Результат интеллектуальной деятельности: Сверло для получения отверстий с задней подрезкой
Вид РИД
Изобретение
Изобретение относится к сверлу для изготовления отверстия с задней подрезкой, в частности, в облицовочных панелях из керамики, камня, бетона и других хрупких материалов, которые крепятся на фасадах здания с помощью расширяемого анкера.
Известные сверла для получения отверстия с подрезкой содержат режущую головку, преимущественно изготовленную из алмазного порошка, нижний конец которой содержит радиально выступающую коническую часть для формирования задней подрезки. Такие сверла обычно используются в устройствах, которые обеспечивают им осевое перемещение для получения цилиндрической части несквозного отверстия и горизонтальное перемещение для формирования на донной части отверстия задней подрезки. Сверла также могут быть использованы в устройствах, в которых задняя подрезка формируется отклонением оси сверла от вертикали (патенты RU 2032540, кл. B28D 1/14, 1991 г.; RU 2033328, кл. B28D 1/14, 1991 г.; DE 4037147, кл. B28D 1/14, 1992 г.; DE 4306218, кл. B28D 1/14, 1994 г. ). Так как хрупкие облицовочные панели имеют небольшую толщину, то при выполнении отверстий с задней подрезкой требуется высокая точность, чтобы при их закреплении на фасаде здания с использованием расширяющегося анкера они не растрескивались и не выкрашивались из-за повышенного давления анкера на панель при его расширении. Известные устройства обеспечивают достаточно высокую точность выполнения отверстий за счет конструктивных особенностей самого устройства. Однако более высокое качество отверстий можно достичь за счет повышения рабочих характеристик инструмента - алмазного сверла.
Наиболее эффективный способ повышения работоспособности сверла с задней подрезкой, а также снижение вероятности поломки облицовочных панелей при их сверлении и установке на фасаде здания, является подача охлаждающей жидкости в зону резания. (Патенты DE 4014224, кл. B28D 1/14, 1991 г.; DE 4306218, кл. B28D 1/14, 1994 г. ). Сверло содержат режущую головку в виде усеченного конуса с расширением в сторону нижней части сверла. Сквозь режущую головку проходит канал для охлаждающей жидкости. Недостаток сверла заключается в том, что при выполнении задней подрезки в отверстии путем поворота сверла на требуемый угол происходит выборка донной части цилиндрического отверстия, сопровождающаяся увеличением глубины отверстия. Учитывая, что облицовочная панель имеет небольшую толщину, оставшаяся часть стенки между дном отверстия и задней поверхностью панели значительно утоняется, в результате чего прочность панели в местах ее крепления существенно уменьшается, из-за чего возникает опасность разрушение части панели по ослабленному месту. Кроме того, из-за того, что торцевая поверхность режущей головки сверла имеет диаметр, равный диаметру просверливаемого цилиндрического отверстия между головкой сверла и стенкой просверливаемого отверстия формируется слишком маленькое пространство для размещения шлама и выноса его из отверстия, что ухудшает условия его охлаждения.
Известно сверло для сверления отверстий с задней подрезкой в облицовочных панелях, содержащее режущую головку, часть периферийной поверхности которой выполнена цилиндрической, а часть, имеющая диаметр, превышающий диаметр цилиндрической части, выполнена со скосом, образуя выступающую коническую поверхность для выполнения задней подрезки. Сверло снабжено центральным каналом для прохода охлаждающей жидкости (полезная модель CN 200957470, кл. B28D 1/14, 2006 г. ). При выполнении задней подрезки выступающая коническая часть сверла углубляется в обрабатываемый материал, при этом в углублении создаются неблагоприятные условия для резания из-за ограниченного поступления охлаждающей жидкости и отвода шлама. В результате происходит повышенный износ или поломка конической части сверла, из-за чего сверло больше не может быть использовано для выполнения операции задней подрезки
Наиболее близким техническим решением является сверло с задней подрезкой, содержащее закрепленную на хвостовике со смещением от оси вращения алмазную режущую головку цилиндрической формы, часть которой на смещенной стороне выполнена скошенной, с образованием выступающей за пределы цилиндрической периферийной поверхности конической части для выполнения задней подрезки. Сверло снабжено каналом для охлаждающей жидкости,, который в режущей головке выполнен с наклоном в сторону конической части (патент RU 2406594, B28D 1/14, 2009 г. ). Смещение режущей головки относительно оси вращения инструмента позволяет увеличить пространство между цилиндрической поверхностью режущей головки и стенкой просверленного отверстия, что существенно улучшает условия охлаждения сверла и выноса шлама из зоны резания. Наклон канала в режущей головке для охлаждающей жидкости в сторону конической части создает условия для улучшения охлаждения утоненной конической части режущей головки сверла. Однако, наличие канала для охлаждающей жидкости в утоненной части режущей головки существенно снижает толщину стенок между каналом и режущей поверхностью головки, ослабляя ее. Воздействие нагрузок и образующего при сверлении шлама, приводит к повышенному износу ослабленной утоненной зоны. Кроме того образующийся при сверлении шлам из-за слишком малых зазоров между инструментом и обрабатываемыми поверхностями скапливается на донной части отверстия, попадает в наклонный канал для охлаждающей жидкости, препятствуя выходу охлаждающей жидкости из канала в зону резания в необходимом количестве. В результате указанных недостатков срок службы инструмента существенно снижается.
