Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ОТ КОРРОЗИИ И ИЗНОСА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Данное описание касается способа обработки подложки, выполненной из алюминия или алюминиевого сплава, для защиты от коррозии и износа. Оно касается также механической детали, имеющей покрытие, полученное таким способом обработки, также как и турбины и взлетно-посадочного шасси, содержащих такую деталь. Такой способ, в частности, особенно полезен в области аэронавтики для защиты отдельных механических деталей в самолетах или вертолетах, подверженных одновременно износу и коррозии.
Уровень техники
В турбине, в частности, турбине вертолета, некоторые детали из алюминия или алюминиевого сплава подвержены одновременно износу и коррозии. Например, некоторые детали системы регулирования топлива передвигаются, соприкасаясь с другими деталями, вызывая, при этом, трение; кроме того, многократное прохождение топлива может вызвать эрозию этих деталей; таким образом, эти участки трения и/или эрозии должны быть обработаны, в частности, против износа.
Кроме того, те же самые детали также находятся в контакте с внешней средой, которая может быть коррозионной, например, в присутствии влажности и, в первую очередь, в присутствии солевой среды, в частности, около моря; эти детали также должны быть обработаны против коррозии на всех участках, которые не обработаны против износа.
Для того чтобы обеспечить такую защиту, известен способ, в рамках которого деталь на первой стадии подвергают хромированию, обеспечивающему защиту от коррозии, затем, на второй стадии подвергают твердому анодному окислению участков, подлежащих обработке против износа. Тем не менее, ванна, используемая для осуществления данного хромирования, содержит некоторые опасные компоненты, в частности, Cr VI, которые вскоре будут запрещены к использованию нормами и нормативными правилами REACh (технический регламент Европейского союза «Порядок государственной регистрации, экспертизы и лицензирования химических веществ»). В этих обстоятельствах требуется найти другой способ, соответствующий нормам и нормативам REACh, предусматривающий замену стадии хромирования стадией сернокислого анодного окисления.
Тем не менее, ванна твердого анодного окисления способна разрушать полученный таким образом оксидный слой так, что становится необходимым проводить промежуточную стадию нанесения маски из воска для того, чтобы защитить участки антикоррозийного оксидного слоя, которые требуется сохранить. Это вызывает, к тому же, появление конечной стадии удаления воска с детали по окончании твердого анодного окисления для получения готовой детали. Такие длительные, дорогостоящие и трудозатратные дополнительные стадии влияют на эффективность и общую рентабельность данного способа.
Таким образом, существует явная необходимость в способе обработки для защиты подложки из алюминия или из алюминиевого сплава от коррозии и износа, который был бы лишен, хотя бы частично, недостатков, характерных для вышеупомянутых способов.
Раскрытие изобретения
Данное описание касается способа обработки подложки из алюминия или алюминиевого сплава для защиты от коррозии и износа, в котором подложку подвергают стадии золь-гелевой обработки, формирующей золь-гелевый слой, и стадии твердого окисления, формирующей твердый оксидный слой, осуществляемой после стадии золь-гелевой обработки.
В данном описании под термином «слой» подразумевают участок определенного состава внутри полученного покрытия, образованного в результате осуществления способа обработки для защиты от коррозии и износа в соответствии с изобретением; речь может идти о слое, расположенном на подложке, или о слое, сформированном в толщине первоначальной подложки, например, путем окисления подложки.
Кроме того, в данном описании слои не должны быть обязательно нанесенными в стопку один на другой, некоторые слои могут располагаться бок о бок с другими и не перекрываться. В частности, слой твердого оксида может прилегать к золь-гелевому слою, но не перекрывать его.
Благодаря такому способу, использующему золь-гелевую обработку, можно очень легко получить покрытие для механической детали из алюминия или алюминиевого сплава, демонстрирующее хорошие способности сопротивлении коррозии, полученные, в основном, благодаря золь-гелю, и сопротивления износу, полученные, в основном, благодаря твердому окислению.
