Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ МУЛЬТИПЕРФОРИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА
Вид РИД
Изобретение
Предпосылки изобретения
Настоящее изобретение касается изготовления изделий из мультиперфорированных композиционных материалов, то есть изделий, сформированных из волокнистого усилителя, уплотненного матрицей, и в которых было реализовано множество перфорационнных отверстий.
Изделия из мультиперфорированного композиционного материала находят специальные применения, в частности, в области фильтрования и акустики. В случае изделий из композиционного материала, обладающих акустическими свойствами, обычно в этих последних реализуют перфорационные отверстия, как это есть в случае, например, поверхностной корки поглощающих акустических панелей, присутствующих в авиационных двигателях. Чтобы обеспечить проникновение и затем поглощение звуковых волн внутри таких панелей, поверхностная корка этих последних должна иметь множество перфорационных отверстий.
В случае изделий из композиционного материала с керамической матрицей (КМК) (СМС), они должны быть изготовлены, пропитывая волокнистую структуру, предназначенную для формирования детали жесткости изделия, смолой, являющейся предшественником керамики, полимеризуя смолу и приступая к пиролизу пропитанной текстуры с целью формирования керамической матрицы в ней.
Перфорационные отверстия в изделии из композиционного материала КМК могут быть получены различными способами.
В частности, они могут быть получены множественным сверлением пропитанной текстуры на полимеризованной стадии. Однако обработка должна быть осуществлена без смазки, чтобы не разрушить материалы, присутствующие в пропитанной текстуре (химическая несовместимость). Это влечет за собой преждевременный износ сверла. Кроме того, разрез является несовершенным и позволяет появиться фибриллам на уровне перфорационных отверстий, которые создают проблемы впоследствии при изготовлении изделия.
Перфорационные отверстия могут быть также получены лазерным сверлением пропитанной текстуры на полимеризованной стадии. В этом случае разрез текстуры является чистым (отсутствие фибрилл), но имеет следствием появление в текстуре термически поврежденных зон (ТПЗ) (ZAT).
Другое решение заключается в помещении текстуры, пропитанной смолой, на пластину, содержащую остроконечные выступы на поверхности, и осуществлении затем полимеризации смолы. Однако такой инструмент является очень дорогим и его применение является порой трудным.
Изделия из композиционного материала, рассматриваемые настоящим изобретением, могут быть также изготовлены из композиционного материала КМК типа оксид/оксид, то есть, осаждая внутрь волокнистой текстуры, сформированной из оксидных волокон, состоящих из частиц тугоплавкого оксида, которые затем спекают таким образом, чтобы образовать в текстуре матрицу из огнеупорного оксида.
Технологические неудобства осуществления сверлений, указанных выше, вновь встречаются также в случае осуществления сверления в волокнистой структуре, содержащей частицы огнеупорных оксидов.
Таким образом, существует потребность в решении, позволяющем осуществлять множество сверлений в изделии из композиционного материала, и это, обеспечивая сохранность определенной геометрии сверлений (отсутствие фибрилл) и как можно более низкую себестоимость.
Объект и аннотация сущности изобретения
С этой целью, настоящее изобретение предлагает способ изготовления изделия из мультиперфорированного композиционного материала, включающий в себя следующие стадии:
- наложение трафарета для пескоструйной обработки на заготовку, имеющую волокнистую текстуру, пропитанную смолой, являющейся предшественником полимеризованной керамики, при этом трафарет содержит множество отверстий, соответствующих перфорационным отверстиям, которые должны быть реализованы в заготовке,
- бомбардировка абразивными частицами с высокой скоростью (пескоструйная обработка) поверхности трафарета таким образом, чтобы перфорировать обрабатываемую заготовку в отверстиях указанной трафарета,
- пиролиз мультиперфорированной заготовки так, чтобы образовать керамическую матрицу в мультиперфорированной волокнистой текстуре.
