Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЙ ИНСТРУМЕНТ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления режущего инструмента и к режущему инструменту, содержащему режущую кромку с изменением закругления кромки вдоль режущей кромки режущего инструмента.
УРОВЕНЬ ТЕХНИКИ
Режущие инструменты используются для механической обработки материалов, предпочтительно металлических материалов, в операциях механической обработки различных типов, например, токарной обработки, сверления и фрезерования. Во время механической обработки, разные участки режущей кромки режущего инструмента могут подвергаться воздействию очень разных режимов механической обработки, например, связанных со скоростью резания, толщиной припуска на обработку и др.
Поэтому необходимо оптимизировать разные участки режущей кромки для разных режимов механической обработки, чтобы оптимизировать эксплуатационные характеристики режущего инструмента. В тех участках режущей кромки, где скорость резания ниже или толщина припуска на обработку больше, необходимо предусматривать более прочную кромку, а где скорость резания выше или толщина припуска на обработку меньше - более заостренную кромку.
Для этого в ЕР 2484467 А1 предложена режущая пластина, содержащая режущую кромку с первым радиусом в первой точке режущей кромки и другим вторым радиусом во второй точке вдоль режущей кромки. Раскрыто, что упомянутые радиусы кромки могут быть образованы посредством операции зачистки металлической щеткой.
Для того чтобы образовать режущую кромку, раскрытую в ЕР 2484467 А1, с первым и вторым радиусами в разных участках вдоль режущей кромки посредством зачистки металлической щеткой, в разных участках требуются разные степени зачистки металлической щеткой, что приводит к сложному процессу изготовления.
Таким образом, необходимо создать усовершенствованный способ изготовления режущего инструмента, чтобы обеспечить изменение закругления кромки вдоль режущей кромки, и создать режущий инструмент, который делает возможным упрощенное изготовление, чтобы получить изменение закругления кромки вдоль режущей кромки.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является удовлетворение данных потребностей. В частности, задачей является создание режущего инструмента и способа изготовления режущего инструмента, в котором изменение закругления кромки вдоль режущей кромки может быть достигнуто посредством простых, быстрых и надежных технологических средств.
Таким образом, изобретение относится к способу изготовления режущего инструмента, включающему этапы: обеспечения заготовки режущего инструмента, содержащей режущую кромку. Упомянутая режущая кромка образована углом заострения, который имеет изменение вдоль режущей кромки. Упомянутый способ дополнительно включает удаление материала с режущей кромки с постоянной интенсивностью удаления материала на единицу длины кромки, так чтобы образовать соответствующее изменение закругления кромки вдоль режущей кромки.
Таким образом, упомянутый способ обеспечивает простой, быстрый и надежный способ получения режущего инструмента с изменением закругления кромки вдоль режущей кромки. Посредством удаления материала с режущей кромки с постоянной интенсивность удаления материала на единицу длины кромки, изменение угла заострения вдоль кромки будет обеспечивать изменение закругления кромки вдоль режущей кромки. Таким образом, полученное изменение закругления кромки вдоль режущей кромки соответствует изменению угла заострения вдоль режущей кромки. Больший угол заострения приведет к большему радиусу закругления кромки, образующему более прочную кромку, а меньший угол заострения приведет к меньшему радиусу закругления кромки, образующему более острую кромку.
Материал может быть удален посредством жидкостно-абразивной обработки, сухой абразивной обработки, зачистки металлической щеткой, электроразрядной механической обработки или лазерной обработки (например, лазерной абляции). Поскольку данные способы могут быть использованы для обеспечения постоянной интенсивности удаления материала на единицу длины кромки, параметры обработки упомянутых способов могут поддерживаться постоянными по всей режущей кромке, упрощая технологический процесс.
Упомянутая постоянная интенсивность удаления материала может составлять в пределах 100-600 мкм2 на единицу длины кромки в единицу времени, предпочтительно в пределах 200-500 мкм2 на единицу длины кромки в единицу времени, более предпочтительно в пределах 3 0 0-400 мкм2 на единицу длины кромки в единицу времени. Таким образом, может быть достигнут соответствующий диапазон радиусов кромки.
Режущая кромка может иметь постоянный радиус кромки в поперечном сечении режущей кромки, т.е. образована посредством сегмента окружности, или радиус кромки может изменяться в поперечном сечении режущей кромки, т.е. образуя асимметричную кромку. Асимметричная кромка может определяться длиной закругления кромки, W - вдоль передней поверхности и Н - вдоль задней поверхности, предпочтительно при этом W/H>1. Пример такой асимметричной кромки раскрыт в ЕР 0654317 А1.
Результирующий радиус закругления кромки может составлять в пределах 10-70 мкм, предпочтительно в пределах 15-45 мкм, более предпочтительно в пределах 20-40 мкм. Таким образом, может быть получен диапазон радиусов кромки для оптимизации режущих свойств по всей режущей кромке.
Угол заострения может быть образован на заготовке режущего инструмента посредством шлифовки спеченного корпуса или образован в процессе формования неспеченного корпуса режущего инструмента перед спеканием. Таким образом, угол заострения с изменением вдоль режущей кромки может быть получен в заготовке режущего инструмента, приспособленной для дополнительной обработки.
Упомянутый способ может включать дополнительный этап нанесения твердого покрытия на заготовку режущего инструмента после этапа удаления материала с режущей кромки. Таким образом, могут быть дополнительно улучшены свойства режущего инструмента с требуемым изменением закругления кромки вдоль режущей кромки.
