Результат интеллектуальной деятельности: Способ определения вида остаточных сварочных напряжений
Вид РИД
Изобретение
Изобретение относится к области сварки, а именно к расчетным, расчетно-экспериментальным и экспериментальным способам определения остаточного напряженного состояния (НС) в сварных соединениях и может быть использовано при проектировании, производстве и контроле сварных конструкций.
На настоящий момент сведений о способах точного определения видов напряженного состояния после сварки по доступным источникам не обнаружено.
Техническим результатом предполагаемого изобретения является повышение долговечности, коррозионной стойкости сварных изделий, стабильность их геометрических форм, снижение склонности к трещинообразованию.
Технический результат достигается тем, что в способе определения вида остаточных сварочных напряжений на лицевой и тыльной (обратной) стороне сварного соединения выявляют картины полей изостат (траекторий главных напряжений), в полях по сгущению изостат определяют местоположения концентраторов остаточных напряжений, затем картины полей с лицевой и тыльной сторон совмещают в соответствии с их расположением на сварном соединении, в совмещенном положении «на просвет» сравнивают между собой и при совпадении местоположений концентраторов и направлений траектории с обеих сторон относят вид напряженного состояния к плоскому (двухосному), а при несовпадении - к объемному (трехосному) далее расчетное или экспериментальное определение напряжений проводят, учитывая установленный вид напряженного состояния.
На основании патентного поиска, проведенного по доступным источникам информации, отличительных признаков, указанных в формуле предполагаемого изобретения не обнаружено.
В связи с этим данное техническое решение соответствует критерию «существенные отличия».
Пример осуществления способа. Выполняли определение вида НС в сварном образце неразрушающим, физическим магнитоупругим методом (МУМ), характеризующимся высокой производительностью и сравнительной простотой методик и аппаратуры.
Использовали монофазный магнитоупругий измеритель механических напряжений ИМН-4М (разработка Воронежского государственного технического университета, ведущий конструктор Юршин А.Н.). Основные технические характеристики прибора следующие: предел измерений ±σ пропорциональности; величина базы измерений датчика - 5 мм; приведенная к пределу текучести погрешность измерения для двухосного напряженного состояния - 7…15%; погрешность угломерного устройства ±2 градуса; рабочая частота - 1000 Гц.
Характер силового поля остаточных напряжений (ОН) в сварных соединениях раскрывают изостаты, представляющие собой систему из двух семейств взаимно перпендикулярных кривых  и
и  . Вдоль них действуют соответственно наибольшие σ1 и наименьшие σ2 главные напряжения [Устинов Ю.Ф., Семыкин В.Н., Калинин Ю.И., Ульянов А.В. Выявление с помощью изостат напряженного состояния металлических конструкций строительных машин // Механизация строительства, 2009. №6. С. 8-11]. МУМ позволяет определять касательные к изостатам с помощью входящего в состав измерителя магнитоупругого датчика, оборудованного несложным угломерным устройством. Собственно изостаты вычерчивают по касательным, определяемым в узлах координатной сетки, нанесенной на поверхность сварного соединения [Кучер А.Т., Семыкин В.Н. Совершенствование методики и аппаратуры для определения остаточных сварочных напряжений магнитоупругим способом // Сварочное производство, 1995. №10. С. 32-33].
. Вдоль них действуют соответственно наибольшие σ1 и наименьшие σ2 главные напряжения [Устинов Ю.Ф., Семыкин В.Н., Калинин Ю.И., Ульянов А.В. Выявление с помощью изостат напряженного состояния металлических конструкций строительных машин // Механизация строительства, 2009. №6. С. 8-11]. МУМ позволяет определять касательные к изостатам с помощью входящего в состав измерителя магнитоупругого датчика, оборудованного несложным угломерным устройством. Собственно изостаты вычерчивают по касательным, определяемым в узлах координатной сетки, нанесенной на поверхность сварного соединения [Кучер А.Т., Семыкин В.Н. Совершенствование методики и аппаратуры для определения остаточных сварочных напряжений магнитоупругим способом // Сварочное производство, 1995. №10. С. 32-33].
В качестве образца взяли стыковое сварное соединение двух пластин Ст3 с габаритами 200×100×10 мм каждая. Сварку производили штучными электродами УОНИ 13/55 (ГОСТ 9466-75) диаметром 3 мм в два прохода на стандартном режиме. Особенность: если смотреть с лицевой стороны образца, первый проход выполняли в направлении слева направо, а второй - справа налево. После первого прохода образцу дали остыть до комнатной температуры. Видимых сварочных дефектов соединение не имело. Усиление шва не снимали.