Таким образом, применение технологии пескоструйной обработки позволяет изготовить прецизионным и экономичным образом детали из мультиперфорированного композиционного материала. Тем не менее, согласно изобретению, перфорирование осуществляется на промежуточной стадии изготовления изделия, то есть после полимеризации и перед превращением смолы в керамику пиролизом. В самом деле, после пиролиза композиционный материал изделия имеет высокую твердость, что требует значительных продолжительностей и/или усилий пескоструйной обработки. В этом случае, опасности повреждения трафарета для пескоструйной обработки увеличены, что более не позволяет обеспечить соблюдение определенной геометрии для перфорационных отверстий.
Изобретение касается также способа изготовления изделия из мультиперфорированного композиционного материала, включающего в себя следующие стадии:
- наложение трафарета для пескоструйной обработки на заготовку, имеющую волокнистую текстуру, содержащую частицы огнеупорного оксида, при этом указанная трафарет содержит множество отверстий, соответствующих перфорационным отверстиям, которые должны быть реализованы в заготовке,
- бомбардировка абразивными частицами с высокой скоростью (пескоструйная обработка) поверхности трафарета таким образом, чтобы перфорировать обрабатываемую заготовку в отверстиях указанной трафарета,
- спекание частиц тугоплавкого оксида таким образом, чтобы образовать матрицу из тугоплавкого окида в мультиперфорированной заготовке.
Так же, как и перед этим, перфорационные отверстия здесь реализуют на промежуточной стадии изготовления изделия из композиционного материала, а именно перед спеканием частиц оксида, когда изделие находится еще на уровне твердости, совместимой с твердостью и/или усилием пескоструйной обработки, позволяющей сохранить целостность трафарета для пескоструйной обработки.
Согласно частному аспекту способов согласно изобретению, они включают в себя после стадии пиролиза или спекания, стадию уплотнения мультиперфорированной волокнистой текстуры, осуществляемого химической инфильтрацией из газовой фазы карбида кремния. Эта стадия позволяет, помимо того, чтобы закончить уплотнение детали, образовать покрытие карбида кремния, которое защищает материал изделия, обнаженный внутри отверстий.
Согласно одной характеристике изобретения, абразивные частицы направляют на поверхность трафарета для пескоструйной обработки под углом, находящимся в интервале от 45° до 60°. Это позволяет увеличить выход пескоструйной обработки и уменьшить ее продолжительность.
Краткое описание фигур
Другие характеристики и преимущества изобретения будут следовать из следующего описания особых способов осуществления изобретения, приведенных в качестве неограничивающих примеров, со ссылкой на прилагаемые фигуры, на которых:
