Результат интеллектуальной деятельности: СПОСОБ ХИМИКО-МЕХАНИЧЕСКОЙ ПОЛИРОВКИ ТОЛСТЫХ СЛОЕВ КОБАЛЬТСОДЕРЖАЩИХ СПЛАВОВ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Способ химико-механической полировки толстых слоев ферро-магнитных кобальтсодержащих сплавов относится к полированию структур, включающих толстый слой ферро-магнитного кобальтсодержащего сплава на поверхности оксида кремния с канавкой, вытравленной в его объеме. Способ может быть использован для изготовления элементов приборов и устройств в микроэлектронике и наноэлектронике, работающих за счет использования металлических слоев с магнитными свойствами, в частности, слоев ферро-магнитных кобальтосодержащих сплавов.
УРОВЕНЬ ТЕХНИКИ
При изготовлении элементов нано- и микроэлектронных приборов и устройств, в которых используются относительно толстые металлические слои, содержащие кобальт, используют процесс химико-механической полировки (chemical–mechanical polishing (ХМП), позволяющий получить удаление и выравнивание (планаризацию) составных (оксид кремния-металл) плоских элементов с высокой чистотой и точностью толщины металла и оксида кремния получаемых поверхностей.
Известны способы химико-механической полировки (ХМП) получения тонких (толщиной порядка 1 мкм и менее) слоев металлов, в том числе, с содержанием кобальта, в которых используют стандартные суспензии, такие как суспензия компании Фуджифилм (FujiFilm) для полировки кобальта (представлена в 2014 г. на международной конференции «Planarization/CMP Technology (ICPT)», см. http://ieeexplore.ieee.org/document/7017287/).
Поскольку кобальт в настоящее время рассматривается как один из наиболее перспективных материалов для создания барьерных слоев при производстве свербольших интегральных схем следующего поколения, важно чтобы скорость ХМП была достаточно высокой. Однако большинство суспензий для процесса ХМП дают низкую скорость полировки кобальта в известных способах ХМП и не подходят для удаления достаточно толстых слоев толщиной 10 мкм, используемых для изготовления, например, сердечников микротрансформаторов, интегральных пассивных устройств (Integration passive devices IPD), в МЭМС, использующих в своей структуре магнитные и ферро-магнитные вещества.
Известны способы ХМП кобальтсодержащих слоев путем медленного травления с использованием обычных суспензий. В частности, известен способ полировки кобальтсодержащих слоев за счет синергетического эффекта составляющих, сходящих в полирующую суспензию, при котором скорость полировки составляет порядка 100 нм/мин (см. статью «Синергетическое влияние пероксида водорода и глицина ХМП кобальта в слабо щелочной среде» (Liang Jiang etc. Synergetic effect of H2O2 and glycine on cobalt CMP in weakly alkaline slurry//Microelectronic Engineering 122 (2014), рр. 82–86 - http://fulltext.study/preview/pdf/539478.pdf). Данная скорость низка для полировки толстых кобальтсодержащих слоев, т.к. сильно тормозит технологический процесс.
В других известных способах ХМП кобальтсодержащих слоев с более быстрой скоростью травления возникает коррозия металла. Например, известна композиция для ускорения полирования кобальта и способ с ее использованием по заявке на изобретение «Ускоритель полирования кобальта» США № US20160115353 A1 от 21.10.2015 https://patents.google.com/?q=slurry&q=corroding&q=material&q=cmp&q=cobalt&before=20151021(компании Cabot Microelectronics Corp.http://www.google.com/search?tbo=p&tbm=pts&hl=en&q=inassignee:%22Icp+Electronics+Inc.%22, заявленный приоритет 21.10.2014). Композиция включает в себя композицию из абразивных частиц, набора трех составляющих из водорода, карбоксиалкила, замещенный карбоксиалкил, гидроксиалкил, замещенный гидроксиалкил и аминокарбонилалкил с особенностью выбора этих составляющих, ингибитор коррозии кобальта, окислитель кобальта, и воду, причем рН композиции порядка 3- 8,5. Предложенные в указанной заявке композиция и способ, в отличие от патентуемого вызывают коррозию, что нежелательно. В частности, в заявке описаны композиции (суспензии), разработанные специально для полировки подложки, содержащей кобальт. Для уменьшения коррозии в композиции добавляют специальные добавки, подавляющие коррозию (suppressor). В тоже время для увеличения скорости полировки в суспензии добавляют ускорители (accelerator). Однако, для полировки сплавов, содержащих кобальт, эти суспензии не очень подходят, т.к. дают или слишком маленькую скорость полировки или вообще не полируют.
