Результат интеллектуальной деятельности: АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ РАЗВАЛЬЦОВЫВАНИЯ
Вид РИД
Изобретение
Известны автоматические станки для развальцовывания подрезки труб, например, паровых котлов (см. авт. св. №77856 по кл. 7 с, 20). В этих станках применена развальцовка, установленная на угловой передаче, которая расположена на приводном валу.
Недостатком подобных станков является необеспечение механизации продольного передвижения развальцовки, что требует применения ручного труда.
Предложенный станок лишен указанного недостатка. Сущность изобретения заключается в том, что каретка угловой передачи станка выполнена с винтом, который проходит через гайку. Винт снабжен отдельным приводом.
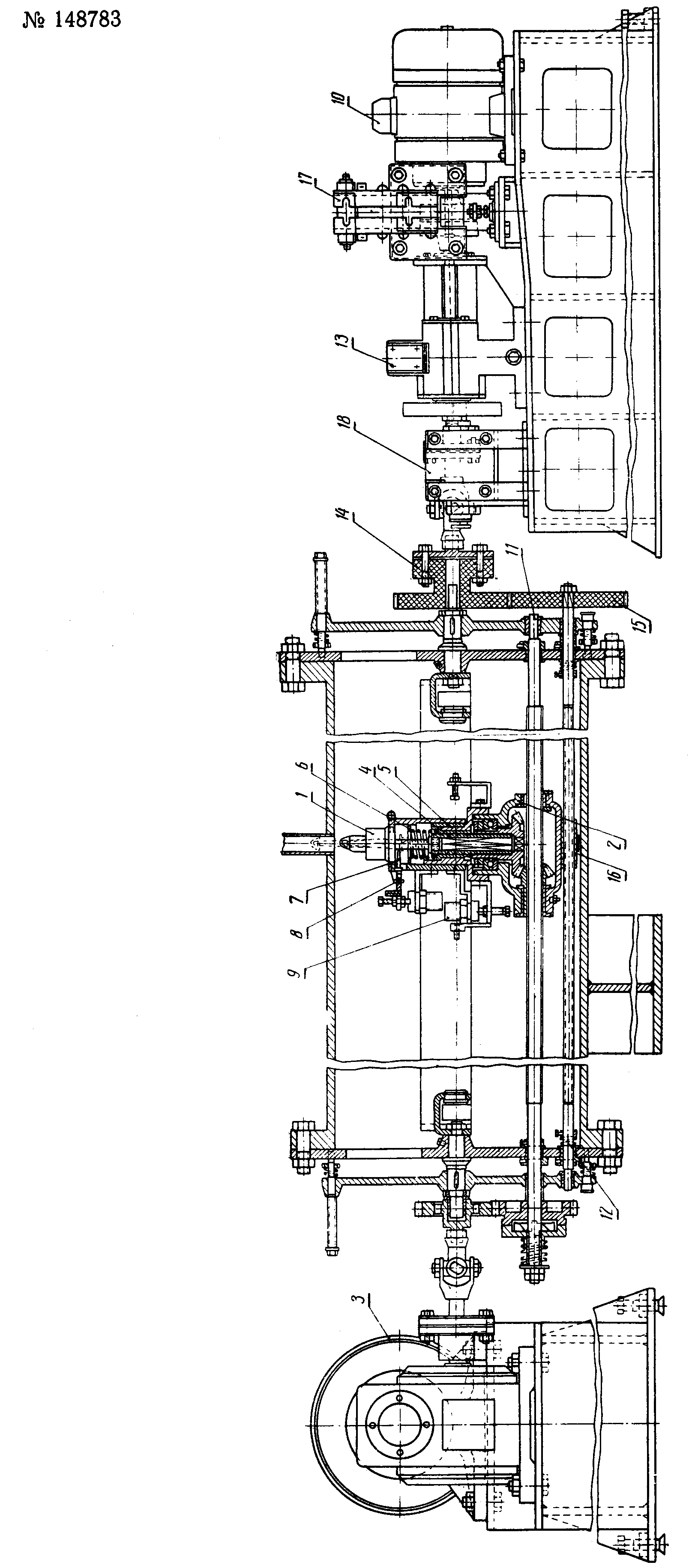
На чертеже изображен предложенный автоматический станок.
Развальцовка 1 с угловой передачей 2 устанавливается против первой (крайней) трубы того ряда, в котором должны быть развальцованы (подрезаны) трубы. Электродвигатель 3 включается на передний ход. При этом резьбовая втулка 4 вывинчивается из накидной втулки 5, освобождая пружину 6, которая подает корпус развальцовки в трубы. Одновременно резьбовая втулка 4 подает и вращает веретено развальцовки, производя развальцовывание (подрезку) труб.
При перемещении веретена развальцовки до установленного при настройке положения бурт ее упрется в разноплечий рычаг 7, имеющий на втором конце винт 8, который воздействует на конечный выключатель 9 и выключает электродвигатель 3. Одновременно включается другой конечный выключатель, не показанный на чертеже, который включает электродвигатель 3 на обратный ход. При реверсе резьбовая втулка 4 ввинчивается в накидную втулку 5, тянет за собой веретено развальцовки и отжимает пружину 6. В конце обратного хода развальцовки приводится в действие конечный выключатель 9, который останавливает электродвигатель. Одновременно включается цепь управления электродвигателем 10, при помощи которого осуществляется перемещение развальцовки с угловой передачей 2 в продольном направлении.
Угловая передача соединена со шлицевым валом 11 и винтом 12, который вращается от электродвигателя 10 через редуктор 13, муфту-шестерню 14 и зубчатое колесо 15. На нижнем корпусе угловой передачи установлена каретка 16 с гайкой, в которой вращается винт 12. При вращении этого винта угловая передача скользит по шлицевому валу 11.
При замыкании цепи пуска электродвигателя 3 замыкаются цепи тормоза 17 и электромагнитного стопора 18. При этом штырь электромагнитного стопора западает в отверстие, чем обеспечивается строгое положение развальцовки против очередной трубы. При достижении развальцовкой верхнего установленного положения срабатывает верхний конечный выключатель 9 и цикл повторяется в том же порядке. Реверсирование продольной подачи осуществляется пакетным переключателем, не показанным на чертеже.
Предложенный станок повышает производительность труда и облегчает условия работы, так как обслуживание станка и выполнение всех необходимых операций производится снаружи станка без размещения рабочего внутри коллектора или барабана для перемещения инструмента.
Автоматический станок для развальцовывания подрезки труб, например, паровых котлов с применением, развальцовки, установленной на угловой передаче, расположенной на приводном валу, отличающийся тем, что, в целях механизации продольного передвижения развальцовки, через гайку в каретке угловой передачи пропущен винт с отдельным приводом.