В настоящее время золь-гелевые обработки, хорошо известные в области стеклообразных материалов, позволяют получать стеклообразные материалы просто посредством молекулярной полимеризации исходных веществ в растворе, не прибегая к стадии плавления. Эти обработки, в частности, хорошо востребованы при синтезе гибридных органических/неорганических стеклянных материалов. Данная органическая/ неорганическая композиция, так же, как и сильные межатомные связи золь-геля, дают золь-гелевому слою очень хорошие барьерные свойства от воздействия внешней среды, и, таким образом, очень хорошую устойчивость к коррозии, что позволяет механической детали противостоять атмосферной коррозии, включая, например, морскую, то есть соленую среду.
Кроме того, этот барьерный эффект позволяет покрытию не разрушаться при твердом окислении, которые обычно происходит в коррозийных ваннах; поэтому антикоррозийные свойства покрытия сохраняются даже после продолжительного погружения в ванну твердого окисления.
Благодаря значительному содержанию органических компонентов в золь-геле, последний, к тому же, является электрическим изолятором, поэтому ток, используемый во время твердого окисления, не проходит через золь-гелевый слой, что позволяет избежать разрушения этого слоя, так же, как и нежелательного окисления подложки под этим слоем. Таким образом, золь-гелевый слой, естественно, создает маску, защищающую подложку от твердого окисления, и только участки, не обработанные золь-гелем, или участки, в которых слой золь-геля был снят, будут подвергаться твердому окислению. Это позволяет легко определить слои, которые подлежат обработке против износа. Кроме того, широкая гамма существующих золь-гелей позволяет выбрать из нее те, которые имеют лучшие желаемые свойства и которые лучше всего соответствуют санитарным и экологическим требованиям, таким как, например, нормы и нормативные правила REACh.
Золь-гелевая обработка к тому же является легкой и быстрой в осуществлении. В частности, эта стадия может быть легко встроена в имеющиеся технологические линии и является более быстрой, чем традиционная стадия хромирования. Кроме того, такой способ легок в применении, включая случаи деталей, у которых участки, подлежащие обработке, являются труднодоступными.
В некоторых вариантах осуществления стадия твердого окисления представляет собой твердое анодное окисление (НАО). Использование зель-гелевой обработки в таких вариантах осуществления является особенно выгодным, так как золь-гель проявляет большую сопротивляемость кислотам, что позволяет ему противостоять кислотной ванне для твердого анодного окисления.
В других вариантах осуществления стадия твердого окисления представляет собой твердое окисление посредством дугового разряда, Эта стадия предпочтительно осуществляется в щелочной ванне.
В некоторых вариантах реализации способ дополнительно включает дополнительную стадию окисления, предшествующую стадии золь-гелевой обработки, в результате которого формируется дополнительный оксидный слой. Такая двухслойная защита, объединяющая оксидный слой и золь-гелевый слой, позволяет усилить устойчивость покрытия к коррозии. Кроме того, золь-гелевый слой защищает дополнительный оксидный слой от ванны твердого окисления и предотвращает, таким образом, разрушение этого слоя.
В некоторых вариантах осуществления дополнительная стадия окисления представляет собой сернокислое анодное окисление (САО) винно-сернокислое анодное окисление или фосфорнокислое анодное окисление.
В некоторых вариантах осуществления стадию золь-гелевой обработки осуществляют на дополнительном оксидном слое без предварительной стадии заполнения этого слоя. Эта стадия заполнения действительно не нужна, так как золь-гель может сам заполнить, частично или полностью, поры по толщине дополнительного оксидного слоя.
В некоторых вариантах осуществления во время стадии золь-гелевой обработки золь-гель проникает в поры дополнительного оксидного слоя. Это укрепляет, кроме всего прочего, сцепление золь-гелевого слоя с дополнительным оксидным слоем.
В некоторых вариантах осуществления стадия золь-гелевой обработки включает подстадию нанесения золь-гелевого слоя и подстадию прокаливания золь-геля. Прокаливание служит для отверждения золь-геля.
В некоторых вариантах осуществления подстадия нанесения золь-геля осуществляется путем погружения подложки в ванну золь-геля.
В других вариантах осуществления подстадия нанесения золь-геля осуществляется распылением золь-геля на подложку.