В отдельных случаях для ликвидации неровностей поверхности в процессе ХМП, образовавшихся после осаждения различных слоев, или для достижения планарности поверхности обходятся без ХМП и используют способ известный как lift-off (обратной (взрывной) фотолитографии) (https://snf.stanford.edu/SNF/processes/process-modules/photolithography/lift-off-lol-procedures/liftoff), однако этот метод применим лишь для тонких пленок.
Иногда в качестве альтернативы ХМП используют плазменное травление магнитных слоев, например, при формировании магнитных туннельных переходов в производстве MRAM. https://users.ece.cmu.edu/~jzhu/publications/mram_fab.pdf). Минус этого способа заключается в том, что травление происходит по всей поверхности с одинаковой скоростью. Этот способ не подходит для формирования канавок с кобальтосодержащими сплавами. Как видно на Фиг. 1, первоначальная толщина магнитного слоя по всей поверхности одинаковая, как в канавке, так и вне ее. Скорость плазменного травления по всей поверхности так же одинаковая. Соответственно, если в процессе травления с поверхности оксида магнитный слой (сплав кобальта) будет удален, то и в канавке его не останется - он будет удален на ту же толщину. Поэтому указанный способ не пригоден для случая, когда требуется, чтобы с поверхности оксида магнитный слой был удален, а в канавке остался.
Наиболее близким к патентуемому способу является двухступенчатый способ полировки Pt, описаннный в статье http://www.ece.ucdavis.edu/~saif/pub/papers/Ultraflat_Pt_APA_05.pdf. Однако он не подходит для полировки кобальтсодержащих сплавов, т.к. в известном способе речь идет о металле с другими физическими свойствами и для другого диапазона толщин слоев (способ предлагается для очень тонких пленок с толщиной порядка 500А), а заявленный способ по заявке – это способ полировки толстых слоев.
Таким образом, видно, что известные способы, используемые для аналогичных целей, не позволяют достигнуть требуемого технического результата - получить планарную поверхность с требуемой толщиной ферромагнитного слоя в канавке.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей заявленного изобретения является преодоления указанных недостатков известных технических решений. Технический результат предложенного изобретения заключается в усовершенствовании процесса ХМП толстых слоев ферро-магнитных кобальтсодержащих сплавов в составе структур, включающих такой толстый слой ферро-магнитного кобальтсодержащего сплава на поверхности оксида кремния с канавкой, вытравленной в его объеме. Процесс ХМП делится на два этапа, благодаря чему за счет эмпирически подобранного состава компонентов полирующих композиций снижается время полировки и повышается пропускная способность оборудования. Обеспечивая более равномерный съем материла и получение заданной толщины сплава в канавке.
Задача решается, а технический результат обеспечивается тем, что процесс ХМП для полирования толстых слоев ферро-магнитных кобальт содержащих сплавов осуществляют как двухступенчатый, что позволяет в итоге избежать коррозии ферро-магнитного кобальтосодержащего сплава, ухудшающей его магнитные свойства, т.к. возникновение коррозии является причиной изменения свойств магнитного материала, и, как следствие, влечет изменение коэрцитивной силы ферромагнетика.
В отличие от одноступенчатых известных способов, изобретение позволяет не только достигнуть желаемой толщины кобальт содержащего сплава на первом этапе (которым, как правило, ограничиваются в известных способах), но и избавиться от коррозии на втором этапе за достаточно короткое время по сравнению с известными обычными способами ХМП, применяемыми для тонких пленок, а также преодолеть эффект искажения профиля полирования, что также очень важно, т.к. чем дольше процесс полировки, тем сложнее контролировать равномерность съема материала.
