Результат интеллектуальной деятельности: Способ согласования скоростей вертикальных и горизонтальных валков универсальной клети прокатного стана
Вид РИД
Изобретение
Изобретение относится к автоматизации прокатного производства и может быть использовано для обеспечения прокатки с минимальным натяжением или подпором в универсальных клетях толстолистовых и широкополосных станов.
Известен способ согласования скоростей вертикальных и горизонтальных валков универсальной клети прокатного стана, согласно которому при прокатке от вертикальной клети к горизонтальной выравнивают окружные скорости валков последующей клети со скоростью металла, выходящего из валков предыдущей клети до захвата металла валками последующей клети, и воздействуют на электропривод вертикальных валков в функции разности текущего значения статического тока электропривода вертикальных валков и среднего его значения за время раздельной прокатки (см. авт. св. СССР №1360834, В21В 37/00).
Недостатком данного способа является отсутствие согласования скоростей вертикальных и горизонтальных валков при перемещении гидравлических нажимных устройств в процессе прокатки. При уменьшении межвалкового зазора, вследствие отставания скорости металла на входе в горизонтальные валки от скорости металла на выходе из вертикальных валков, нарушается условие постоянства секундного объема металла в межклетевом промежутке. Это приводит к возникновению неконтролируемого подпора либо натяжения проката. Возникновение неконтролируемых усилий приводит к нарушению технологического режима прокатки и может иметь аварийные последствия.
Наиболее близким аналогом к заявляемому объекту является способ согласования скоростей вертикальных и горизонтальных валков универсальной клети прокатного стана, состоящей из последовательно расположенных вертикальной и горизонтальной клетей, согласно которому для электропривода каждой клети задают и измеряют значения скоростей прокатки, в режиме свободной прокатки металла в вертикальной клети до захвата металла валками горизонтальной клети скорость электропривода валков горизонтальной клети устанавливают согласно зависимости
где ωГ, ωВ - скорости горизонтальных и вертикальных валков, соответственно;
DГ, DВ - диаметры горизонтальных и вертикальных валков;
αГ - угол захвата металла валками горизонтальной клети,
осуществляют адаптивную коррекцию уставок скоростей электроприводов обеих клетей по запомненным значениям скоростей после выхода предыдущей заготовки, после захвата металла валками горизонтальной клети осуществляют регулирование скорости валков вертикальной клети пропорционально разности угловой скорости электропривода валков горизонтальной клети до захвата металла и установившейся угловой скорости вращения валков горизонтальной клети после захвата металла при совместной прокатке в валках вертикальной и горизонтальной клетей (см. патент РФ №2620424, В21В 37/52).
Недостатком данного способа является то, что согласование скоростей валков предыдущей (вертикальной) и последующей (горизонтальной) клетей осуществляется только в установившемся режиме совместной прокатки после захвата металла горизонтальными валками. При этом регулирование скорости электропривода вертикальных валков осуществляется в функции скорости вращения горизонтальных валков, а не по фактической скорости металла в межклетевом промежутке. В то же время, на фактическую скорость металла помимо скорости вращения валков оказывает влияние отставание на входе в горизонтальную клеть. Этот параметр определяется величиной межвалкового зазора и его регулируемым изменением в процессе прокатки.
Изменение зазора при наличии металла в валках предусмотрено в определенных технологических режимах, в частности при профилированной прокатке слябов в горизонтальных валках реверсивной клети толстолистового стана. Согласно технологии профилированной прокатки формируется переменная толщина по длине раската в форме «собачья кость»(см., например, Hashimoto Т. Прокатка листа с формированием промежуточного профиля "собачья кость" // Adv. Mater. andProcess, 1989, №2. - P. 386). Это осуществляется за счет перемещения валков в направлении уменьшения зазора при прокатке головного участка и в противоположном направлении при прокатке концевого участка. Аналогичный процесс регулирования зазора, связанный с формированием заданной температуры по длине полосы, реализуется при прокатке толстых полос на широкополосных станах(см., например, Исследование системы автоматической коррекции толщины полосы на широкополосном стане горячей прокатки /А.С. Карандаев, В.Р. Храмшин // Известия высших учебных заведений. Электромеханика. 2013. №4. С. 39-46).