В некоторых вариантах осуществления подстадию прокаливания осуществляют при температуре от 100 до 200°С, предпочтительно от 130 до 150°С.
В некоторых вариантах осуществления подстадия длится от 40 до 60 минут.
В некоторых вариантах осуществления по меньшей мере часть используемого золь-геля содержит глицидоксипропилтриметоксисилан.
В некоторых вариантах осуществления по меньшей мере часть использованного золь-геля представляет собой золь-гель, выпускаемый фирмой ICS под маркой IC23.5 (зарегистрированная торговая марка). Этот золь-гель особенно подходит для деталей, вынужденных соприкасаться с керосином. Естественно, любой другой золь-гель, имеющий подобный или эквивалентный состав, может быть также использован.
В других вариантах осуществления по меньшей мере часть использованного золь-геля представляет собой золь-гель, выпускаемый фирмой ICS под маркой IK-EBSil (зарегистрированная торговая марка). Этот золь-гель особенно подходит для деталей, вынужденных соприкасаться с гидравлическими жидкостями. Естественно, любой другой золь-гель, имеющий подобный или эквивалентный состав, может быть также использован.
В частности, такие марки золь-гелей могут выдерживать пребывание в солевом тумане в течение по меньшей мере 500 ч, согласно испытанию в соответствии с ISO 9227.
В некоторых вариантах осуществления способ дополнительно включает стадию механической обработки, осуществляемую между стадией обработки золь-гелем и стадией твердого окисления, в ходе которой по меньшей мере один участок, подлежащий обработке, подвергается механической обработке для устранения на этом участке по меньшей мере слоя золь-геля. Эта стадия позволяет обнажить участок подложки, который подлежит обработке против износа, путем локального удаления изолирующего слоя, образованного золь-гелем, создав, таким образом, возможность для твердого окисления этого участка.
Само собой разумеется, что отдельные детали могут иметь несколько отдельных участков, подлежащих обработке против износа, и в этом случае множество отдельных участков может быть подвергнуто механической обработке. В результате этой механической обработки полученный слой золь-геля и/или твердый оксидный слой может быть прерывистым.
В некоторых вариантах осуществления способ не включает какой-либо стадии хромового анодного окисления (САО).
Данное описание касается также механической детали, содержащей подложку из алюминия или алюминиевого сплава и покрытие против коррозии и износа, полученное с помощью способа в соответствии с одним из выше указанных вариантов осуществления.
Данное описание касается также механической детали, содержащей подложку из алюминия или алюминиевого сплава, слой золь-геля и слой оксида алюминия.
В некоторых вариантах осуществления деталь дополнительно содержит дополнительный слой оксида алюминия, находящийся под слоем золь-геля.
В некоторых вариантах осуществления слой золь-геля присутствует в порах дополнительного окисного слоя.
В некоторых вариантах осуществления по меньшей мере часть золь-геля представляет собой один из золь-гелей, упомянутых выше.
В некоторых вариантах осуществления слой золь-геля и твердый оксидный слой прилегают друг к другу в плоскости поверхности подложки, но не пересекаются.
В некоторых вариантах осуществления слой золь-геля имеет толщину от 1 до 10 мкм.
В некоторых вариантах осуществления твердый оксидный слой имеет толщину от 40 до 100 мкм.
В некоторых вариантах осуществления дополнительный оксидный слой имеет толщину от 2 до 12 мкм.
Данное описание касается также турбины, содержащей механическую деталь в соответствии с одним из выше указанных вариантов его осуществления.
Данное описание касается также взлетно-посадочного шасси, содержащего механическую деталь согласно одному из выше описанных вариантов осуществления.
Вышеупомянутые преимущества и характеристики так же, как и другие, проявятся более подробно при описании, которое сопровождается примерами реализации предложенного способа со ссылками на приложенные чертежи.
Краткое описание чертежей
Приложенные чертежи являются схематичными и служат, прежде всего, для иллюстрации принципов изобретения.