Технический результат изобретения заключается в повышении срока службы сверла для получения отверстий с задней подрезкой за счет исключения уменьшения прочностных характеристик конической (утоненной) части сверла и улучшения охлаждения в зоне резания.
Технический результат достигается тем, что в сверле для получения отверстий с задней подрезкой, содержащем закрепленную на хвостовике со смещением от оси вращения сверла цилиндрическую режущую головку, часть которой, наиболее удаленная от оси вращения сверла, выполнена скошенной с образованием конической части, выступающей за пределы цилиндрической части и предназначенной для выполнения задней подрезки, и канал для охлаждающей жидкости, проходящий в хвостовике по оси вращения сверла и наклонно относительно оси вращения сверла в режущей головке с выходным отверстием на торцевой ее поверхности, наклонный канал для охлаждающей жидкости выполнен с выходным отверстием на торцевой поверхности алмазной режущей головки в зоне сектора с центральным углом α=30-45°, при этом ось симметрии сектора проходит под углом β=40-60° к оси симметрии конической части режущей головки, проходящей через ось вращения сверла.
Наклонный канал для охлаждающей жидкости выполнен с уменьшением диаметра к выходному отверстию на торцевой поверхности режущей головки.
Режущая головка сверла дополнительно снабжена вторым наклонным каналом для охлаждающей жидкости с выходным отверстием на торцовой поверхности режущей головки, расположенным симметрично выходному отверстию первого наклонного канала с осью симметрии конической части режущей головки, проходящей через ось вращения сверла.