Формирование головного и концевого участков переменной толщины по длине осуществляется за счет перемещения гидравлических нажимных устройств. Уменьшение зазора при прокатке головного участка приводит к уменьшению скорости движения металла на входе в клеть (отставанию). При совместной прокатке в вертикальных и горизонтальных валках это приводит к нарушению равенства секундных объемов металла на выходе из вертикальных валков и на входе в горизонтальные валки, т.е. нарушается условие постоянства объема металла в межклетевом промежутке (см., например, Роде В. Новые концепции экономического и гибкого производства высококачественных горячих штрипсов // Черная металлургия России и стран СНГ в XXI веке: Сб. трудов междунар. конф. Т. 3. - М.: Металлургия. 1994. С. 268-273).При перемещении нажимных устройств вниз это вызывает возникновение подпора вертикальных валков горизонтальными. Аналогичная ситуация возникает при увеличении межвалкового зазора при прокатке концевого участка заготовки. Отличием является увеличение скорости металла на входе в горизонтальные валки, что приводит к возникновению натяжения в межклетевом промежутке.
Возникновение подпора при совместной прокатке является недопустимым, т.к. приводит к снижению устойчивости проката в валках и возникновению аварийных ситуаций. В результате снижаются надежность работы оборудования и точность геометрических размеров на концевых участках проката.
Техническая задача предлагаемого изобретения - ликвидация подпора вертикальных валков, вызванного рассогласованием скоростей металла на выходе из вертикальных валков и на входе в горизонтальные валки универсальной клети в динамическом режиме, вызванном перемещением гидравлических нажимных устройств в процессе прокатки.
Технический результат - снижение числа аварийных ситуаций за счет повышения устойчивости металла в валках, повышение точности геометрических размеров проката за счет обеспечения равенства секундного объема металла в межклетевом промежутке.
Технический результат достигается тем, что в известном способе согласования скоростей вертикальных и горизонтальных валков универсальной клети прокатного стана, состоящей из последовательно расположенных вертикальной и горизонтальной клетей, согласно которому для электропривода каждой клети задают и измеряют значения угловых скоростей валков(прокатки), при этом в режиме свободной прокатки металла в вертикальной клети до захвата металла валками горизонтальной клети скорость электропривода валков горизонтальной клети устанавливают согласно зависимости
где ωГ, ωВ - скорости горизонтальных и вертикальных валков, соответственно;
DГ, DВ - диаметры горизонтальных и вертикальных валков;
αГ - угол захвата металла валками горизонтальной клети, после захвата металла валками горизонтальной клети осуществляют регулирование угловой скорости валков вертикальной клети, согласно изобретению при изменении зазора валков горизонтальной клети регулирование скорости электропривода валков вертикальной клети осуществляют пропорционально линейной скорости прокатки металла на входе в горизонтальную клеть согласно зависимости
где ΔVB - регулируемое приращение линейной скорости вертикальных валков при изменении зазора валков горизонтальной клети;
VГ - линейная скорость металла на выходе из горизонтальных валков;
НВ - толщина металла на входе в горизонтальную клеть;
ΔS - приращение зазора валков горизонтальной клети при перемещении гидравлического нажимного устройства;
МП и МK - модули жесткости металла и клети.
Отличительным признаком заявляемого способа является регулирование скорости электропривода валков вертикальной клети пропорционально приращению линейной скорости металла на входе в горизонтальную клеть, вызванному изменением зазора валков горизонтальной клети. При этом приращение линейной скорости металла вычисляется пропорционально заданной линейной скорости металла на выходе клети, модулю жесткости клети, обратно пропорционально толщине металла на входе в клеть и суммарной жесткости металла и клети.