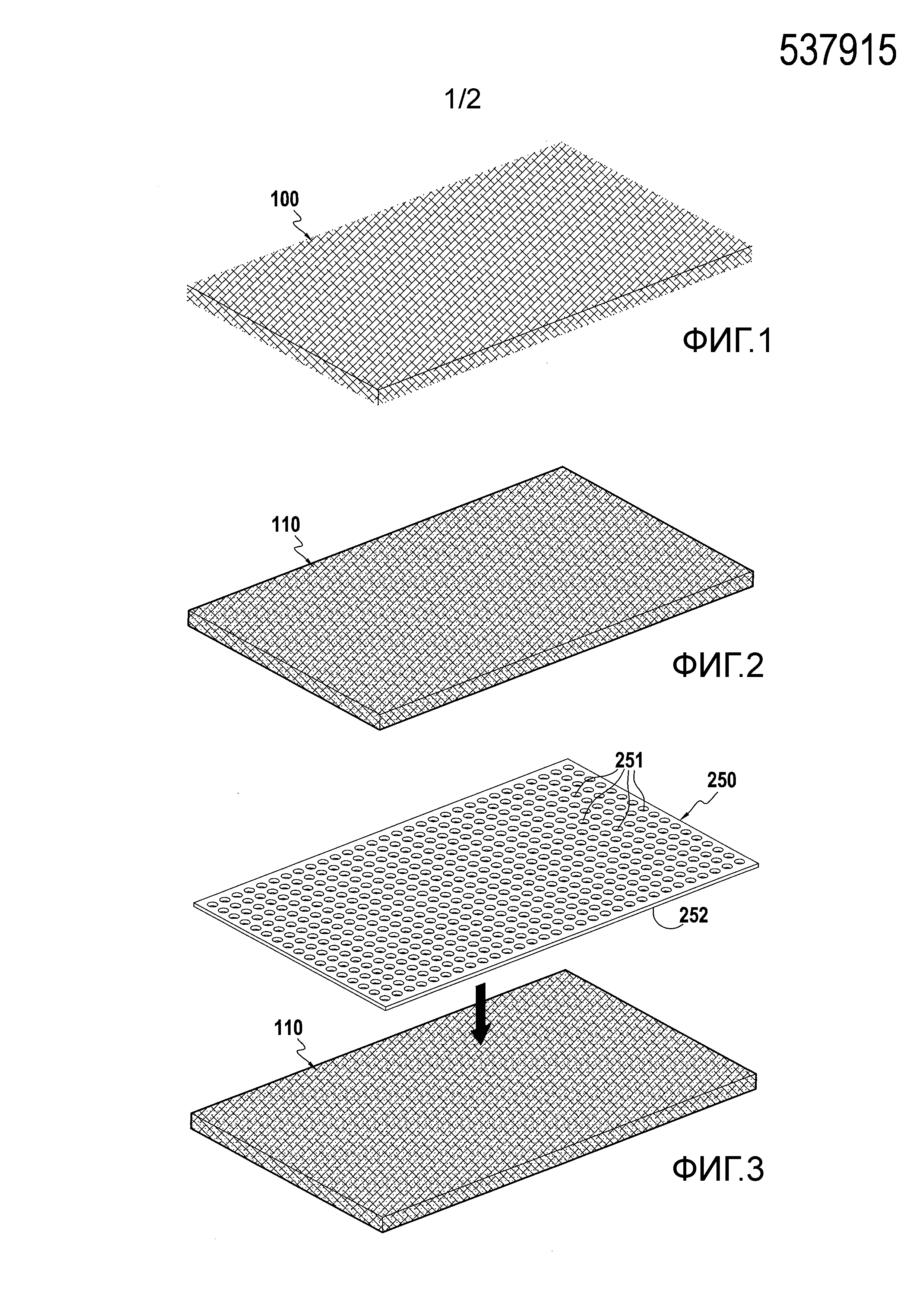
- фигура 1 представляет собой схематическое изображение в перспективе волокнистой структуры, используемой для изготовления мультиперфорированного изделия согласно способу осуществления изобретения;
- фигура 2 представляет собой схематическое изображение в перспективе заготовки, полученной исходя из волокнистой структуры фигуры 1;
- фигура 3 представляет собой схематическое изображение в перспективе, показывающее расположение трафарета для пескоструйной обработки на заготовке фигуры 2;
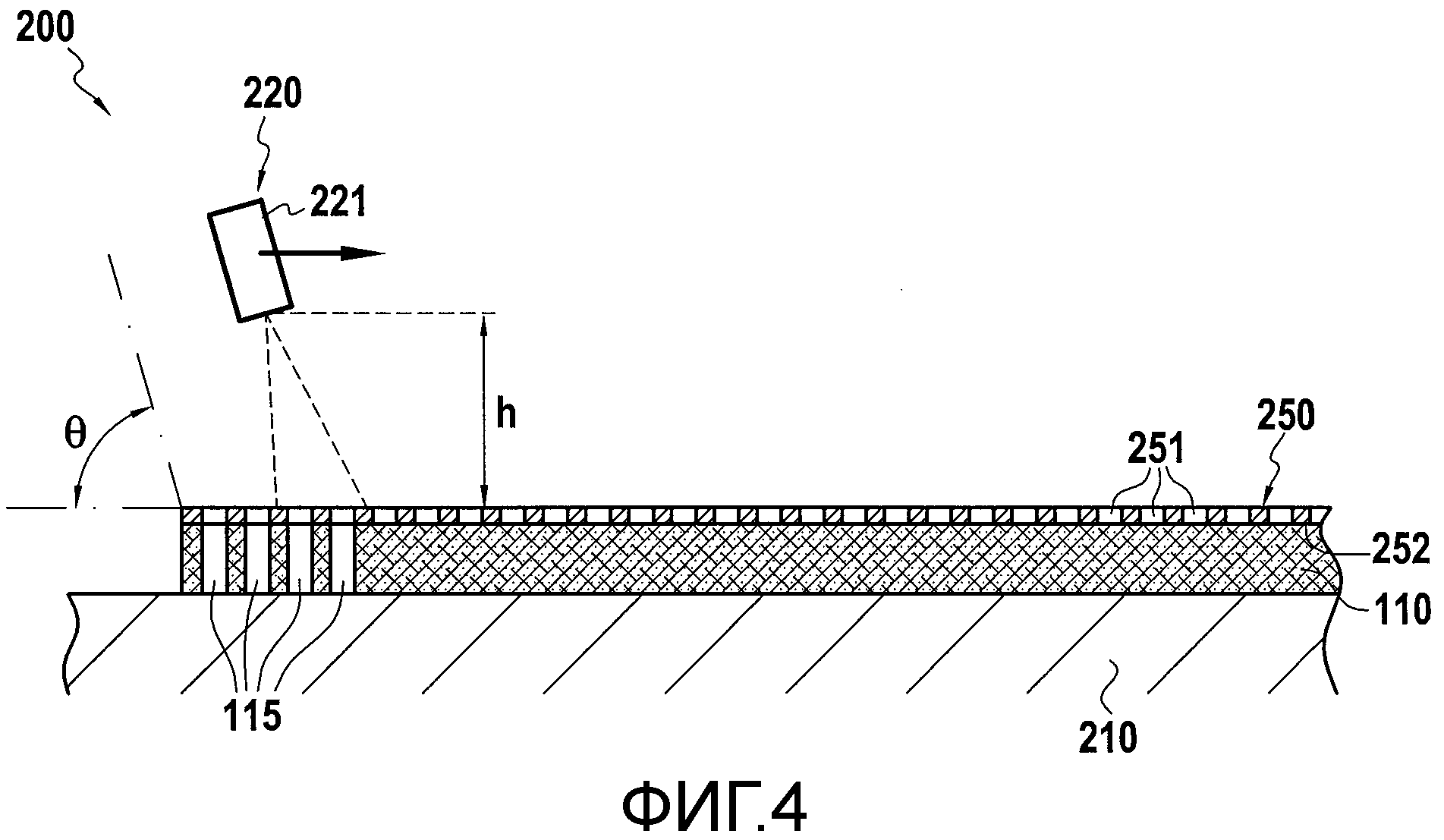
- фигура 4 представляет собой схематическое изображение в разрезе машины для пескоструйной обработки, используемой для реализации перфорационных отверстий в заготовке фигуры 2;
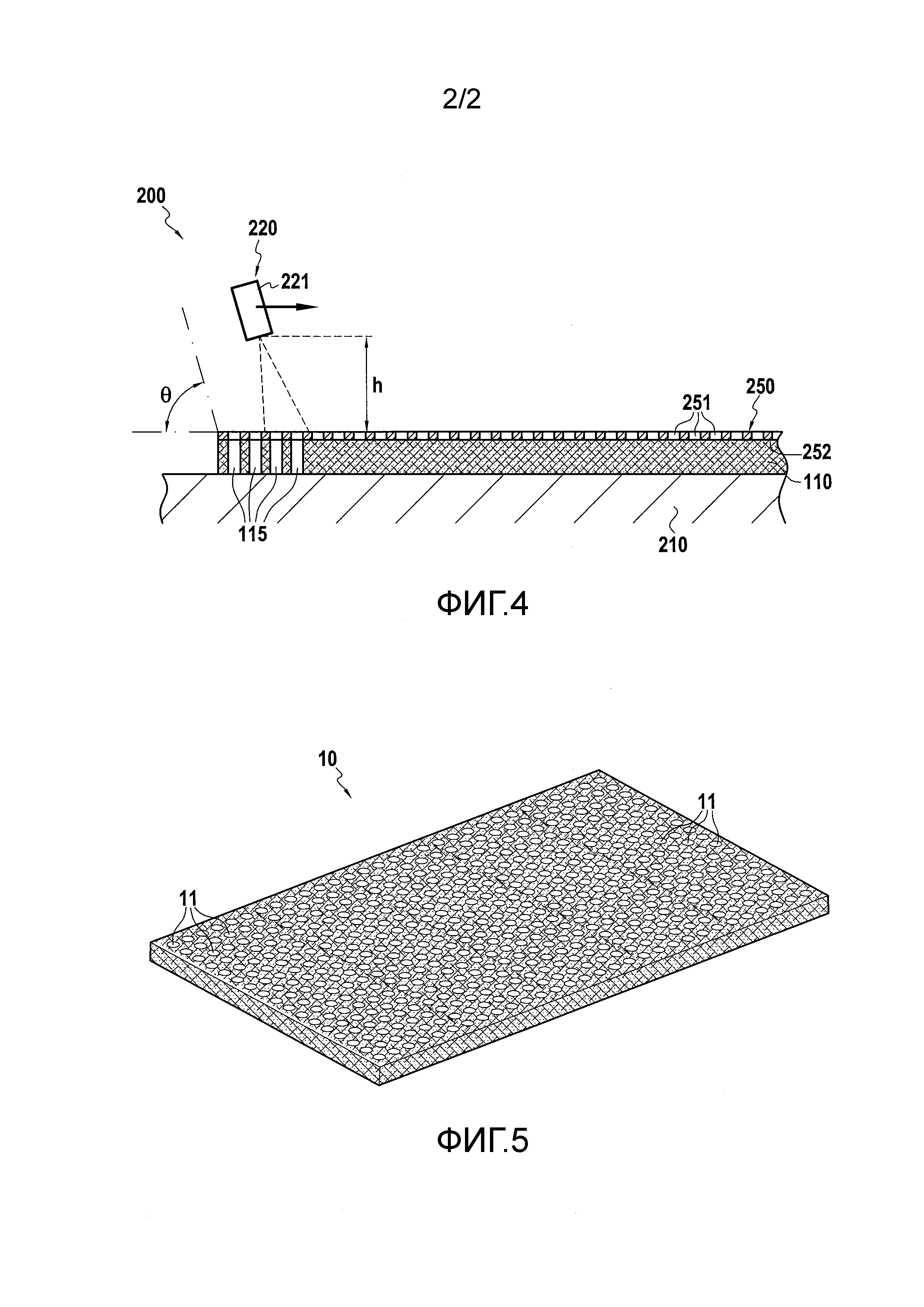
- фигура 5 представляет собой изображение в перспективе изделия из композиционного материала с мультиперфорированной керамической матрицей согласно способу осуществления изобретения.
Подробное описание способа осуществления
Способ изобретения касается изготовления изделий из композиционного материала с керамической матрицей (КМК), то есть изделий, состоящих из волокнистого усилителя из огнеупорных волокон (углеродных или керамических), уплотненных матрицей, по