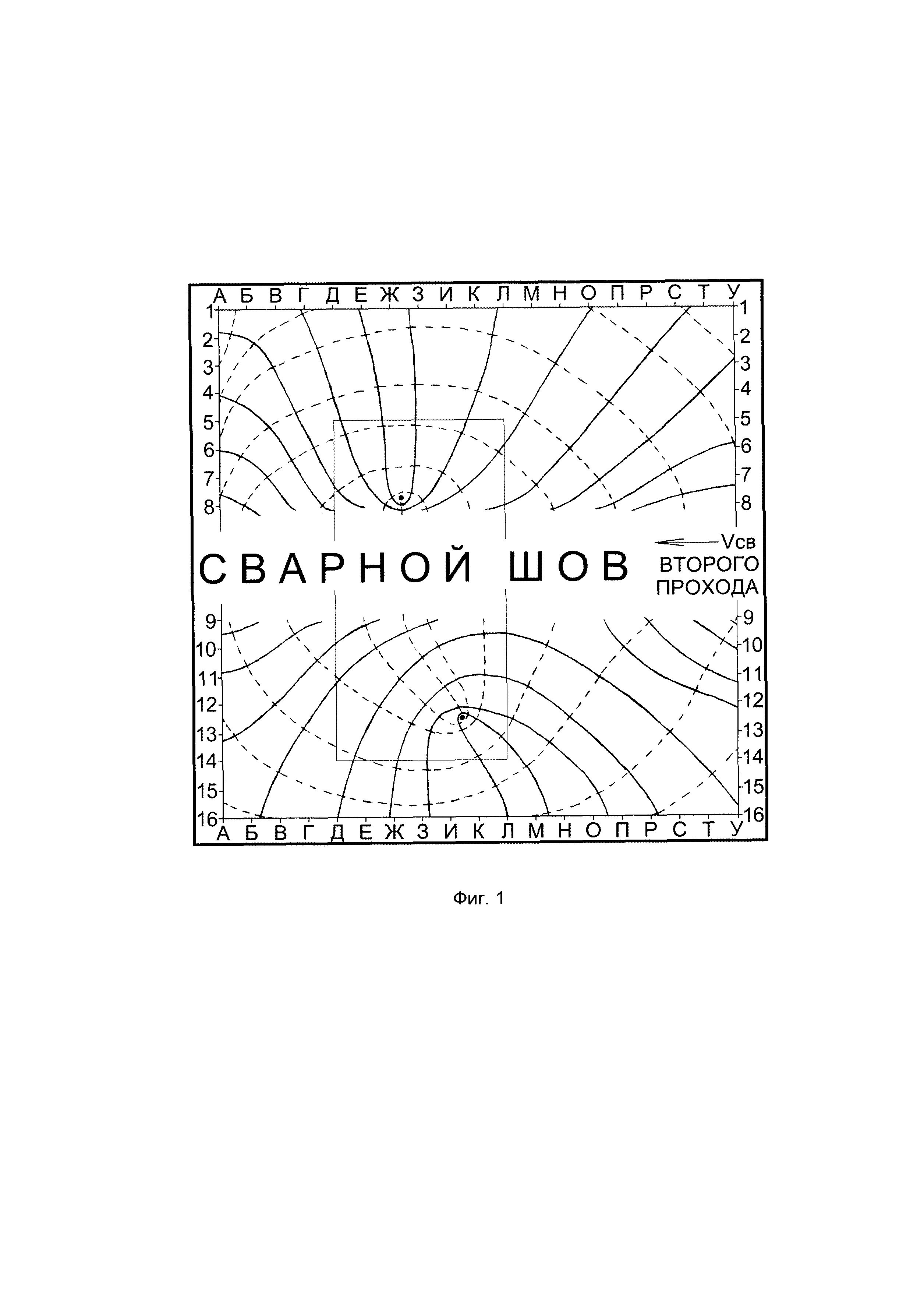
На лицевую и тыльную сторону образца, под будущие измерения, наносили координатную сетку с ячейками 10×10 мм. Всего узлов координатной сетки с каждой стороны получили по 304. Время измерений в одной точке (узле) <1 минуты. Затраты времени на обе стороны до 9 часов. Все измерения производились одним оператором. На основе полученного массива значений углов по авторской методике строили траектории напряжений, показывая на фигурах наибольшие главные сплошными линиями, а наименьшие главные штриховыми. Положения горизонтальных линий координатной сетки обозначили 1-1, 2-2, …, 16-16 и для лицевой и для тыльной сторон, а вертикальных линий - буквами А-А, Б-Б, …, У-У для лицевой стороны и буквами У'-У', Т'-Т' …, А'-А' для тыльной. Во избежание перенасыщенности на фиг. 1 и фиг. 2 линии сетки не прочерчивали.
