида (такого как MUF, MF, UF) и клеящего вещества на основе полиуретана (такого как PMDI). Подобные системы гибридных клеящих веществ известны из документа EP 2447332 B1.
Также возможно обеспечивать древесную стружку или древесные волокна по меньшей мере одним огнезащитным веществом вместе со связующим веществом или отдельно от него.
Огнезащитное вещество могут, как правило, добавлять в количестве от 1 до 20 вес. %, предпочтительно от 5 до 15 вес. %, в частности, предпочтительно 10 вес. % к смеси древесных волокон и связующего вещества.
Обычные огнезащитные вещества выбраны из группы, состоящей из фосфатов, боратов, в частности, полифосфата аммония, трис(трибромнеопентил)фосфата, бората цинка или комплексов борной кислоты многоатомных спиртов.
На следующем этапе способа древесную стружку или древесные волокна высушивали до степени влажности от 1 до 10%, предпочтительно от 3 до 5%. В случае древесной стружки процесс высушивания происходит предпочтительно за один этап, например, в сушильном барабане, тогда как древесные волокна могут быть высушены высушивают с помощью двухэтапного процесса.
Высушенные древесная стружка или древесные волокна затем разделяют или просеивают соответственно их размеру и предпочтительно временно сохраняют, например, в хранилище или бункере.
Просеивание стружки или волокон после процесса высушивания связано, как правило, с дополнительной очисткой. Для этого волокна помещаются в воздушный поток и, насколько это возможно, освобождаются путем образования вихрей, острых отклонений, ударного просеивания, просеивания путем увеличения воздуха или комбинации нескольких эффектов трудноразделяемых частиц, таких как куски проклеивающего материала. После этого волокна, обновленные центробежным сепаратором, отделяют от потока воздуха и подают для последующего применения. В случае просеивания древесной стружки ее разделяют на стружку большего размера для среднего слоя и стружку меньшего размера для наружных слоев.
Как изложено выше, склеивание древесных волокон можно выполнить перед высушиванием. Склеивание древесных волокон также можно выполнять после высушивания. В случае применения древесной стружки склеивание происходит все же после просеивания, причем склеивание осуществляется путем смешивания стружки и проклеивающего материала.
После просеивания склеенную древесную стружку или древесные волокна распределяют на конвейерной ленте с образованием стружечного ковра или волокнистого ковра. Настилочная станция, применяемая обычно в случае древесных волокон, состоит из дозировочного бункера, устройства для рассеивания ковра и устройства для разглаживания ковра. В случае древесной стружки используют, как правило, рассеивание с помощью воздуха, причем сначала распределяют первый наружный слой, далее средний слой и затем второй наружный слой.
Стружечный ковер или волокнистый ковер затем сначала предварительно прессуют и далее при температурах от 100°C до 250°C, предпочтительно от 130°C до 220°C, в частности, при 200°C подвергают горячему прессованию.
При этом стружечный ковер или волокнистый ковер после рассеивания сначала взвешивают и измеряют содержание влаги. Стружечный или волокнистый ковер затем подают в пресс для подпрессовки. В этом случае толщину ковра уменьшают с помощью холодного предварительного уплотнения, чтобы последующее горячее прессование могло быть более эффективно выполнено и риск повреждения ковра снижался. Предварительное уплотнение чаще всего осуществляют с помощью ленточного пресса для подпрессовки, который работает по принципу ленточного транспортера (реже с помощью пластинчатого ленточного пресса для подпрессовки, работающего по принципу защитной поточной производственной линии, или с помощью вальцового ленточного пресса для подпрессовки, работающего по принципу транспортировки бревен к камню для разветвления).
После предварительного прессования следует обрезка кромок спрессованного ковра или покрытия. В этом случае боковые стороны отделяют от покрытия таким образом, что можно получить соответствующую желаемую ширину плиты. Боковые стороны вводят в настилочную машину спереди и сзади в процессе. Далее могут следовать дополнительные измерительные устройства для контроля толщины или обнаружения металла. Также обрызгивание ковров может улучшить качество наружной поверхности или ускорить прогревание ковров.