Изобретение поясняется фигурами.
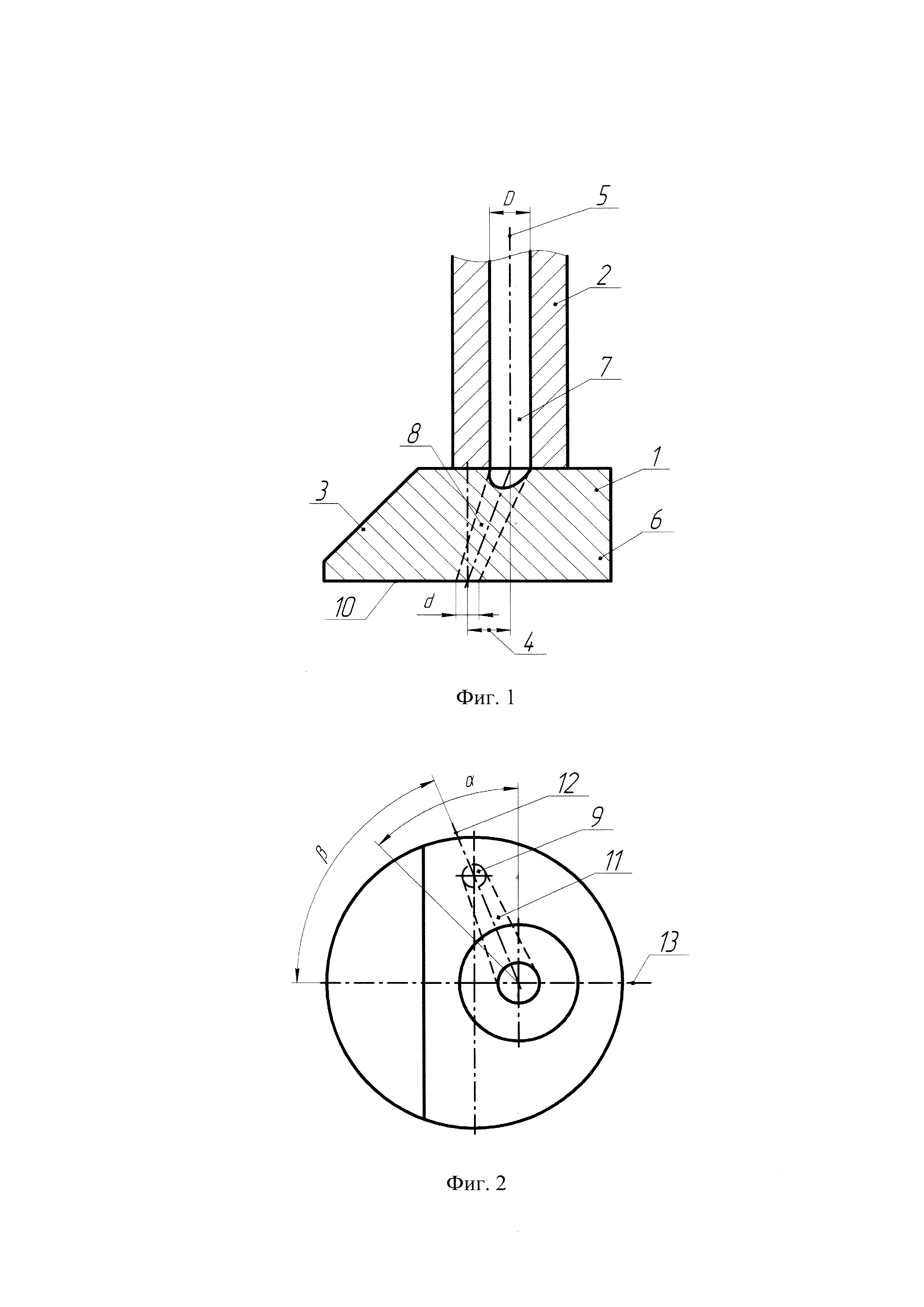
На фиг. 1 показано сверло с задней подрезкой в разрезе.
На фиг. 2 показан вид сверху на сверло с одним выходом наклонного канала на торцевой поверхности режущей головки.
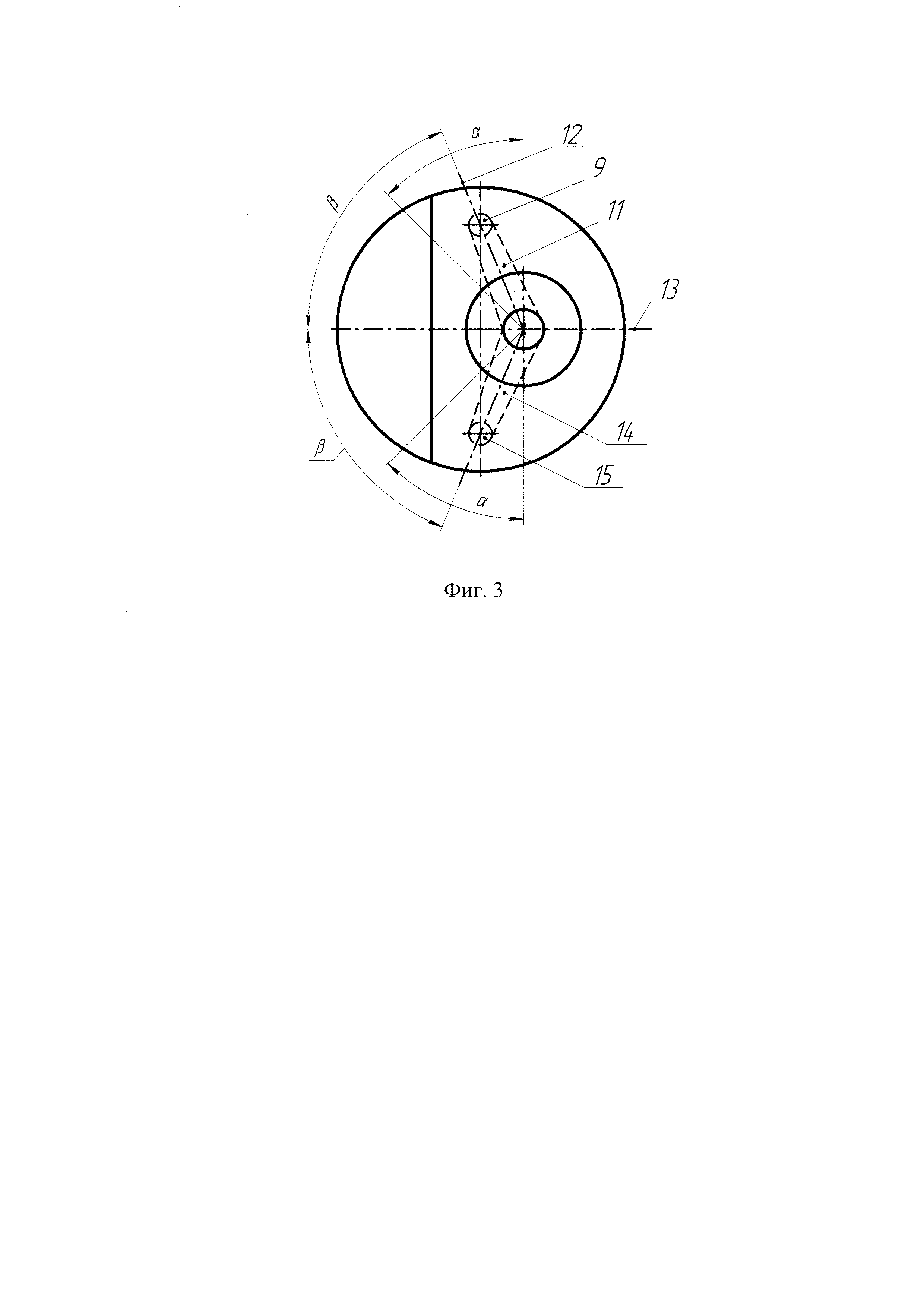
На фиг. 3 показан вид сверху на сверло с двумя выходами наклонного канала на торцевой поверхности режущей головки.
Сущность изобретения сводится к тому, что направление наклонного канала для охлаждающей жидкости в зону, более удаленную от утоненной конической части режущей головки, позволит сохранить прочностные характеристики этой зоны. В тоже время такое удаление выходного отверстия наклонного канала от утоненной коническойчасти режущей головки несущественно повлияет на интенсивность охлаждения этой части сверла. К тому же интенсивность охлаждения сверла может быть повышена снабжением сверла наклонным каналом, диаметр которого уменьшается к выходному отверстию на торцевой поверхности режущей головки. Сужение наклонного канала для охлаждающей жидкости приведет к увеличению скорости и напора охлаждающей жидкости, способствуя попаданию жидкости в любую зону рабочей поверхности головки, включая утоненную коническую часть. Кроме того увеличенный напор охлаждающей жидкости будет препятствовать попаданию шлама в устье наклонного канала и соответственно его забиванию шламом, образующимся в процессе сверления и подрезания. В результате срок службы сверла для получения отверстий с задней подрезкой значительно увеличится.