Поле изостат с лицевой стороны образца представляет фиг. 1. Концентратор ОН в нем (участок, где сгущаются траектории) расположен в условном прямоугольнике ограниченном линиями: Д-Д слева, Л-Л справа, 5-5 сверху, 14-14 снизу. Эпицентр концентратора несимметричен относительно оси шва, что встречается не часто, и связано, в данном случае, с асимметричным расположением приспособления, фиксировавшего образец в ходе сварки второго прохода. Геометрия концентраторов воспроизводит геометрию температурных полей в образце на момент стабилизации («застывания») изостат при понижении температуры до ≈345°C для стали Ст3 [Семыкин В.Н., Кучер AT. Определение температуры стабилизации изостат // Современные проблемы сварочной науки и техники. Тез. докл. Международн. науч.-техн. конф. Донской гос.техн. ун-т. Ростов-на-Дону, 1993. С. 81-82]. При этом изостаты наименьших главных напряжений повторяют форму изотерм, а наибольших совпадают, с линиями теплового потока.
Концентратор на лицевой стороне смещен на 6…30 мм левее вертикальной оси образца (линии К-К), что естественно при направлении Vсв справа налево и «отставании» концентратора от точки, в которой прекращается воздействие сварочной дуги. На большей части площади образца преобладают поперечные относительно оси шва напряжения, в самом шве изостаты проходят вдоль него.
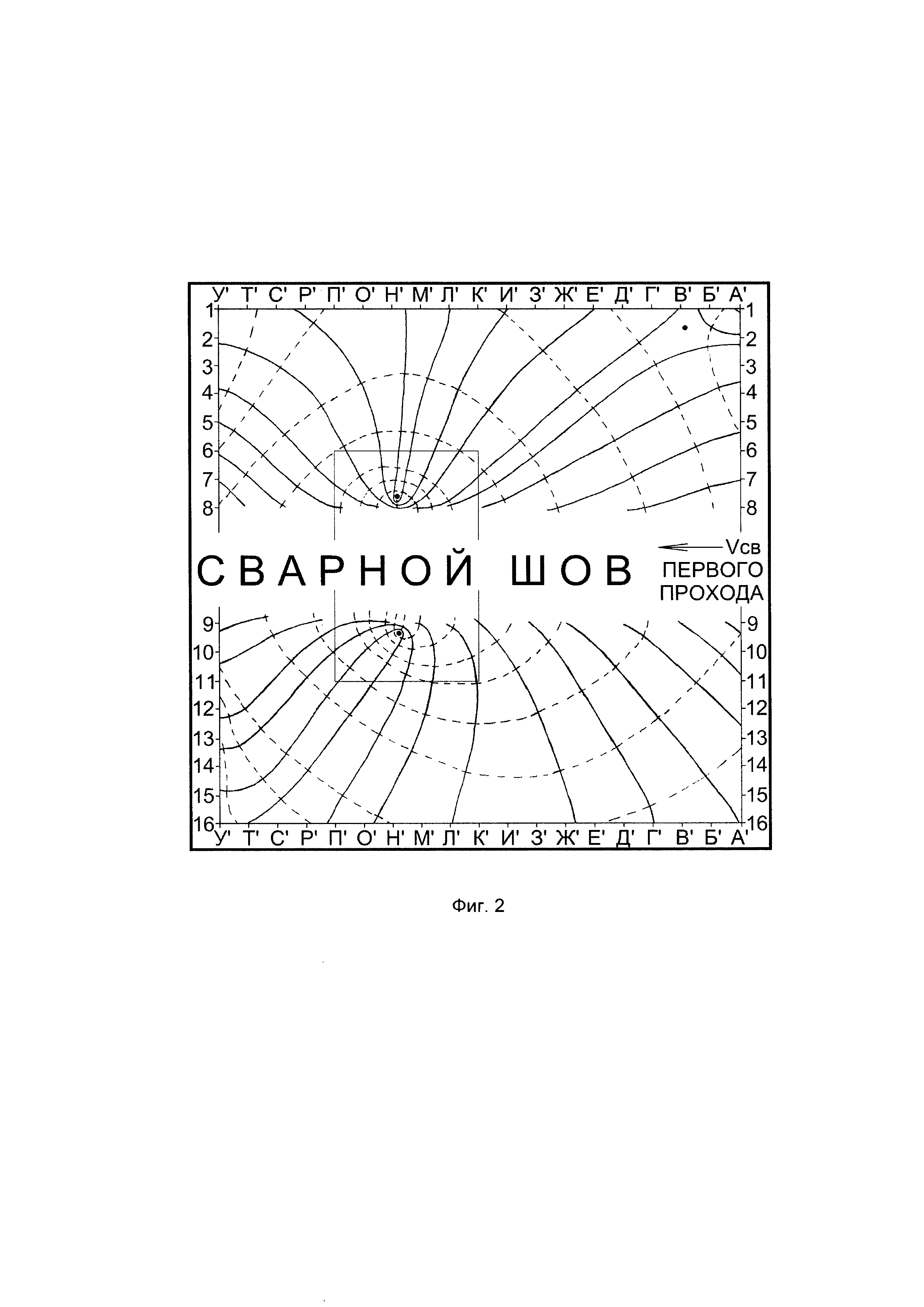
Траектории с тыльной стороны образца (фиг. 2) в основном сформировало температурное поле первого прохода. Поле изостат здесь близко к классическому для стыкового соединения с длиной шва 200 мм. Концентратор компактен, плотно примыкает к шву и занимает условный прямоугольник, ограниченный линиями: П'-П' слева, К'-К' справа, 6-6 сверху, 11-11 снизу и смещен влево на 30 мм относительно вертикальной осевой линии К'-К'. В целом, как и с лицевой стороны, преобладают поперечные относительно оси шва напряжения.