Затем следует горячее прессование, которое может быть синхронизировано или непрерывно выполнено. В данном случае предпочтительным является непрерывно выполняемое горячее прессование. Для этого используются непрерывные прессы, которые работают с прессующей лентой или пластинами пресса, через которые передаются давление и температура. В этом случае лента поддерживается либо рулонным ковровым покрытием, либо стержневым ковровым покрытием, либо гидравлическим амортизатором, напротив горячих плит, нагретых преимущественно термальным маслом (реже паром). Эта система прессования обеспечивает получение плит с толщиной от 1,5 мм до 60 мм. При прессовании на каландре можно получить исключительно тонкие стружечные или волокнистые плиты. Прессование осуществляют в данном случае посредством прессующего вала и наружной ленты на нагретом вале каландра.
После горячего прессования прессованные плиты обрезают по размеру. После этого чаще всего следует ряд измерений относительно контроля качества, в частности, контроля толщины.
В одном особенно предпочтительном варианте осуществления настоящий способ изготовления древесно-стружечной плиты с уменьшенным выделением VOC включает следующие этапы:
a1) получение древесной щепы из подходящей древесины;
b1) предварительное высушивание древесной щепы при необходимости;
c1) термообработка по меньшей мере части древесной щепы при температуре от 150°C до 300°C в течение периода времени от 1 ч до 5 ч;
d1) обработка водой термообработанной древесной щепы;
e1) нарезка термонеобработанной древесной щепы и по меньшей мере части термообработанной древесной щепы в древесную стружку;
f1) просеивание древесной стружки;
g1) склеивание древесной стружки, полученной из термообработанной древесной щепы, или смешивание древесной стружки, полученной из термонеобработанной древесной щепы, и древесной стружки, полученной из термообработанной древесной щепы, с по меньшей мере одним связующим веществом;
h1) распределение склеенной древесной стружки на конвейерной ленте с образованием многослойного стружечного ковра, причем древесную стружку распределяют в последовательности первый наружный слой, средний слой и второй наружный слой, накладываемые друг на друга;
i1) прессование стружечного ковра с получением древесно-стружечной плиты.
В одном особенно предпочтительном варианте осуществления настоящий способ изготовления древесноволокнистой плиты с уменьшенным выделением VOC включает следующие этапы:
a2) получение древесной щепы из подходящей древесины;
b2) предварительное высушивание древесной щепы при необходимости;
c2) термообработка по меньшей мере части древесной щепы при температуре от 150°C до 300°C в течение периода времени от 1 ч до 5 ч;
d2) обработка водой термообработанной древесной щепы;
e2) разделение термонеобработанной древесной щепы и по меньшей мере части термообработанной древесной щепы на древесные волокна;
g1) смешивание древесных волокон, полученных из термообработанной древесной щепы, или смешивание древесных волокон, полученных из термонеобработанной древесной щепы, и древесных волокон, полученных из термообработанной древесной щепы, с по меньшей мере одним связующим веществом;
g2) распределение склеенных древесных волокон на конвейерной ленте с образованием однослойного волокнистого ковра;
h2) предварительное прессование волокнистого ковра и
i2) горячее прессование волокнистого ковра с получением древесноволокнистой плиты.
Применение термообработанной древесной щепы для изготовления древесно-стружечных плит и древесноволокнистых плит имеет ряд преимуществ. Таким образом, особенно предпочтительно, что древесная стружка и древесные волокна, полученные из термообработанной древесной щепы, особенно легко высушивать, что основано, в частности, на низкой гидрофильности термообработанной древесины. Также предпочтительно применение изготовленных древесноволокнистых плит, поскольку они изготовлены из древесной стружки или древесных волокон, полученных их термообработанной древесной щепы, при определенных температурах и содержаниях влаги в воздухе и характеризуются более низким равновесным содержанием влаги, чем термонеобработанная древесина.
Дополнительным положительным аспектом применения термообработанной древесной щепы в качестве исходного материала является то, что достигается выравнивание исходного сырья древесины. Это является особенно экономичным предназначением, поскольку при применении древесной щепы для изготовления древесно-стружечных плит, древесноволокнистых плит или другого древесного материала должны приниматься во внимание соответствующие времени года вариации исходного материала древесины. Дополнительным преимуществом является то, что термообработанная древесная щепа не подвергается никакому биологическому разложению или другим изменениям во время хранения, вследствие чего хранение термообработанной древесной щепы возможно на протяжении долгого времени. Кроме того, ни один ингредиент не вымывается при контакте с водой, поскольку они были разрушены в процессе термообработки.