меньшей мере, частично керамической. Примерами материалов КМК являются композиты С/SiC (волокнистый усилитель из углеродных волокон и матрица из карбида кремния), композиты С/С-Si (волокнистый усилитель из углеродных волокон и матрица, содержащая углеродную фазу, обычно, наиболее близкую к волокнам, и фазу карбида кремния), композиты SiC/SiC (усиливающие волокна и матрица из карбида кремния) и композиты оксид/оксид (усиливающие волокна и матрица из оксида алюминия).
Слой промежуточной фазы может быть нанесен между усиливающими волокнами и матрицей, чтобы улучшить механическую прочность материала.
Согласно настоящему изобретению, получение перфорационных отверстий пескоструйной обработкой осуществляют на промежуточной стадии изготовления изделия из композиционного керамического материала КМК. Точнее, когда матрица материала КМК изделия образована, по меньшей мере, частично, на основе смолы, являющейся предшественником керамики, операцию пескоструйной обработки осуществляют на полимеризованной стадии смолы, то есть перед ее пиролизом, позволяющим превратить предшественника в керамику. Когда матрица образована на основе частиц тугоплавкого оксида, как в случае композиционного материала КМК типа оксид/оксид, пескоструйную обработку осуществляют перед спеканием частиц, позволяющим образовать матрицу из тугоплавкого оксида.