Указанный отличительный признак в опубликованных ранее технических решениях не обнаружен.
В заявляемом способе указанный отличительный признак обеспечивает компенсацию приращения скорости металла в промежутке между вертикальными и горизонтальными валками универсальной клети путем регулирования скорости вертикальных валков пропорционально изменению межвалкового зазора в динамическом режиме, вызванном перемещением гидравлических нажимных устройств. Это позволяет ликвидировать подпор валков вертикальной клети через металл, возникающий при уменьшении зазора валков горизонтальной клети в процессе прокатки. Ликвидация подпора обеспечивает постоянство секундного объема металла в межклетевом промежутке между вертикальными и горизонтальными валками. В результате обеспечиваются более точные геометрические размеры проката, и снижается вероятность возникновения аварийных ситуаций.
Сущность изобретения поясняется чертежами, где:
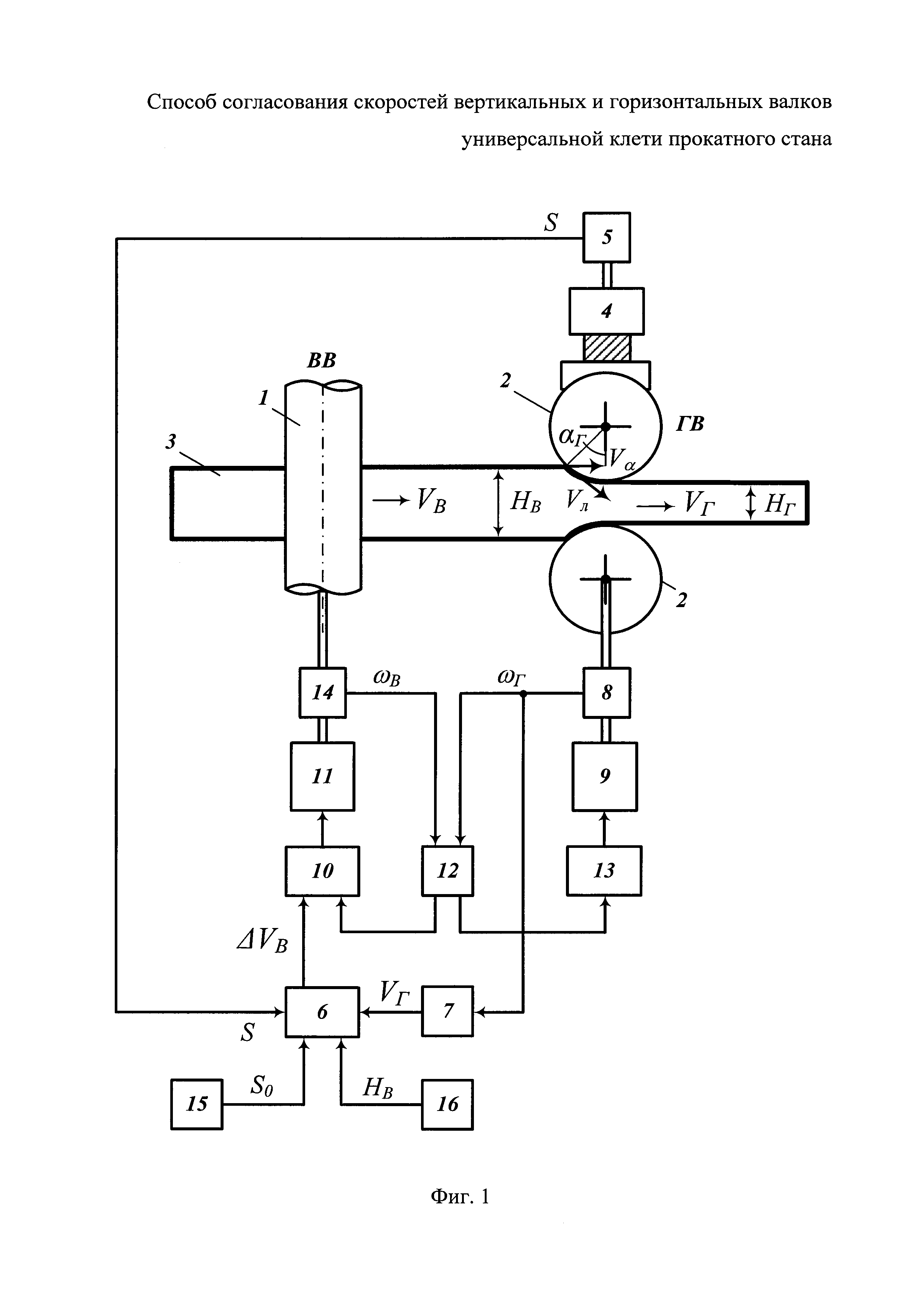
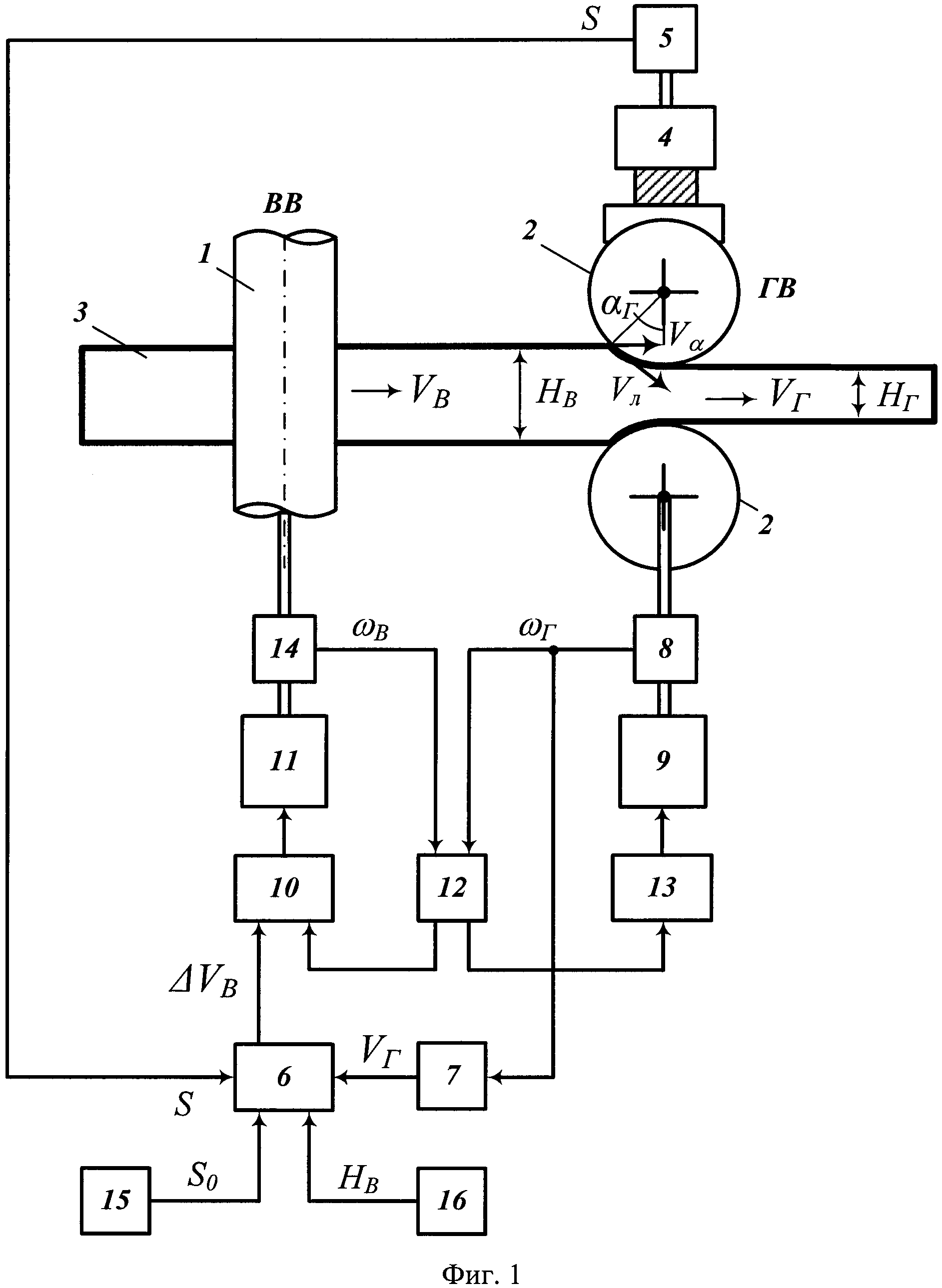
на фиг. 1 представлена схема устройства, реализующего способ согласования скоростей вертикальных и горизонтальных валков универсальной клети прокатного стана;
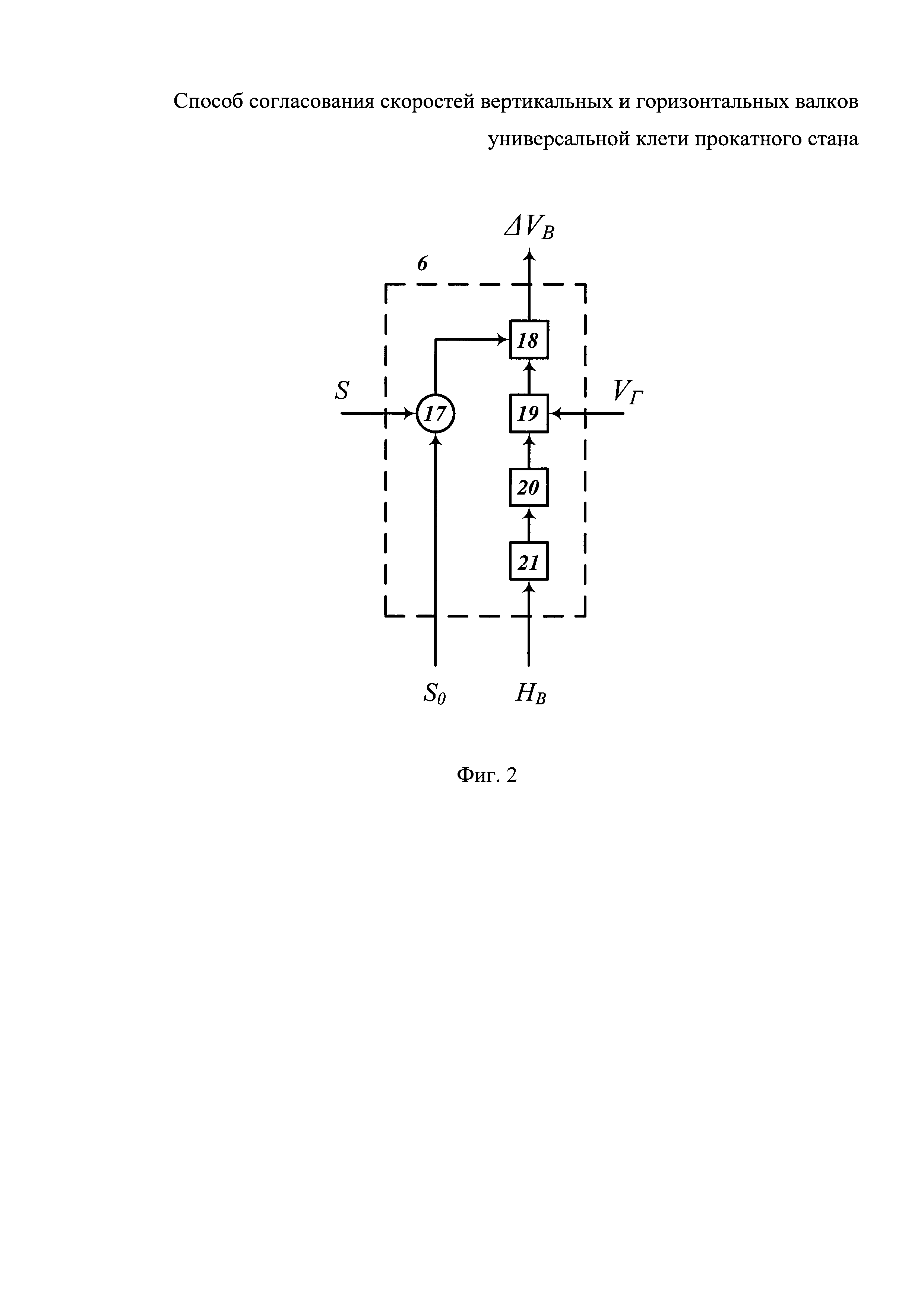
на фиг. 2 представлена схема вычислительного блока.