Изобретение также относится к режущему инструменту, содержащему режущую кромку, в котором режущая кромка определяется углом заострения, содержащим изменение вдоль режущей кромки, и в котором режущая кромка содержит соответствующее изменение закругления кромки вдоль режущей кромки.
Таким образом, требуемое изменение закругления кромки вдоль режущей кромки может быть достигнуто посредством простых, быстрых и надежных технологических средств, которые описаны в данном документе. Предпочтительно, упомянутый режущий инструмент может быть получен посредством способа, который описан в данном документе.
Упомянутый режущий инструмент может представлять собой инструмент для токарной обработки (включая обычную обточку, нарезание резьбы, сверление, протачивание пазов, отрезание) или инструмент для сверления, или режущую пластину для токарной обработки или сверления. В процессе токарной обработки и сверления упомянутый инструмент подвергается воздействию стабильного резания с минимумом вибраций. Поэтому в операциях такого типа режущий инструмент может успешно использовать более острые (и соответственно более хрупкие) кромки в разных участках инструмента, не подвергая риску прочность кромки. Во время прерывистых операций механической обработки (например, фрезерования), могут возникать вибрации, которые требуют более прочной кромки на всем протяжении режущего инструмента.
Режущая кромка может быть образована посредством клиновидного поперечного сечения с углом заострения, имеющим изменение вдоль режущей кромки, т.е. соответствующим форме поперечного сечения, образованного двумя пересекающимися прямыми линиями. В качестве альтернативы, угол заострения может быть образован посредством формы поперечного сечения любого другого типа, с изменением вдоль режущей кромки. В таком случае упомянутая форма образует угол заострения, содержащий изменение вдоль режущей кромки. Упомянутая форма поперечного сечения может быть образована двумя пересекающимися линиями, которые являются прямыми, выпуклыми, вогнутыми, или их комбинациями, и образующими угол заострения в точке пересечения.
Упомянутый угол заострения может составлять в пределах 60-100°, предпочтительно в пределах 70-90°, вдоль режущей кромки. Таким образом, может быть достигнут надлежащий диапазон радиусов кромки.
Изменение угла заострения вдоль режущей кромки может составлять в пределах 5-35°, предпочтительно в пределах 10-30°, более предпочтительно в пределах 15-25° или в пределах 10-20°, вдоль режущей кромки. Таким образом, может быть достигнут надлежащий диапазон радиусов кромки.
Изменение угла заострения может быть получено посредством изменения заднего угла вдоль режущей кромки. Таким образом, передний угол режущего инструмента может быть выдержан неизменным, чтобы поддерживать требуемое режущее свойство режущего инструмента.
Изменение угла заострения, предпочтительно, может быть непрерывным вдоль режущей кромки. Применительно к пластинам для режущего инструмента, изменение заднего угла, образующего угол заострения, может быть ограничено участком инструмента (например, 1 мм) от режущей кромки, то есть не продолжается непрерывно до другой поверхности инструмента, таким образом, предусматривая особенность для изготовления режущих инструментов с режущими кромками на обеих сторонах (например, пластин с отрицательным передним углом).
Упомянутый режущий инструмент может содержать скругленную часть и главную режущую и/или вспомогательную режущую кромку, и у скругленной части угол заострения может быть меньше, чем у главной режущей кромки и/или вспомогательной режущей кромки, при этом у скругленной части радиус закругления кромки меньше, чем у главной режущей кромки и/или вспомогательной режущей кромки. Обычно режущие свойства в зоне скругленной части режущего инструмента отличаются от режущих свойств в главной режущей кромке и/или вспомогательной режущей кромке, при этом в зоне скругленной части необходимо иметь более острую кромку, чем в главной режущей и/или вспомогательной режущей кромке.
Угол заострения может постепенно расширяться от вершины скругленной части к главной режущей кромке и/или вспомогательной режущей кромке, при этом радиус кромки постепенно увеличивается от вершины скругленной части к главной режущей кромке и/или вспомогательной режущей кромке.
Упомянутый режущий инструмент может представлять собой тело из твердого сплава или тело из кубического нитрида бора.