На этих чертежах от одной фигуры к другой идентичные элементы или части элементов отмечены одними и теми же обозначениями. Кроме того, элементы и части элементов, относящиеся к примерам различных вариантов осуществления, но имеющие сходную функцию, отмечены на фигурах цифровыми обозначениями с приращением 100, 200 и т.д.
Фиг. 1А-1Е иллюстрируют различные стадии первого осуществления способа.
Фиг. 2A-2F иллюстрируют различные стадии второго осуществления способа.
Осуществление изобретения
Для того чтобы представить изобретение более конкретно, примеры осуществления способа описаны ниже в деталях со ссылками на приложенные чертежи. Предполагается, что эти примеры не являются ограничительными для данного изобретения.
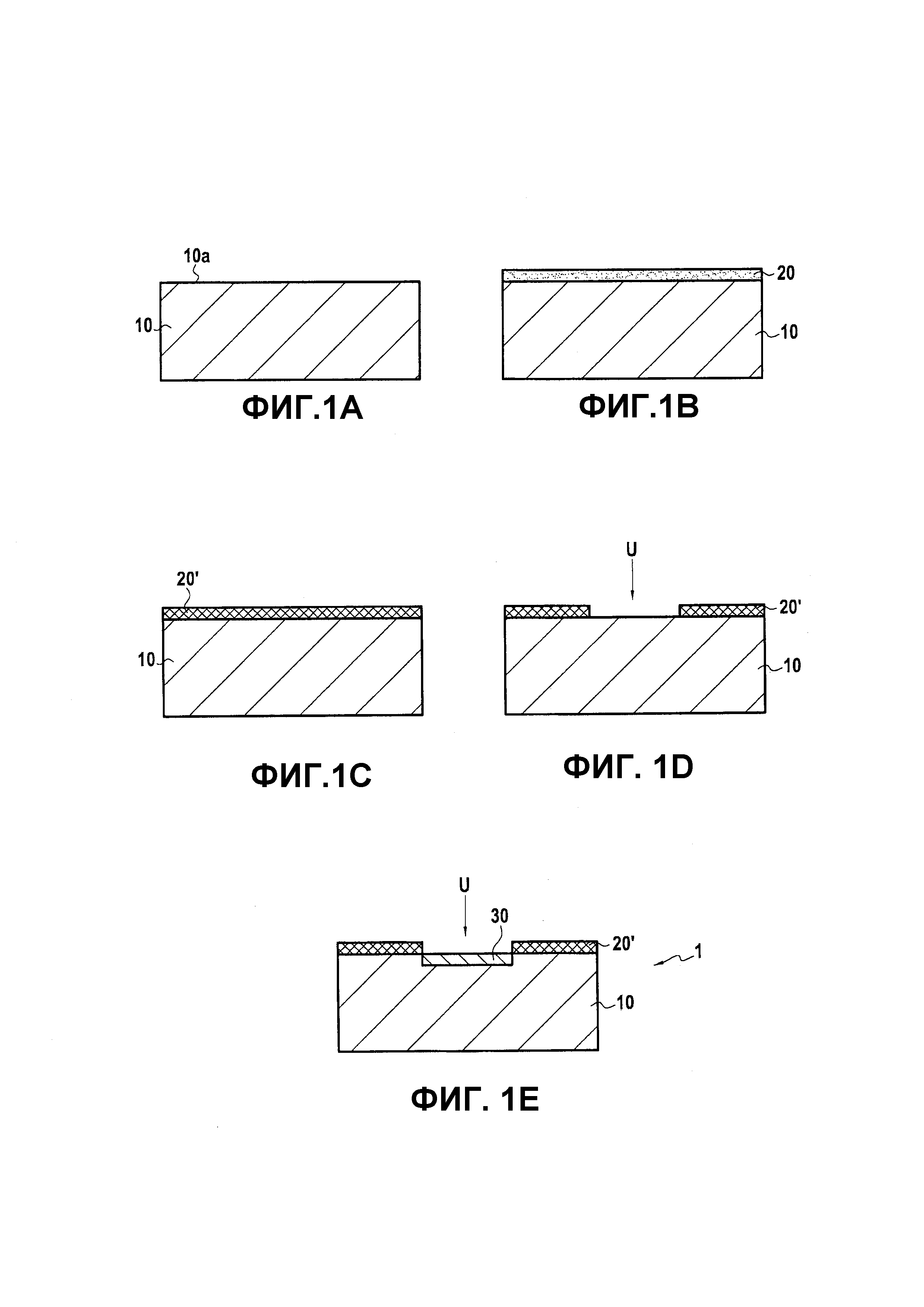
Фиг. 1А-1Е иллюстрируют первый пример способа, направленного на обеспечение подложки 10 из алюминия или алюминиевого сплава защитным покрытием от износа и коррозии. Подложка 10, представленная на Фиг. 1А, может быть гидромеханической деталью подачи топлива в турбине вертолета или соединительным фланцем главного колеса взлетно-посадочного шасси, в качестве двух упомянутых примеров. Сначала подложка 10 может быть подвергнута предварительным стадиям подготовки, таким как стадий обезжиривания, промывания и/или протравливания.