Устройство (фиг. 1), реализующее заявляемый способ согласования скоростей вертикальных 1 и горизонтальных 2 валков универсальной клети прокатного стана, взаимосвязанных в процессе прокатки через металл 3, содержит нажимное устройство 4 горизонтальных валков 2, оснащенное датчиком зазора 5. Выход датчика зазора 5 горизонтальных валков 2 соединен с первым входом вычислительного блока 6, второй вход которого соединен с выходом датчика 7 линейной скорости горизонтальных валков 2, вход которого соединен с выходом датчика 8 угловой скорости электропривода 9 горизонтальных валков 2. Выход вычислительного устройства 6 соединен с первым входом блока управления 10 электроприводом 11 вертикальных валков 1, второй вход которого соединен с первым выходом блока 12 задания скорости, второй выход которого соединен с входом блока управления 13 электроприводом 9 горизонтальных валков 2. Первый и второй входы блока 12 задания скорости соединены соответственное выходами датчика 14 угловой скорости вертикальных валков 1 и датчика 8 угловой скорости электропривода 9 горизонтальных валков 2. Третий и четвертый входы вычислительного устройства 6 соединены соответственно с блоком задания зазора 15 валков S0 при отсутствии металла и блоком задания в каждом проходе толщины 16 металла НB на входе в горизонтальные валки 2.
Вычислительный блок 6 (фиг. 2) содержит суммирующий элемент 17, первый вход которого является первым входом вычислительного блока 6, соединенным с датчиком зазора 5 (фиг. 1), а второй вход является третьим входом вычислительного блока 6, соединенным с блоком задания зазора 15 валков S0. Выход суммирующего элемента 17 соединен с первым входом первого блока перемножения 18, второй вход которого соединен с выходом второго блока перемножения 19, первый вход которого соединен с выходом усилительного блока 20, соединенного своим входом с выходом блока 21, реализующего гиперболическую функцию  где X - переменная на входе блока.
где X - переменная на входе блока.
Выход первого блока перемножения 18 является выходом вычислительного блока 6, соединенным с первым входом блока управления 10 электроприводом 11 вертикальных валков 1 (фиг. 1). Второй вход второго блока перемножения 19 является вторым входом вычислительного блока 6, предназначенным для соединения с выходом датчика 7 линейной скорости горизонтальных валков 2. Вход блока 21 является четвертым входом вычислительного блока 6, соединенным с блоком задания 16 толщины металла HB на входе в горизонтальные валки 2.
Способ согласования скоростей вертикальных и горизонтальных валков универсальной клети прокатного стана осуществляют следующим образом.
Реализация способа при захвате полосы и при прокатке без перемещения гидравлических нажимных устройств не отличается от реализации способа, принятого за прототип. При прокатке металла 3 в вертикальных валках 1, до захвата горизонтальными валками 2 устанавливают скорость ωГ электропривода 9 горизонтальных валков 2 согласно зависимости

полученной из условия совместной прокатки без натяжения:

где Vα - горизонтальная составляющая линейной скорости VЛ горизонтальных валков 2 в точке захвата металла 3 (фиг. 1);
VB - скорость металла на выходе из вертикальных валков 1.