Настоящее изобретение относится также к применению режущего инструмента, раскрытого в данном документе, для механической обработки нержавеющей стали или титанового сплава. Нержавеющая сталь и титановый сплав трудно поддаются механической обработке, и важно создать режущую кромку с заострением, которое оптимизировано для локальных режущих свойств вдоль разных участков режущей кромки, например, чтобы иметь более острую кромку в зоне скругленной части режущего инструмента.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
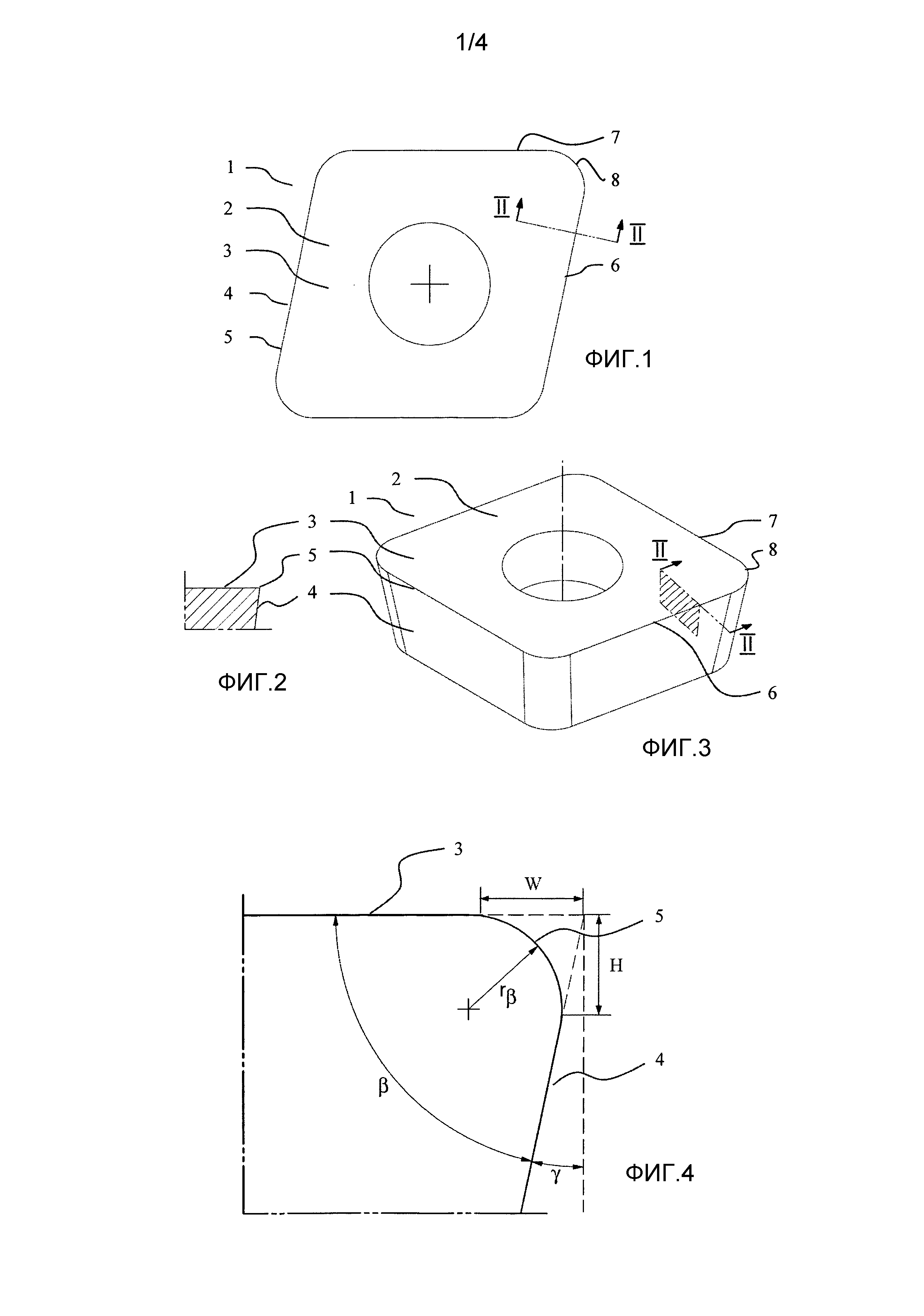
