Результат интеллектуальной деятельности: Способ поверхностного упрочнения детали из стали
Вид РИД
Изобретение
Изобретение относится к области металлургии и машиностроения, а именно к комбинированным способам упрочнения деталей, и может быть использовано при изготовлении режущего инструмента для ленточнопильного металлорежущего станка, работающих в условиях изнашивания и знакопеременных нагрузок.
Аналогом изобретения является способ низкотемпературного азотирования стальных деталей (патент №2415964, МПК C23C 8/26, опубл. 10.04.2011, бюл. 10), включающий предварительное поверхностное локальное легирование нитридообразующими элементами при лазерном нагреве деталей с нанесенной на их поверхность обмазкой и последующем низкотемпературном азотировании, включающем нагрев до заданной температуры, выдержку и охлаждение, при этом перед азотированием проводят процесс термодиффузионного насыщения легирующими нитридообразующими элементами при нагреве до температуры T=690-710°C с выдержкой в течение 3-4 ч, а последующий процесс азотирования ведут при нагреве до температуры Т=570-590°C с выдержкой в течение 6-8 ч в среде аммиака.
Недостатком данного способа является низкая ударная стойкость и повышенная хрупкость получаемого изделия.
Прототипом изобретения является способ поверхностного легирования деталей из стали 40 (патент №2428503, МПК C23C 8/08, опубл. 10.09.2011, бюл. №13), включающий термодиффузионное насыщение поверхности деталей легирующими элементами из нанесенной на их поверхность обмазки путем нагрева, выдержки и охлаждения, при этом перед термодиффузионным насыщением проводят предварительное поверхностное локальное легирование с использованием лазерного нагрева из обмазки, содержащей один из следующих легирующих элементов: Cr, V, Ti, а термодиффузионное насыщение ведут при температуре 650-750°C с выдержкой в течение 3-4 ч с последующим охлаждением в печи.
Недостатком данного способа является низкая ударная стойкость и повышенная хрупкость получаемого изделия.
Задачей изобретения является усовершенствование способа поверхностного упрочнения детали из стали, обеспечивающее повышение эксплуатационных характеристик детали из стали.
Техническим результатом является повышение износостойкости, устойчивости к ударным и знакопеременным нагрузкам.
Технический результат достигается тем, что способ поверхностного упрочнения детали из стали включает предварительное поверхностное локальное легирование из обмазки с использованием лазерного нагрева, термодиффузионное насыщение поверхности детали легирующими элементами из нанесенной на ее поверхности обмазки путем нагрева, выдержку и охлаждение, при этом термодиффузионное насыщение ведут при температуре 760-850°C с выдержкой в течение 2-2,5 часов, после охлаждения дополнительно проводят цементацию детали токами высокой частоты (ТВЧ) при температуре 1200-1250°C в течение 20-30 минут, а обмазка содержит следующие легирующие компоненты хром, марганец взятые в соотношении 1:1.
Повышение температуры диффузионного насыщения до 760-850°C, при времени выдержки 2-2,5 часа, обеспечивает равномерное распределение легирующих элементов по всему объему легируемого участка детали на глубину до 0,5 мм за счет сообщения необходимого количества энергии для диффузионного передвижения атомов легирующих компонентов в материале детали.
Использование в качестве легирующих компонентов хрома и марганца, наносимых в качестве обмазки ускоряет процесс диффузионного насыщения, обеспечивая их равномерное распределения по всему сечению на заданной глубине, обладая хорошей растворимостью благодаря незначительному различию в атомарных радиусах у хрома и марганца вместе с железом, содержащемся в стали, а также повышает эффективность и скорость процесса цементации за счет снижения температуры фазового превращения α в γ железо (при нагревании), при этом гранецентрированная кристаллическая решетка, соответствующая γ-железу дает возможность повысить эффективность и скорость процесса цементации за счет лучшей растворимости углерода в сравнении α-железом. В свою очередь, при цементации ТВЧ происходит насыщение стали углеродом, который совместно с марганцем, хромом и железом образует карбидные фазы. Легирование стали обмазкой из хрома и марганца взятых с соотношении 1:1 с последующей цементацией позволяет получить CrC (карбид хрома) и MnC (карбид марганца), повышающих твердость и износостойкость рабочей поверхности детали, при этом марганец также позволяет повысить сопротивление ударным нагрузкам, обеспечить наклепываемость в холодном состоянии, что приводит к повышению износостойкости рабочей поверхности детали во время эксплуатации. Проведение цементации ТВЧ при температуре 1200-1250°C со временем выдержки в течение 20-30 минут обеспечивает нагрев поверхности детали, при котором атомы углерода проникают в цементируемую деталь на глубину до 0,5 мм с образованием карбидных фаз, как с легирующими компонентами, так и с материалом детали. При этом применением ТВЧ совместно с углеродной обмазкой при цементации позволяет проводить ее локально за счет направленного нагрева обрабатываемого участка, не воздействуя температурой на весь объем детали.