Соответственно, настоящий способ делает возможным изготовление древесно-стружечной плиты и древесноволокнистой плиты с уменьшенным выделением летучих органических соединений (VOC), которые соответственно содержат древесную стружку или древесные волокна, полученные из термообработанной древесной щепы. Настоящая древесно-стружечная плита может при этом полностью состоять из древесной стружки, полученной из термообработанной древесной щепы, или из смеси древесной стружки, полученной из необработанной (т.е. термонеобработанной) древесной щепы, и древесной стружки, полученной из термообработанной древесной щепы. Настоящая древесноволокнистая плита может соответственно полностью состоять из древесных волокон, полученных из термообработанной древесной щепы, или из смеси древесных волокон, полученных из необработанной (т.е. термонеобработанной) древесной щепы, и древесных волокон, полученных из термообработанной древесной щепы.
Настоящие древесно-стружечная плита или древесноволокнистая плита характеризуется в каждом случае, в частности, уменьшенным выделением альдегидов, в частности, пентаналя, гексаналя или октаналя, и/или органических кислот, в частности уксусной кислоты, высвобождаемых во время гидролиза древесины.
Настоящая плита на основе древесного материала в виде древесно-стружечной плиты или древесноволокнистой плиты может иметь кажущуюся плотность от 400 до 1200 кг/м3, предпочтительно от 500 до 1000 кг/м3, в частности, предпочтительно от 600 до 800 кг/м3.
Толщина настоящей плиты на основе древесного материала, такой как древесно-стружечная плита или древесноволокнистая плита, может составлять от 3 до 20 мм, предпочтительно от 5 до 15 мм, причем, в частности, толщина составляет предпочтительно 10 мм.
Настоящая древесно-стружечная плита содержит от 60 до 90 вес. %, предпочтительно от 70 до 80 вес. % древесной стружки и от 5 до 20 вес. %, предпочтительно от 10 до 15 вес. % связующих веществ.
Настоящая древесноволокнистая плита состоит из смеси волокон, содержащей от 60 до 90 вес. %, предпочтительно от 70 до 80 вес. % древесных волокон и от 5 до 20 вес. %, предпочтительно от 10 до 15 вес. % связующих веществ. В связи с этим делается ссылка на приведенные выше положения на счет типа используемых связующих веществ.
Как изложено выше, как настоящая древесно-стружечная плита, так и настоящая древесноволокнистая плита может содержать смесь из древесной стружки/древесных волокон, полученных из термонеобработанной древесной щепы, и древесной стружки/древесных волокон, полученных из термообработанной древесной щепы. Смесь, применяемая в древесно-стружечной плите и в древесноволокнистой плите, может содержать от 10 до 50 вес. %, предпочтительно от 20 до 30 вес. % стружки/волокон, полученных из термонеобработанной древесной щепы, и от 50 до 90 вес. %, предпочтительно от 70 до 80 вес. % стружки/волокон, полученных из термообработанной древесной щепы. Как уже объяснено выше, в случае стружечной плиты в среднем слое предпочтительно используется стружка, полученная из термообработанной древесной щепы.
Как настоящая древесно-стружечная плита, так и настоящая древесноволокнистая плита могут применяться в качестве древесно-стружечной или древесноволокнистой плиты с низкой степенью выделений для мебели, а также обшивок для пола, стен или потолка.
Цели настоящего изобретения достигают также с помощью применения древесной стружки или древесных волокон, полученных из термообработанной древесной щепы, согласно пункту 15 формулы изобретения.
Следовательно, древесная стружка и древесные волокна, полученные из термообработанной древесной щепы, применяются для уменьшения выделения летучих органических соединений (VOC) из древесно-стружечных плит или древесноволокнистых плит.
В одном предпочтительном варианте древесная стружка и древесные волокна, полученные из термообработанной древесной щепы, применяются для уменьшения выделения альдегидов и/или органических кислот, высвобождаемых во время гидролиза древесины.