Фигура 5 представляет акустическую поверхностную корку 10 из композитного материала КМК, который содержит множество перфорационных отверстий 11. Акустическая поверхностная корка 10 предназначена, например, для соединения с ячеистой структурой, чтобы образовать поглощающую акустическую панель.
Изготовление акустической поверхностной корки начинается с получения волокнистой текстуры 100 из огнеупорных волокон, например, углеродных, керамических или оксидных волокон, представленной на фигуре 1.
Используемая волокнистая текстура может быть различной природы и форм, таких как, в частности:
- двухмерная ткань (2D),
- трехмерная ткань (3D), полученная тканьем 3D или многослойная ткань, такая, как, в частности, описанная в документе WO 2010|061140,
- плетенка,
- трикотаж,
- войлок,
- моноориентированное полотно (МО)(UD)из нитей или кабелей, или полиориентированное полотно (ПО)(nD), полученное суперпозицией нескольких МО полотен в различных направлениях и соединением МО полотен между собой, например, сшиванием, химическим связывающим агентом или при помощи иглы.
Можно также использовать волокнистую структуру, образованную из нескольких наложенных друг на друга слоев ткани, плетенки, трикотажа, войлока, полотен, кабелей или других объектов, слои которых соединены между собой, например, сшиванием, имплантацией нитей или жестких элементов или при помощи иглы.
В случае формирования керамической матрицы из ее жидкого предшественника, волокнистую текстуру погружают в ванну, содержащую смолу и обычно ее растворитель. Могут быть использованы другие известные технологии пропитки, такие как непрерывное пропускание волокнистой структуры через пропиточную машину, инфузионная пропитка или пропитка методом RTM (Resine Transfer Moulding).
Органический предшественник находится обычно в форме полимера, такого как смола, возможно, разбавленного в растворителе. В качестве примера, жидкими предшественниками керамики, в частности, SiC, могут быть смолы типа поликарбосилана (ПКС)(PCS), полисилоксана (ПС)(PSX), полититанокарбосилана (ПТКС)(PTCS)или полисилазана (ПСЗ)(PSZ).
После пропитки волокнистой текстуры и, возможно, ее осушки, приступают к полимеризации смолы, которая позволяет осуществить упрочнение волокнистой текстуры.
В случае формирования матрицы оксидного типа, частицы тугоплавкого оксида осаждают в волокнистую структуру. Одна из известных технологий такого осаждения заключается в:
- в помещении с одной стороны текстуры шликера, содержащего субмикронный порошок частиц огнеупорного оксида,
- создании разности давления, чтобы заставить шликер проходить через заготовку,
- в фильтровании жидкости, прошедшей через заготовку, чтобы удержать порошок частиц огнеупорного оксида внутри заготовки.
Согласно изобретению, это происходит на этой промежуточной стадии изготовления изделия, то есть на стадии заготовки 110, соответствующей текстуре 100 после полимеризации смолы или после осаждения в нее частиц огнеупорного оксида (фигура 2), в которой должны быть получены перфорационные отверстия.
Согласно изобретению, отверстия получают методом пескоструйной обработки, то есть бомбардировкой с высокой скоростью абразивными частицами заготовки 110.
Перед операцией пескоструйной обработки на поверхность заготовки 100 помещают трафарет для пескоструйной обработки или шаблон, как изображено на фигуре 3. Трафарет для пескоструйной обработки 250 содержит множество отверстий 251, соответствующих перфорационнным отверстиям, которые должны быть реализованы в заготовке 110. Трафарет 250 изготовлена из гибкого материала, для того, чтобы сопротивляться бомбардирующим абразивным частицам и приспособиться к любым геометриям заготовок и, в частности, к заготовкам, имеющим изогнутые формы. Трафарет 250 может быть, например, изготовлена из эластомера, содержащего на его поверхности 250, предназначенной для приведения в контакт с заготовкой, клей позволяющий обеспечить его сохранность по положению.