Фиг. 1 показывает режущий инструмент в виде сверху, показывающем сечение II-II режущей кромки.
Фиг. 2 показывает режущую кромку режущего инструмента в сечении II-II.
Фиг. 3 показывает перспективный вид режущего инструмента, показывающий сечение II-II, режущей кромки.
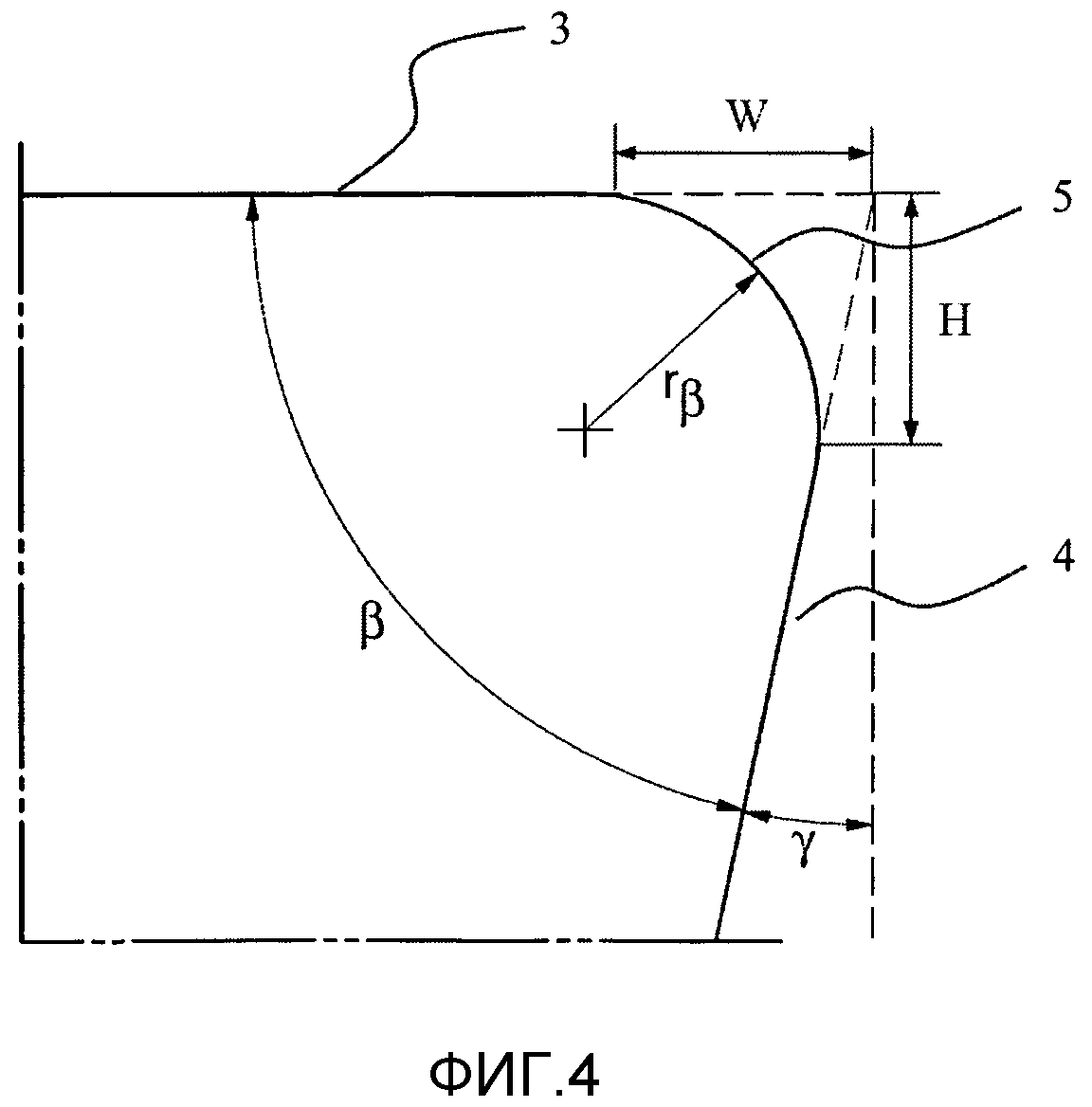
Фиг. 4 показывает деталь режущей кромки режущего инструмента в сечении II-II, с закруглением кромки.
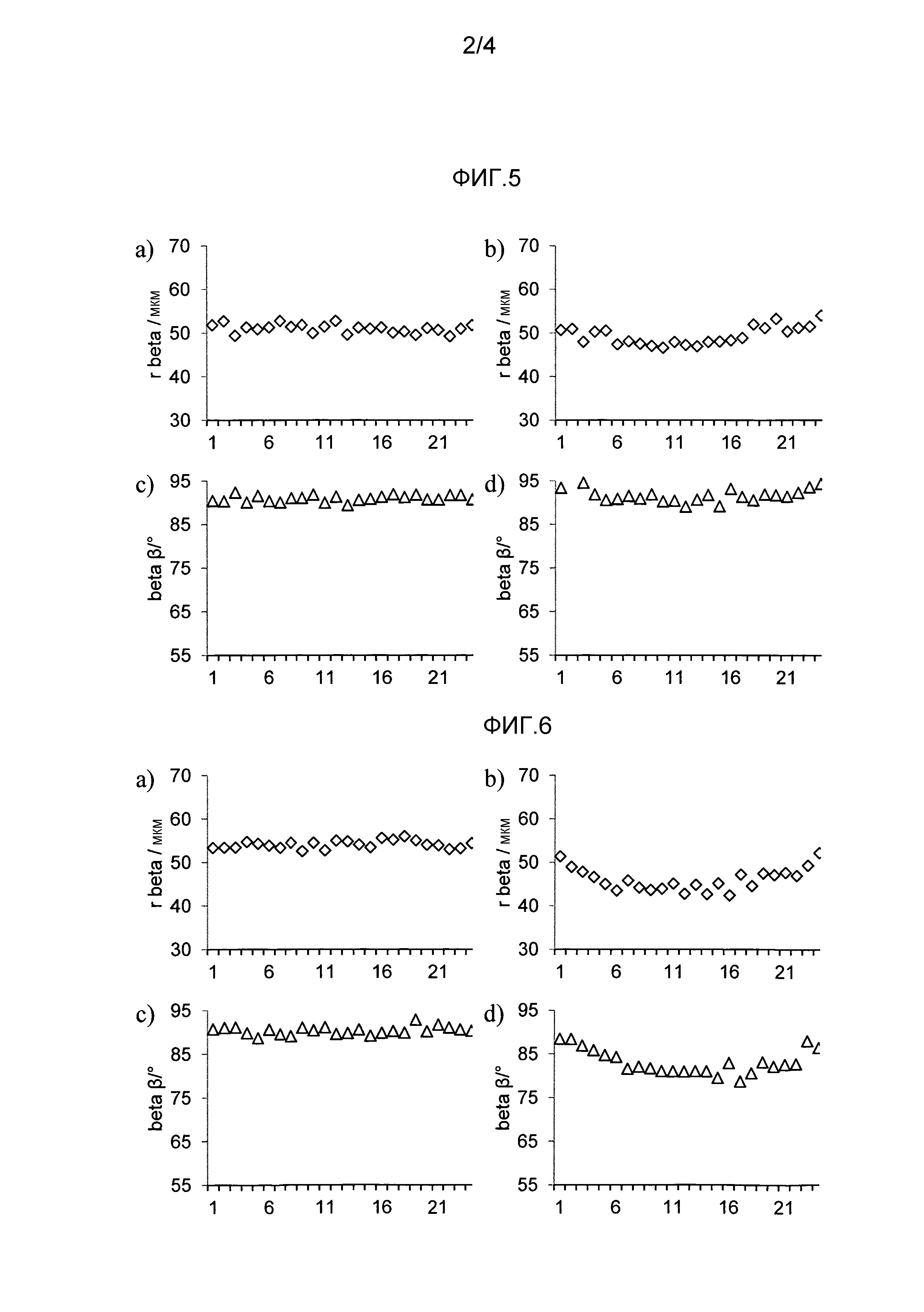
Фиг. 5 показывает результаты измерений радиуса rβ кромки вдоль режущей кромки эталонного режущего инструмента, и соответствующего угла заострения.
