Результат интеллектуальной деятельности: АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ
Вид РИД
Изобретение
Известны автоматические поточные линии для формовки, сборки, выдачи форм на конвейер и выбивки отливок с возвратом пустых опок, с соответствующими автоматизированными агрегатами. Такие автоматические линии не позволяют автоматизировать весь комплекс производственных процессов, незначительно повышают производительность и только на отдельных участках дают возможность улучшить условия труда.
Описываемая автоматическая линия не имеет указанных недостатков. Для этого в ней применено двухстороннее прессование для изготовления верхних и нижних полуформ без какой-либо кантовки опок. Кроме того, агрегаты выполнены без встряхивающих и поворотных устройств, что позволяет применять пневматические приводы, с целью пневматического дистанционного управления автоматикой всего комплекса линии.
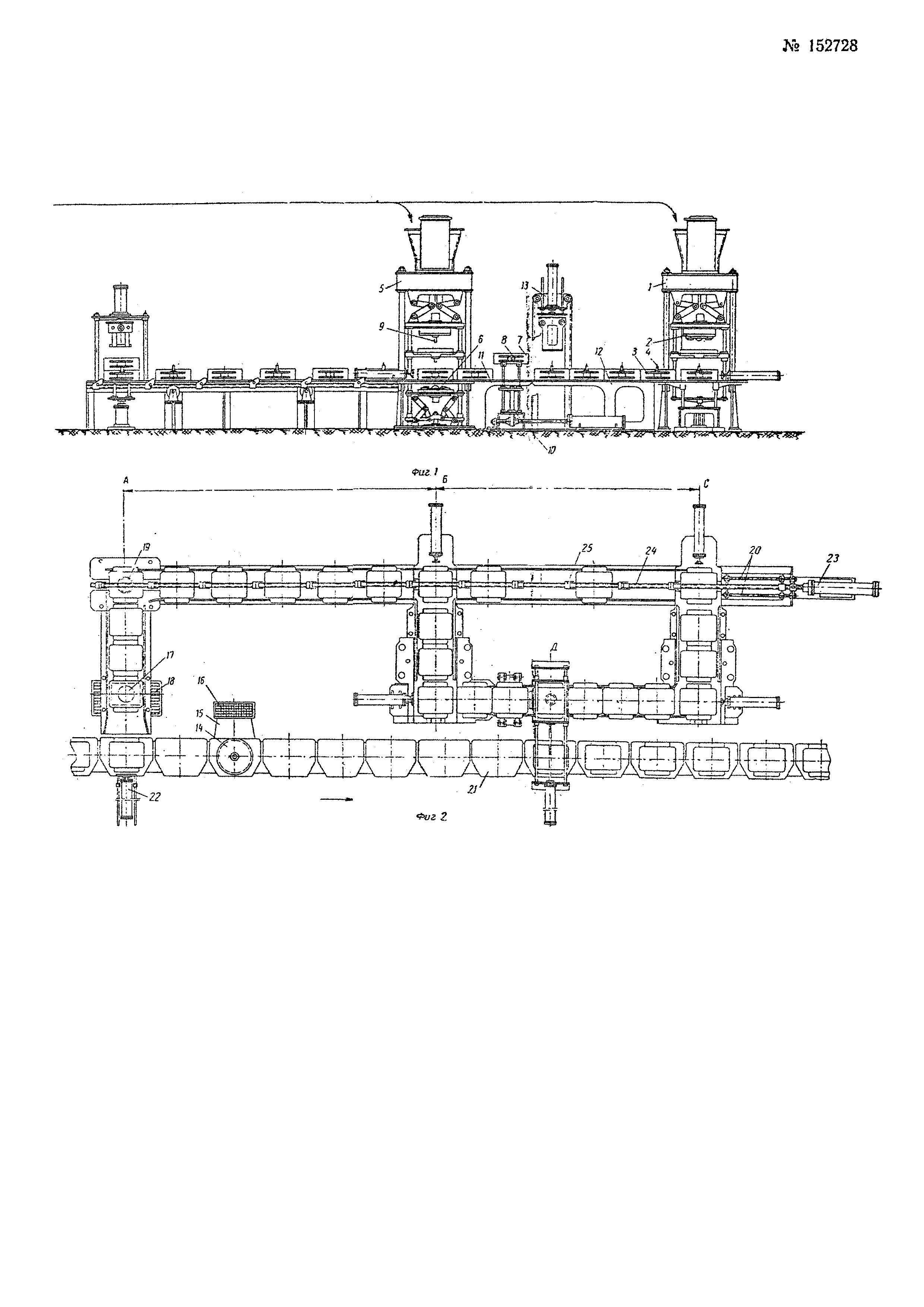
На фиг. 1 изображена автоматическая линия, вид спереди; на фиг. 2 - то же, в плане.