Соответственно, настоящие древесная стружка/древесные волокна, полученные из термообработанной древесной щепы, предпочтительно применяются для уменьшения выделения органических кислот, в частности, для уменьшения выделения уксусной кислоты и гексановой кислоты. Органические кислоты получают, в частности, в виде продуктов расщепления древесных компонентов целлюлозы, гемицеллюлозы и лигнина, при этом предпочтительно образуются алкановые кислоты, такие как уксусная кислота, пропионовая кислота, гексановая кислота или ароматические кислоты.
Также желательно применять древесную стружку/древесные волокна, полученные из термообработанной древесной щепы, для уменьшения выделения альдегидов. В этом случае особенно предпочтительно, если древесные волокна применяются для уменьшения выделения альдегидов, высвобождаемых во время гидролиза древесины в воде. Соответственно, древесная стружка или древесные волокна, полученные из термообработанной древесной щепы, применяются для уменьшения выделения C1-C10-альдегидов, в частности, предпочтительно пентаналя, гексаналя или октаналя.
Изобретение будет объяснено более подробно ниже со ссылкой на фигуры графических материалов в отношении нескольких примеров осуществления. На графических материалах:
на фиг. 1 представлено схематическое изображение первого варианта осуществления способа изготовления древесноволокнистой плиты согласно изобретению и
на фиг. 2 представлено схематическое изображение второго варианта осуществления способа изготовления древесноволокнистой плиты согласно изобретению.
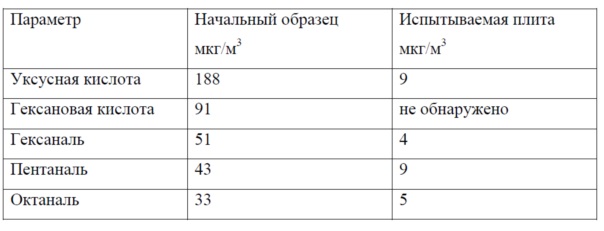
Первый вариант осуществления способа согласно изобретению, показанный на фиг. 1, описывает отдельные этапы способа, начиная с предоставления древесного исходного продукта до получения готовой древесноволокнистой плиты.
Соответственно, сначала на этапе 1 предоставляют подходящее древесное исходное сырье для получения древесной щепы. В качестве древесного исходного сырья подходят все хвойные породы, лиственные породы или также их смеси. Бревно окоряют и в дисковой рубильной машине или барабанной рубильной машине измельчают в древесную щепу (этап 2), причем размер древесной щепы соответственно можно регулировать.
После измельчения и предоставления древесной щепы ее необязательно подвергают процессу предварительной сушки, при котором содержание влаги в 5–10% устанавливают относительно исходной влажности древесных щеп.
В случае показанного на фиг. 1 первого варианта осуществления по меньшей мере часть древесной щепы, предварительно высушенной при необходимости, извлекают из общепринятого способа изготовления и подают в реактор для термообработки (этап 3). Термообработку извлеченной древесной щепы осуществляют в диапазоне температур от 220°C до 260°C. Возникающие при этом газы пиролиза используют для получения необходимой энергии для технологической установки.
После завершения термообработки, которая в данном случае длится приблизительно 2 часа, термообработанную древесную щепу снова вводят в способ и при необходимости объединяют вместе с термонеобработанной древесной щепой на этапе 4 промывания и варки при содержании влаги 10–20%.
Затем древесные волокна подвергают процессу разбивки на волокна в рафинере (этап 5), причем в ходе процесса разбивки на волокна к древесным волокнам добавляют подходящее смачивающее вещество.
Древесные волокна могут непосредственно после разделения на волокна быть смешаны с жидким связующим веществом и при необходимости с огнезащитным веществом (этап 6). Приведение в контакт древесных волокон с жидким связующим веществом может происходить на этом этапе способа, например, с помощью продувного трубопровода.
После этапа склеивания 6 следует этап высушивания склеенных древесных волокон (этап 7), причем этот этап высушивания может проходить в две стадии I, II. Сушильная установка выполнена в виде двухстадийной сушильной установки, причем основное высушивание происходит на первой стадии посредством горячего газа (воздуха или перегретого пара), а последующее высушивание – на второй стадии, причем в этом случае также возможно применение горячего воздуха или перегретого пара. Смесь веществ отделяют на каждом этапе или после него посредством циклона-сепаратора и устройства для отделения.