Фиг. 6 показывает результаты измерений радиуса rβ кромки вдоль режущей кромки режущего инструмента (вариант А) с изменением угла заострения, и соответствующего угла заострения.
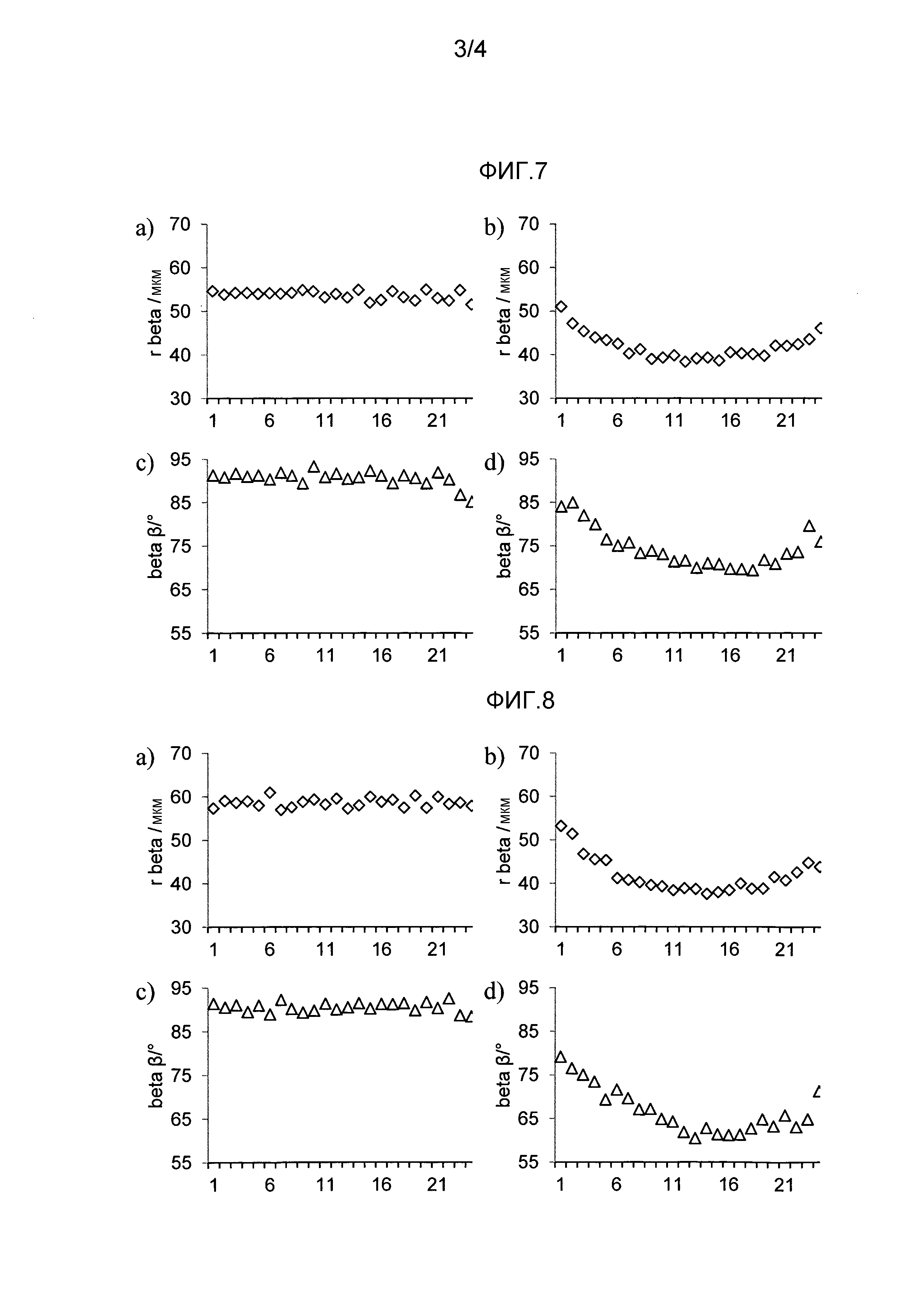
Фиг. 7 показывает результаты измерений радиуса rβ кромки вдоль режущей кромки режущего инструмента (вариант В) с изменением угла заострения, и соответствующего угла заострения.
Фиг. 8 показывает результаты измерений радиуса rβ кромки вдоль режущей кромки режущего инструмента (вариант С) с изменением угла заострения, и соответствующего угла заострения.