Для осуществления заявленного двухступенчатого ХМП на первом этапе используют кислотную суспензию (композицию) F7810 от производителя Cabot (или аналогичную ей), содержащую в своем составе оксид алюминия, диоксид кремния аморфный, которые обеспечивают механический эффект в процессе ХМП, азотную кислоту отвечающий за уровень pH раствора и деионизованная вода. Так же в состав входят другие химические компоненты, которые не разглашаются производителем.
В целом, заявленный состав представляет собой дисперсную систему, где вода - это дисперсная среда, в которой распределены оксид алюминия и диоксид кремния аморфный (дисперсная фаза). Процесс ХМП осуществляется за счет химической компоненты и абразивных частиц суспензии, приводящим к окислительно-восстановительным реакциям и механическому удалению продуктов реакции из зоны обработки. В результате мы получаем планарную поверхность с заданной толщиной сплава в канавке с отсутствие дефектов на поверхности (царапин, остатков суспензии, не до конца удаленный сплав с поверхности оксида и т.д.). Эта суспензия дает высокую скорость полировки 400 – 600нм/мин, процесс проводится при низких давлениях.
На втором этапе для удаления всего коррозийного слоя, образовавшегося на первом этапе ХМП, используют щелочную суспензию (композицию) Cu4545 от компании Versum, не дающую коррозии, а наоборот, удаляющую этот коррозийный слой. Эта композиция включает в себя диоксид кремния, обеспечивающий механический эффект в процессе ХМП, неорганический гидроксид, отвечающий за уровень pH раствора, деионизованную воду и другие компоненты, которые производителем не разглашаются. Указанная композиция, используемая на втором этапе ХМП характеризуется низкой скоростью полировки, что позволяет легко контролировать весь процесс ХМП и вовремя остановиться при достижении желаемой толщины слоя толстой пленки в диапазоне 600-800 нм. Скорость полировки с композицией от компании Versum составляет 15-20 нм/мин.
ПЕРЕЧЕНЬ ЧЕРТЕЖЕЙ
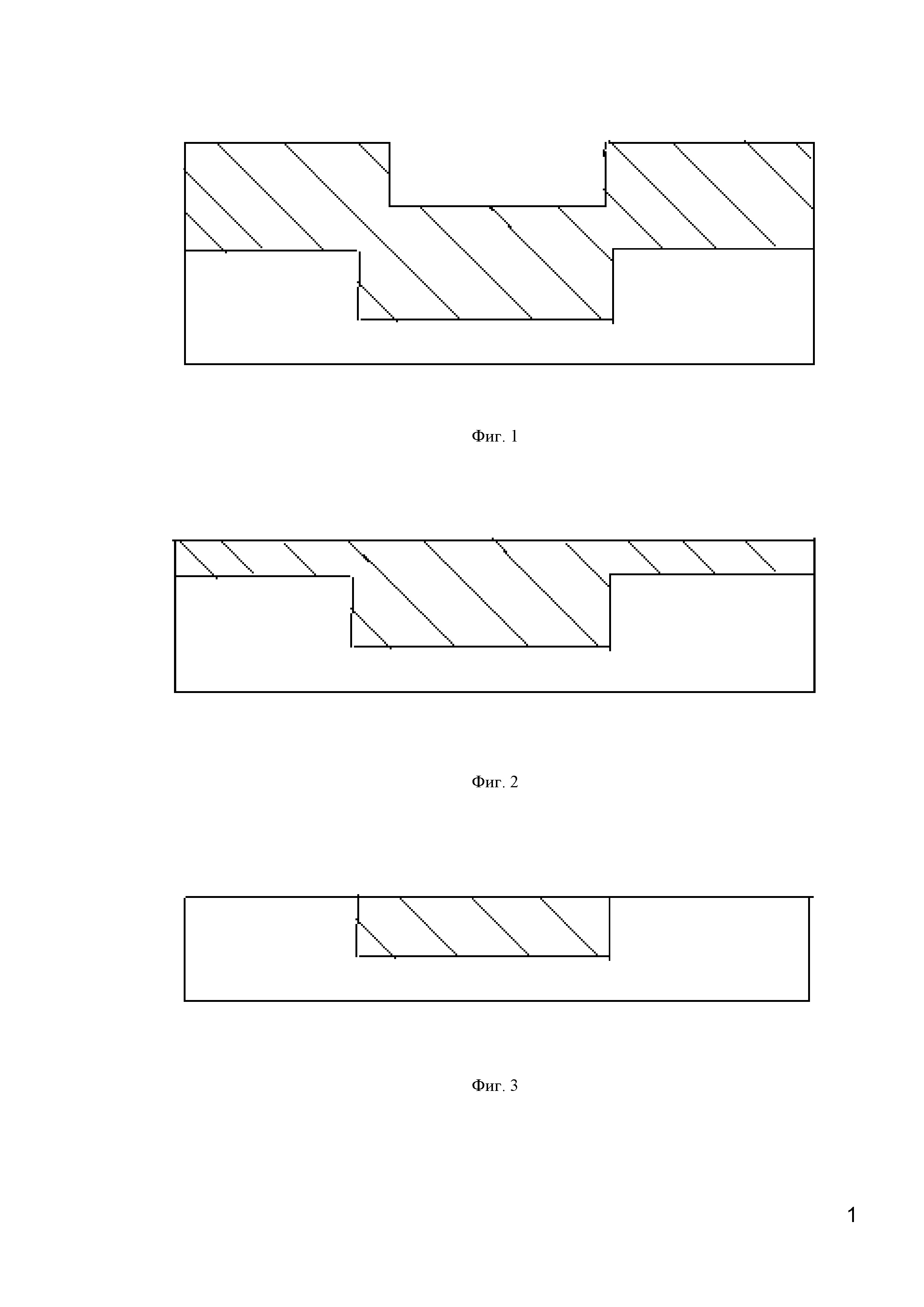
Фиг. 1. Схематическое изображение структуры перед началом процесса химико-механической полировки с канавкой, вытравленной в оксиде кремния глубиной 1 мкм, и осажденной пленкой CoFeB толщиной 2 мкм.