Высушенные древесные волокна распределяют или просеивают соответственно их размеру (этап 8).
Затем склеенные древесные волокна распределяют на конвейерной ленте (этап 9), полученный волокнистый ковер сначала подают в пресс для подпрессовки (этап 10) и затем в пресс для горячего прессования (этап 11) для прессования древесноволокнистой плиты большого размера.
Во время заключительной обработки в каждом случае полученная древесноволокнистая плита обрезается надлежащим образом.
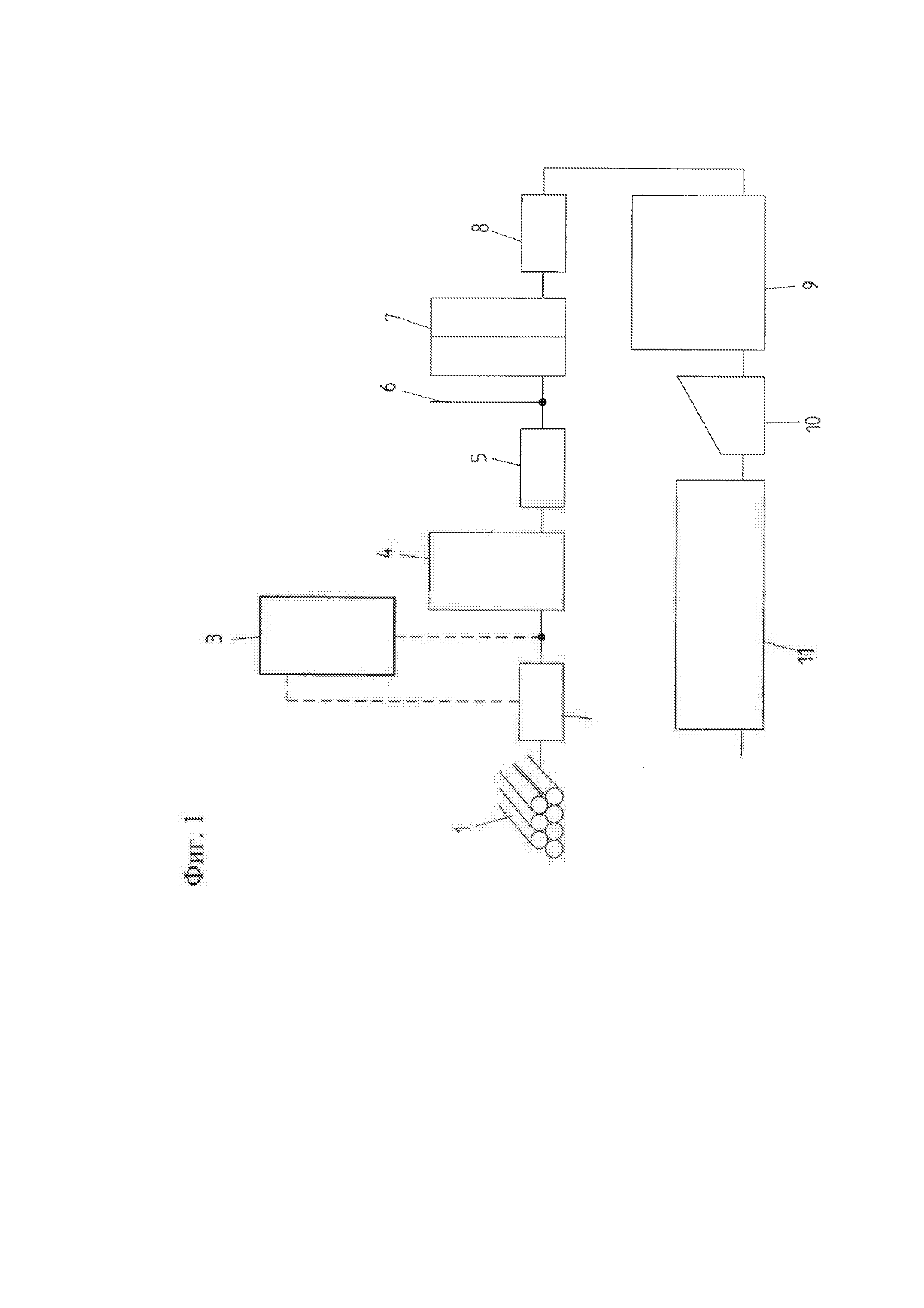
Показанный на фиг. 2 второй пример осуществления отличается от представленного на фиг. 1 первого варианта осуществления тем, что этап термообработки древесной щепы (этап 3) включен в процесс изготовления древесноволокнистых плит, т.е. этап термообработки внедрен в общий процесс изготовления или технологическую линию и происходит в режиме реального времени. Извлечение древесной щепы из технологической линии исключает таким образом термообработку. В частности, преимущественно, если древесноволокнистая плита полностью изготовлена из древесных волокон, полученных из термообработанной древесной щепы.