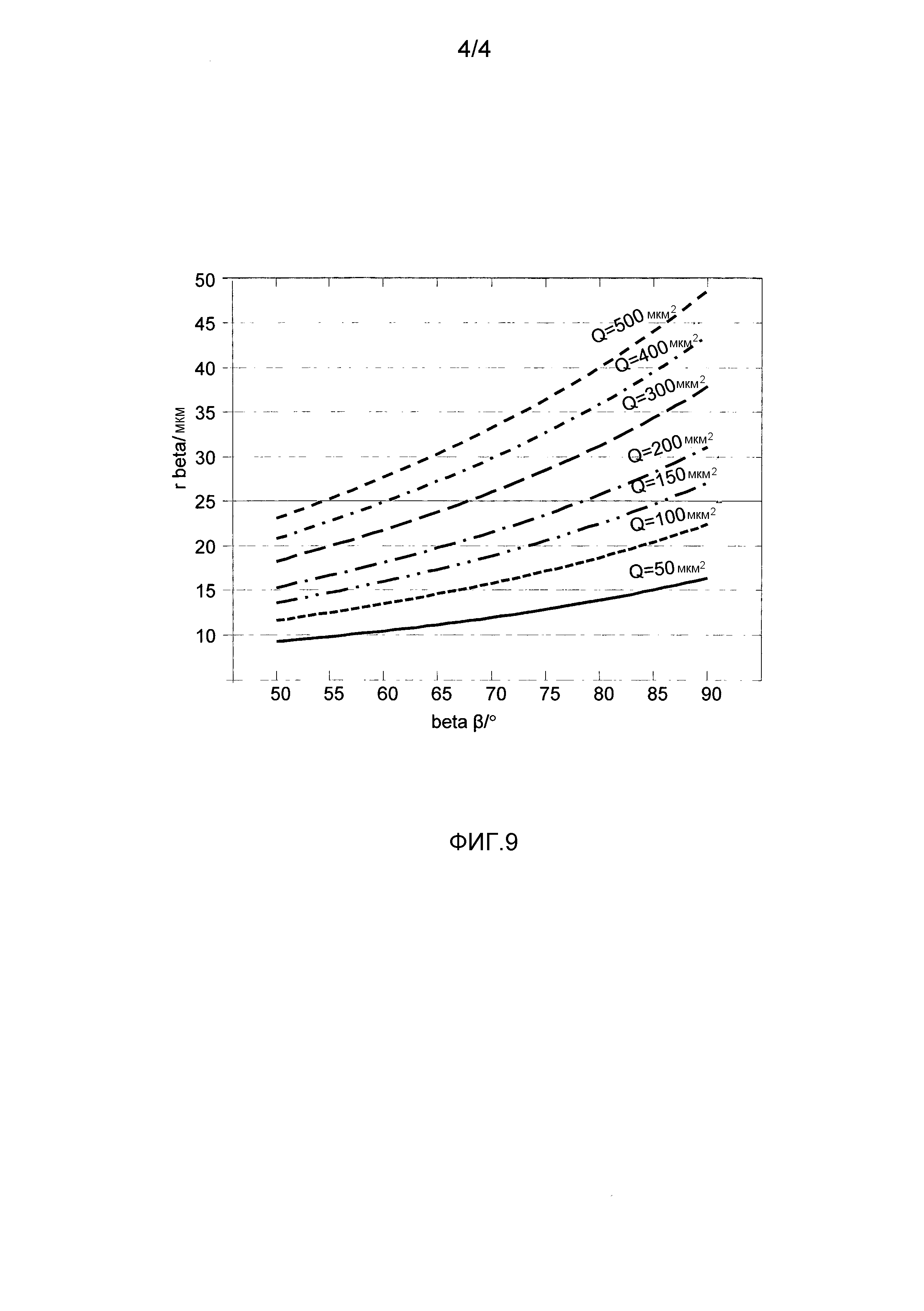
Фиг. 9 показывает примеры результирующего радиуса rβ кромки в зависимости от угла β заострения и интенсивности Q удаления материала на единицу длины кромки в единицу времени.
ОПРЕДЕЛЕНИЯ
Угол β заострения определяется как угол между передней поверхностью и задней поверхностью в поперечном сечении режущей кромки.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1 и 3 показан режущий инструмент в виде режущей пластины 1 в виде сверху и в перспективном виде соответственно. Режущая пластина содержит тело 2 из твердого металла, например, твердого сплава (WC) или кубического нитрида бора. Режущая пластина содержит переднюю поверхность 3, обращенную к материалу, подлежащему механической обработке во время работы. В показанном примере режущая пластина представляет собой индексируемую режущую пластину с четырьмя индексируемыми положениями при резании и соответственно четырьмя одинаковыми задними поверхностями. На пересечении между передней и задней поверхностью образована режущая кромка 5, в данном случае непрерывно окружающая режущую пластину. В зависимости от ориентации режущей пластины во время операции механической обработки, разные участки режущей кромки образуют главную режущую, вспомогательную режущую кромку и зону скругленной части. Главная режущая кромка 6 - это кромка, контактирующая с обрабатываемым материалом. Вспомогательная режущая кромка 7 может составлять или может не составлять в контакте с обрабатываемым материалом, в зависимости от конфигурации режущей пластины и параметров механической обработки. Между главной режущей кромкой и вспомогательной режущей кромкой образована зона 8 скругленной части, например, имеющая радиус скругленной части.
Фиг.2 показывает сечение режущей пластины, показанной на фиг. 1 и 3, в плоскости II-II, показывающее переднюю поверхность 3, заднюю поверхность 4 и режущую кромку 5.
На фиг. 4 показан подробный вид режущей кромки 5, показанной на фиг. 2, с передней поверхностью 3 и задней поверхностью 4. Показан угол β заострения и задний угол γ, а также закругление кромки с радиусом rβ кромки. Пунктирными линиями показана теоретическая форма режущей кромки перед удалением материала с режущей кромки.