Как показано на фигуре 4, заготовка 110, покрытая трафаретом 250, помещена на подложку 210 машины для пескоструйной обработки 200, содержащей, кроме того, головку для пескоструйной обработки 220, содержащую сопло 221, из которого с высокой скоростью выбрасываются абразивные частицы таким образом, чтобы создать перфорационные отверстия 115 в заготовке 110. Головка для пескоструйной обработки регулируется по высоте, чтобы регулировать расстояние h между соплом 221 и поверхностью заготовки, подвергающейся пескоструйной обработке (близком к толщине трафарета для пескоструйной обработки). Головка для пескоструйной обработки равным образом является ориентируемой, чтобы регулировать угол Θ, под которым частицы выбрасываются на текстуру.
Абразивные частицы, которые могут быть использованы для перфорирования соответствующей заготовки с волокнистой текстурой, пропитанной полимеризованной смолой, являющейся предшественником керамики, представляют собой, например, зерна карбида кремния, имеющие угловую форму с острыми гранями и гранулометрию, близкую к 100 мкм. Для перфорирования соответствующей заготовки с волокнистой текстурой, содержащей частицы огнеупорного оксида, абразивные частицы, такие, как зерна белого корунда (кристаллический безводный оксид алюминия со степенью чистоты 99,6%) или карбида кремния с угловой структурой с острыми гранями и имеющий гранулометрию, близкую к 100 мкм, могут быть использованы.
Расстояние выброса, то есть расстояние между выходом из сопла и заготовкой, подвергаемой пескоструйной обработке, регулируют в зависимости от давления, с которым частицы выбрасываются на выходе из сопла. Точнее, для определенного давления на выходе из сопла, регулируют расстояние выброса таким образом, чтобы оптимизировать скорость перфорирования, все еще заботясь о том, чтобы не повредить трафарет. В качестве примера, с соплом, выбрасывающим абразивные частицы под давлением 7 бар, расстояние выброса может находиться в интервале от 90 мм до 150 мм. Расстояние выброса соответствует высоте h, когда угол выброса Θ составляет 90°.
Что касается угла выброса Θ, то есть угла, под которым абразивные частицы будут сталкиваться с заготовкой, даже если может быть использован угол выброса 90°, было констатировано, что реализация перфорационных отверстий является более эффективной и экономичной с углом выброса, находящимся в интервале от 45° до 60°. В самом деле, выброс под углом 90° безусловно обеспечивает более высокую интенсивность соударения, но более низкий выход по причине значительных рикошетов частиц после соударения, которые образуют экран и вызывают деструкцию падающих частиц в результате соударений.
Как только реализованы все перфорационные отверстия, трафарет для пескоструйной обработки удаляют и получают акустическую поверхностную корку 10 фигуры 5, соответствующую мультиперфорированному изделию из композиционного материала КМК, а именно, изделие, состоящее из волокнистого усилителя из огнеупорных волокон, уплотненного матрицей, по меньшей мере, частично керамической (карбид кремния, оксид, и.т.д.).
После операции пескоструйной обработки изделие может быть подвергнуто химической инфильтрации из газовой фазы (ХИГ)(CVI) карбида кремния, которая позволяет, помимо завершения уплотнения заготовки, образовать покрытие (ʺsealcoatʺ)из карбида кремния, которое защищает части изделия, оказавшиеся обнаженными внутри перфорационнных отверстий. Известным способом, изделие помещают в печь, в которой допускается реакционноспособная газовая фаза. Давление и температура, существующие в печи, и состав газовой фазы выбирают таким образом, чтобы обеспечить диффузию газовой фазы внутрь остаточных пор, затем на поверхность изделия, чтобы образовать на нем матрицу, путем осаждения твердого материала, образующегося в результате разложения компонента газовой фазы или реакции между несколькими компонентами. В качестве примера, газообразными предшественниками керамики, в частности, SiC, могут быть метилтрихлорсилан (МТХС)(MTS), дающий SiC в результате разложения МТХС (возможно, в присутствии водорода).
Сектор статора для газотурбинного двигателя, способ изготовления сектора статора, статор газотурбинного двигателя, компрессор газотурбинного двигателя и газотурбинный двигатель
Способ обработки отработанного газа, содержащего полициклические ароматические углеводороды