Пример осуществления 1: Древесноволокнистая плита, в частности, MDF
Невысушенную древесную щепу выдерживали (содержание влаги: приблизительно 50%, размер: приблизительно 5 x 5 см, толщина: приблизительно 1 см) в устройстве для термообработки непрерывного действия при 220°C в среде насыщенного пара приблизительно 2 ч. Устройство содержит транспортный механизм, по которому с помощью винтового транспортера постепенно транспортируют древесную щепу.
Затем древесную щепу охлаждали в моечной машине для древесной щепы и далее осуществляли общепринятую разбивку на волокна. При этом в воде в моечной машине для древесной щепы находится 0,1% имеющегося на рынке поверхностно-активного вещества. Его добавляют для улучшения смачивания гидрофобной древесной щепы. Вода в моечной машине продемонстрировала значительно меньшее количество краски, и воздействие органических компонентов было снижено приблизительно на 90%.
Полученную после разбивки на волокна древесную щепу склеивали и высушивали в продувном трубопроводе посредством имеющегося на рынке проклеивающего материала на основе мочевиноформальдегида. Затем волокна распределяли и обрабатывали для получения MDF с объемной массой 650 кг/м3 и толщиной 10 мм.
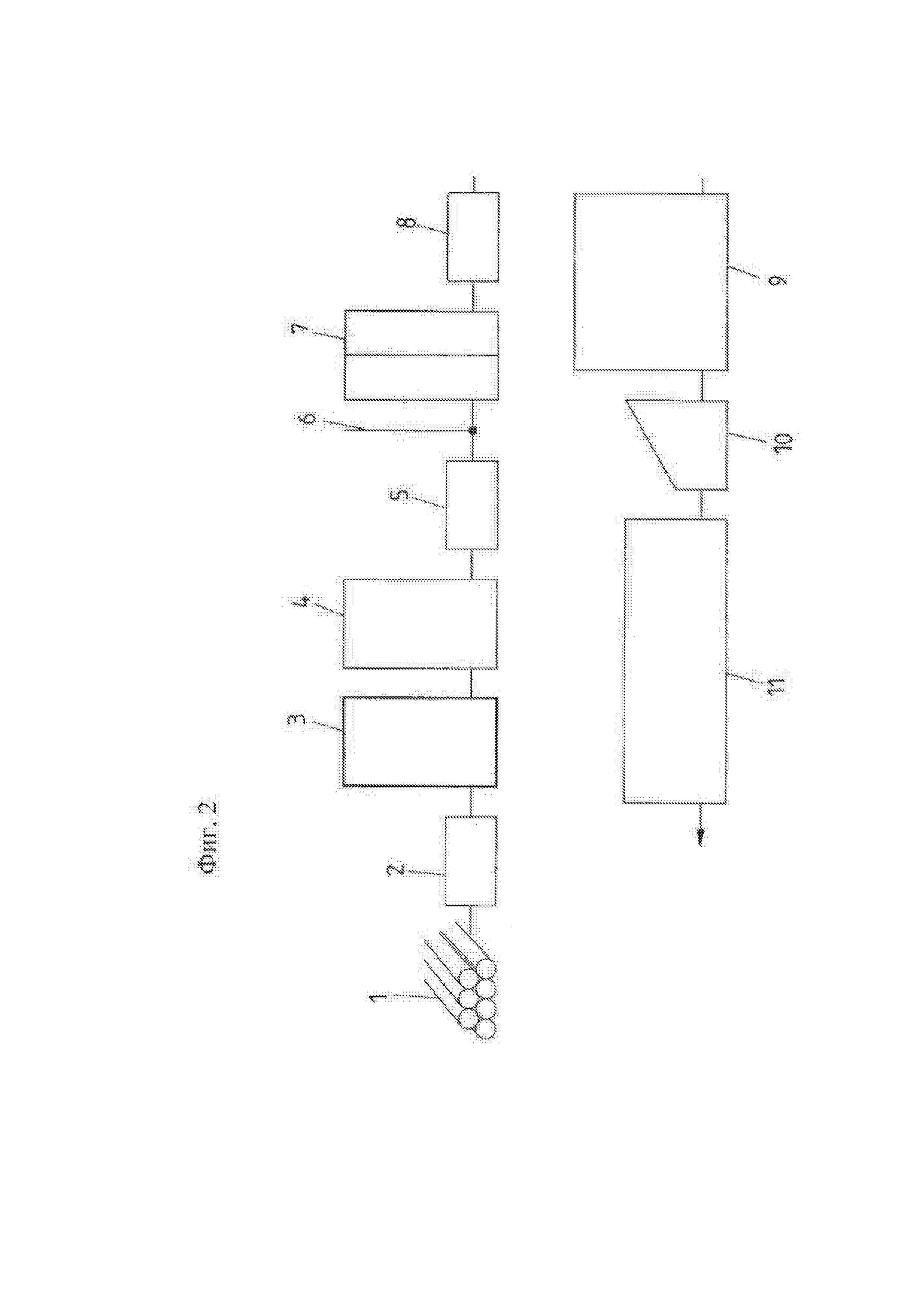
Полученную в результате MDF затем вместе с начальным образцом (из термонеобработанной древесной щепы) испытывали на выделение VOC согласно схеме AgBB. При этом было определено значение за три дня в отношении нормы времени.
Параметры камеры: температура 23C°C; влажность воздуха 50% +- 5%; воздухообмен 0,5/ч +- 0,1/ч; нагрузка 1 м2/м3; объем камеры 225 м3
Как видно из таблицы, испытываемая плита имеет значительно более низкую степень выделения наиболее важных в количественном отношении параметров.
Пример осуществления 2: Древесно-стружечная плита
