Результат интеллектуальной деятельности: Способ гидроабразивной обработки с осцилляцией струи
Вид РИД
Изобретение
Изобретение относится к механической обработке материалов, а именно к струйной гидроабразивной обработке, и может быть использовано, например, при резке различных материалов: стали, чугуна, пластмасс, минералов и пр. - с получением готовых деталей или заготовок для дальнейшей обработки.
Известен способ гидроабразивной обработки, при котором струя суспензии, состоящая из воды и частиц абразивных материалов, направляется на обрабатываемую поверхность и воздействует на нее, срезая мелкие частицы поверхности [1]. Недостатком данного способа является недостаточная производительность, т.к. съем материала производится, в основном, за счет усталостного выкрашивания частиц материала под воздействием множества ударных взаимодействий с ним абразивных частиц. Резание в чистом виде при этом практически отсутствует. Вторым существенным недостатком является нестабильность шероховатости обработанной поверхности. Так, по данным [1, стр. 49] шероховатость разных участков обработанной поверхности различается в 5-6 раз (например, при использовании абразива с величиной зерна М20 обработанная поверхность имеет шероховатость Ra в пределах от 0,12 до 0,7 мкм). Это также связано, прежде всего, с отсутствием процесса стабильного резания с переносом параметров абразивных частиц на микропрофиль обработанной поверхности.
Наиболее близким к предлагаемому является способ гидроабразивной резки листового металлического материала [2], при котором осуществляют подачу листового металлического материала или струйной головки. Для интенсификации процесса резания обеспечивают точечный фокусированный нагрев зоны резания листового металлического материала внешним источником фокусированного нагрева до температуры, меньшей температуры фазовых превращений разрезаемого материала. Затем осуществляют удар высоконапорной гидроабразивной струи, вытекающей из струйной головки, по листовому металлическому материалу.
Техническая проблема заключается в том, что производительность известных способов является недостаточной для обеспечения высокой рентабельности, т.к. съем материала производится, в основном, за счет усталостного выкрашивания частиц материала под воздействием множества ударных взаимодействий с ним абразивных частиц. Резание в чистом виде при этом практически отсутствует. Второй проблемой является нестабильность параметров шероховатости обработанной поверхности. Это связано также с отсутствием процесса стабильного резания с переносом параметров абразивных частиц на микропрофиль обработанной поверхности.
Техническим результатом заявленного изобретения является повышение производительности резки и качества обработки.
Заявленный технический результат достигается способом гидроабразивной обработки с осцилляцией струи, включающим подачу листового металлического материала или струйной головки в нужном направлении и осуществление воздействия высоконапорной гидроабразивной струей, вытекающей из струйной головки, на листовой металлический материал для его разрезания. А для интенсификации процесса осуществляют осцилляцию струи в направлении, перпендикулярном подаче струйной головки путем сообщения струйному соплу колебательного движения.
При этом частота осцилляции принимается в соответствии со следующей зависимостью:

где:
f - частота осцилляции (двойных ходов в минуту);
V - скорость подачи струйной головки (мм в минуту);
d - величина абразивных зерен (зернистость, мм)
Амплитуду движения осцилляции принимают равной:

Заявленный способ осуществляют следующим образом.
Струйной головке (или обрабатываемому материалу) сообщают подачу в нужном направлении со скоростью V, зависящей от вида и толщины обрабатываемого материала, а также от вида используемого абразива и величины рабочего давления в высоконапорной струе от 180 до 240 мПа. Струйному соплу с выходящей из него с большой скоростью высоконапорной струёй сообщают дополнительное движение осцилляции в направлении, перпендикулярном направлению подачи. Вследствие этого абразивные частицы не просто соударяются с обрабатываемой поверхностью перпендикулярно ей, вызывая чисто усталостное разрушение, но и скользят относительно этой поверхности, осуществляя эффективное резание-царапание.
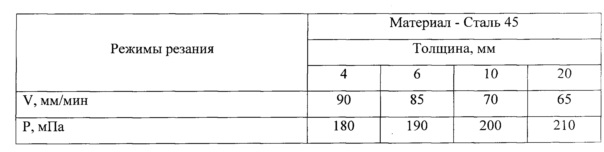
Пример. Данный способ опробован при резке листового материала толщиной 10 мм из стали 45 со скоростью подачи 70 мм/мин при рабочем давлении 200 мПа. Абразивный материал - 40 mesh Garnet. По сравнению с обработкой традиционным способом производительность при этом повысилась на 35%.
Таким образом, проведенные испытания подтвердили эффективность предлагаемого способа.
Источники информации
1. В.А. Шмаев, А.П. Шулепов, А.В. Мещеряков. Струйная гидроабразивная обработка деталей ГТД. М.: Машиностроение, 1995.
2. Способ гидроабразивной резки листового металлического материала. Патент РФ № 2475350, МПК В23K.
Грунтовый анкер
Композиционный магнитосорбент для удаления нефти, нефтепродуктов и масел с поверхности воды
Рекуператор теплоты и влаги вентиляционного воздуха
Ветроэнергетическая установка
Способ бесцентрового шлифования шариков
Способ очистки поверхности изделия от окалины