Далее картины полей траекторий совмещают по правилу: линии координатной сетки 1-1, 2-2, … 16-16 лицевой стороны с линиями 1-1, 2-2, … 16-16 тыльной стороны, линии А-А, Б-Б, … У-У лицевой стороны с линиями А'-А', Б'-Б', … У'-У' тыльной стороны.
Сравнение полей траекторий лицевой и тыльной сторон «на просвет» после их совмещения не показало совпадения положений концентраторов ОН определенных для лицевой и тыльной сторон образца. Их эпицентры разнесены на 36-60 мм. Направления траекторий также не совпадают. Это исключает признание НС плоским (двухосным) в данном стыковом сварном соединении толщиной 10 мм выполненном двумя проходами и, следовательно, НС в данном случае является объемным (трехосным). Количественные измерения в образце проводили экспериментальными методами эффективными для объемного напряженного состояния.
Способ может быть полезен:
1) для исключения ошибок при классификации вида напряженного состояния в образцах и реальных сварных изделиях;
2) для повышения точности расчетных и расчетно-экспериментальных методов определения напряжений, вызываемых сваркой;
3) для безошибочного, применительно к конкретному сварному соединению, выбора альтернативных экспериментальных методов контроля напряжений: ультразвукового, тензометрического, поляризационно-оптического, голографической интерференции и др.;
4) при выборе и отработке технологий сварки;
5) для определения вида напряженного состояния при суперпозиции (одновременном действии) напряжений от внешних (эксплуатационных) нагрузок с остаточными (внутренними) напряжениями.
Технико-экономический эффект предлагаемого способа заключается в повышении долговечности и усталостной прочности сварных изделий, стабильности их геометрических форм за счет оптимизации остаточного напряженного состояния, проектирования с точным знанием вида напряжений. Это снижает вероятность разрушений или деформаций, вызывающих заклинивания, биения, депланации деталей машин и механизмов.