Сверло для получения отверстия с задней подрезкой содержит режущую головку поз.1 и хвостовик поз.2. Режущая головка поз.1 имеет форму цилиндра, часть которого скошена с образованием конической части поз. 3. Режущая головка закреплена на хвостовике поз. 2 со смещением поз.4 относительно оси вращения сверла поз. 5. Смещение режущей головки обеспечивает выступание конической части режущей головки поз. 3 за пределы ее цилиндрической части поз.6. Выступающая коническая часть режущей головки обеспечивает заднюю подрезку при сверлении отверстий с задней подрезкой. В сверле выполнен сквозной канал для охлаждающей жидкости, часть которого проходит в хвостовике поз. 7 по оси вращения поз. 5 сверла, а часть канала проходит в режущей головке наклонно, образуя наклонный канал поз. 8, который имеет выходное отверстие поз. 9 на торцевой поверхности режущей головки поз. 10. Выходное отверстие наклонного канала расположено на торцевой поверхности режущей головки в секторе поз. 11 с центральным углом α. Ось симметрии поз. 12 сектора проходит под углом β к оси поз 13, проходящей через ось вращения поз. 5 сверла и является осью симметрии конической части поз. 3 режущей головки сверла. Центральный угол α сектора составляет 30-45°. Угол β, определяющий положение сектора на торцевой поверхности режущей головки, равен 60-90°. Эти углы являются наиболее оптимальными с учетом прочностных характеристик сверла и подачи охлаждающей жидкости в зону резания. Данные углы обеспечивают расположение выходного отверстия наклонного канала достаточно близко к наиболее утоненной конической части режущей головки сверла, и в тоже время канал для охлаждающей жидкости не ослабляет эту часть головки.