При этом к моменту захвата металла 3 валками 2 горизонтальной клети горизонтальная составляющая Vα (фиг. 1) линейной скорости валков 2 горизонтальной клети становится равной линейной скорости VB металла 3, выходящего из валков 1 вертикальной клети. Это обеспечивает захват металла валками 2 горизонтальной клети с минимальными динамическими нагрузками.
Косинус угла захвата cosαГ металла горизонтальными валками 2 рассчитывают по зависимости (фиг. 1)
где НВ, НГ - толщины металла на выходе из вертикальных и горизонтальных валков, соответственно.
При совместной прокатке металла в валках вертикальной и горизонтальной клетей должно выполняться условие постоянства секундных объемов (см., например, Бычков В.П. Электропривод и автоматизация металлургического производства. - М.: Высш. школа, 1977. - 392 с):

где VГ - скорость металла на выходе из горизонтальных валков.
Отсюда линейная скорость металла на входе горизонтальной клети
переходя к приращениям,

Для устойчивой, безаварийной прокатки равенство (3) должно соблюдаться как в установившемся, так и в динамических режимах, в том числе в динамическом режиме, вызванном изменением зазора валков при перемещении гидравлических нажимных устройств.
Изменение толщины полосы ΔНГ на выходе горизонтальных валков при изменении зазора валков ΔS выражается известной зависимостью Головина-Симса (см., например, Восканьянц А.А. Автоматизированное управление процессами прокатки. - М.: МГТУ им. Н.Э. Баумана, 2010. - 85 с).
где ΔS=S-S0; S - текущее значение зазора валков, измеряемое датчиком зазора 5.
С учетом этого выражение (3) принимает вид

Из приведенного равенства следует, что для обеспечения постоянства объема металла в межклетевом промежутке регулирование скорости металла на входе в горизонтальную клеть должно осуществляться пропорционально изменению зазора ΔS при перемещении гидравлических нажимных устройств.
Устройство (фиг. 1), реализующее заявляемый способ, работает следующим образом.
На второй вход блока управления 10 электроприводом 11 вертикальных валков 1 с первого выхода блока 12 задания скорости поступает постоянный сигнал задания скорости. В промежуток времени до захвата металла горизонтальными валками 2 со второго выхода блока 12 задания скорости на вход блока управления 13 электроприводом 9 горизонтальных валков 2 поступает сигнал управления скоростью электропривода 9 горизонтальных валков 2, обеспечивающий ее регулирование согласно выражению (1). В результате после захвата металла устанавливается соотношение скоростей вертикальных ωВ и горизонтальных ωГ валков, обеспечивающее совместную прокатку без натяжения. Корректирующий сигнал ΔVB на первом входе блока управления 10 электропривода 11 вертикальных валков 1 отсутствует.
При перемещении гидравлических нажимных устройств 4 вниз, возникающих, например, при формировании переднего конца заготовки согласно заданному профилю «собачья кость»,сигнал S, поступающий с выхода датчика зазора 5 на первый вход вычислительного устройства 6 уменьшается. В вычислительном устройстве 6 (фиг. 2) осуществляется вычисление регулирующего сигнала согласно зависимости (4). Для этого на второй вход второго множительного устройства 19 подается сигнал VГ, пропорциональный скорости металла на входе горизонтальной клети. На первый вход второго множительного устройства 19 с выхода усилительного блока 20 поступает сигнал  который для каждого прохода определяется толщиной полосы НВ, на входе в горизонтальную клеть. При этом модули жесткости клети и полосы принимаются постоянными и задаются в алгоритм вычисления заранее. При изменении сортамента проката они могут корректироваться.