Способ определения вида остаточных сварочных напряжений в сварном соединении, заключающийся в том, что на лицевой и обратной стороне сварного соединения выявляют картины полей траекторий главных напряжений, по сгущению траекторий главных напряжений определяют местоположения концентраторов остаточных напряжений, затем полученные картины полей с лицевой и обратной сторон совмещают в соответствии с их расположением на сварном соединении и в совмещенном положении «на просвет» сравнивают между собой, при этом при совпадении местоположений концентраторов и направлений траекторий с обеих сторон относят вид напряженного состояния к двухосному, а при несовпадении - к трехосному.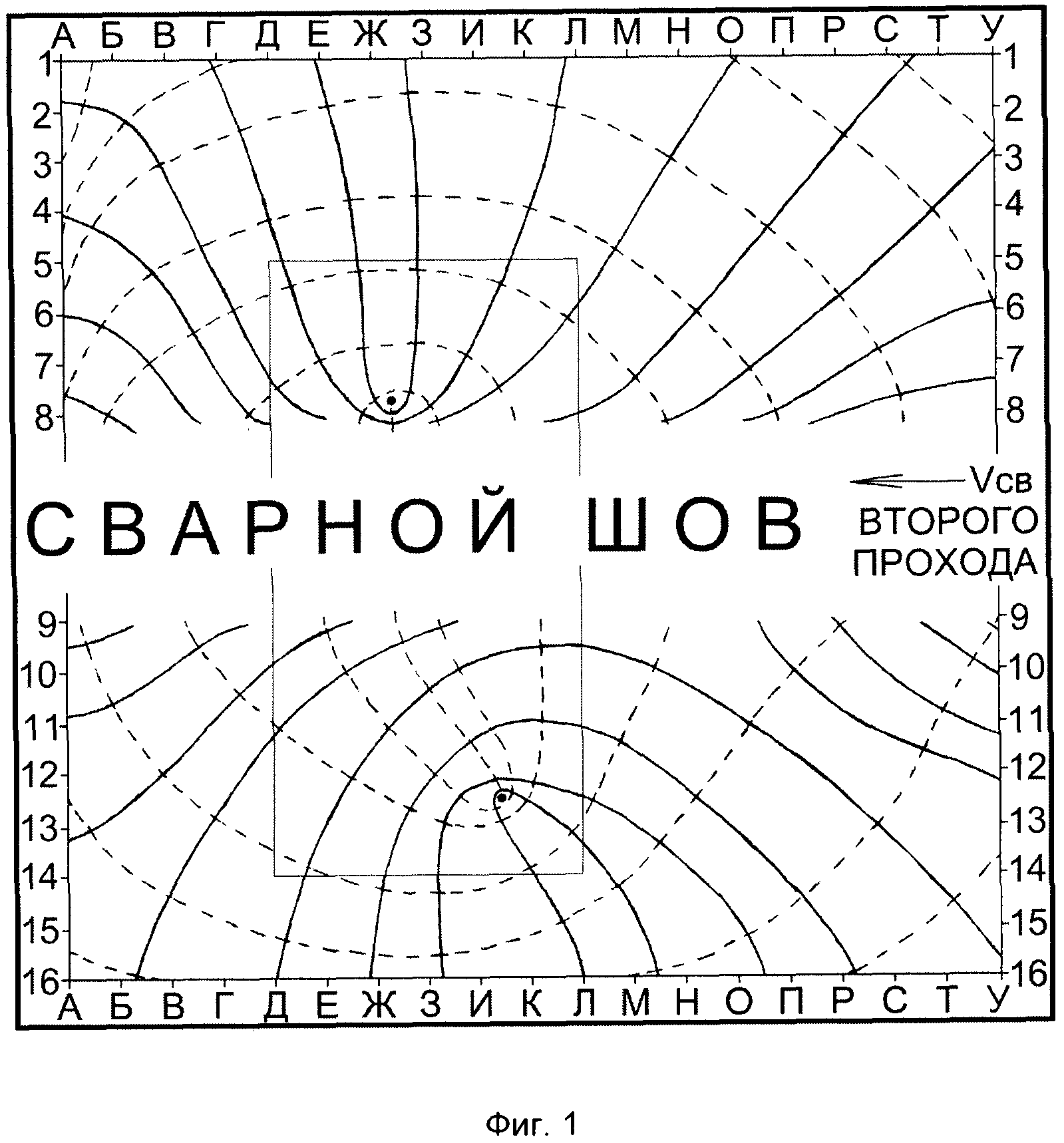
Солнечный тепловой коллектор
Сооружение коллективной защиты на базе пневматической опалубки
Способ формирования на поверхности изделия из никелевого сплава композитного покрытия
Метод возведения волнистых монолитных сводов и опалубка для его осуществления
Способ плазменного напыления покрытия
Конструкция фундаментной плиты с регулируемыми усилиями
Узел шарнирного действия для фундаментной плиты с регулируемыми усилиями
Генератор индукторный
Ветроколесо электрогенератора сегментного типа
Лабораторная установка по гидравлическим исследованиям
Способ снижения остаточных сварочных напряжений
Способ получения стыкового сварного соединения с заданным положением концентратора растягивающих остаточных напряжений
Способ определения ширины зоны концентратов растягивающих остаточных сварочных напряжений стыкового соединения из стали
Способ получения остаточных напряжений растяжения на лицевой и напряжений сжатия на тыльной сторонах сварного соединения толщиной ≤10 мм