После того, как поверхность 10а подложки 10 будет подготовлена таким образом, на поверхность 10а подложки 10 наносится жидкий слой 20 золь-геля. В частности, этот золь-гель может быть золь-гелем, выпускаемым фирмой ICS под маркой IC23.5 (зарегистрированная торговая марка), в частности для тех применений, где деталь 1 подлежит вступлению в контакт с керосином; речь может также идти о золь-геле, выпускаемом фирмой ICS под маркой IK-EBSil (зарегистрированная торговая марка), в частности для тех применений, где деталь 1 подлежит вступлению в контакт с гидравлическими жидкостями. Естественно, что могут также использоваться другие золь-гели, имеющие схожий состав или другие составы с антикоррозийными свойствами.
Слой 20 жидкого золь-геля может наноситься на поверхность 10а подложки 10 кистью, наподобие краски. Жидкий золь-гель может также распыляться на поверхность 10а подложки 10, например, с помощью покрасочного пульверизатора. В другом примере золь-гель может также наноситься путем погружения подложки 10 в ванну жидкого золь-геля.
После окончания стадии нанесения золь-геля деталь на Фиг. 1В подвергают стадии прокаливания в печи, в ходе которой происходит отвердение золь-геля. Эта стадия прокаливания может происходить в печи при температуре примерно 140° в течение 50 минут.
После окончания этой стадии прокаливания получают деталь, представленную на Фиг. 1С, с отвержденным слоем 20' золь-геля, покрывающим подложку 10, при этом этот твердый золь-гелевый слой 20' обеспечивает искомую антикоррозийную защиту.
После окончания этой стадии участок U детали, который необходимо подвергнуть специальной обработке против износа, подвергают механической обработке для локального снятия твердого слоя 20' золь-геля для того, чтобы обнажить подложку 10. Деталь, полученная таким образом и представленная на Фиг. 1D, может затем быть подвергнута подготовительным стадиям, таким как стадии обезжиривания и/или промывки.
Подготовленную таким образом деталь затем погружают в ванну серной кислоты для того, чтобы подвергнуть твердому анодному окислению, в ходе которого поверхностный слой подложки 10 на участке U, подлежащем обработке против износа, обнаруженной в ходе стадии механической обработки, окисляется для формирования слоя 30 оксида алюминия. Этот слой 30 оксида алюминия позволяет локально усилить сопротивление износу детали 1 на участке U.
Полученная таким образом деталь может, наконец, быть подвергнута стадиям чистовой обработки, а именно стадиям промывки или механической обработки для того, чтобы получить окончательную деталь 1, показанную на Фиг. 1Е. Такая окончательная деталь может содержать на участке U, подвергнутом противоизносной обработке, твердый слой 30 оксида алюминия толщиной от 40 до 100 мкм, и вне этого участка U, отверждаемый слой 20' золь-геля толщиной от 2 до 10 мкм. Такой слой 20' золь-геля может противостоять солевому туману в течение более 500 часов.