Фиг. 2. Схематическое изображение структуры после первого этапа химико-химической полировки при достижении толщины слоя CoFeB равной 1100-1200 нм.
Фиг. 3. Схематическое изображение структуры после окончания процесса химико-механической полировки при достижении толщины CoFeB в канавке 600-800 нм.
ПРИМЕРЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Процесс ХМП осуществляется на установке от американского производителя Applied materials на установке Reflexion LK. Процесс химико-механической полировки осуществляется с помощью полировальника от компании DOW марки VP3500 (полировальник крепиться к вращающемуся столику). Во время процесса ХМП суспензия подается на полировальник. Пластина крепится к держателю лицевой стороной вниз. Обрабатываемая пластина и полировальник находятся во вращательном движении относительно друг друга под давлением в присутствии суспензии. Вращающийся столик оснащен системой водяного охлаждения. После каждого этапа, пластина промывается - деионизованной водой в модуле ультрозвуковой очистки и затем ополаскивателем - химическим раствором Planar Clean от производителя ATMI GmbH (с разбавленнием деионизованной водой в соотношении 1:50). В состав этого раствора входят: этаноламин,
гидроксид тетраметиламония, аденозин. Также в состав композиции входят другие химические элементы, которые производителем не разглашаются.
Реализацию способа двухступенчатой химико-механической полировки толстых слоев ферро-магнитных кобальт содержащих сплавов для канавок со вставкой из кобальт содержащего сплава рассмотрим на примере толстой пленки CoFeB с начальной толщиной 2 мкм (аналогично он осуществляется и для других заявленных сплавов) с использованием установки от американской компании Applied materials марки Reflexion LK на первом этапе используют кислотную суспензию, содержащую в своем составе оксид алюминия, диоксид кремния аморфный, азотную кислоту, все вместе не более 15 мас. %. Так же в состав композиции входят другие компоненты, которые производителем не разглашаются. При этом для снижения высокой скорости полировки при использовании данной суспензии, процесс проводят при низком давлении (усилии прижатия).