К тому же совокупность предлагаемых признаков позволяет избежать увеличение зернистости материала упрочняемой детали, которое приводит к ее охрупчиванию, снижению прочности по ударной вязкости, а также снижению износостойкости и устойчивости к знакопеременным нагрузкам.
Способ поверхностного упрочнения детали из стали реализуется следующим образом.
На упрочняемую поверхность детали из стали наносят слой обмазки, содержащей легирующие компоненты Cr и Mn взятых в соотношении 1:1, затем проводят лазерный нагрев поверхности с нанесенной обмазкой с образованием очагов легирования. После лазерного нагрева проводят термодиффузионное насыщение при температуре 760-850°C с выдержкой в течение 2-2,5 часов с последующим охлаждением в печи. После охлаждения проводят цементацию в ТВЧ при 1200-1250°C в течение 20-30 минут.
Способ поверхностного упрочнения детали из стали поясняется конкретными примерами.
Пример 1.
На режущую часть пилы, полотно которой изготовлено из рессорно-пружинной стали, наносят слой обмазки, содержащей легирующие компоненты Cr и Mn взятых в соотношении 1:1, затем проводят лазерный нагрев поверхности с нанесенной обмазкой с образованием очагов легирования. После лазерного нагрев проводят термодиффузионное насыщение при температуре 760°C с выдержкой в течение 2,5 часов с последующим охлаждением в печи. После охлаждения проводят цементацию в ТВЧ при 1250°C в течение 20 минут.
Пример 2.
На режущую часть пилы, полотно которой изготовлено из рессорно-пружинной стали, наносят слой обмазки, содержащей легирующие компоненты Cr и Mn взятых в соотношении 1:1, затем проводят лазерный нагрев поверхности с нанесенной обмазкой с образованием очагов легирования. После лазерного нагрева проводят термодиффузионное насыщение при температуре 800°C с выдержкой в течение 2,3 часов с последующим охлаждением в печи. После охлаждения проводят цементацию в ТВЧ при 1225°C в течение 25 минут.
Пример 3.
На режущую часть пилы, полотно которой изготовлено из рессорно-пружинной стали, наносят слой обмазки, содержащей легирующие компоненты Cr и Mn взятых в соотношении 1:1, затем проводят лазерный нагрев поверхности с нанесенной обмазкой с образованием очагов легирования. После лазерного нагрева проводят термодиффузионное насыщение при температуре 850°C с выдержкой в течение 2 часов с последующим охлаждением в печи. После охлаждения проводят цементацию в ТВЧ при 1200°C в течение 30 минут.