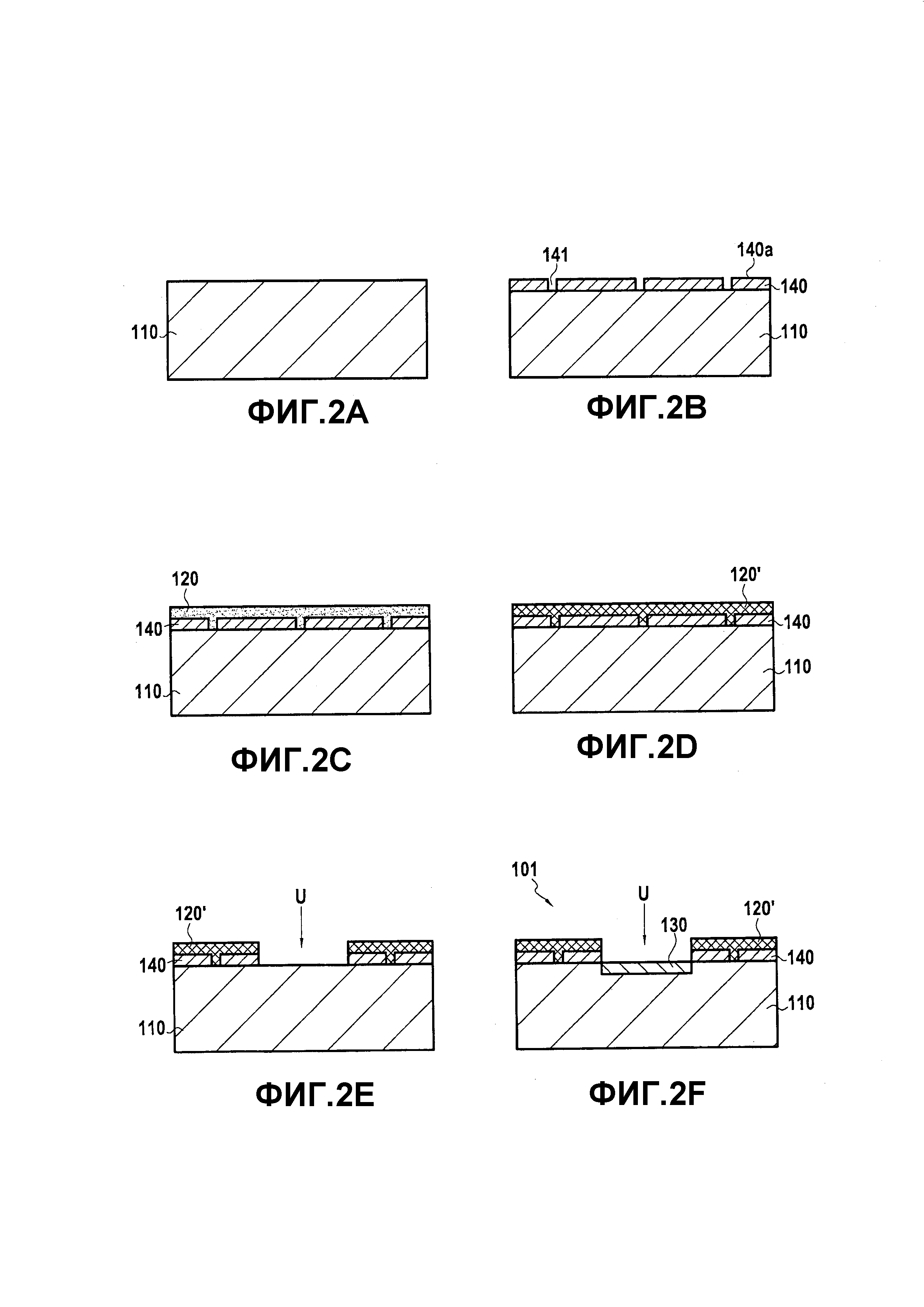
Фиг. 2А - 2F иллюстрируют, в свою очередь, второй пример способа, направленного на обеспечение подложки 110 из алюминия или алюминиевого сплава покрытием, защищающим против коррозии и износа.