который для каждого прохода определяется толщиной полосы НВ, на входе в горизонтальную клеть. При этом модули жесткости клети и полосы принимаются постоянными и задаются в алгоритм вычисления заранее. При изменении сортамента проката они могут корректироваться.
Полученный сигнал с выхода второго множительного устройства 19 подается на вход первого множительного устройства 18, где умножается на приращение ΔS зазора валков горизонтальной клети, поступающее с выхода суммирующего элемента 17. Сигнал приращения ΔS получается путем суммирования с разными знаками заданного S0 и текущего S зазоров горизонтальных валков 2.
В результате при изменении зазора горизонтальных валков 2 за счет перемещения гидравлического нажимного устройства 4 на выходе вычислительного устройства 6 формируется сигнал на снижение скорости вертикальных валков, вычисляемый по зависимости (4). Он поступает на вход блока управления 10 электроприводом 11 вертикальных валков 1. В результате осуществляется регулирование скорости вертикальных валков пропорционально перемещению гидравлического нажимного устройства с учетом мо-дулей жесткости клети и металла.
Аналогичное регулирование скорости вертикальных валков 1 осуществляется в режиме увеличения зазора горизонтальных валков 2 при перемещении гидравлического нажимного устройства 4 вверх. Отличием является формирование на выходе вычислительного устройства 6 сигнала на увеличение скорости вертикальных валков 1.
В результате обеспечивается автоматическое регулирование скорости металла на выходе вертикальных валков пропорционально изменению скорости металла на входе в горизонтальные валки при сведении либо разведении валков в процессе прокатки. Это обеспечит постоянство объема металла в межклетевом промежутке, что является обязательным при совместной прокатке в двух клетях. За счет этого обеспечивается ликвидация подпора вертикальных валков, вызванного рассогласованием скоростей металла на выходе из вертикальных валков и на входе в горизонтальные валки в динамическом режиме, вызванном перемещением гидравлических нажимных устройств при наличии металла в валках.
Более точное согласование скорости перемещения гидравлического нажимного устройства и линейной скорости металла обеспечивает повышение точности формирования профиля прокатываемой заготовки. Это позволяет получить прокат с улучшенными геометрическими размерами.
В целом, благодаря реализации заявляемого способа, повышается устойчивость металла в валках, снижается количество аварийных ситуаций, улучшается качество за счет повышения точности геометрических размеров проката.
Способ получения углеродного сорбента активного по отношению к фенолу
Кинематическая схема гибридной силовой установки с отключаемой обратимой электрической машиной и устройство для еe реализации
Способ получения активного фракционированного угля в камере на решетке
Способ комбинированного сжигания угольной пыли, природного газа и жидкотопливной смеси
Двухтактный двигатель внутреннего сгорания с наивысшими технико-экономическими и экологическими критериальными параметрами и электронным управлением аккумуляторной системой впрыска топлива широкого фракционного состава
Прямоточная камера сгорания газотурбинного двигателя
Способ получения трубной заготовки методом непрерывного литья с вытягиванием заготовки вверх из кристаллизатора
Способ получения керамических форм методом электрофореза для литья по выплавляемым моделям химически активных сплавов
Способ модифицирования чугуна
Способ управления подачей топлива и устройство подачи топлива
Способ автоматического управления процессом прокатки в непрерывной группе клетей
Способ получения алмазов с полупроводниковыми свойствами
Способ автоматического регулирования натяжения полосы в черновой группе клетей непрерывного прокатного стана
Устройство управления двухскоростным электродвигателем дутьевого вентилятора
Устройство для мониторинга силовых трансформаторов
Способ автоматического регулирования скорости горизонтальных и вертикальных валков универсальной клети стана горячей прокатки
Способ управления активным двунаправленным преобразователем частоты
Способ управления потоком возбуждения электродвигателя постоянного тока
Способ управления потоком возбуждения электродвигателя постоянного тока в системе двухзонного регулирования скорости
Способ автоматического регулирования натяжения полосы в межклетевом промежутке широкополосного стана горячей прокатки