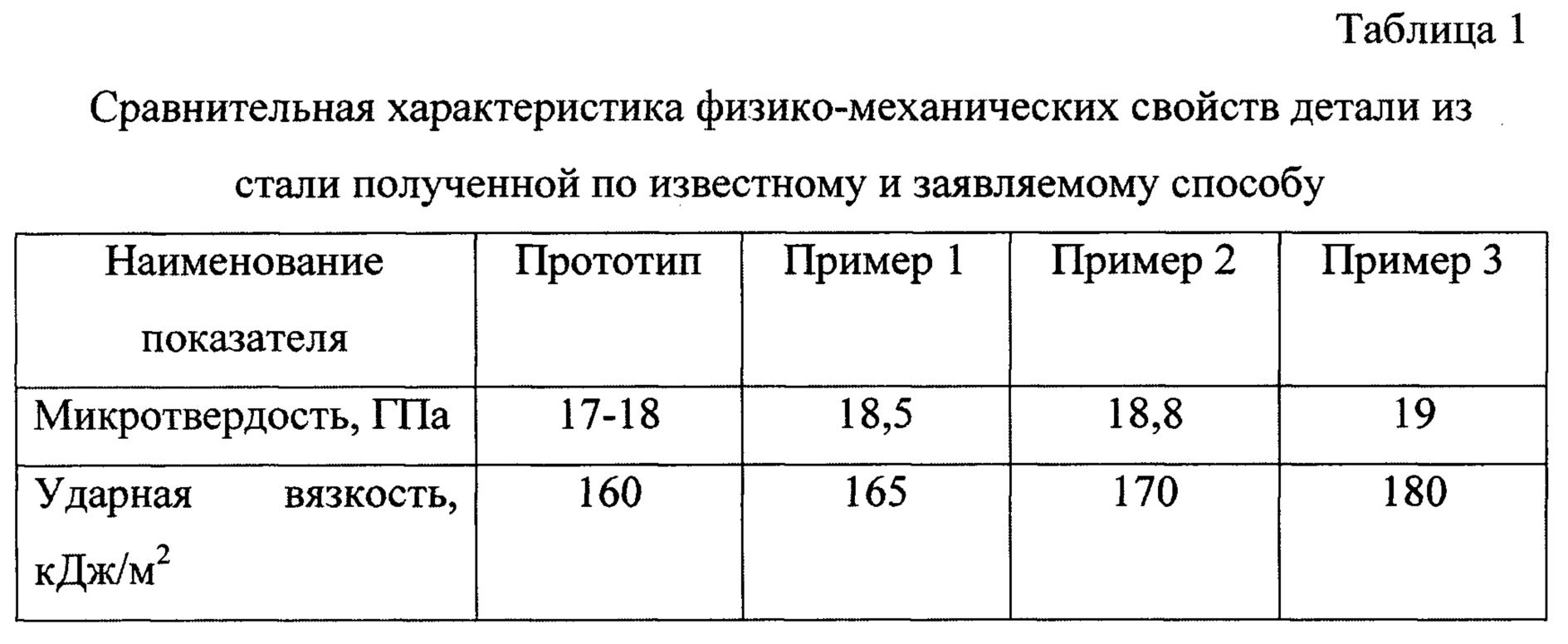
Результаты, приведенные в таблице 1 подтверждают, что деталь из стали полученная по заявляемому способу обладают повышенной износостойкостью, вследствие повышения микротвердости за счет наличия карбидных фаз (MnC и CrC) и устойчивостью к ударным и знакопеременным нагрузкам, вследствие повышения ударной вязкости, за счет легирования стали марганцем, чем деталь полученная по известному способу.
Таким образом, заявляемый способ упрочнения детали из стали позволяет получить изделия с повышенными эксплуатационными характеристиками, а именно высокими износостойкостью и устойчивостью к ударным и знакопеременным нагрузкам.
Способ поверхностного упрочнения стальных деталей, включающий предварительное поверхностное локальное легирование из нанесенной на ее поверхность обмазки с использованием лазерного нагрева, термодиффузионное насыщение поверхности детали легирующими элементами из упомянутой обмазки путем нагрева, выдержку и охлаждение, отличающийся тем, что упомянутая обмазка содержит легирующие компоненты хром и марганец в соотношении 1:1, а указанное термодиффузионное насыщение проводят при температуре 760-850°С с выдержкой в течение 2-2,5 часов, после охлаждения осуществляют цементацию стальной детали при нагреве токами высокой частоты (ТВЧ) при температуре 1200-1250°С в течение 20-30 минут.Способ оптимального адаптивного управления процессом бурения скважин
Композитная смесь для производства конфет
Кондитерская оболочка
Функциональная глазурь
Способ получения растительных масел с заданным жирно-кислотным составом
Растительная добавка для мясных изделий
Сухая смесь для производств мягкого мороженого
Способ приготовления хлеба из ржаной или из смеси ржаной и пшеничной муки
Способ получения красителя с крахмальным компонентом
Устройство для вычисления функций
Способ поверхностного упрочнения детали из стали
Установка для получения детали из металлического порошкового материала
Способ изготовления детали из металлического порошкового материала
Установка для получения детали из металлического порошкового материала
Способ изготовления детали из металлического порошкового материала
Способ получения керамической пластины для режущего инструмента
Способ получения износостойкого покрытия режущего инструмента
Установка для получения детали из металлического порошкового материала
Способ изготовления детали из металлического порошкового материала
Установка для получения детали из металлического порошкового материала