Сначала подложка 110 может быть подвергнута подготовительным стадиям, таким как стадии обезжиривания, промывки и/или очистки. После того, как поверхность подложки 110 подготовлена таким образом, деталь погружают в ванну серной кислоты для того, чтобы подвергнуть ее процессу сернокислого анодного окисления (OAS), в ходе которого поверхностный слой подложки 110 окисляется, чтобы образовать пористый слой 140 оксида алюминия, получая таким образом деталь, показанную на Фиг. 2В.
В других примерах ванна также может содержать винно-серную кислоту или фосфорную кислоту для реализации соответственно вино-сернокислого анодного окисления или фосфорнокислого анодного окисления.
Следующие стадии второго примера осуществления данного способа по существу идентичны стадиям первого примера, описанного выше. В них слой 120 жидкого золь-геля наносят на поверхность 140а пористого слоя 140 оксида алюминия; жидкий золь-гель проникает в поры 141 слоя 140 оксида алюминия и заполняет их. Таким образом, получается деталь на Фиг. 2С.
После окончания стадии нанесения золь-геля деталь подвергают, аналогично первому примеру, стадии прокаливания, дающей деталь на Фиг. 2D, на которой отвержденный слой 120' золь-геля покрывает и заполняет поры пористого слоя 140 оксида алюминия.
После окончания этой стадии участок U детали, который подлежит специальной обработке против износа, подвергают механической обработке для локального удаления как отвержденного слоя 120' золь-геля, так и пористого слоя 140 оксида алюминия с тем, чтобы обнажить неокисленную часть подложки 110. Полученная таким образом деталь, представленная на Фиг. 2Е, может затем подвергаться подготовительным стадиям, таким как стадии обезжиривания и/или промывки.
Полученную таким образом деталь погружают затем в ванну серной кислоты для того, чтобы осуществить твердое анодное окисление, в ходе которого поверхностный слой подложки 110 на участке U, который подлежит обработке против износа, обнаженной в ходе стадии механической обработки, окисляется для образования твердого слоя 130 оксида алюминия.
Полученная таким образом деталь может, наконец, быть подвергнута стадиям чистовой обработки, а именно стадиям промывания или механической обработки для того, чтобы получить окончательную деталь 101, показанную на Фиг. 2F. Эта окончательная деталь 101 может содержать на участке U, подвергнутом обработке против износа, твердый слой 130 оксида алюминия толщиной от 40 до 100 мкм, и вне этого участка U слой 140 оксида алюминия толщиной от 2 до 12 мкм, перекрытый отвержденным слоем 120' золь-геля толщиной от 1 до 10 мкм., при этом поры слоя 140 оксида алюминия заполнены золь-гелем. Такой слой 140 оксида алюминия в связке со слоем 120' золь-геля может противостоять солевому туману в течение более 700 часов.
Варианты и примеры осуществления, приведенные в данном описании, имеют иллюстративный и неограничительный характер, при этом специалист в данной области легко может, используя это описание, изменить эти варианты и примеры реализации или придумать другие, оставаясь при этом в рамках изобретения.
Кроме того, различные признаки этих вариантов или примеров могут использоваться индивидуально или комбинироваться между собой. Если их комбинировать, эти признаки могут быть скомбинированы так, как здесь описано, или другим образом, так как изобретение не ограничивается специальными комбинациями, приведенными в данном описании. В частности, если не указано обратного, признак, описанный в связке с одним вариантом или примером осуществления, может использоваться аналогично в другом варианте или примере осуществления.
Протяжка и способ протягивания пазов для деталей, таких как диски ротора турбины или диски компрессора турбомашины
Гибридное устройство отключения для электрической цепи
Способ контроля степени коксования на уровне прокладок при помощи вала газогенератора
Система и способ экстренного запуска газотурбинного двигателя летательного аппарата
Контроль степени коксования на динамических уплотнениях посредством стартера
Узел газотурбинного двигателя для измерения вибраций, действующих на лопатку во время ее вращения
Исполнительная система для самолета
Кольцевая камера сгорания турбомашины
Двухканальная архитектура с избыточными линиями связи ccdl
Узел турбомашины для измерения вибраций, действующих на лопатку во время вращения
Разработка золь-гелевой противокоррозионной обработки