Ниже будут более подробно описаны примеры режущих пластин для операций токарной обработки, впрочем те же соображения применимы, например, к инструментам для сверления.
Следует отметить, что количество материала, срезаемого режущим инструментом на единицу длины режущей кромки во время операции механической обработки, отличается вдоль режущей кромки. Например, во время токарной обработки количество материала, срезаемого в главной режущей кромке больше на единицу длины режущей кромки больше в главной режущей кромке, чем в зоне скругленной части. Это объясняется тем, что режущая пластина ориентирована так, что главная режущая кромка более или менее совпадает с направлением подачи материала, подлежащего механической обработке. А режущая кромка в зоне скругленной части не совпадает с направлением подачи материала, подлежащего механической обработке. Поэтому количество материала, который срезается режущей пластиной, отличается между главной режущей кромкой и зоной скругленной части. В главной режущей кромке количество материала, срезаемого на единицу длины режущей кромки, больше чем в зоне скругленной части. Поэтому в главной режущей кромке предпочтительна более прочная кромка. В главной режущей кромке необходимо также иметь больший угол заострения, чтобы улучшить рассеивание тепловой энергии в режущей пластине во время механической обработки. Поскольку толщина припуска на обработку кромки в зоне скругленной части меньше, в этой зоне предпочтительна более острая кромка.
Таким образом, режущая кромка содержит непрерывное изменение угла заострения вдоль режущей кромки, так что угол заострения в главной режущей кромке больше, а в зоне скругленной части меньше. Таким образом, режущая пластина выполнена так, что в скругленной части угол заострения меньше, чем в главной режущей кромке и/или вспомогательной режущей кромке. Угол заострения постепенно расширяется от вершины скругленной части к главной режущей кромке и/или вспомогательной режущей кромке, при этом радиус кромки постепенно увеличивается от вершины скругленной части к главной режущей кромке и/или вспомогательной режущей кромке. Угол заострения образуется посредством клиновидного поперечного сечения режущей кромки. Изменение угла заострения получается посредством изменения заднего угла (γ на фиг. 4) вдоль режущей кромки.
Угол заострения составляет в пределах 60-100°, предпочтительно в пределах 70-90°, вдоль режущей кромки. Изменение угла заострения вдоль режущей кромки составляет в пределах 5-35°, предпочтительно в пределах 10-30°, более предпочтительно в пределах 15-25°, или в пределах 10-20°, вдоль режущей кромки.
Изменение угла заострения вдоль режущей кромки, предпочтительно, образуется во время формования неспеченного корпуса режущей пластины, т.е. перед спеканием режущей пластины. В качестве альтернативы, изменение угла заострения вдоль режущей кромки может быть образовано посредством шлифования периферии, образующей режущую кромку, режущей пластины после спекания.
Материал удаляют с режущей кромки спеченного режущего инструмента посредством, например, жидкостно-абразивной обработки, сухой абразивной обработки, зачистки металлической щеткой, электроразрядной механической обработки или лазерной обработки. Материал удаляют с постоянной интенсивностью удаления материала на единицу длины кромки.
Вследствие сочетания изменения угла заострения вдоль режущей кромки и удаления материала вдоль режущей кромки с постоянной интенсивностью удаления материала на единицу длины кромки, в скругленной части радиус закругления кромки меньше, чем в главной режущей кромке и/или вспомогательной режущей кромке.
Таким образом, создана режущая пластина с более острой кромкой в зоне скругленной части и более прочной кромкой в главной режущей кромке.
ПРИМЕРЫ
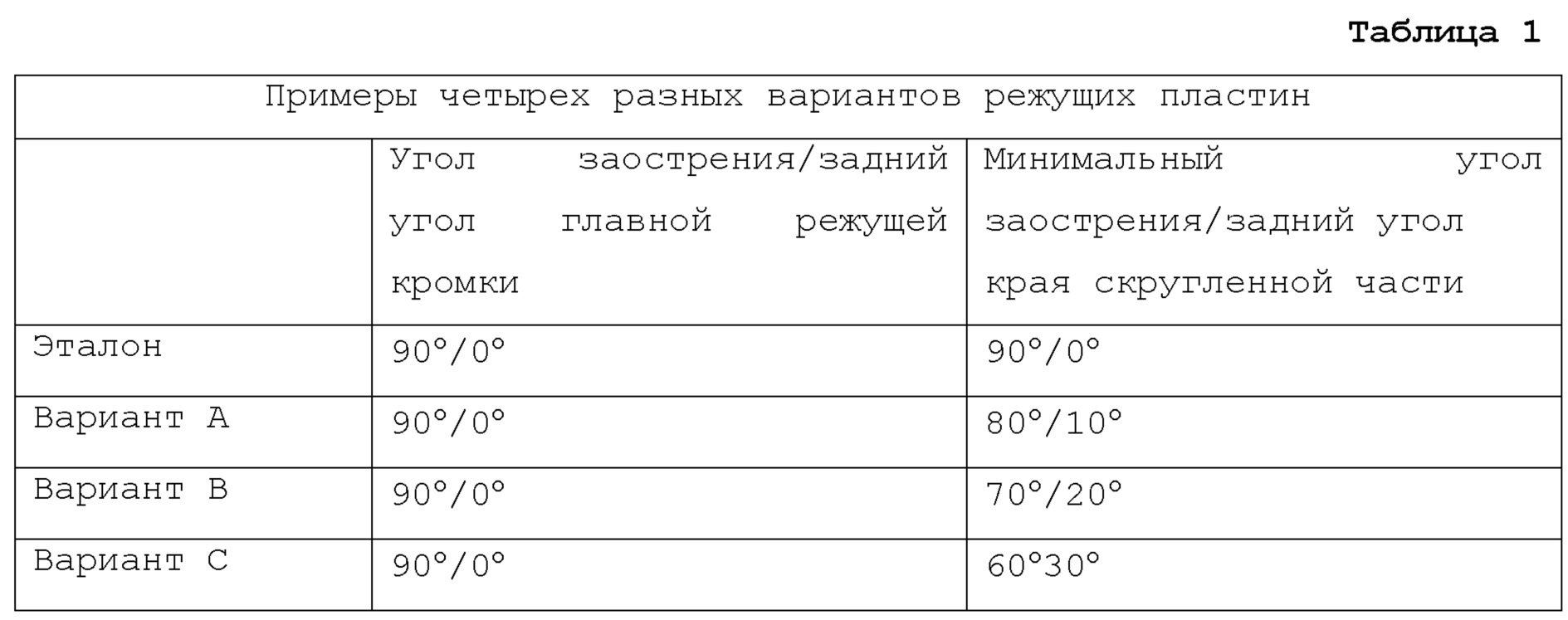