Изготовление древесно-стружечных плит в общем известно. Аналогично примеру осуществления 1 термообработанную древесную щепу подают в стружечный станок. После нарезки древесную стружку при остаточном содержании влаги приблизительно 2% высушивали в сушильном барабане. После высушивания следует сортирование и разделение древесной стружки на стружку большего размера для среднего слоя и стружку меньшего размера для наружного слоя.
После склеивания посредством склеивающего материала на основе мочевиноформальдегида стружку распределяли с получением многослойного стружечного ковра, причем стружку, используемую в среднем слое, получали из термообработанной древесной щепы, и прессовали при температуре приблизительно 200°C для получения плит.
Аналогично примеру осуществления 1 проведенное испытание относительно выделений привело в результате к аналогично уменьшенным показателям выделения VOC для уксусной кислоты и высших альдегидов.
Установка для горячего прессования древесно-стружечных плит и способ такой эксплуатации установки такого рода
Способ снижения выделения летучих органических соединений из древесных материалов и древесные материалы
Многослойная плита из древесины
Плита осп (ориентированно-стружечная плита) на основе древесного материала с улучшенными характеристиками и способ ее изготовления
Многослойная плита из древесного материала со средним слоем из фанеры
Способ снижения выделения летучих органических соединений из древесных материалов и древесные материалы
Способ изготовления структурно-ориентированной древесно-стружечной плиты
Способ изготовления плит osb на основе древесины со сниженным выделением летучих органических соединений (voc)
Способ изготовления плиты на основе древесного материала, в частности древесноволокнистой плиты средней плотности или высокой плотности
Способ изготовления плиты на основе древесного материала, в частности древесноволокнистой плиты средней плотности или высокой плотности