Канал для охлаждающей жидкости поз. 7, проходящий по оси хвостовика сверла, выполнен диаметром D, а наклонный канал поз. 8 в режущей головке сверла, являющийся продолжением канала поз.7, выполнен с уменьшением диаметра D до диаметра d к выходному отверстию поз. 9 на торцевой поверхности режущей головки. Уменьшение диаметра наклонного канала обеспечивает увеличение скорости потока, увеличению напора охлаждающей жидкости, способствуя увеличению охвата охлаждающей жидкостью большей части зоны резания, улучшая вынос шлама из зоны резания, предупреждая попадание шлама в наклонный канал.
В зависимости от размера сверла в режущей головке может быть выполнен второй наклонный канал поз. 14 для охлаждающей жидкости с выходным отверстием поз. 15 на торцевой поверхности режущей головки поз. 10. Выходное отверстие второго наклонного канала расположено симметрично выходному отверстию поз. 9 первого наклонного канала поз. 8 с осью симметрии поз. 13 конической части режущей головки, проходящей через ось вращения поз. 5 сверла. Второй наклонный канал способствует улучшению охлаждения всей рабочей зоны при сверлении и, особенно при подрезке, когда отверстие и задняя подрезка имеют большие размеры и в этом случае одного канала для охлаждающей жидкости недостаточно.
Для сверления отверстий в строительных материалах обычно используются алмазные сверла. Однако изобретение не ограничивается использованием алмазных инструментов. В зависимости от обрабатываемого материала сверла могут быть изготовлены из других сверхтвердых материалов, таких как кубический нитрид бора, сверхтвердые поликристаллические материалы и др. режущие материалы.
Для получения отверстия с задней подрезкой в облицовочной плите вначале сверлят цилиндрическое отверстие. При сверлении цилиндрического отверстия инструмент устанавливают так, чтобы его ось вращения совпадала с направлением перемещения инструмента, либо инструмент несколько наклоняют относительно направления его перемещения. После получения цилиндрического отверстия необходимой глубины инструмент постепенно отклоняют от оси сверления для формирования конической частью режущей головки задней подрезки вблизи донной части цилиндрического отверстия. Отклонение осуществляют до тех пор, пока задняя подрезка не сформируется полностью. В процессе сверления в центральный канал хвостовика подают охлаждающую жидкость, которая попадает в наклонные каналы в режущей головке и в зону обработки, охлаждая ее и вынося образующийся при сверлении шлам.
Таким образом, предложенная конструкция сверла позволяет получить в облицовочной плите отверстие с задней подрезкой, необходимой формы и размера, улучшить прочностные характеристики сверла и условия работы инструмента, обеспечивая своевременный вынос шлама из зоны резания, что существенно повышает срок службы инструмента - более, чем на 50%.
Способ измельчения смеси карбоната бария и оксида железа в производстве гексаферритов бария
Способ двухлучевых термолинзовых измерений с обратной синхронизацией сигнала
Способ нанесения покрытий на твердые сплавы
Способ получения нетканых материалов с антибактериальными свойствами
Интегральная схема быстродействующего матричного приемника оптических излучений
Способ управления процессом жидкофазного восстановления ромелт для переработки железосодержащих материалов высокой степени окисленности
Способ производства чугуна процессом жидкофазного восстановления ромелт
Способ получения слитков из бор-содержащего материала на основе алюминия
Способ получения прекурсора для изготовления плакированного пеноалюминия
Способ получения сорбента из хлорида аммония
Твердосплавная микрофреза с алмазным износостойким покрытием
Алмазное трубчатое сверло
Алмазное тонкостенное сверло
Алмазный инструмент на гальванической связке
Способ измерения переходного контактного сопротивления омического контакта
Способ определения теплопроводности алмазных материалов
Способ получения поликристаллических алмазных пленок
Лазер с устройствами юстировки