Описаны четыре варианта режущих пластин. Углы заострения во всех четырех вариантах были образованы посредством сохранения неизменного переднего угла пластин CNMG-120408-MM и изменения задней поверхности посредством шлифовки периферии. Главная режущая кромка режущей пластины имеет угол заострения 90° во всех вариантах. Начиная от начала скругленной части на главной режущей кромке, угол заострения уменьшается до минимального значения 80°, 70° и 60° в центре скругленной части в вариантах А, В и С, соответственно, после чего он увеличивается опять до 90° в конце края скругленной части, где скругленную часть сходится с вспомогательной режущей кромкой, во всех вариантах. В набор режущих пластин включена эталонная пластина, в которой угол заострения равен 90° и является постоянным вдоль кромки. Углы заострения (и задние углы) этих разных вариантов режущих инструментов показаны в таблице 1.
Пластины были подвергнуты абразивной обработке в машине для жидкостно-абразивной обработки посредством шкурки Alox 22 0 (размер зерна оксида алюминия) под давлением абразивной обработки 2,5 бар за один процесс. Целевой радиус режущей кромки при угле заострения 90° был равен 55 мкм. После процесса абразивной обработки измеряли радиус кромки вдоль главной режущей кромки и на краю скругленной части. Измеряли также угол заострения вдоль данной длины режущей кромки.
На фиг. 5-8 показаны радиус режущей кромки (а и b) и угол заострения (с и d), измеренные вдоль данной длины режущей кромки, для эталонной пластины (фиг. 5) и других вариантов А (фиг. 6), В (фиг. 7) и С (фиг. 8). Каждая точка на графике показывает измерение поперечного сечения на режущей кромке. Показаны результаты измерений для главной режущей кромки (а и с) и для выступающего участка кромки (b и d). Были выполнены 2 4 поперечных сечения на главной режущей кромке и 24 - на выступающем участке кромки. Среднее расстояние между двумя точками измерения равно 70 мкм.
Как можно видеть на фиг. 5-8, существует сильная корреляция между углом заострения и радиусом кромки в разных участках вдоль режущей кромки. Когда в зоне скругленной части угол заострения уменьшается (фиг. 5-8d), радиус режущей кромки также уменьшается (см. фиг. 5-8b) и в результате во всех трех вариантах будет создана изменяемая микрогеометрия кромки. Уменьшение угла заострения на 30% (с 90° до 60°) приводит к уменьшению величины радиуса кромки почти на 35%.
На фиг. 9 показан эффект изменения угла заострения и интенсивности удаления материала на единицу длины кромки. Интенсивность удаления материала определяется как удаление объема материала на единицу длины кромки в единицу времени. График показывает результирующий радиус rβ кромки в зависимости от угла β заострения для семи разных интенсивностей Q удаления материала, от 50 мкм2 на единицу длины кромки в единицу времени до 500 мкм2 на единицу длины кромки в единицу времени. Из графика очевидно, что результирующий радиус rβ кромки уменьшается с уменьшением угла β заострения. Интенсивность удаления материала, предпочтительно, составляет в пределах 100-600 мкм2 на единицу длины кромки в единицу времени, или в пределах 200-500 мкм2 на единицу длины кромки в единицу времени, или в пределах 300-400 мкм2 на единицу длины кромки в единицу времени.
Конструктивные элементы с залитым цементированным карбидом
Отбойный или землеройный инструмент, содержащий вставку и кольцо из цементированного карбида вольфрама, машина для удаления материала, включающая в себя такой инструмент, и способ изготовления такого инструмента
Ослабление колебаний давления в дробилках
Фиксирующее устройство для земляного бура и система земляного бура с указанным фиксирующим устройством
Средство крепления просеивающих поверхностей и применение такого средства
Инструмент для отбойки и выемки грунта со вставкой из цементированного карбида вольфрама и кольцом, машина для выемки материала, включающая в себя такой инструмент, и способ изготовления такого инструмента
Упорный подшипник конусной дробилки и способ поддержания вертикального вала в такой дробилке
Способ и устройство для управления работой конусной дробилки
Сплав на основе никеля, способный образовывать оксид алюминия
Конусная дробилка
Снабженный покрытием режущий инструмент