Для подготовки композиции, все компоненты смешиваются в определенном порядке и пропорциях в предназначенной для этого емкости. Т.к. кислотная суспензия F7810 от производителя Cabot имеет высокую концентрацию, ее сначала разбавляют с водой в соотношении 1:5, после чего добавляют Н2О2 в качестве окислителя. Добавление компонентов производят в следующей последовательности: вода, суспензия, перекись водорода. Когда все компоненты загружены, композиция тщательно перемешивается в течение 10 минут. Концентрация Н2О2 в готовом растворе может составлять 0,6-1,8 мас. %, при этом уровень рН раствора может быть порядка 2-3. Данная суспензия достаточно агрессивна по отношению ферро-магнитному кобальтосодержащему сплаву, что приводит к возникновению коррозии
на поверхности металлического слоя. Было замечено, что наилучший результат достигается для концентрации Н2О2 равной 0,6-0,8 мас. % готового раствора и при рН раствора равной 2.1-2.3, в этом случае коррозия на поверхности меньше, а скорость полировки остается достаточно высокой 400-600 нм/мин при низком давлении порядка 6,9-10,3 кПа (1-1.5 psi), позволяющем снизить скорость полировки. Процесс останавливается, когда толщина CoFeB достигает значений порядка 1100-1200 нм.
На втором этапе ХМП используют ту же установку что и на первом этапе, удаляют образовавшийся на первом этапе коррозийный слой с использованием композиции на основе щелочной суспензии, не дающей коррозии. Щелочная суспензия включает в свой состав - диоксид кремния, неорганический гидроксид. Также в состав композиции входят другие компоненты, которые производителем не раскрываются. При этом скорость полировки данной суспензией является очень низкой порядка 15-20 нм/мин, ее осуществляют при более высоком давлении по сравнению с первым этапом 15,9-19,3 кПа (2.3-2.8 psi). Величина скорости полировки предварительно определяется на тестовых пластинах и по результатам этого теста, определяется время полировки. Концентрация Н2О2 составляет при этом 0,8-1,2%, при этом рН готового раствора равна 9.5-11.2. Данная суспензия не вызывает коррозии металлического сплава, а низкая скорость полировки позволяет легко контролировать процесс с использованием оптического микроскопа, в частности, неоднократно, например, 2 раза в течение 2-го этапа можно убедиться в том, что с поверхности оксида удален весь ферро-магнитный кобальтосодержащий сплав. Если в момент контроля обнаруживаются остатки ферро-магнитного материала, то пластину полируют дополнительно в том же составе. Т.к. скорость полировки
низкая, это позволяет своевременно остановиться в конце второго этапа при достижении толщины слоя CoFeB в канавке равной 600-800 нм, т.е. в момент, когда с поверхности оксида будет удален весь металлический слой ферро-магнитного кобальтосодержащего сплава, а останется он только в канавке.
Для осуществления способа имеет значение скорости потоков композиций, содержащих суспензии, которые устанавливаются для первого этапа - 150 мл/мин, а для второго 300 мл/мин.
Осуществление способа проверялось также для ХМП слоев CoFe. Принимая во внимание, что сплавы CoFeB, CoFe имеют физико-химические свойства аналогичные физико-химическим свойствам сплавов Со, CoxFeyBz (x+y+z=1), CoxFeyBzTakZrl (x+y+z+k+l=1), CoxZryTaz (x+y+z=1), CoxFeySiOz (x+y+z=1), заявленный способ может быть также использован для ХМП слоев всех перечисленных кобальтсодержащих сплавов.
Способ ХМП для слоев указанных сплавов ферромагнитных материалов названных толщин может быть использован для изготовления сердечников микротрансформаторов при формировании магнитного кольца, интегральных пассивных устройств (IPD - Integration passive devices), в МЭМС, использующих в своей структуре магнитные и ферро-магнитные вещества. Он пригоден также для получения планарных структур (выравнивания рельефа полупроводниковых структур).
Способ формирования медной разводки с толстой кобальтсодержащей вкладкой в структуре устройств, работающих на основе магнитного туннельного перехода
Способ формирования медной разводки с толстой кобальтсодержащей вкладкой в структуре устройств, работающих на основе магнитного туннельного перехода