Установка состоит из нескольких взаимосвязанных между собой автоматически действующих агрегатов. В формовочном пресс-автомате 1 модельный комплект 2 расположен у верхнего прессующего механизма. Этот автомат позволяет изготовлять только нижние полуформы в опоках 3 с выступающими центрирующими штифтами 4.
В формовочном пресс-автомате 5 модельный комплект 6 расположен на протяжной плите нижнего прессующего механизма. Этот автомат изготовляет только верхние полумуфты в опоках 7 с закрепленными в боковых ребрах центрирующими втулками 8. Для получения литниковой системы в верхней половине полуформы служит модель 9 стояка и чаши, устанавливаемая в колодке верхнего прессующего механизма.
При работе пресс-автоматов 1 и 5 осуществляется двухстороннее прессование для изготовления верхних и нижних полуформ без кантовки опок.
Автомат 10 сборки форм расположен между формовочными пресс-автоматами 1 и 5 ниже сборочных площадок 11 и 12. Автомат 13 передачи собранных форм на конвейер помещен над сборочной площадкой крайней позиции нижней полуформы.
Диск-щетка 14 служит для очистки поверхности платформ тележек конвейера от возможного засора после сталкивания с них опок. При этом мусор и металлические всплески ссыпаются по наклонной плоскости 15 в провальную решетку 16.
Выжимной пресс 17 с пневмоцилиндром расположен над выбивной площадкой 18. Автомат 19 разъема выбитых опок (распаривания) расположен в конце выбивной площадки. Устройство 20 применяется для возврата пустых опок к пресс-автоматам 1 и 5. Устройство для съема грузов и загрузки форм перед заливкой может быть выполнено по типу устройства, применяемого на Сталинградском тракторном заводе.
Все агрегаты описываемой установки просты по конструкции, а также легкие по весу. Они могут быть смонтированы в литейном цехе к любому напольному, горизонтально замкнутому или подвесному литейному конвейеру.
Опоки установки должны быть взаимозаменяемыми и иметь строго определенные размеры. Принятый габарит опок определяет величину расстояния между центрами А (расположения выбивной площадки), Б и С (формовочных пресс-автоматов), а также между центром А и центром Д (выдачи собранных форм на конвейер).
Пневматическое дистанционное управление автоматикой всего комплекса осуществляется следующим образом. При команде к приведению в действие всей установки по заданной программе включается в движение конвейер 21. Как только залитая форма при выходе из охладительной ветки приблизится к центру выбивной площадки, автоматически включается в действие пневмотолкатель 22, посредством которого форма сталкивается с тележки на выбивную площадку 18 и становится под выжимной пресс 17. При этом предыдущие выбитые опоки одновременно проталкиваются дальше по направляющим выбивной площадки, причем крайняя из них попадает в автомат 19 разъема (распаривания) выбитых опок.
После этого шток пневмотолкателя отходит в исходное положение и посылает команду к действию одновременно цилиндру выжимного пресса 17 и нижнему цилиндру штифтового подъема. Последним выбитая крайняя пара опок подымается вверх до зажимов каретки, а шток цилиндра выжимного пресса, опускаясь вниз, выжимает содержимое в опоке, т.е. отливку с литником и отработанную горелую смесь. Они, проваливаясь вниз, попадают на вибрационную решетку и транспортируются по назначению.
При получении автоматической команды цилиндр зажимов каретки срабатывает, зажимая верхнюю опоку, и, в свою очередь, посылает команду нижнему пневмоцилиндру на опускание плиты штифтового подъема вниз вместе с нижней опокой. Таким образом, происходит распаривание опок. Штифты подъема уходят вниз, а опускаемая на них нижняя опока садится на стол между направляющими устройства возврата опок.
При опускании плиты штифтового подъема до исходного нижнего положения подается команда к действию головного пневмоцилиндра 23, который посредством штанги 24 и укрепленных на ней кулачков 25 делает шаг вперед, продвигая по направлению к пресс-автоматам 1 и 5 на строго определенное расстояние находящиеся между кулачками опоки.
При втором шаге штанги вперед подается команда только головному пневмоцилиндру 23 на обратный ход штанги 24 в исходное положение. Следовательно, за один производственный цикл работы установки продолжительностью 18 сек штанга 24 делает два шага вперед и два шага назад. Остальные же агрегаты установки работают в продолжение этого цикла без всяких повторных движений.
Автоматическая поточная линия для формовки, сборки, выдачи форм на конвейер и выбивки отливок с возвратом пустых опок, состоящая из формовочного автомата с расположением модели на верхнем прессующем механизме, формовочного автомата с расположением модели на нижнем прессующем механизме, автомата сборки форм, автомата выдачи форм на конвейер, автомата выбивки форм, автомата распаривания опок и автомата возврата пустых опок, отличающаяся тем, что, с целью автоматизации всего комплекса производственных процессов, повышения производительности и улучшения условий труда, применено двухстороннее прессование нижних и верхних полуформ без кантовки в сочетании с использованием пневматического дистанционного управления автоматикой.